

Circular Economy Approach: Recycling Toner Waste in Cement-Based Construction Materials

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
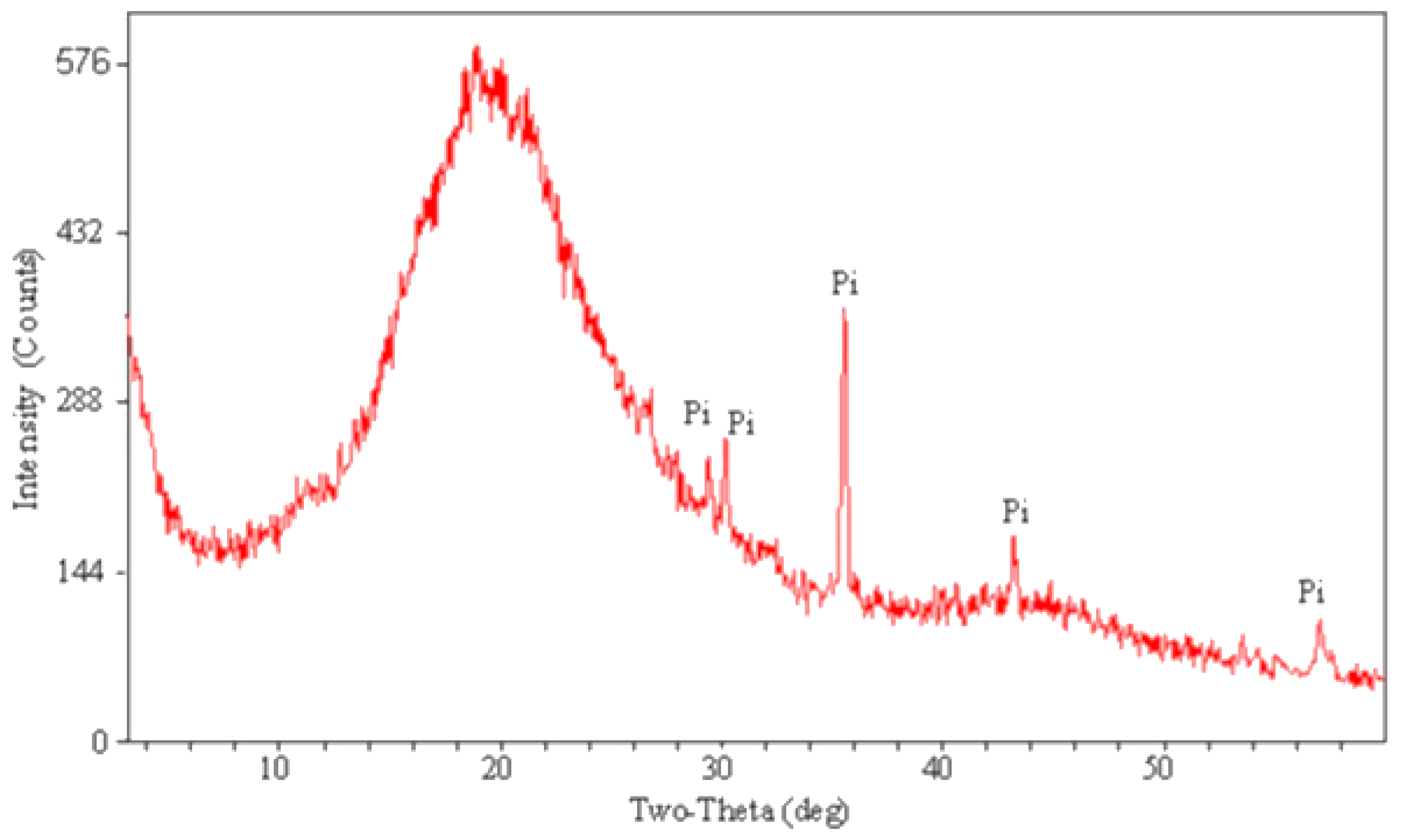
2.1. Black Toner Waste Characterization
