Abstract
The Italian ceramic tiles district has a long tradition but is called to face new sustainability challenges related to the profitability, the environmental impact, and the capability to offer pleasant and motivating working conditions for new young employees. New Industry 4.0 approaches are emerging to evolve the current industrial organization and are expected to enhance the overall economic, environmental, and social viability. In this context, this paper aims at demonstrating the positive correlation between the new technologies and the sustainability of the sector. It outlines the main achievements of a 4-year project financed by the Italian government, involving the entire chain made up of research centers, technology providers, and tiles producers. The presented approach is concretized in several technological innovations based on the Industry 4.0 paradigm. Furthermore, a pilot line was created to test the new systems and collect data on the process. The main results are reported in terms of improved sustainability KPIs, such as extended possibility of control of production plants, waste reduction, lower consumption of raw materials and chemical additives. Finally, a sensible increase in the operators’ digitalization level is registered, making a shift from a physical and hard working environment towards more conceptual and attractive job conditions.
1. Introduction
The Ceramic Tiles (CT) industry has undergone a strong evolution in the last decades in terms of product characteristics and manufacturing process. The size of the tile, the realization tolerances, and the decoration possibilities have enormously improved [1]. However, the Italian CT sector is subjected to strong competition from the emerging countries characterized by low labor and raw materials costs [2]. This resulted in low-quality and cheap products appearing on the market, taking up significant market shares. Furthermore, the energy costs have increased, and companies are experiencing difficulties in the supply chain of raw materials, sands, and clay, due to the international instabilities [3]. The survival and growth of CT producers can be guaranteed by a significant evolution gradient in the product and by the introduction of technological innovations able to pursue more efficient, controlled, and sustainable processes [4,5].
In this context, new technologies based on the Industry 4.0 (I4.0) paradigm can be exploited in the field to strongly renew its capability to increase sustainability and compete in the market [6]. Even if research indicates positive links between I4.0 and environmental sustainability [7], companies are not always aware of potential benefits. It emerges that Italian manufacturing companies have limited knowledge of I4.0-enabling technologies [8]. Generally, issues such as social and environmental sustainability are often neglected in favor of the benefit of the economic one. Particularly, several manufacturing companies have been analyzed to study the correlation between I4.0 implementation as an advantage contributing to environmental and social sustainability in terms of lower environmental impact of production, as well as higher physical relief for workers and flexibility of work organization [9]. However, the need for actions to prove a positive correlation between I4.0, sustainability, and the performance of companies through applied research and real industrial case studies is still an open issue [10]. The new evolution of the production and industrial process under the I4.0 umbrella and its related technologies still have an unknown potential impact on sustainability. Despite a correlation between I4.0 and sustainability having been envisaged in several studies, and methods to assess estimations of the reached results having been proposed through KPIs [11], quantitative measurements and pragmatic demonstrations are still lacking, especially regarding the specific CT application field.
The gap that has emerged from the analysis of the literature poses three research questions, which are investigated in this paper:
- RQ1.
- How to combine I4.0 technologies and sustainability issues for the specificity of the CT sector?
- RQ2.
- What are the I4.0 technologies applicable to the CT field, taking into consideration the size of the companies and the existing organization of the technological chain?
- RQ3.
- How can sustainability be improved in the CT sector by developing I4.0 technologies?
Coping with the increasing sustainability demands, the CT sector is called to an improvement and renewal of the employed technological solutions, taking advantage of the possibilities provided by the I4.0 technologies. Therefore, the primary aim of this research is to devise an overall approach to develop I4.0 technologies and demonstrate that they can effectively improve sustainability in the CT sector. The extension and the expected impact of such evolution requires a structured approach which is mainly driven by cooperation among research centers, technology suppliers and end users. These different players are called to act synergistically.
The remainder of the paper is organized as follows. A few notes on the background related to the CT field are provided with special focus on sustainability issues and the current technological level. The proposed approach is presented in Section 3, and its application is exemplified with an application in the Italian CT district with some tangible examples of the developed technologies. The result of the experimentation in a pilot line is reported in Section 4. Finally, in the conclusion, Section 5, the obtained results in the CT field are discussed as well as additional benefits which have been experienced in the research.
2. Background
The study reported in this paper is focused on the CT district of Emilia Romagna, a region in Northern Italy. In a handful of towns in the provinces of Modena and Reggio Emilia (including towns such as Sassuolo, Formigine, Casalgrande, Scandiano), a district strongly oriented towards ceramics has burgeoned over the past few decades, bringing together producers of the final product and, more importantly, a large and diverse group of suppliers of supporting technologies [1,2,12]. This encompasses producers of machines for executing several phases of the process, from raw materials to the packaged product for the final customer, covering all necessary phases—a distinctive characteristic of the sector. The innovation of technologies also extends to other essential systems, linked to logistics and energy resource supply through advanced energy conversion, cogeneration and energy recovery systems [13,14]. Lastly, the sector has witnessed the development of software systems applied to plant control and management, data collection from sensors and quality control systems, production programming and scheduling, as well as more traditional software for customer, suppliers and orders management [10,15].
2.1. Industry 4.0, 5.0, and the CT Field
I4.0 is emerging as an extensive array of technology families that collaborate synergistically to achieve ambitious business objectives. The implementation of the relative approaches and solutions is identifiable as an actual industrial revolution [16]. The introduction of I4.0 technologies based on the digitalization of the design phase and the one of the manufacturing processes can allow the achievement of the sustainability goals in many industrial fields. However, it is easier for large manufacturers to adopt I4.0 because they have greater opportunities to use new technologies and transform them, while small and medium enterprises encounter more difficulties [17]. I4.0 requires enhanced communication and collaboration among manufacturers. As a rule, it requires information infrastructure in plants to be closely interconnected, including production equipment, robots, operating personnel, materials and finished products.
Furthermore, Industry 5.0 is emerging as a new industrial paradigm, having the potential to transcend the profit-oriented productivity of I4.0 and promoting sustainable development goals in a broader sense. It includes human-centricity, socio-environmental sustainability, and resilience [18]. So, in this work, the term sustainability is analyzed in three different dimensions, that is, economic, environmental, and social, according to the paradigm of the triple bottom line (TBL) which gives equal importance to all three [19]. The ceramic industry is not exempt from these needs and general trends. KPIs such as efficiency, operator well-being, and environmental impact have been proposed as measures of the magnitude of the improvements [12]. In their work, the authors also envisage the development of a Sustainability Digital Twin as a tool to help business managers make informed decisions and design products considering all aspects of sustainability.
