
Recycling Iron Ore Waste through Low-Cost Paving Techniques

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
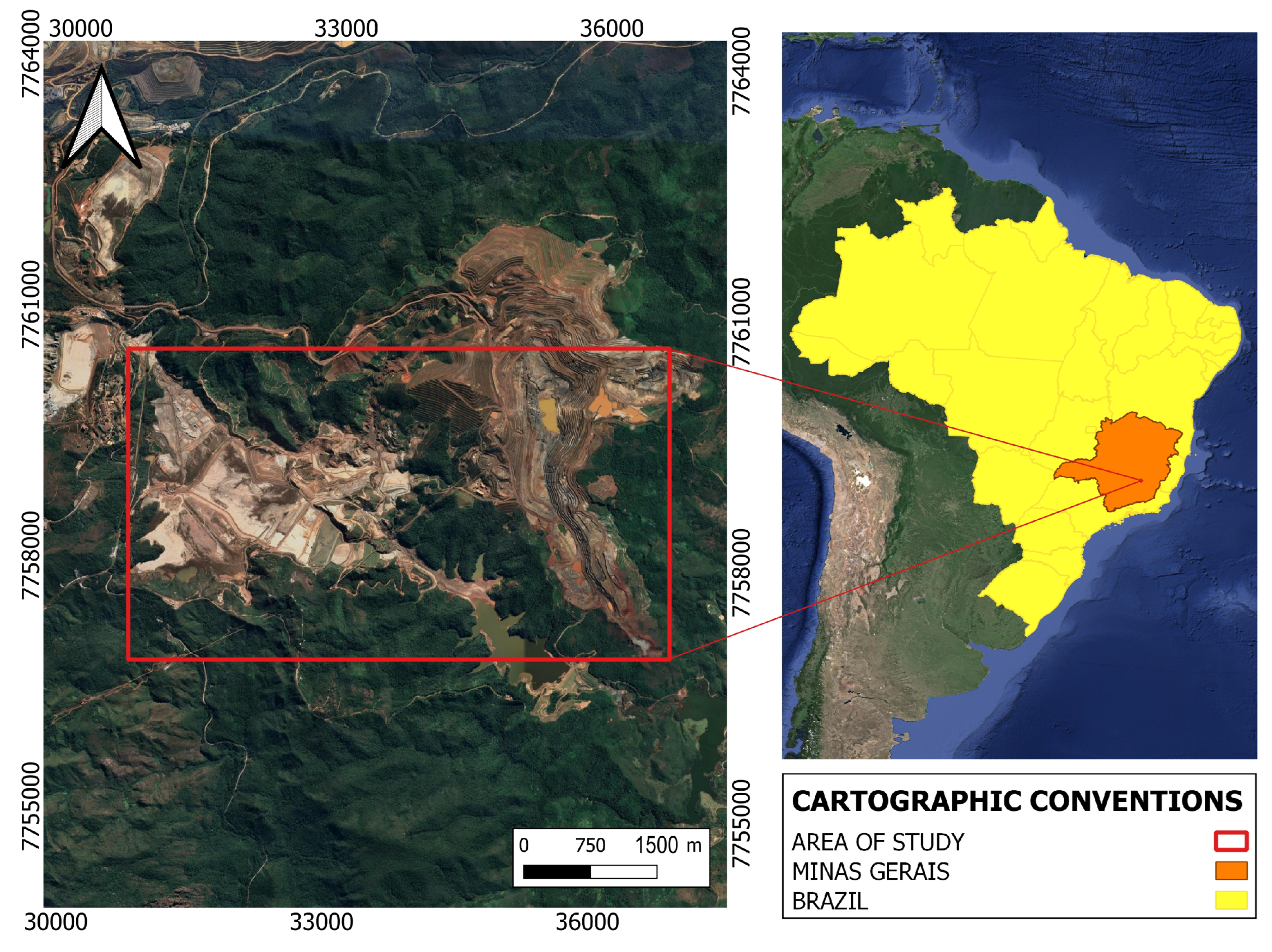
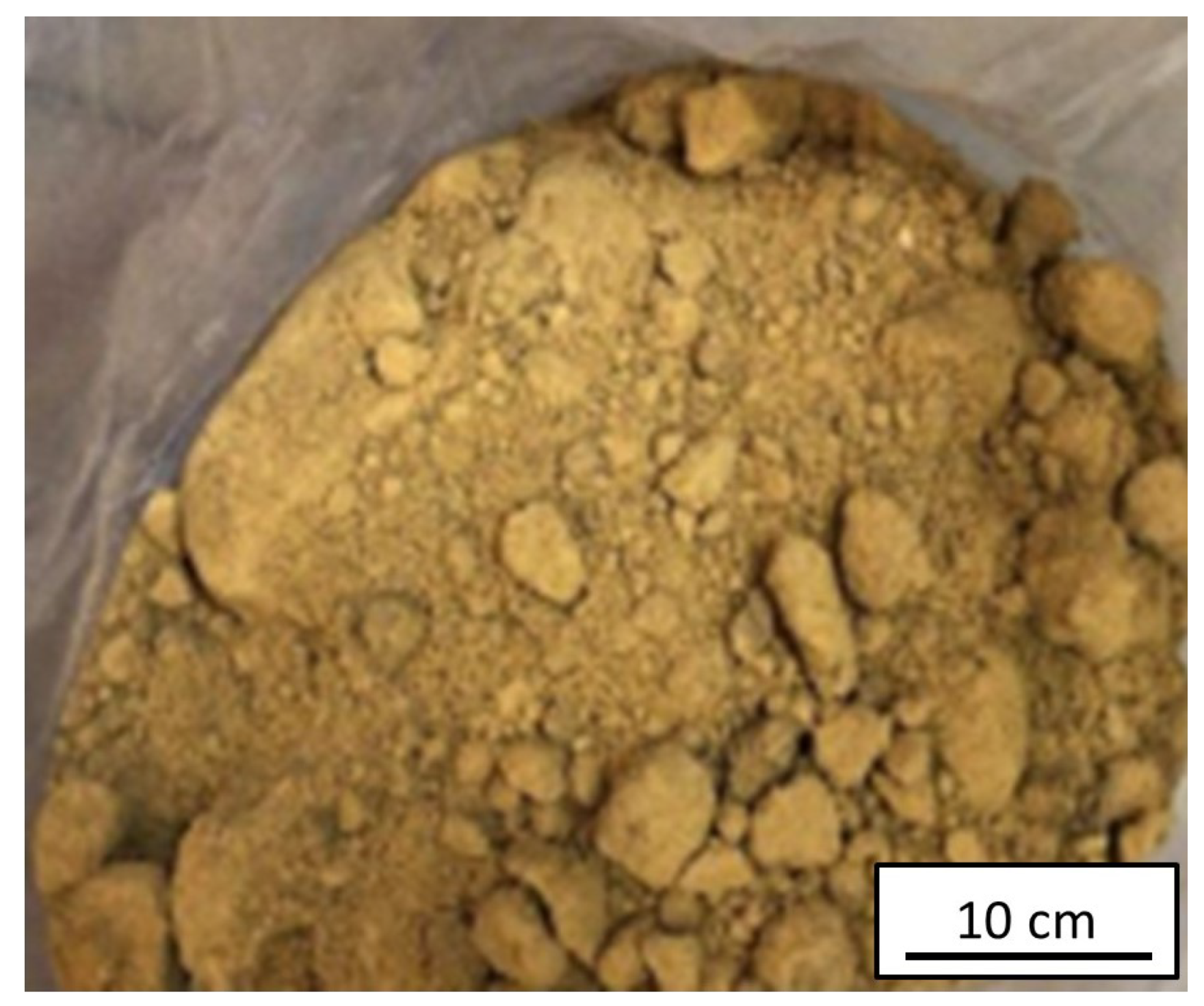
2.1. Description of Extraction Site and Materials Used
2.2. Physical Characterization