2.2. Cement Pastes
2.3. Cement Mortars
2.4. Embodied CO2 of Mortars
3. Results
3.1. Cement Pastes
3.1.1. Frattini Test
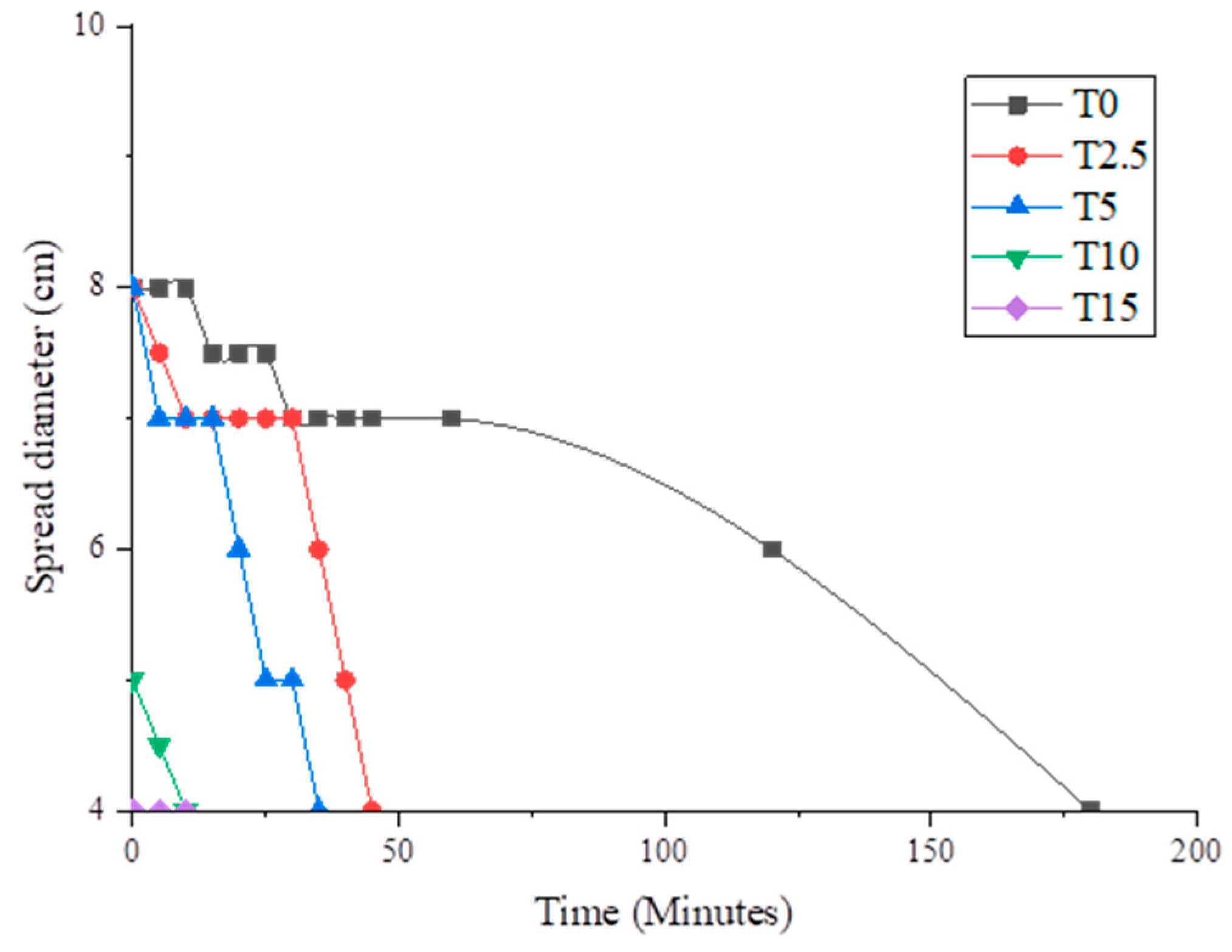
3.1.2. Mini-Slump
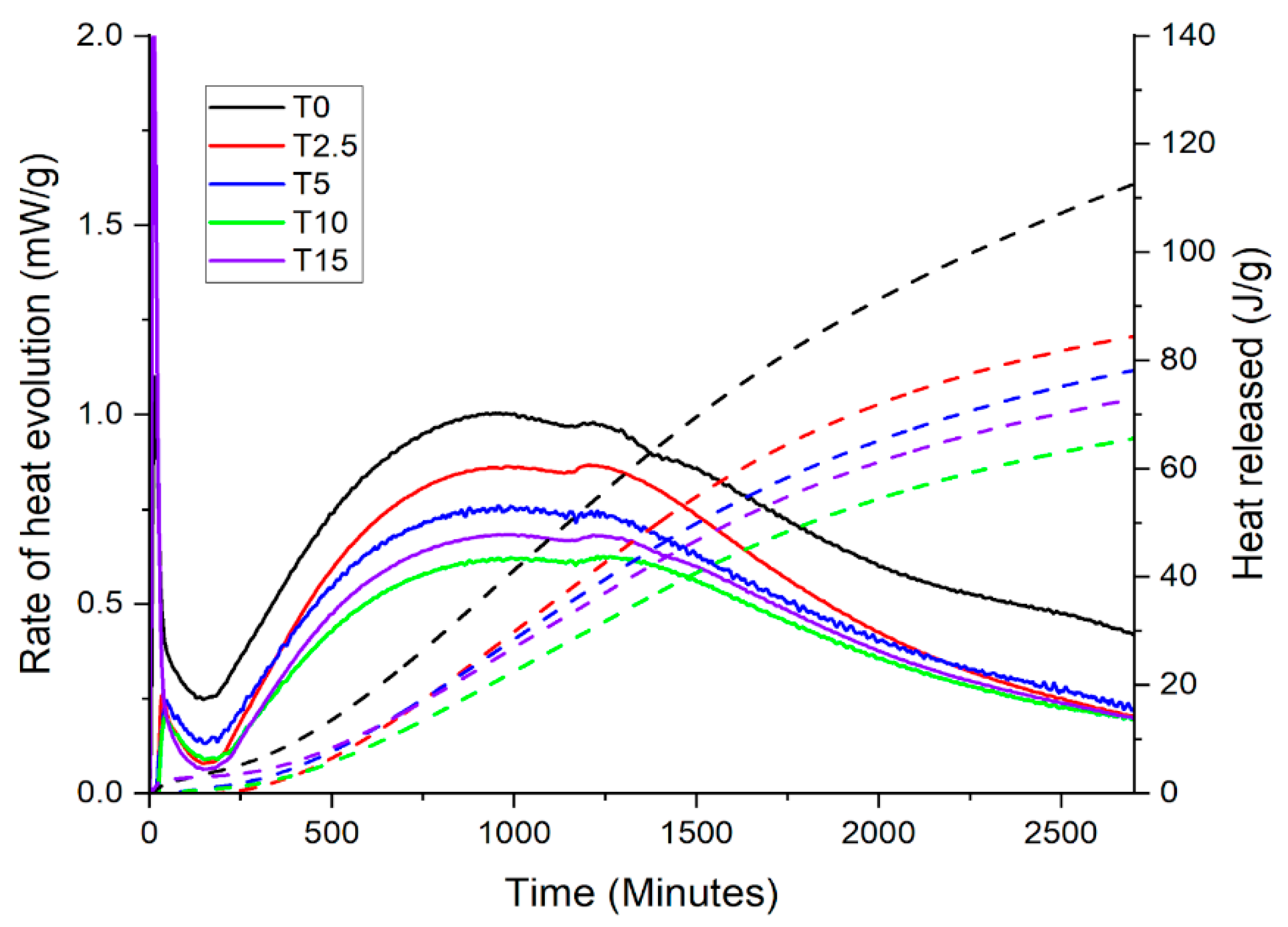
3.1.3. Calorimetry
3.1.4. Normal Consistency Paste
3.1.5. Setting Times
3.2. Cement Mortars
3.3. Embodied CO2 of Cement Mortars with TW
4. Discussion
5. Conclusions
- −
- TW does not show pozzolanic activity according to the Frattini test.