Previous analysis works have assessed the readiness of CT companies to adopt I4.0 by introducing a model to address the problematics of the implementation of processes and the main obstacles for future digitalization and automation [20]. In fact, I4.0 technologies represent a strong opportunity for the CT industry for a revolution in the field oriented to digitalization to control and improve the processes in a continuous manner and to introduce circular economy principles [21]. Additionally, the introduction of more deeply automated systems can improve the sustainability of the processes in a broad sense. For instance, the possibility to monitor and trace the plants allows to collect many pieces of data that can be exploited to automate the Life Cycle Inventory and shorten the Life Cycle Assessment evaluations, making them more realistic and responsive to the changes [3].
For these reasons, among the innovations brought by the I4.0 paradigm, previous studies have mainly concentrated on the capability of controlling product quality by renovated sensing, monitoring, and controlling possibilities. For instance, advanced image-based systems have been studied to detect defects in CTs connected to colors, dimensions, or missing edges [22]. Recently, these approaches have benefited from better efficiency and accuracy thanks to the machine and deep learning algorithms [23,24,25]. This draws the attention on having good-quality data and in an extensive manner, which is an important pre-condition for the implementation of automated quality control, preventive maintenance approaches, and for the optimal planning of production [26]. Energy-intensive industries such as the CT sector can strongly take advantage of an accurate planning of production, which allows primary resources to be saved. The digitalization of the processes has span in many industrial fields, in which the Digital Twin (DT) concept has been experimented [27].
However, many obstacles remain to a practical and effective implementation [28], and the CT sector is no exception. Experimental studies are needed to demonstrate the effective correlation between the adoption of such new technologies and the achieved sustainability goals.
2.2. The “Under Control: Made in 4.0” Research Project
The approach reported in this paper and the relative achievements have been developed in the context of a four-year-long research project (from 2020 to 2023) called “Under Control: Made in 4.0”, financed by the Italian Government, aimed at introducing I4.0 solutions in the CT field. The project partnership has included research centers, worldwide leading technology providers (suppliers of machines and software), and end users (CT producers).
The project scope was focused on the development of a flexible, efficient, and interconnected end-of-line system for the CT industry with an I4.0 perspective and has aimed to demonstrate the positive impact of I4.0 on the sustainability of the CT ecosystem. The end of line is the final part of the production pipeline which is located after the tiles firing phase in the oven. Just a brief and general overview of a ceramic plant is here reported and depicted in Figure 1, leaving more details to other works in the literature [3].
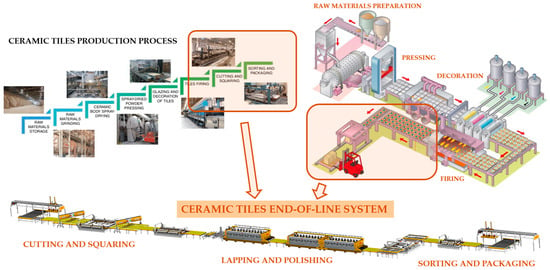
Figure 1.
Scheme of the CT end-of-line system in the whole production process.
A typical production process moves from the raw materials, which are mixed and grinded together with water. Then, the material is dried and pressed to the desired shape. Decoration in the form of printed patterns or images, as well as application of decorative materials, follows, until the raw slab is cooked in the oven. Then, the end-of-line system, i.e., the scope of the present work, begins: the aim of the following lines is to cut the slabs into smaller tiles, bring them to the desired dimension, check the quality of the product, then sort and pack the final product.
3. Materials and Methods
The approach to demonstrate the correlation between sustainability goals and I.40 innovations has been based on six major steps. The implementation of the approach is strictly connected to the specific application context, i.e., the Emilian ceramic district and the actors involved in the research. However, the followed approach is quite generic and can be applied in several industrial contexts to demonstrate the correlation between adopted technology and sustainability KPIs, especially in manufacturing districts characterized by a strong coexistence of producers and technology suppliers.
Briefly speaking, the main phases of the approach consist in:
- Organization of the research.
- Preliminary analysis of the sustainability in the field.
- Identification of the required technological innovations.
- Design and implementation of new technologies to:
- improve economic sustainability;
- improve environmental sustainability;
- pursue attention to social sustainability.
- Testing of the new technologies in pilot plants.
- Measurement and analysis of the new performance through KPIs.
In the following sections, each step is described in detail. The first five steps are described in the following subsections, while the reached KPIs are reported and discussed in Section 4. Given the specificity of the research context, explicit reference will be made to the activity performed for the CT field in the context of the cited research project.
3.1. Organization of the Research
In the literature, works have recently appeared to review organizational and management aspects of I4.0 [29]. The implementation of new technologies represents a major challenge for companies that aim to take advantage of I4.0 to underpin new business models and innovative human–machine work structures.
Regarding the implementation of the approach presented in this paper, the activities have been executed in a collaborative way between the three main categories of actors involved in the specific project. Figure 2 shows the subdivision of the tasks among the three main actors. The Intermech MO.-RE. interdepartmental research center of the University of Modena and Reggio Emilia has performed the analysis of the state of the art of the technologies and the potential innovation drivers which are applicable to the field. The researchers of the center have guided the innovation process providing approaches, possibly drawn from other fields, and identifying objectives and expected results of the new technological solutions. Finally, they have identified indicators of the sustainability goals, i.e., suitable KPIs, and objectivize the reached results also in numeric terms.

Figure 2.
Synergistic approach for the pursuit of sustainability objectives in the CT sector through I4.0 technologies.
The technology providers, i.e., Sacmi Tech Spa and BMR Spa, have developed new solutions, i.e., new machines, software, and control systems. In the CT field, their role is not limited to providing new solutions to enhance the efficiency of the plants or to adopt new principles to speed up the processes. The recent developments in the field have revealed the capability of introducing new solution principles that allow a strong innovation also in the product. The digital printing of the surface of the tile, the possibility to realize colored veins in the thickness of the slab, the extended size of the tiles, and the polishing of the surface to high gloss values are just a few examples of the innovations that bring new production techniques in the field, allowing the realization of products that were not possible until a few years ago.
Finally, the end users, Casalgrande Padana Spa in the specific case, sustain these developments with huge investments by adopting the new solutions in an open and proactive manner. Additionally, they bring to the other partners new needs from the market in extended application niches, such as fields in which the ceramic slab can be applied, such as the furniture or the nautical world. They identify the major stylist trends posing new objectives to the technological developments, providing stimuli to the researchers: new decoration effects, improved surface properties, more rigorous dimensional tolerances, just to name a few. Finally, they experiment the new applications, gather data on the field, and measure the performance of the new systems supporting and reinforcing the development activity of the technology providers.