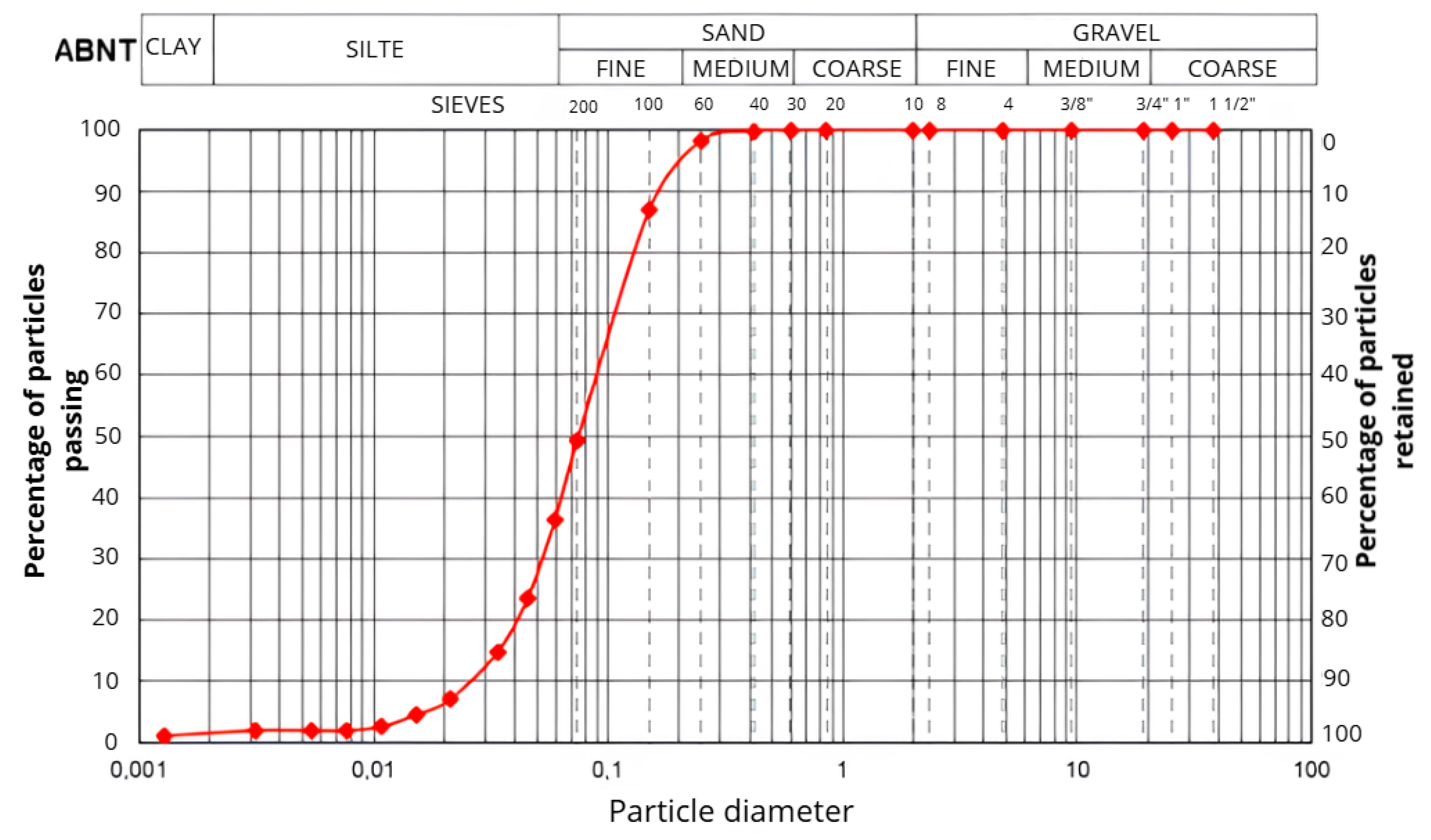
2.2.1. Granulometry
2.2.2. Aggregate Image Measurement System (AIMS)
2.3. Mineralogical, Chemical, and Environmental Characterization of the Tailings
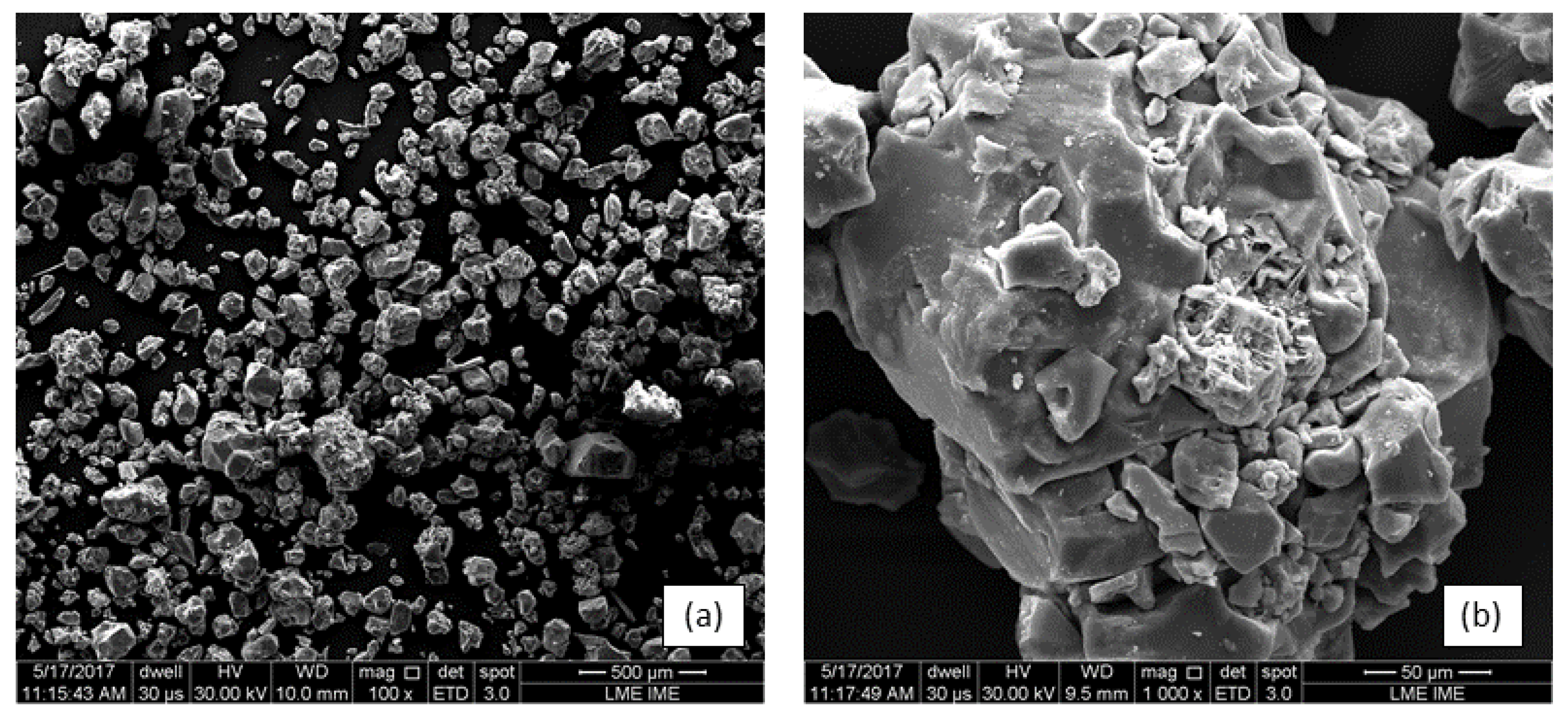
2.3.1. Scanning Electron Microscopy (SEM) and Energy-Dispersive X-ray Spectroscopy (EDX)