- −
- According to calorimetry, the replacement of Portland cement by TW produces a noticeable dilution effect. Both the heat evolution rate and cumulative heat released over the first 48 h decrease as the percentage of replacement of Portland cement by TW increases. However, variations in setting times generated by the incorporation of the residue in cement mixes are not relevant.
- −
- The presence of TW reduces the flowability of the mixes.
- −
- The replacement of Portland cement by TW does not significantly affect the compressive strength at early ages. However, the dilution effect becomes more pronounced at later ages. On the other hand, the decrease in compressive strength is not very relevant up to replacements of 5% by TW. T15 showed the greatest reduction in compressive strength at 56 days.
- −
- All hazardous substances result below the legal limits in the leaching test.
- −
- The replacement of TW for Portland cement is an interesting alternative regarding environmental performance since it allows revalorizing a waste that can affect human health as well as reducing the CO2 emissions of construction materials. The use of TW in cement mixes could contribute to the reduction of up to 14.3% of CO2 emissions with a cement replacement of 15% in cement-based materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khoshsepehr, Z.; Alinejad, S.; Alimohammadlou, M. Exploring Industrial Waste Management Challenges and Smart Solutions: An Integrated Hesitant Fuzzy Multi-Criteria Decision-Making Approach. J. Clean. Prod. 2023, 420, 138327. [Google Scholar] [CrossRef]
- Tsatsis, D.E.; Valta, K.A.; Vlyssides, A.G.; Economides, D.G. Assessment of the Impact of Toner Composition, Printing Processes and Pulping Conditions on the Deinking of Office Waste Paper. J. Environ. Chem. Eng. 2019, 7, 103258. [Google Scholar] [CrossRef]
- Shanthi Bhavan, J.; Joy, J.; Pazhani, A. Identification and Recovery of Rare Earth Elements from Electronic Waste: Material Characterization and Recovery Strategies. Mater. Today Commun. 2023, 36, 106921. [Google Scholar] [CrossRef]
- Bulut, H.A.; Şahin, R. A Study on Mechanical Properties of Polymer Concrete Containing Electronic Plastic Waste. Compos. Struct. 2017, 178, 50–62. [Google Scholar] [CrossRef]
- Luhar, S.; Luhar, I. Potential Application of E-Wastes in Construction Industry: A Review. Constr. Build. Mater. 2019, 203, 222–240. [Google Scholar] [CrossRef]
- When Empty Promises Won’t Do: Why Regulation Is Needed to End Built-in Obsolescence of Printers—Right to Repair Europe. Available online: https://repair.eu/es/news/when-empty-promises-wont-do-why-regulation-is-needed-to-end-built-in-obsolescence-of-printers/ (accessed on 14 May 2024).
- Ruan, J.; Li, J.; Xu, Z. An Environmental Friendly Recovery Production Line of Waste Toner Cartridges. J. Hazard. Mater. 2011, 185, 696–702. [Google Scholar] [CrossRef] [PubMed]
- Hammani, S.; Barhoum, A.; Nagarajan, S.; Bechelany, M. Toner Waste Powder (TWP) as a Filler for Polymer Blends (LDPE/HIPS) for Enhanced Electrical Conductivity. Materials 2019, 12, 3062. [Google Scholar] [CrossRef] [PubMed]
- Kreiker, J.; Peisino, L.E.; Gaggino, R.; Gómez, M.; Laria, J.G. Árido Sintético de Plásticos de RAEE. Una Alternativa Sustentable Para Morteros y Componentes Constructivos. Arquitecno 2017, 10, 58–64. [Google Scholar] [CrossRef]
- McDonough, W.; Braungart, M. Remarking the Way We Make Things: Cradle to Cradle; North Point Press: New York, NY, USA, 2002; p. 45. [Google Scholar]
- Lett, L.A. Las Amenazas Globales, El Reciclaje de Residuos y El Concepto de Economía Circular. Rev. Argent. Microbiol. 2014, 46, 1–2. [Google Scholar] [CrossRef] [PubMed]
- Towards the Circular Economy: Economic and Business Rationale for an Accelerated Transition|Green Policy Platform. Available online: https://www.greenpolicyplatform.org/research/towards-circular-economy-economic-and-business-rationale-accelerated-transition (accessed on 14 May 2024).