3.2. Preliminary Analysis of the Sustainability in the Field
The following phase of the work has moved from an analysis of the literature aimed at the identification of the main economic, environmental, and social impacts of the CT production. In addition, main KPIs to measure the impacts have been recovered from previous research works and adopted to assess the effects of new I4.0 technology developments in the sector.
Traditionally, CT production is based on energy-intensive processes performed by systems operating continuously, 24 h a day, seven days a week (24/7), with minimal breaks limited to a couple of interruptions per year for necessary maintenance operations. This is primarily due to the extended startup times of the plants, due to the time required to reach the necessary temperatures, and the adjustment and stabilization of cooking profiles in methane gas ovens. Consequently, there has been a traditional trend towards producing large batches processed over extended periods, resulting in significant accumulations of finished products in company yards, awaiting order receipts from the customers. This inevitably leads to substantial immobilization of materials and spaces, considerable financial resources, and poor flexibility in production.
In this context, many threats loom over the CT sector from an economic point of view. In the first place, there is the need to always compete with new products, in conjunction with an instability of demand emerge as main market trends. Indeed, modern manufacturing is marked by increasingly rapid development cycles, significant variability, and customization of offered products, a reduction in production batch sizes, often resulting in relatively small production runs, and the imperative to process orders within ever-shortening timeframes [30,31]. In addition, the international political instability of the last few years has caused considerable problems with the supply chain of raw materials. Traditionally, the CT industry has experienced a strong dependence on clays and sands dug outside the European Union, with important drawbacks in terms of sustainability due to the reduced availability and the environmental and financial impacts of the transport. To contrast this trend, efforts to strengthen the supply chain have been entended on the diversification of raw material sources, which also entails the use of secondary raw materials, the search for new deposits and purification processes, and improvement of logistics [32]. However, at the production level, it requires higher flexibility of the plants and machinery to cope with variable physical and chemical characteristics of the raw material, to adjust the process parameters on the fly and guarantee the product stability and quality.
Considering the high energy consumption rate, accurate Life Cycle Costing (LCC) models have been devised to evaluate the profitability of the business, also including environmental and circularity issues [33]. In fact, from an economic but also environmental perspective, tile production can be classified as an energy- and raw material-intensive manufacturing industry which must be particularly aware of environmental issues and circular economy practices due to the large amounts of resources being used. In the cited study, a calculation framework has been developed that extends the potential of LCC by including circularity parameters in the Italian CT manufacturing sector.
Environmental issues of CT production have been addressed in the literature from different points of view. For instance, researchers have studied the air quality of two of the main European CT industry clusters, one being the Castelló region in Spain and the other one the Modena district in Italy [34], which is the same production area considered in this paper. Even if the annual average concentration of particulate matter (PM10) and elements, mostly of metallic type, is for sure connected to traffic and other industries in different proportions, the CT production has a primary role in both sites. The study recalls the need for additional measures to fulfil the air quality requirements through more optimized processes, despite the high degree of environmental measures implemented in the CT.
Moving on to the analysis of the causes of environmental impacts, several researchers have carried out in-depth life cycle assessments combined with a cost analysis. They considered in detail process emissions and resource consumption from cradle to final product [3]. For instance, in the Chinese production environment, results show that marine ecotoxicity, climate change, terrestrial ecotoxicity, human toxicity, and fossil depletion are the key environmental impact categories [35]. The major benefits could be reached working on alternative electricity generation types. On the contrary, in the EU context, the main efforts are oriented both on the product and process innovation. For instance, eco-friendly ceramic tiles have been proposed employing by-products of porcelain stoneware manufacturing as raw material [36], guaranteeing the quality of the product fixed by the standards.
Finally, social sustainability is one of the major aspects to be faced. From the extensive analysis of the principal sustainability Key Performance Indicators (KPIs) conducted in a literature review on the CT field [11] emerges the importance of health, noise level, employee satisfaction, accident rate, and wadges level as key factors regarding the social sustainability of the CT sector. The capability of the sector to evolve toward a higher technological level and improved production solutions able to guarantee better working conditions results to be fundamental to gather young and talented resources, thus ensuring the survival and prosperity of the field.
3.3. Identification of the Required Technological Innovations
The application of the approach has required the development of some primary innovations in the CT field. At the beginning of the project, a panel of experts coming from the Academy and the involved companies was formed to analyze the I4.0 technologies which could be applied in the field. The research people from the University have initially reviewed the scientific state of the art focusing on the major technological trends and possible applications to the field. Then, technicians from the companies, mostly coming from the research and sales departments, discussed in focus groups with the academic personnel to fix the means to pursue the sustainability goals.
Figure 3 represents a picture of the whole set of adopted technologies, divided into the three sustainability objectives and the specific employed actions. In the following sections, the main implemented technologies are described and exemplified by the real developed cases.
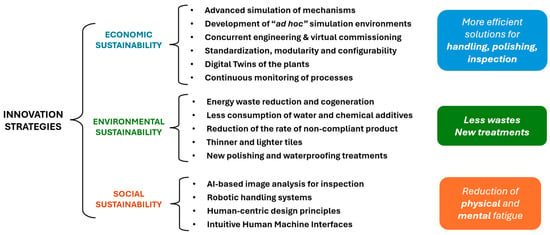
Figure 3.
Primary innovation strategies adopted in the “Under control” project to improve the sustainability of the CT field.
In the development and implementation of new technological solutions, the panel of experts has addressed sustainability in a comprehensive manner. Economic sustainability has been pursued with new mechatronics systems for advanced automation based on standardization and modularity, digitalization, and virtualization to assist the single machines as well as the entire plant design. Environmental sustainability has been addressed by an enhanced level of manufacturing process control seeking to reduce energy and raw material wastes, by the interconnection of the machines of the plant to fine-regulate the operating parameters and the quality of the processed product thanks to advanced sensing and feedback capabilities, and finally, by reducing water and chemical additives consumption required in the process.
Lastly, the project has aimed to have a positive impact on social sustainability. Automation solutions, autonomous control systems, and renewed user-centered Human–Machine Interfaces (HMI) have been proposed to lower the physical and cognitive workload on operators.
3.4. Technologies to Improve Economic Sustainability
Even though it is not always possible to split technological improvements among the three pillars of sustainability, their presentation follows a subdivision based on the major contribution given in a certain area.
Starting from the solutions aiming at reaching greater production efficiency, and improved economic margins, the major driver has been identified in the development of advanced automation solutions. That mainly includes new automatic machines for the processing of the tiles, for instance, grinding and polishing, handling, and inspection of the quality of the tile.
Faster and more efficient development processes have been based on the application of new design approaches in the CT industry, grounded on the following principles:
- Digitalization and virtualization, i.e., the adoption of software tools to analyze and optimize the behavior of the new system in a digital manner;
- Concurrent engineering, allowing parallelization of activities such as the development of the mechanical structure and the control software;
- Standardization and modularity, by the development of configurable solutions to easily adapt to various tile sizes.