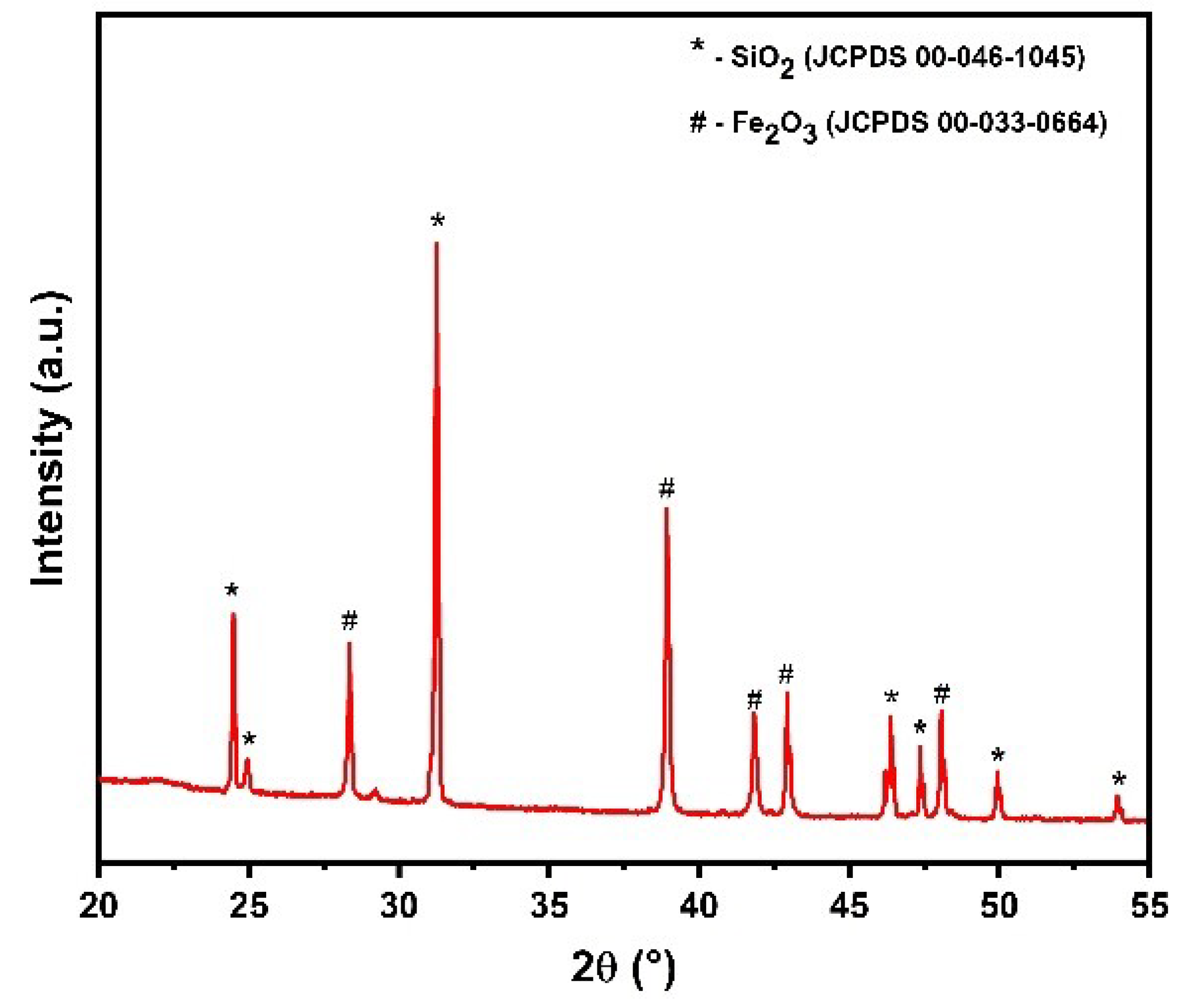
2.3.2. X-ray Diffraction (XRD)
2.4. Priming Evaluation
2.5. Anti-Dust Treatment (ADT)
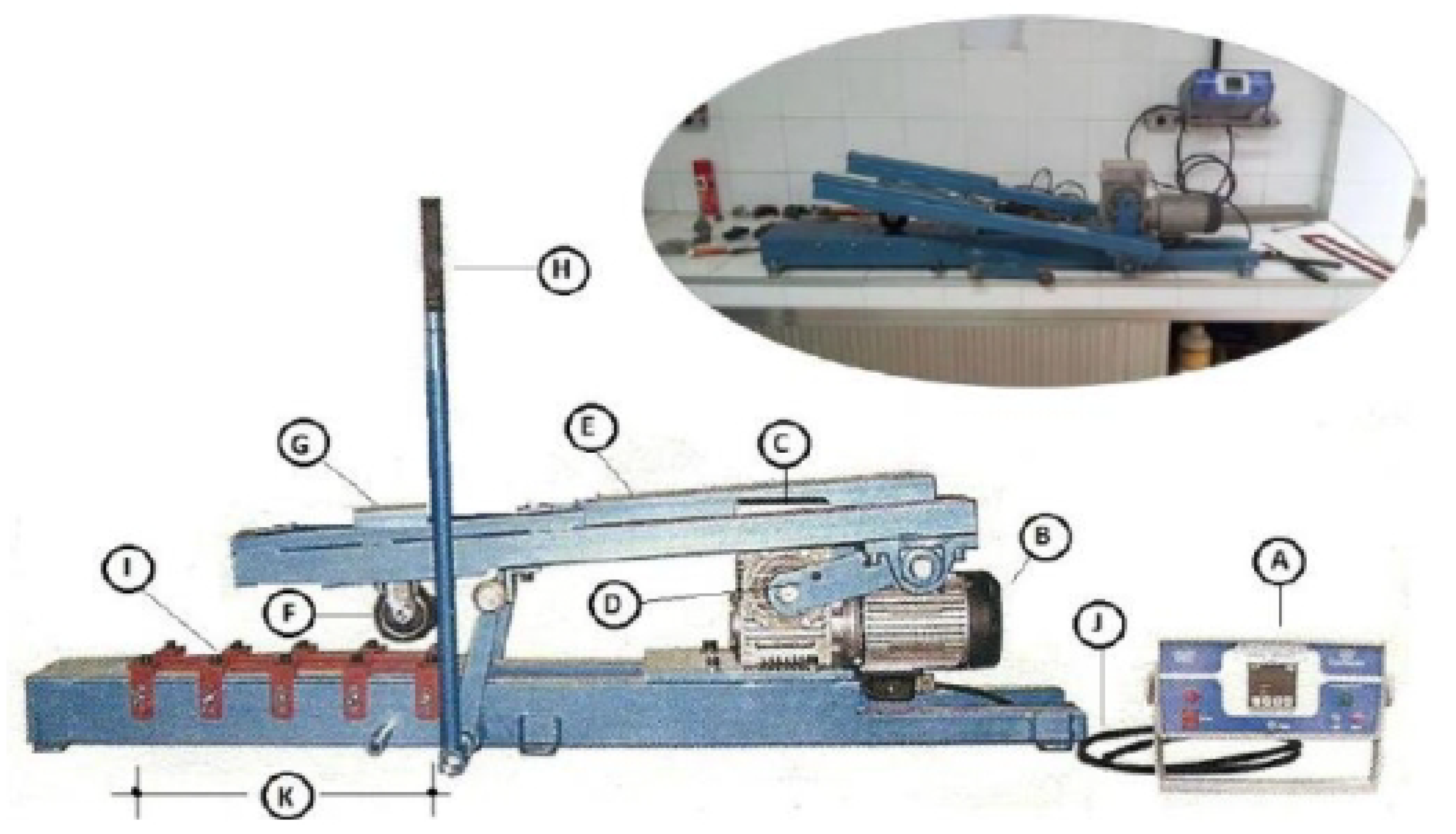
2.6. Surface Wear Evaluation
2.6.1. Loaded Wheel Test (LWT)
2.6.2. Wet Track Abrasion Test (WTAT)