- Bhattacharjee, P.; Howlader, I.; Rahman, M.A.; Taqi, H.M.M.; Hasan, M.T.; Ali, S.M.; Alghababsheh, M. Critical Success Factors for Circular Economy in the Waste Electrical and Electronic Equipment Sector in an Emerging Economy: Implications for Stakeholders. J. Clean. Prod. 2023, 401, 136767. [Google Scholar] [CrossRef]
- Pan, X.; Wong, C.W.Y.; Li, C. Circular Economy Practices in the Waste Electrical and Electronic Equipment (WEEE) Industry: A Systematic Review and Future Research Agendas. J. Clean. Prod. 2022, 365, 132671. [Google Scholar] [CrossRef]
- Farrell, C.C.; Osman, A.I.; Doherty, R.; Saad, M.; Zhang, X.; Murphy, A.; Harrison, J.; Vennard, A.S.M.; Kumaravel, V.; Al-Muhtaseb, A.H.; et al. Technical Challenges and Opportunities in Realising a Circular Economy for Waste Photovoltaic Modules. Renew. Sustain. Energy Rev. 2020, 128, 109911. [Google Scholar] [CrossRef]
- Cortés, L.G.A. Estudio Sobre El Impacto de Contratación y Uso de Cartuchos de Impresión y Tóner No Originales En Instituciones Públicas, 1st ed.; Centro de Investigación e Innovación en Tecnologías de la Información y Comunicación: Mexico City, Mexico, 2015; p. 34.
- Yordanova, D.; Angelova, S.; Dombalov, I. Utilisation Options for Waste Toner Powder. Environ. Sci. 2014, 8, 140–144. [Google Scholar]
- Photocopier Toner|Department of Computer Science and Technology. Available online: https://www.cst.cam.ac.uk/local/safety/assessments/ratoner (accessed on 14 May 2024).
- Melnjak, I.; Vučinić, A.A.; Radetić, L.; Grčić, I. Waste Toner Powder in Concrete Industry: An Approach towards Circular Economy. Environ. Eng. Manag. J. 2019, 18, 1897–1906. [Google Scholar] [CrossRef]
- Huang, J.; Li, X.; Kumar, G.S.; Deng, Y.; Gong, M.; Dong, N. Rheological Properties of Bituminous Binder Modified with Recycled Waste Toner. J. Clean. Prod. 2021, 317, 128415. [Google Scholar] [CrossRef]
- Khedaywi, T.S. Study on Utilising Waste Toner in Asphalt Cement. Road Mater. Pavement Des. 2014, 15, 446–454. [Google Scholar] [CrossRef]
- Solaimanian, M.; Kennedy, T.W.; Tripathi, R. Performance Characteristics of Asphalt Binders and Mixtures Modified by Waste Toner. Transp. Res. Rec. 1998, 1638, 120–128. [Google Scholar] [CrossRef]
- Yildirim, Y.; Hazlett, D.; Davio, R. Toner-Modified Asphalt Demonstration Projects. Resour. Conserv. Recycl. 2004, 42, 295–308. [Google Scholar] [CrossRef]
- Notani, M.A.; Mokhtarnejad, M. Investigating the Rheological and Self-Healing Capability of Toner-Modified Asphalt Binder. Proc. Inst. Civ. Eng. Constr. Mater. 2020, 173, 123–131. [Google Scholar] [CrossRef]
- Yildirim, Y. Polymer Modified Asphalt Binders. Constr. Build. Mater. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Newlands, M.; Csetenyi, L.; Zheng, L. Feasibility of Recovered Toner Powder as an Integral Pigment in Concrete. Proc. Inst. Civ. Eng. Constr. Mater. 2019, 172, 201–212. [Google Scholar] [CrossRef]