As a meaningful example of tangible application of these design principles, the development of a new sorting machine by Sacmi Tech is here reported. The purpose of the machine is to make piles of tiles that travel individually on a conveyor belt so that they are then ready to be packed in boxes. A new concept of machine based on a rotating carousel has been conceived thanks to a virtual commissioning software tool, i.e., B&R Automation Studio V4. In this environment, the kinematic behavior of a digital model of the machine can be performed based on the real controlling code.
As shown in Figure 4, a simplified CAD model of the machine concept was developed at first, and its kinematic joints as well as the required actuators being defined. As parallel activity, the Programmable Logic Controller (PLC) code and the relative Graphical User Interface (GUI) were developed. Then, the generated code was tested on the virtual prototype of the machine, allowing to test the working cycle of the machine and optimize its behavior, simulating a random arrival of tiles to be piled. As a result, the PLC code can be debugged much earlier than having the machine built and then, finally, tested in its almost final form as soon as the physical setup is ready. Therefore, the new working principle of the machine has been virtually validated, and the PLC development can be parallelized with the detailed design of the machine.
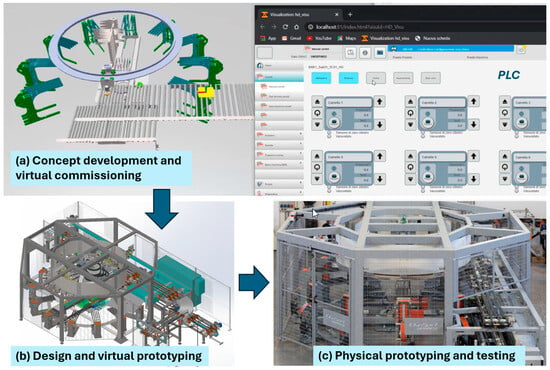
Figure 4.
Phases for the study of new tile sorting machine. Virtual commissioning and virtual prototyping techniques are combined for a fast and effective development of new automation systems.
Again, the design of the machine, in turn, is supported by virtual prototyping tools, allowing fine structural optimization of critical components such as the carriages holding the stack of tiles. The output of this phase is an engineered detailed CAD model of the machine. Finally, the machine has been physically prototyped and tested in a real working environment.
This example has demonstrated that the adoption of the simulation tools allow a much faster design process and the successful fulfilment of the design requirements, including the possibility of operating on tiles of big dimensions up to 1200 × 2800 mm.
Economic sustainability has not only been pursued with more automated production processes. The project activities have also focused on a more controllable process and improved product quality. To this aim, advanced simulation means have been introduced in the CT field with new on-purpose developed tools. In particular, a software system has been developed to enhance the capability of performing advanced simulations of the polishing process on the tile surface. The polishing machine is composed of a sequence of rotating heads equipped with abrasive tools which exert their action by pressing on the tile (Figure 5a). The heads are mounted on a beam which is animated by reciprocating motion while the tile advances from head to head, so that the entire surface of the tile is treated. However, the trajectories of the tools are quite complex, resulting from the combination of few rotational and translational motions. For this reason, the polishing action is not uniform on the tile and not easily predictable.
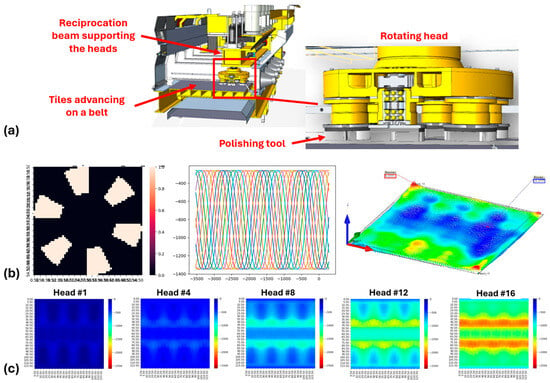
Figure 5.
(a) Structure of the polishing machine and details of the polishing rotating head. (b) Main steps of the polishing simulation algorithm: the discretization of the tool, the trajectory followed by the polishing heads passing on the tile, polishing result according to a colored scale, (c) progress of polishing through the consecutive heads.
For an improved design of the process, a simulation system has been designed as depicted in Figure 5b. The tool head has been discretized in small operating elements which are moved on the tile surface following sinusoidal trajectories according to the polishing machine motion rules. The action of the single elements is then cumulated and visualized by color maps representing the resulting polishing action operated on the surface of the tile. Furthermore, the progress of the smoothing effect can be analyzed head by head. This is very useful to design an optimal motion of the beam supporting the heads to guarantee a uniform treatment of the whole tile surface.
The development of the polishing simulation tool has also opened the way to innovative features of the tile product. The software allows non-uniform polishing patterns to be designed and then realized on the tile surface (Figure 6). Original effects made of different grades of smoothness of the surface emulate the effect of floors worn by time and the passage of people.
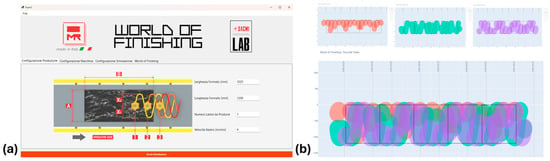
Figure 6.
(a) Main GUI of the polishing simulation tool. (b) Virtual development of advanced patterns for innovative non-uniform polishing effects.
Therefore, the development of simulation tools has demonstrated the capability to fine-control the process from one side, but also to obtain new product characteristics, strengthening the ability to compete on the market.
As a final example of a strategic approach to enhance economic sustainability, the adoption of the DT concept is here reported. A DT is a digital counterpart of a physical asset, connected to it and capable of reproducing the behavior of the real system in the simulated environment [27]. DT is one of the pillars of I4.0, given the coexistence of a virtual simulation environment, sensing and data gathering capabilities from the physical assets, the possibility of performing advanced control, and optimization of the process according to the decisions elaborated in the digital replica.
In the CT field, the implementation of DT moves from the realization of 3D models of the plants as a sequence of machines operating along the production lines. The flows of materials and tiles are incorporated in the models, and the progress synchronized with sensing capabilities spread in the real facilities (Figure 7). One of the main applications of the DT is relative to the construction of a digital replica of an industrial environment to provide easy access to all the data regarding the production, including the progress of an order, the state of machines, the location of the Automated Guided Vehicles (AGVs) of a fleet, the fill level of the buffers, the energy and resources consumptions, and the rate of scraps and defects identified along the lines. All these data concentrated in a single holistic environment represent a remarkable control and management tool.