3. Results and Discussion
3.1. Physical Evaluation (Reject)
Physical Evaluation (Soil)
3.2. Mineralogical and Chemical Analysis of the Reject
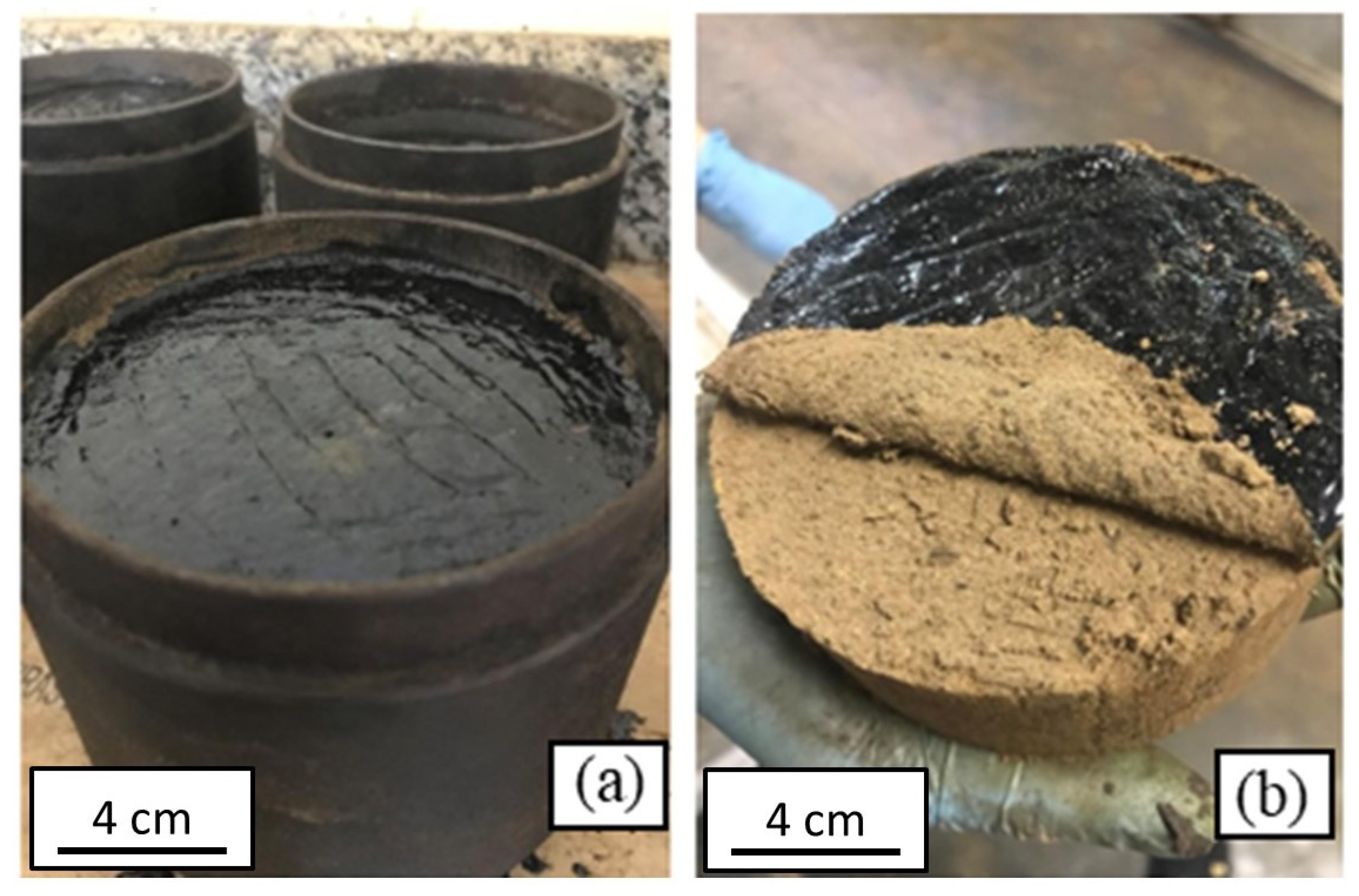
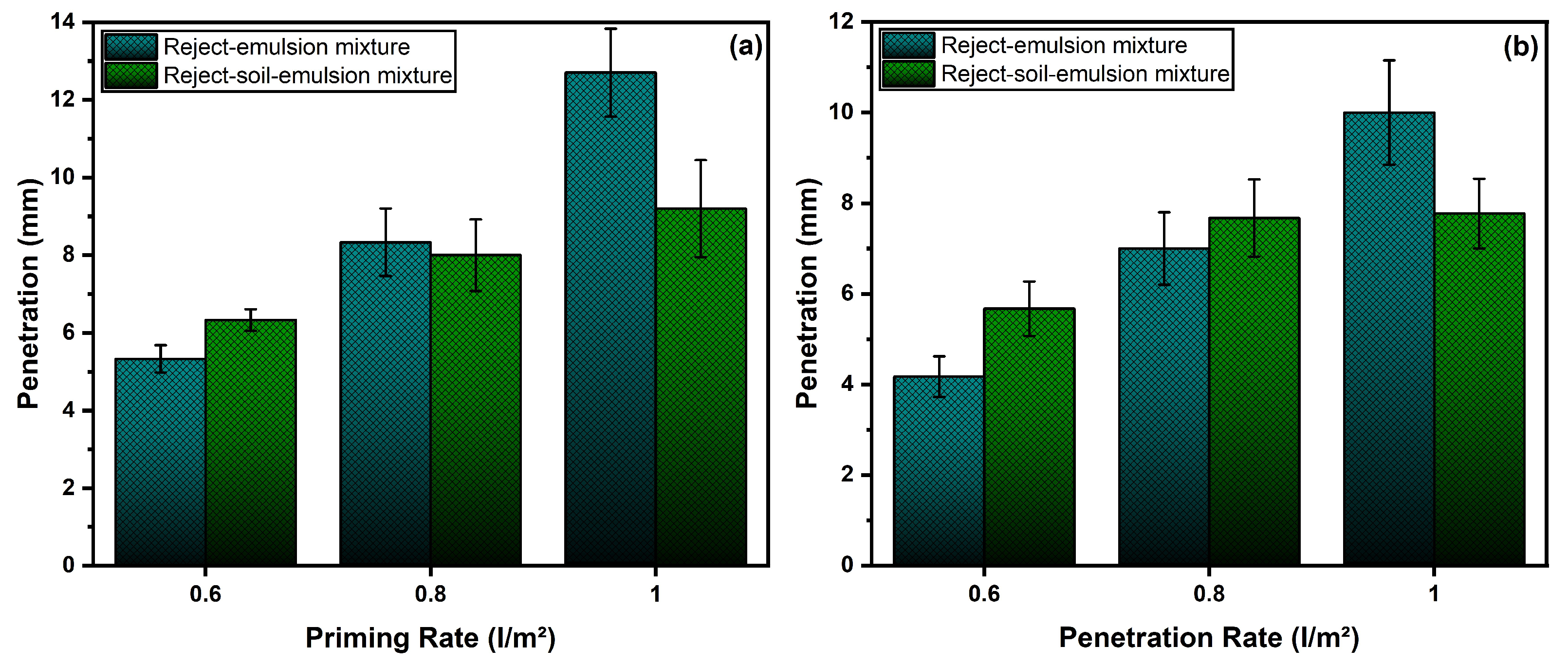
3.3. Verificação da Imprimação
3.4. Surface Wear Verification
3.4.1. Loaded Wheel Test (LWT)
3.4.2. Wet Track Abrasion Test (WTAT)
4. Summary and Conclusions
- 1.
- The sandy tailings analyzed proved to be a viable alternative fine aggregate. Leaching tests showed values below the limits established by ABNT, indicating its suitability for iron mining.
- 2.