- Mani, A.; Muthukumar, S.; Sathyanarayanan, K.S. Use of Alccofine 1203 as a Sustainable Supplementary Cementitious Material for Printable Concrete. Mater. Today Proc. 2023, 93, 489–496. [Google Scholar] [CrossRef]
- Abellan-Garcia, J.; Fernández-Gómez, J.; Iqbal Khan, M.; Abbas, Y.M.; Pacheco-Bustos, C. ANN Approach to Evaluate the Effects of Supplementary Cementitious Materials on the Compressive Strength of Recycled Aggregate Concrete. Constr. Build. Mater. 2023, 402, 132992. [Google Scholar] [CrossRef]
- He, C.; Morawska, L.; Taplin, L. Particle Emission Characteristics of Office Printers. Environ. Sci. Technol. 2007, 41, 6039–6045. [Google Scholar] [CrossRef] [PubMed]
- US6113681A—Toner-Modified Asphalt Compositions—Google Patents. Available online: https://patents.google.com/patent/US6113681A/en (accessed on 14 May 2024).
- Alfonso Cujia Manjarrez, C. Influencia de Diferentes Porcentajes Del Residuo de Tóner de Fotocopiadora En Las Propiedades Mecánicas Del Concreto Arquitectónico Producido Con Cemento Portland Blanco. Bachelor’s Thesis, Universidad de La Salle, Bogotá, Colombia, 2014. [Google Scholar]
- BSI Standards EN 196-5:2011; Methods of Testing Cement—Part 5: Pozzolanicity Test for Pozzolanic Cement. British Standards Institution: London, UK, 2011.
- Wedding, P.; Kantro, D.L. Influence of Water-Reducing Admixtures on Properties of Cement Paste—A Miniature Slump Test. Cem. Concr. Aggreg. 1980, 2, 95. [Google Scholar] [CrossRef]
- ASTM C187; Standard Test Method for Amount of Water Required for Normal Consistency of Hydraulic Cement Paste. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM C191; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C109/C109M; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C 778; Standard Specification for Standard Sand. ASTM International: West Conshohocken, PA, USA, 2006.
- Normalizacion Española. Cenizas Volantes Como Adición al Hormigón. Definiciones, Especificaciones y Control de Calidad; Normalizacion Española: Madrid, Spain, 2006. [Google Scholar]
- Netherlands Standards NEN 7345: 19944—Leaching Characteristics of Solid Earthy and Stony Building and Waste Materials—Leaching Tests—Determination of the Leaching of Inorganic Components from Buildings and Monolitic Waste Materials with the Diffusion Test|GlobalSpec. Available online: https://standards.globalspec.com/std/10317367/NEN%207345 (accessed on 8 November 2023).
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. International Standard Organization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 8 November 2023).
- Flower, D.J.M.; Sanjayan, J.G. Green House Gas Emissions Due to Concrete Manufacture. Int. J. Life Cycle Assess. 2007, 12, 282–288. [Google Scholar] [CrossRef]
- Presa, C. Consumo Energético Del Ciclo Integral Del Agua En Usos Urbanos (Energy Consumption of the Comprehensive Water Cycle in Urban Uses. 2016. Available online: https://ecodes.org/index.php (accessed on 17 April 2024).