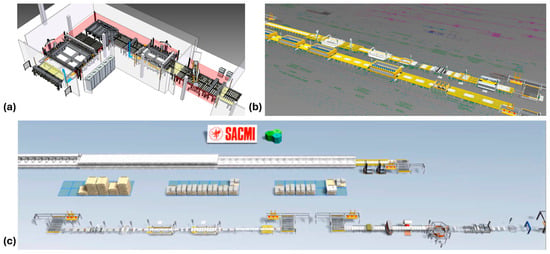
Figure 7.
Realization of 3D DT of the entire plants. (a) Preparation of the CAD model of the lines. (b) Definition of the end-of-line model of the pilot. (c) Model of parallel lines running in a virtual commissioning tool to simulate the production progress, queues of tiles, and storing buffers occupancy.
However, the DT is also a useful and powerful tool to design new plants. It allows new plants to be designed and simulated according to variable demand for diversified products and measuring the expected performances. They can convey in an intuitive manner meaningful information for the customers, allowing them to take more informed decisions.
3.5. Technologies to Improve Environmental Sustainability
The development of solutions to enhance environmental sustainability is strictly correlated to the previous goals. In fact, the CT process is characterized by strong energy consumption both in the form of electricity and heat to dry the raw materials and to fire the tiles. Efforts have been traditionally made in recovering the heat of the oven, as well as in gas turbine cogeneration of electricity and heat to feed the plants [13,37].
Since the CT process requires a huge quantity of water and makes uses of chemical additives, new processes have been developed to obtain improved product performance while diminishing the consumption of chemical additives. New surface treatments have been devised to this aim, achieving improved resistance and waterproofing characteristics with low environmental impact (Figure 8). New pressing, squaring, and polishing techniques together with refined control of all process parameters allow the creation of tiles with much lower thicknesses, reducing the consumption of raw materials. Thicknesses of up to 3 mm can be achieved compared to the traditional 10 mm. Furthermore, as an additional result, the pursuit of tighter tolerances in the manufacturing dimensions of the tiles allows one to lay a floor with thinner joints, saving on installation adhesives.
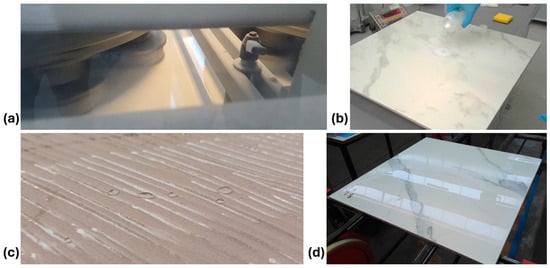
Figure 8.
Study of new surface treatments to reach advanced resistance and waterproofing with low environmental impact. (a) Polishing of the surface with application of the treatment, (b) test with corrosive agents, (c) waterproofing tests, (d) inspection of the surface.
Moreover, environmental sustainability has been mostly pursued with a renewed process control to lower energy and raw material wastes. In the context of I4.0-related solutions, the developed approach has been based on a fine control of the production process at several levels, adding advanced sensing, feedback, monitoring, and reacting capabilities, lowering waste of raw materials and energy, thus pursuing important environmental goals. In fact, faulty products are constantly generated throughout the process due to incorrect machine regulations and an inability to react to changes in the chemical–physical characteristics of the processed material or in the working environment.
Traditionally, the machines in the line act as separate units which are tuned by operators supervising the process. The introduced innovation is centered on an interconnection between the machines which have been evolved to include sensing capabilities to monitor the process, as depicted in Figure 9. To this aim, several measurement systems have been designed including temperature sensors, loading cells to estimate the forces exerted by the tools, cameras to inspect the product, devices to measure the size and weight of the tile on the fly, and tags to trace the single manufactured tile.
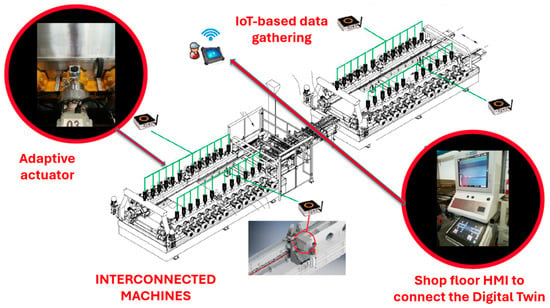
Figure 9.
Innovative I4.0 components for connection along the line: sensors, Internet of Things (IoT) systems to collect data, active actuators for autonomous regulations, HMIs to navigate the digital contents.
Data are collected by the PLC systems operating the machines and transmitted in a network at line level, using standardized communication protocols, such as OPC-UA (Figure 10). Suitable data packages have been advised to incorporate heterogeneous data, including production lot information, machines parameters, and signals to be exchanged among the machines of the line to regulate the process according to the measurements made in previous process phases.
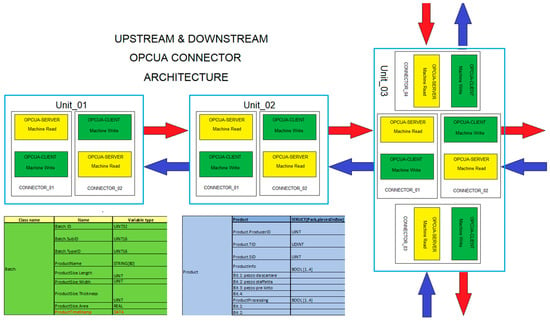
Figure 10.
Data exchange among line components through OPC-UA protocol.
3.6. Solutions to Pursue Attention to Social Sustainability
In the set of solutions aimed at improving social sustainability, the CT field has registered, among the others, the introduction of advanced inspection systems which allow an on-line constant and automatic monitoring of the aesthetic and dimensional parameters of the tile. Such systems permit an automatic categorization of each tile into different qualitative levels, which are then sold at different price levels.
The new machines replace the traditional human inspection, which was rather demanding and tiring for the operators who had to stare for hours at the tiles passing under their eyes, not allowing distractions due to the high frequency of the products. With the introduction of the automated solutions, the operator is just asked to supervise the process and inspect a few pieces sampled from time to time to verify the correctness of the process. That means a reduced workload on the operator, an improved and more reliable quality standard, and a valorization of the skills of the workers. In other words, enhanced working conditions on the one side, but also a better-performing inspection that translates into better economic results.
The new generation inspection machines have developed thanks to advanced artificial intelligence algorithms applied to the image analysis of the tiles, which are captured by a set of cameras positioned from different angles and different lighting conditions. Thanks to the research efforts, machines of different sizes have been developed, laying the foundation to process slabs up to 1800 × 3600 mm, covering the entire production panorama. This allows the system to constantly and repeatably identify surface defects, missing portions of the tile, mechanical and decoration defects, and variations in tone and color. Furthermore, machines have been developed according to modularity and multifunctional principles to also integrate geometrical and dimensional measurements, including surface flatness, sizes, and angles of the tile (Figure 11).