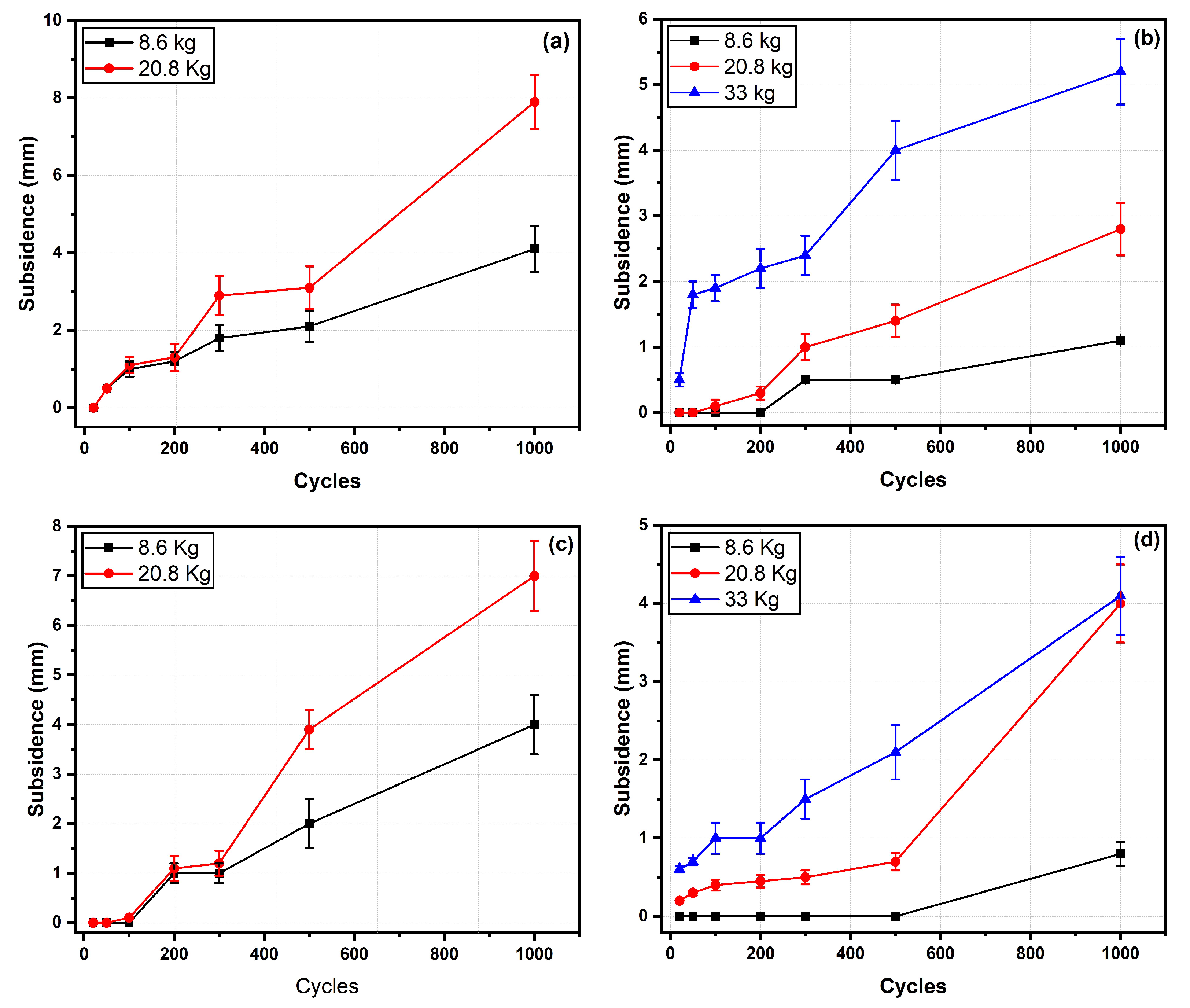
- Although the mixtures did not withstand the maximum load in the LWT test, they performed well. The mixture with anti-dust treatment had less deformation (5.3 mm) compared to the stabilized one (7.76 mm) under a load of 33 kg. Similarly, the reject–soil–emulsion mixture treated with anti-dust showed less subsidence (4.16 mm) compared to the stabilized one (6.99 mm).
- 3.
- In all cases, the mass loss was less than 2%, with the tailings–emulsion mixture showing slightly more loss. The anti-dust treatment provided greater durability compared to the primed mixtures alone.
- 4.
- These mixtures are viable alternatives for low-traffic roads. The adaptations to the test procedures are effective for soil analysis, but it is necessary to discuss the maximum load and the relationship with the level of traffic. Further studies are needed to improve the prediction of permanent deformations, including correlations with dynamic triaxial tests and laboratory-field factors for better interpretation of the results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghale, S.R.; Pataskar, S.V. Comparison of Cold Mix and Hot Mix Asphalt. Int. J. Eng. Res. Mech. Civ. Eng. Special Issue 2021, 118–121. [Google Scholar]
- Trunzo, G.; Moretti, L.; D’Andrea, A. Life cycle analysis of road construction and use. Sustainability 2019, 11, 377. [Google Scholar] [CrossRef]
- Martins, A.S.; Cunha, D.B.C.; Nascimento, M.d.V. Unpaved rural roads: Evaluation of trafficability conditions in a stretch contained within a community in the Sertão of Pernambuco, Brazil. Res. Soc. Dev. 2020, 9, e4409108652. [Google Scholar] [CrossRef]
- de Oliveira, J.F.; Griebeler, N.P.; Correchel, V.; da Silva, V.C. Erodibility and critical shear stress in unpaved road soils. Braz. J. Agric. Environ. Eng. 2009, 13, 955–960. [Google Scholar]
- National Confederation of Transport: SEST SENAT, Brasília. CNT Road Research 2022; National Confederation of Transport: Brasília, Brazil, 2022. [Google Scholar]
- Sousa, M.A.S.; Guimarães, A.C.R.; Castro, C.D. Geotechnical and resilient characteristics of slope soils along the route of the Carajás Railway for use in transportation infrastructure. Geosul 2021, 36, 119–144. [Google Scholar] [CrossRef]
- Rodrigues, P.M.B.; Dantas Neto, S.A.; Babadopulos, L.F.d.A.L. Evaluation of the shear behavior of soil-emulsion mixtures with emulsion contents ranging from 16% to 28% by mass. Matéria 2023, 28, e20230062. [Google Scholar]
- Fernandes, L.F.; Souza, B.M.M.d.; Neto, O.d.F.; França, F.A.N.; Júnior, O.F.d.S. Sandy soil stabilization with asphalt emulsion for paving purposes. Res. Soc. Dev. 2022, 11, e0711124274. [Google Scholar] [CrossRef]
- Félix, A.S.; Neto, J.A.G.; Medeiros, B.L.A.V.; Barbosa, N.P.; Costa, L.F.; Medeiros, L.E.L. Alkaline stabilization of Kaolinitic soils for Adobe production. Braz. J. Dev. 2022, 8, 46839–46851. [Google Scholar] [CrossRef]
- Ahmad, A.; Sutanto, M.H.; Ahmad, N.R.; Khan, M.A.; Wahab, A.; Sapar, N.I.F.; Hashir, M. Feasibility of bituminous stabilizer in the stabilization of problematic soil: An overview on the non-traditional soil additive. AIP Conf. Proc. 2023, 2688, 040012. [Google Scholar] [CrossRef]
- Andavan, S.; Kumar, B.M. Case study on soil stabilization by using bitumen emulsions—A review. Mater. Today Proc. 2020, 22, 1200–1202. [Google Scholar] [CrossRef]
- Abiola, O.S.; Wilson, R.; Barnard, A.; Hattingh, S.K.; Kupolati, W.; Odunfa, S.O. Avaliação da emulsão de cimento e betume nas características de resistência do solo granular nativo da África do Sul como material básico do curso. FUOYE J. Eng. Technol. 2019. [Google Scholar] [CrossRef]
- Jin, D.; Wang, J.; You, L.; Ge, D.; Liu, C.; Liu, H.; You, Z. Waste cathode-ray-tube glass powder modified asphalt materials: Preparation and characterization. J. Clean. Prod. 2021, 314, 127949. [Google Scholar] [CrossRef]