- Puliafito, S.E.; Castesana, P. Emisiones de Carbono Del Sector Transporte En Argentina. Av. Energías Renov. Medio Ambiente 2010, 14, 1–8. [Google Scholar]
- Shi, C.; Wang, Q. Optimization of Schedules for Selecting Books from the Closed-Shelf Stack: Using Genetic Algorithms. In Proceedings of the IEEE 7th Joint International Information Technology and Artificial Intelligence Conference, ITAIC 2014, Chongqing, China, 20–21 December 2014; pp. 503–506. [Google Scholar] [CrossRef]
- Ali Khuwaja, Z.; Aziz Memon, N.; Qudoos Malano, A. Re-Claiming Waste Toner Powder as Modifier to Improve Performance Characteristics of Asphalt: A Way towards Sustainability. Int. Res. J. Mod. Eng. Technol. Sci. 2021, 3, 2582–5208. [Google Scholar]
- Morales-Segura, M.; Porras-Amores, C.; Villoria-Sáez, P.; Caballol-Bartolomé, D. Characterization of Gypsum Composites Containing Cigarette Butt Waste for Building Applications. Sustainability 2020, 12, 7022. [Google Scholar] [CrossRef]
- Venuat, M.P.M. Controle et Essais des Ciments Mortiers Betons; Eyrolles: Paris, France, 1961. [Google Scholar]
- Bonavetti, V.L.; Rahhal, V.F. Interacción de Adiciones Minerales En Pastas de Cemento. Rev. Constr. 2006, 5, 33–41. [Google Scholar]
- Bonavetti, V.L.; Irassar, E.F. The Effect of Stone Dust Content in Sand. Cem. Concr. Res. 1994, 24, 580–590. [Google Scholar] [CrossRef]
- Bonavetti, V.; Rahhal, V. Morteros de Cemento Portland Con Adición de Filler Calizo. Hormigón 1996, 30, 37–48. [Google Scholar]
- Irassar, E.F.; Bonavetti, V.L.; Menéndez, G.; Carrasco, M.F. Hidratación y Propiedades de Cemento Ternarios Con Filler Calcáreo y Escoria. Rev. Asoc. Latinoam. Control. Calid. Patol. Recuper. Constr. 2015, 5, 84–96. [Google Scholar] [CrossRef]
- Poder Ejecutivo Nacional Ley 24051 de Residuos Peligrosos|Argentina.Gob.Ar. Available online: https://www.argentina.gob.ar/normativa/nacional/ley-24051-450 (accessed on 8 November 2023).
- Clariá, M.A.; Irassar, F.; Lopez, R.; Bonavetti, V. Cementos. In Ese Material Llamado Hormigón; Asociación Argentina de Tecnología del Hormigón: Buenos Aires, Argentina, 2016. [Google Scholar]
- Rahhal, V.; Eperjesi, L. Adiciones Minerales. In Ese Material Llamado Hormigón; Asociación Argentina de Tecnología del Hormigón: Buenos Aires, Argentina, 2016; pp. 79–92. [Google Scholar]
- Menéndez, G.; Bonavetti, V.; Irassar, E.F. Strength Development of Ternary Blended Cement with Limestone Filler and Blast-Furnace Slag. Cem. Concr. Compos. 2003, 25, 61–67. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al2O3 | BaO | CaO | Cr2O3 | Fe2O3 | K2O | MgO | MnO | Na2O | P2O5 | SO3 | SiO2 | SrO | TiO2 | LOI 1000 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | 3.99 | - | 60.77 | - | 4.06 | 0.96 | 0.59 | - | 0.03 | - | 2.2 | 20.07 | - | - | 2.83 |
| TW | <0.01 | <0.01 | <0.01 | 0.04 | 4.98 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | 0.06 | 0.27 | <0.01 | 0.03 | 92.97 |
| Material/Transport | ECO2 |
|---|---|
| Ordinary Portland Cement, kg/t of cement [41] | 896 |