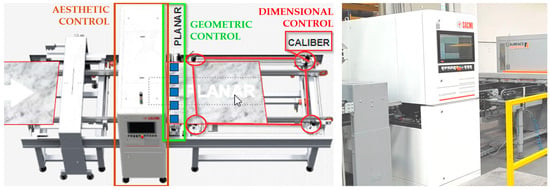
Figure 11.
Advanced integrated system for dimensional, geometrical, and aesthetic inspection of the tile.
For certain, automatic handling robotized solutions, as well as autonomous guided vehicles to move goods in the shopfloor, help in lowering the physical burden on operators, who are protected from the necessity of lifting heavy loads with threats to the musculoskeletal system. This evolution is a strong improvement in terms of working conditions.
Finally, another important aspect must be mentioned. Which is aimed at the improved usability of the systems and lowering the cognitive workload on operators. Recent developments have focused on the introduction of human-centered criteria in the design of the machine, with particular emphasis on the HMIs. Here, the innovation driver is represented by thin client touch-screen interfaces designed to improve ergonomics and human–machine interaction. The usability of the interfaces has been pursued thanks to the direct iteration via graphical representation of the machine, the selection of the machine part of interest on the touch screen, and the consultation and setting of parameters in the specific highlighted area. The new interfaces have been extended to all the machines, realizing a common family feeling and homogeneous interaction approach for the operators, also thanks to a specific tool to design and implement interfaces (Figure 12).
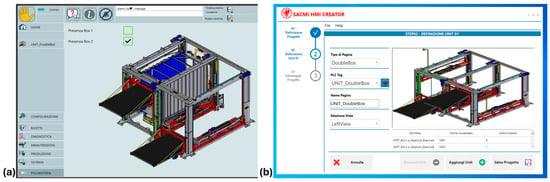
Figure 12.
Common look graphical user interfaces with improved usability. (a) An example of HMI, (b) the tool to create new HMIs in a simplified and standardized manner.
3.7. Application of the New Technologies in a Pilot Line
The outcomes of the project encompass a set of technologies developed by providers which are the partners offering innovative technical solutions, namely Sacmi Tech and BMR. These technologies have been crafted with a foundation in cutting-edge I4.0 concepts. These advancements involve the creation of new machinery or the integration of inventive technical modules and solutions into existing ones. On the other hand, they entail the implementation of more efficient design methods, achieved through the systematic utilization of development and optimization tools within a virtual environment.
A substantial and indicative number of these solutions has been integrated and tested within a full-scale prototype production line established at Casalgrande Padana. This setup facilitated the experimentation with new technologies, the measurement of process parameters through the simulation of production orders, the gathering of data for machinery optimization and tuning, and ultimately, the validation of the benefits achievable through the application of these newly developed approaches.
Specifically, the final objective of the project was represented by the development of integrated systems for a ceramic end-of-line plant, effectively “Under Control”. In other words, it is the development of a flexible, efficient, and interconnected end of line for the ceramic industry with an I4.0 perspective.
The main sub-objectives pursued were linked to the introduction of a management logic for the company activity integrated with production through highly innovative software platforms to control production capacity and optimize the quality of the processes. This applies both to individual machines and to systems made up of multiple machines or logistics handling systems. Maximum customization of the finished product was then pursued, through the possibility of processing slabs of extended dimensions compared to the state of the art, reaching 1800 × 3600 mm with a thickness of 3–30 mm. Everything was demonstrated and verified through the implementation of innovations on demonstrators (machines, lines, and systems) and the creation of the pilot line.
Figure 13 shows a view of the pilot line, which was designed and realized to integrate the newly developed technologies.
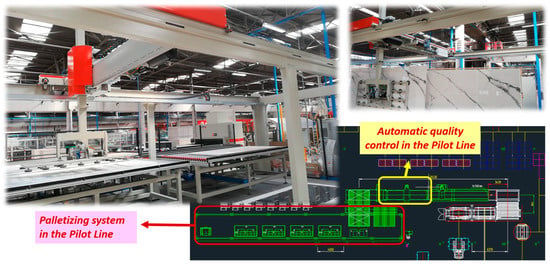
Figure 13.
Integration of the newly developed technologies in the pilot line.
Furthermore, the plant is connected to a DT made of a 3D representation (Figure 14) of the facilities which reflect data on the actual situation in the real world. The 3D representation includes machines, transportation lines, AGVs, and piles of products in storage areas. The virtual entities are connected to the real environment through the PLC, SCADA (Supervisory Control And Data Acquisition), and IoT devices. A user can navigate the model, inspect the positions of goods and vehicles, and inspect the level of filling of the storage buffers. Furthermore, the model can be queried, and single entities can be reviewed to acquire real-time data on working parameters, machine efficiencies, waste rate, and energy consumptions. Thus, the DT allows the operators to monitor the state of the machines, access data regarding the processed materials, tune and optimize the production parameters and choices, and store the historical data on the processed products in a very granular way, providing a rich source of information to perform on-line as well as off-line analyses.
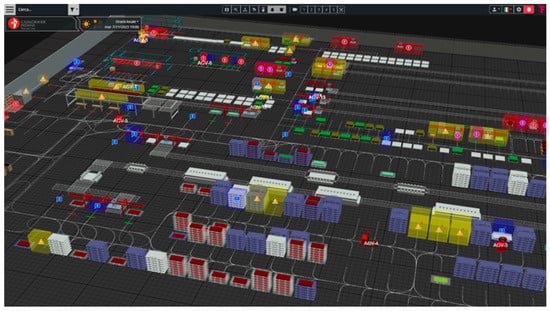
Figure 14.
Graphical 3D DT of the pilot production plant. The piles of product being stored, the trajectories of the AGVs, as well as the identifiers of the storage buffers are visible in the layout.
4. Results and Discussion
Based on the rich set of technological innovations developed under the project, it can be stated that the general objective of the research has been fully achieved. The radical improvement of existing products and services has led to innovative technological lines with control capabilities connected to the entire plant and optimization capability of the quality obtained in the processes. The standardization of the information received from the plant allows one to benefit from management strategies aimed at improving awareness and decision-making, as well as measuring process parameters and improving sustainability KPIs continuously.
Table 1 reports on overview of the benefits that have been achieved from the pilot line. The performances are related to the overall sustainability of ceramic production, understood from the three main investigated points of view:

Table 1.