- Jin, D.; Boateng, K.A.; Chen, S.; Xin, K.; You, Z. Comparison of rubber asphalt with polymer asphalt under long-term aging conditions in Michigan. Sustainability 2022, 14, 10987. [Google Scholar] [CrossRef]
- Jin, D.; Yin, L.; Xin, K.; You, Z. Comparison of asphalt emulsion-based chip seal and hot rubber asphalt-based chip seal. Case Stud. Constr. Mater. 2023, 18, e02175. [Google Scholar] [CrossRef]
- Jin, D.; Yin, L.; Malburg, L.; You, Z. Laboratory evaluation and field demonstration of cold in-place recycling asphalt mixture in Michigan low-volume road. Case Stud. Constr. Mater. 2024, 20, e02923. [Google Scholar] [CrossRef]
- Enayatizamir, N.; Landi, A.; Ghafari, H.; Mokfi, M. Wind erodibility and dust (PM10) emission control in two different soil textures using microbial inoculation and sugarcane bagasse application. Arab. J. Geosci. 2022, 15, 1097. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, R.; Liu, F.; Xu, P. Anti-wind erosion and anti-dust mechanisms of microbial consolidation of bare soil. Environ. Earth Sci. 2021, 80, 705. [Google Scholar] [CrossRef]
- Baziar, M.; Sanaie, M.; Amirabadi, O. Mitigation of Dust Emissions of Silty Sand Induced by Wind Erosion Using Natural Soybean Biomaterial. Int. J. Civ. Eng. 2021, 19, 595–606. [Google Scholar] [CrossRef]
- DNER-ME 083; Aggregates—Granulometric Analysis. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1998.
- ISO 13320; Particle Size Analysis—Laser Diffraction Methods. International Organization for Standardization: Geneva, Switzerland, 2009.
- DNER-ME 162; Soils—Compaction Tests Using Worked Samples. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1994.
- DNER-ME 054; Sand Equivalent. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1997.
- DNER-ME 084; Fine Aggregate—Determination of Real Density. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1995.
- DNER-ME 082; Determination of Plastic Limit. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1994.
- DNER-ME 122; Determination of Liquid Limit of Soils—Reference Method and Expedited Method. DNER—National Department of Road Transportation: Rio de Janeiro, Brazil, 1994.
- AASHTO PP 64-10; Standard Method for Determining Aggregate Source Shape Values from Digital Image Analysis Shape Properties. AASHTO: Washington, DC, USA, 2010.
- AASHTO TP 81-10; Standard Method of Test for Determining Aggregate Shape Properties by Means of Digital Image Analysis. AASHTO: Washington, DC, USA, 2010.
- Brazilian Association of Asphalt Distribution Companies (ABEDA). Basic Manual of Asphalt Emulsions, 2nd ed.; ABEDA: Rio de Janeiro, Brazil, 2001. [Google Scholar]
- NBR 1484; Road Freight Transport—Management and Quality Systems. ABNT: Rio de Janeiro, Brazil, 2022.
- NBR 14746; Cold Microsurfacing and Asphalt Slurry—Determination of Loss by Wet Abrasion (WTAT). ABNT: Rio de Janeiro, Brazil, 2014.
- NBR 10004; Solid Waste—Classification. ABNT: Rio de Janeiro, Brazil, 2004.
- Jahn, R.; Blume, H.P.; Asio, V.; Spaargaren, O.; Schad, P. Guidelines for the Description of Soil Colours, 4th ed.; Langohr, R., Brinkman, R., Nachtergaele, F.O., Krasilnikov, R.P., Eds.; Food and Agriculture Organization of the United Nations: Rome, Italy, 2006. [Google Scholar]
- AASHTO M 145-91 (2021); Standard Specifications for Transportation Materials and Methods of Sampling and Testing and Provisional Standards. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2021.
- DNIT 259/2023; CLA Soils-Classification of Tropical Fine Soils for Road Purposes Using Compacted Specimens in Miniature Equipment—Classification. DNIT—National Department of Transport Infrastructure: Brasília, Brazil, 2023.
- Nogami, J.S.; Villibor, D.F. Low-Cost Paving with Lateritic Soils; Vilibor: São Paulo, Brazil, 1995. [Google Scholar]
- DNIT Standard 443/2023; ME Pavimentação—Soils—Compaction Test Using Tripartite Molds—Test Method. DNIT—National Department of Transport Infrastructure: Brasília, Brazil, 2023.