| Natural quartzite sand, kg/t of sand [41] | 14 |
| Tap water, kg/t of water [42] | 9 |
| Truck transport, kg/t km [43] | 0.124 |
| Sample | TW Replacement Level (%) | Water Requirement (%) |
|---|---|---|
| T0 | 0 | 25 |
| T2.5 | 2.5 | 25.6 |
| T5 | 5 | 26 |
| T10 | 10 | 29 |
| T15 | 15 | 33 |
| Sample | Setting Times (min) | Setting Duration (min) | |
|---|---|---|---|
| Initial | Final | ||
| T0 | 130 | 210 | 80 |
| T2.5 | 110 | 230 | 120 |
| T5 | 110 | 225 | 115 |
| T10 | 115 | 225 | 110 |
| T15 | 115 | 210 | 95 |
| Age (Days) | T2.5 | T5 | T10 | T15 | PAI Limit |
|---|---|---|---|---|---|
| 7 | 0.986 | 0.997 | 0.878 | 0.913 | |
| 28 | 0.995 | 0.947 | 0.887 | 0.830 | 0.75 |
| 56 | 0.962 | 0.951 | 0.852 | 0.800 | |
| 90 | UD* | UD* | UD* | UD* | 0.85 |
| (mg/L) | T0 | T2.5 | T5 | T10 | T15 | Limits [52] |
|---|---|---|---|---|---|---|
| Al | 4.2 | <0.19 | - | <0.19 | - | 15 |
| B | 0.05 | 0.17 | 0.05 | 0.09 | 0.05 | 2 |
| Ba | 0.01 | 0.01 | 0.01 | 0.05 | 0.02 | 2 |
| Ca | 0.34 | 0.74 | 0.40 | 0.69 | 1.10 | Unspecified |
| Cr | 0.01 | 0.01 | 0.01 | 0.01 | 0.02 | 2 |
| Cu | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 2 |
| Fe | <0.01 | 0.01 | 0.01 | <0.01 | 0.03 | 2 |
| K | 94 | 72 | 99 | 100 | 88 | Unspecified |
| Li | 0.13 | 0.07 | 0.10 | 0.09 | 0.17 | Unspecified |
| Mg | 0.02 | 0.05 | 0.02 | 0.05 | 0.05 | Unspecified |
| Na | 48 | 28 | 43 | 45 | 79 | Unspecified |
| S | 11 | 9 | 7.2 | 3.6 | 11 | Unspecified |
| Si | 20 | 18 | 13 | 15 | 23 | Unspecified |
| Sr | 0.01 | 0.02 | 0.01 | 0.06 | 0.03 | Unspecified |
| Zn | <0.01 | <0.01 | <0.01 | <0.01 | 0.08 | 2 |
| Sample | ECO2 per m3 of Mortar (kg of CO2 Equivalent/m3) | |||||
|---|---|---|---|---|---|---|
| OPC | Sand | Tap Water | TW | Total | Reduction (%) | |
| T0 | 466.5 | 21.0 | 2.3 | 0.00 | 489.7 | - |
| T2.5 | 454.8 | 21.0 | 2.3 | 0.01 | 478.1 | 2.4 |
| T5 | 443.2 | 21.0 | 2.3 | 0.03 | 466.4 | 4.8 |
| T10 | 419.8 | 21.0 | 2.3 | 0.06 | 443.1 | 9.5 |
| T15 | 396.5 | 21.0 | 2.3 | 0.08 | 419.8 | 14.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peralta Ring, R.; Cordoba, G.; Delbianco, N.; Priano, C.; Rahhal, V. Circular Economy Approach: Recycling Toner Waste in Cement-Based Construction Materials. Sustainability 2024, 16, 4707. https://doi.org/10.3390/su16114707
Peralta Ring R, Cordoba G, Delbianco N, Priano C, Rahhal V. Circular Economy Approach: Recycling Toner Waste in Cement-Based Construction Materials. Sustainability. 2024; 16(11):4707. https://doi.org/10.3390/su16114707
Chicago/Turabian StylePeralta Ring, Rocio, Gisela Cordoba, Natalia Delbianco, Carla Priano, and Viviana Rahhal. 2024. "Circular Economy Approach: Recycling Toner Waste in Cement-Based Construction Materials" Sustainability 16, no. 11: 4707. https://doi.org/10.3390/su16114707
APA StylePeralta Ring, R., Cordoba, G., Delbianco, N., Priano, C., & Rahhal, V. (2024). Circular Economy Approach: Recycling Toner Waste in Cement-Based Construction Materials. Sustainability, 16(11), 4707. https://doi.org/10.3390/su16114707