Main outcomes from the project “Under Control: Made in 4.0”.
- Economic sustainability, as the developed technologies allow the creation of a much broader type of products and the possibility of penetrating new markets.
- Environmental sustainability, as the solutions developed were aimed at optimizing energy consumption, limiting the use of chemical products, constant control of the process with a strong limitation of waste due to errors or non-compliant production.
- Social sustainability, understood as the introduction of solutions for greater operator well-being, enabled by machines and automation solutions that replace the most demanding manual tasks, as well as in improving the interaction between operators and the machines themselves.
Beyond the numerical indices that confirm the positive correlation between the I4.0 solutions and the sustainability KPIs, some additional considerations can be drawn from the study which can be summarized in the following aspects. First, the new solutions allow a significant extension of the type of product processed, i.e., the ceramic slab. The innovation is given by the extension of the producible dimensions, which rise to 1800 × 3600 mm with thicknesses that vary from 3 to 30 mm. The new technologies, although with some understandable variations due to detailed technical aspects, go further or at least lay the foundations to allow processing in such a large dimensional range, unthinkable until a few years ago. Furthermore, an increased possibility of surface finishes is highlighted, which nowadays allows ceramics to replicate the aesthetics of natural stones.
Secondly, an aspect linked to the effectiveness of the design and implementation of new technical solutions and entire lines commissioned by potential customers is highlighted. Approaches based on DT, new data collection software, simulation, control, definition of user interfaces, and programming of operating logics have laid the foundations for the development of technical solutions in a more controlled manner, faster and closer to the needs of the customer.
5. Conclusions
The possibility for the CT sector to grow in the future decades is a major issue. A ponderous evolution is needed to increase the product quality and the technological level of the manufacturing systems based on I.40 principles and innovations. It mostly includes new automation solutions, software data gathering and analysis systems, new design methods, waste reductions, and renewed attention to the operators and their well-being.
The present work has analyzed the sustainability issues and formalized an approach made of actions to pursue a strong migration towards I4.0 principles. This new approach involves the different actors of the Emilian CT district, including research centers, technology providers, and tiles producers, which are called upon to cooperate to develop and put in place new sustainable production models, demonstrating the positive correlation between the adoption of I4.0 principles and an increase in sustainability KPIs.
Thanks to the adoption of I4.0 in a structured manner, the proposed approach has led the CT field to a remarkable overall result. The ceramic industry, once considered one of the hardest and most unpleasant fields to work in, is now emerging as an example of advanced technological applications, of attractiveness for engineering skills, a catalyst of higher operators’ engagement and improved sustainability in the global market.
Finally, the proposed approach, experimented in the case of CT end-of-line systems, has a wider capability. Its main drivers and guidelines can be extended more generally to various development programs, while the innovation trend and the tangible results evidenced by the research project described in this work could be replicated also in other industrial sectors. Innovations based on I4.0 technologies reveal their potential to boost economic, environmental, and social sustainability.
Author Contributions
Conceptualization, R.R.; methodology, L.P. and R.R.; validation, L.P. and R.R.; writing—original draft preparation, R.R.; writing—review and editing, L.P. and M.P.; funding acquisition, R.R. and M.P.; supervision, R.R. and M.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the “MINISTERO DELLE IMPRESE E DEL MADE IN ITALY”, under the project named “SOTTO CONTROLLO: MADE IN 4.0”, grant number “F/160045/01-04/X41”, presented under the Innovation Agreements DM 05/03/2018.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available upon request from the corresponding author.
Acknowledgments
The authors wish to thank the following persons for their precious contribution to the “SOTTO CONTROLLO: MADE IN 4.0” project: Marco Sichi (BMR), Matteo Immovilli (BMR), Roberto Stefani (SACMI TECH), Luca Aldini (SACMI TECH), Giada Settembrini (SACMI TECH), Stefano Rivi (CASALGRANDE PADANA), Francesco Guidetti (CASALGRANDE PADANA), and Matteo Maroncelli.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Mosconi, F. Sustainable development and the emilian model. In Industrial Policy and Sustainable Growth; Yülek, M., Ed.; Springer: Singapore, 2017; pp. 1–28. [Google Scholar] [CrossRef]
- Bianchetti, C.; Cerruti But, M. Territory matters. Production and space in Europe. City Territ. Archit. 2016, 3, 26. [Google Scholar] [CrossRef]
- Ferrari, A.M.; Volpi, L.; Settembre-Blundo, D.; García-Muiña, F.E. Dynamic life cycle assessment (LCA) integrating life cycle inventory (LCI) and Enterprise resource planning (ERP) in an industry 4.0 environment. J. Clean. Prod. 2021, 286, 125314. [Google Scholar] [CrossRef]
- Da Ronch, B.; Di Maria, E.; Micelli, S. Clusters go green: Drivers of environmental sustainability in local networks of SMEs. Int. J. Inf. Syst. Soc. Chang. 2013, 4, 37–52. [Google Scholar] [CrossRef]
- Mattioli, C. Industrial districts as cities. Supra-local governance in the Sassuolo ceramics district. In New Metropolitan Perspectives, Smart Innovation, Systems and Technologies; Calabro, F., Della Spina, L., Bevilacqua, C., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 471–478. [Google Scholar] [CrossRef]
- Bonilla, S.H.; Silva, H.R.O.; Terra da Silva, M.; Franco Gonçalves, R.; Sacomano, J.B. Industry 4.0 and Sustainability Implications: A Scenario-Based Analysis of the Impacts and Challenges. Sustainability 2018, 10, 3740. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Industry 4.0, Digitization, and Opportunities for Sustainability. J. Clean. Prod. 2020, 252, 119869. [Google Scholar] [CrossRef]