- Apaza, F.R.; Guimarães, A.C.R.; Sousa, M.A.d.S.; Castro, C.D. Study on the use of Iron Ore Residue in asphalt microsurfacing. Revista Transportes, 31 August 2016. [Google Scholar]
- Nunna, V.; Hapugoda, S.; Pownceby, M.; Sparrow, G. Beneficiation of low-grade, goethite-rich iron ore using microwave-assisted magnetizing roasting. Miner. Eng. 2021, 166, 106826. [Google Scholar] [CrossRef]
- Villibor, D.F. Economic Pavements—New Considerations. Ph.D. Thesis, School of Engineering of São Carlos, University of São Paulo, São Paulo, Brazil, 1981. [Google Scholar]
- DNER ES 306; Pavement—Priming. DNER-National Department of Road Transportation: Rio de Janeiro, Brazil, 1997.
- ET-DEPOO/019; Secretariat of Transportation—Department of Roadways. Bituminous Waterproofing Primer: São Paulo, Brazil, 1997.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rating | Visual Observations | Sinking (mm) | |
|---|---|---|---|
| Primed Base (Soil–Emulsion) | Anti-Dust Treatment | ||
| 10 | No defects, minimal wear, absence of exudation, detachment less than 20% for anti-dust | <2.0 | <4.0 |
| 8 | Few defects, detachment up to 40% for primed base or detachment up to 50% for anti-dust, slight exudation, appearance of ridges without plate detachment | 2.0–4.0 | 4.0–6.0 |
| 5 | Detachment above 40% for primed base or above 50% for anti-dust, detachment in joints, exudation, appearance of ridges with plate detachment | 4.0–6.0 | 6.0–10.0 |
| 0 | Total destruction | >6.0 | >10.0 |
| LWT Test Qualification | |||
| Concept | Rating | ||
| Excellent | 18 to 20 | ||
| Good | 15 to 17 | ||
| Poor | 8 to 14 | ||
| Very Poor | 0 to 7 | ||
| Grade | Visual Observations | Detachment (mm) | |
|---|---|---|---|
| Primed Base (Soil–Emulsion) | Anti-Dust Treatment | ||
| 28 to 30 | Detachment up to 20% for ADT study and up to 10% for study of a primed base, both with absence of exudation. | <30 for ADT, and <5 for primed base. | <2.0 for ADT, and <0.5 for primed base. |
| 23 to 27 | Detachment from 20 to 50% for ADT study and from 10 to 20% for study of a primed base, both with slight exudation. | 30 to 50 for ADT, and 5 to 10 for primed base. | 2.0 to 3.0 for ADT, and 0.5 to 1.0 for primed base. |
| 16 to 22 | Detachment from 50 to 80% and/or exudation for ADT study and from 20 to 50% and/or exudation for study of a primed base. | 50 to 80 for ADT, and 10 to 20 for primed base. | 3.0 to 4.0 for ADT, and 1.0 to 1.5 for primed base. |
| 0 to 15 | Detachment greater than 80% and/or exudation for ADT study and greater than 50% and/or exudation for study of a primed base. | >80 for ADT, and >20 for primed base. | >4.0 for ADT, and >1.5 for primed base. |
| WTAT Test Qualification | |||
| Concept | Grade | ||
| Very Good | 28 to 30 | ||
| Good | 23 to 27 | ||
| Poor | 16 to 22 | ||
| Very Poor | 0 to 15 | ||
| Property | Reject (% of Particles) | |
|---|---|---|
| Shape Index | Circular | 17.2 |
| Semi-circular | 35.1 | |
| Semi-elongated | 37.5 | |
| Elongated | 10.2 | |
| No. of particles | 901 | |
| Standard Deviation | 2 | |
| CV% | 25.97 | |
| Classification | Semi-elongated | |
| Angularity | Rounded | 52.1 |
| Sub-rounded | 37.6 | |
| Sub-angular | 10.1 | |
| Angular | 1.2 | |
| No. of particles | 989 | |
| Standard Deviation | 1035.7 | |
| CV% | 32.36 | |
| Classification | Rounded | |
| Composition (%) | Consistency Indices (%) | Classification | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Soil | Clay | Silt | Sand | Gravel | LL | PL | HRB | SUCS | MCT |
| 41 | 25 | 34 | 0 | 26.2 | 20.5 | A-4 | ML-CL | NA’ | |
| Optimum Moisture Content (%) | Maximum Dry Bulk Specific Gravity (g/cm3) | Real Grain Density (g/cm3) |
|---|---|---|
| 14.80 | 1.74 | 2.65 |
| Oxide | wt.% |
|---|---|
| Loss on Ignition | 0.43 |
| SiO2 | 88.88 |
| Al2O3 | 0.34 |
| Fe2O3 | 9.46 |
| CaO | 0.55 |
| MgO | 0.07 |
| SO3 | 0.08 |
| Na2O | 0.02 |
| K2O | 0.01 |
| WTAT Test—Abrasion Loss (%) | |||||
|---|---|---|---|---|---|
| Treatment/Mixture | Mixture + Mold Weight (g) | ||||
| Before | After | Abrasion Loss | (%) | ||
| anti-dust treatment | 6% emulsion | 11,135.5 11,006.4 | 11,128 11,000.1 | 7.5 6.3 | 0.07 0.06 |
| 2% emulsion and 10% soil | 10,940 10,183.9 | 10,878 10,153.5 | 62 30.4 | 0.57 0.30 | |
| Stabilization reject–emulsion | 6% emulsion | 10,923.3 10,560.8 | 10,758.7 10,433.4 | 164.6 127.4 | 1.51 1.21 |
| 2% emulsion and 10% soil | 10,176 10,254 | 10,061.2 10,123.4 | 114.8 130.6 | 1.12 1.27 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silveira, V.L.; Guimarães, A.C.R.; Coelho, L.M.; dos Santos, W.W.; da Silveira, P.H.P.M.; Monteiro, S.N. Recycling Iron Ore Waste through Low-Cost Paving Techniques. Sustainability 2024, 16, 5570. https://doi.org/10.3390/su16135570
Silveira VL, Guimarães ACR, Coelho LM, dos Santos WW, da Silveira PHPM, Monteiro SN. Recycling Iron Ore Waste through Low-Cost Paving Techniques. Sustainability. 2024; 16(13):5570. https://doi.org/10.3390/su16135570
Chicago/Turabian StyleSilveira, Virlene Leite, Antônio Carlos Rodrigues Guimarães, Lisley Madeira Coelho, William Wilson dos Santos, Pedro Henrique Poubel Mendonça da Silveira, and Sergio Neves Monteiro. 2024. "Recycling Iron Ore Waste through Low-Cost Paving Techniques" Sustainability 16, no. 13: 5570. https://doi.org/10.3390/su16135570