- Zheng, T.; Ardolino, M.; Bacchetti, A.; Perona, M. The road towards industry 4.0: A comparative study of the state-of-the-art in the Italian manufacturing industry. Benchmarking Int. J. 2023, 30, 307–332. [Google Scholar] [CrossRef]
- Brozzi, R.; Forti, D.; Rauch, E.; Matt, D.T. The Advantages of Industry 4.0 Applications for Sustainability: Results from a Sample of Manufacturing Companies. Sustainability 2020, 12, 3647. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Santibañez Gonzalez, E. Understanding the adoption of Industry 4.0 technologies in improving environmental sustainability. Sustain. Oper. Comput. 2022, 3, 203–217. [Google Scholar] [CrossRef]
- Contini, G.; Peruzzini, M. Sustainability and Industry 4.0: Definition of a Set of Key Performance Indicators for Manufacturing Companies. Sustainability 2022, 14, 11004. [Google Scholar] [CrossRef]
- Contini, G.; Peruzzini, M.; Bulgarelli, S.; Bosi, G. Developing key performance indicators for monitoring sustainability in the ceramic industry: The role of digitalization and industry 4.0 technologies. J. Clean. Prod. 2023, 414, 137664. [Google Scholar] [CrossRef]
- Venturelli, M.; Brough, D.; Milani, M.; Montorsi, L.; Jouhara, H. Comprehensive numerical model for the analysis of potential heat recovery solutions in a ceramic industry. Int. J. Thermofluids 2021, 10, 100080. [Google Scholar] [CrossRef]
- Martini, F.; Ossidi, M.; Salvio, M.; Toro, C. Analysis of the energy consumption structure and evaluation of energy performance indicators of the Italian ceramic industry. In Proceedings of the 34th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems (ECOS 2021), Taormina, Italy, 27 June–2 July 2021; pp. 1258–1268. [Google Scholar]
- Delke, V.; Schiele, H.; Buchholz, W.; Kelly, S. Implementing Industry 4.0 technologies: Future roles in purchasing and supply management. Technol. Forecast. Soc. Chang. 2023, 196, 122847. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, Y.; Chen, H.; Chong, D. Industry 4.0 and its Implementation: A Review. Inf. Syst. Front. 2021. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Mubarak, M.F.; Mubarik, M.; Rejeb, A.; Nilashi, M. Identifying industry 5.0 contributions to sustainable development: A strategy roadmap for delivering sustainability values. Sustain. Prod. Consum. 2022, 33, 716–737. [Google Scholar] [CrossRef]
- Elkington, J. Partnerships from cannibals with forks: The triple bottom line of 21st-century business. Environ. Qual. Manag. 1998, 8, 37–51. [Google Scholar] [CrossRef]
- Kellner, T.; Necas, M.; Kanak, M.; Kyncl, M.; Kyncl, J. Assessment of Readiness for Industry 4.0 Implementation in Ceramic Industry. Manuf. Technol. 2020, 20, 763–770. [Google Scholar] [CrossRef]
- Garcia-Muiña, F.E.; González-Sánchez, R.; Ferrari, A.M. The Paradigms of Industry 4.0 and Circular Economy as Enabling Drivers for the Competitiveness of Businesses and Territories: The Case of an Italian Ceramic Tiles Manufacturing Company. Soc. Sci. 2018, 7, 255. [Google Scholar] [CrossRef]
- Vasilic, S.; Hocenski, Z. The Edge Detecting Methods in Ceramic Tiles Defects Detection. In Proceedings of the IEEE International Symposium on Industrial Electronics, Montreal, QC, Canada, 9–12 July 2006; pp. 469–472. [Google Scholar] [CrossRef]
- Neshat, N. A Hybrid Approach of Partial Least Squared Analysis and Neural Networks for Predictive Control of a Ceramic Process. Trans.-Indian Ceram. Soc. 2015, 69, 89–98. [Google Scholar] [CrossRef]
- Coskun, H.; Yїğїt, T.; Üncü, I.S. Integration of digital quality control for intelligent manufacturing of industrial ceramic tiles. Ceram. Int. 2022, 48, 34210–34233. [Google Scholar] [CrossRef]
- Wan, G.; Fang, H.; Wang, D.; Yan, J.; Xie, B. Ceramic tile surface defect detection based on deep learning. Ceram. Int. 2022, 48, 11085–11093. [Google Scholar] [CrossRef]
- Ma, S.; Zhang, Y.; Lv, J.; Ge, Y.; Yang, H.; Li, L. Big data driven predictive production planning for energy-intensive manufacturing industries. Energy 2020, 211, 118320. [Google Scholar] [CrossRef]
- Lattanzi, L.; Raffaeli, R.; Peruzzini, M.; Pellicciari, M. Digital twin for smart manufacturing: A review of concepts towards a practical industrial implementation. Int. J. Comput. Integr. Manuf. 2021, 34, 567–597. [Google Scholar] [CrossRef]
- Perno, M.; Hvam, L.; Haug, A. Implementation of digital twins in the process industry: A systematic literature review of enablers and barriers. Comput. Ind. 2022, 134, 103558. [Google Scholar] [CrossRef]
- Nayernia, H.; Bahemia, H.; Papagiannidis, S. A systematic review of the implementation of industry 4.0 from the organisational perspective. Int. J. Prod. Res. 2022, 60, 4365–4396. [Google Scholar] [CrossRef]
- Bouchard, S.; Gamache, S.; Abdulnour, G. Strategy using modularity tools to operationalize mass customization in manufacturing small and medium-sized enterprises. Clean. Logist. Supply Chain 2023, 9, 100123. [Google Scholar] [CrossRef]
- Raffaeli, R.; Mengoni, M.; Germani, M. Improving the link between computer-assisted design and configuration tools for the design of mechanical products. Artif. Intell. Eng. Des. Anal. Manuf. 2013, 27, 51–64. [Google Scholar] [CrossRef]
- Dondi, M.; García-Ten, J.; Rambaldi, E.; Zanelli, C.; Vicent-Cabedo, M. Resource efficiency versus market trends in the ceramic tile industry: Effect on the supply chain in Italy and Spain. Resour. Conserv. Recycl. 2021, 168, 105271. [Google Scholar] [CrossRef]
- Medina-Salgado, M.S.; García-Muiña, F.E.; Cucchi, M.; Settembre-Blundo, D. Adaptive Life Cycle Costing (LCC) Modeling and Applying to Italy Ceramic Tile Manufacturing Sector: Its Implication of Open Innovation. J. Open Innov. Technol. Mark. Complex. 2021, 7, 101. [Google Scholar] [CrossRef]
- Minguillón, M.C.; Monfort, E.; Escrig, A.; Celades, I.; Guerra, L.; Busani, G.; Sterni, A.; Querol, X. Air quality comparison between two European ceramic tile clusters. Atmos. Environ. 2013, 74, 311–319. [Google Scholar] [CrossRef][Green Version]
- Ye, L.; Hong, J.; Ma, X.; Qi, C.; Yang, D. Life cycle environmental and economic assessment of ceramic tile production: A case study in China. J. Clean. Prod. 2018, 189, 432–441. [Google Scholar] [CrossRef]
- Zanatta, T.; Boca Santa, R.A.A.; Padoin, N.; Soares, C.; Gracher Riella, H. Eco-friendly ceramic tiles: Development based on technical and market demands. J. Mater. Res. Technol. 2021, 11, 121–134. [Google Scholar] [CrossRef]
- Caglayan, H.; Caliskan, H. Assessment of a cogeneration system for ceramic industry by using various exergy based economic approaches. Renew. Sustain. Energy Rev. 2022, 167, 112728. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).