Abstract
The children’s toy market is increasingly dominated by products that rely heavily on visual appeal. This article presents the development of ‘bumpi’, a cork toy specially developed for young children who experience visual impairments or blindness. Research was conducted about these children’s needs and the existing assistive products for them in the market. This research revealed that they often face developmental challenges, including delays in achieving key milestones such as crawling and walking, which happens because blind and visually impaired children are less confident to moving and exploring. A significant gap in the market for toys and assistive devices for blind young children was identified. Bumpi aims to fill such a gap. It is designed to stimulate and foster the earlier development of motor skills in children between one and five years old, leading to greater independence. This toy enhances sensory experiences through touch and sound to stimulate children’s urge to move. The toy set includes a puzzle-like mat, a toy cart that follows a predefined path, building blocks for constructing a ramp, and sensory balls that emit sounds when they move. Agglomerated cork, chosen for its unique properties such as lightness, durability and its hypoallergenic nature, is the primary material used. Furthermore, it is not only safe and comfortable for children to handle but also offers great stimulation to their senses. In addition, this is a sustainable material that offers several benefits for the toy industry.
1. Introduction
Vision is crucial for acquiring information from the environment, especially during early childhood [1]. This sense has incredible importance for babies because their learning process is based on imitating methods [2]. Babies learn basic skills by imitating what they see [2].
According to CUF Hospitals and Clinics, located in Portugal [3], there are about 1.4 million blind children worldwide. Naturally, due to their visual impairments, these children experience some differences in their developmental process compared to sighted children [4]. Although developmental milestones remain the same, the pace at which they are achieved varies, with the speed often being slower [4].
Research was conducted to better understand the difficulties these children go through. It highlighted that blind and visually impaired children face several developmental delays during their growth, particularly in acquiring basic skills [1]. Motor abilities were identified as a critical development area, as these children often experience delays in achieving milestones such as crawling and walking [5,6]. These delays impact the achievement of independence because mobility will be acquired later [5].
The market already presents a few devices that aim to improve independence [6]. These products help blind and visually impaired children understand the environment ahead so they can move more confidently. The devices are essentially adaptations of the adult white cane for children. However, they are only designed for toddlers who can already stand and walk. Finding any currently available product designed to stimulate the development of motor skills during early childhood was impossible. This represents a gap in the market of assistive devices for young blind and visually impaired children.
Parents and caregivers play a significant role in stimulating the child’s motor skills [6]. Yet, as the market does not present any products capable of assisting them, the question of how best to do this remains. This makes the task even more challenging.
The need for a device to assist blind and visually impaired children in achieving motor milestones early on, and to help caregivers in stimulating these children, was identified as a significant reason for intervention in this area. Consequently, it was decided to develop a product to fill the previously mentioned identified market gap and to promote the development of motor skills in young blind and visually impaired children.
Research suggests that play is children’s primary learning method [7,8]. It is an activity that they take very seriously [9]. Playing enhances all children’s skills; therefore, they must be stimulated to have as many experiences as possible, learning more each time [5,6,7,8]. Play is important, particularly for blind children, because it encourages them to explore and have more experiences [7]. Play can assist them in understanding their abilities and compensating for their disabilities by keeping them motivated, helping them focus, and establishing body awareness [7]. It is the most effective way to motivate children because it promotes learning through fun [7].
For this reason, a toy was developed. Toys can more easily engage children and positively impact them, as desired. A few restrictions and goals for the product were defined, leading to the development of an activity mat—bumpi. The toy set is composed of a mat divided into nine parts that assemble puzzle-like, a toy cart that moves along a predefined path, building blocks that assemble to create a ramp, and sensory balls that make noises when they move.
Bumpi functions as a circuit for children. It begins with an adult assembling all the mat pieces and placing the child on it. Next, the child, with the adult’s help, assembles the building blocks until a ramp is completely built. On this ramp, the child can drop the sensory balls, which will roll down, producing sound during the movement. Once the balls stop, the child can transfer them from the bottom of the ramp to the inside of the toy cart. After that, he/she must guide the cart along its path back to the beginning of the ramp to play again. The texture and sound of the balls increase the child’s interest and stimulate her/his desire to reach and grab them. This encourages children to move to follow and touch the sensory balls, promoting the early development of motor skills.
Agglomerated cork is the main material chosen for this product. Cork is a sustainable material whose importance is growing in the toy market due to its excellent benefits [10,11]. This material is durable and safe for children [12,13]. Moreover, its texture and smell are particularly interesting and stimulating for blind and visually impaired children. In addition to cork, poplar wood is also used in the base of the mat to provide additional resistance. Finally, the sensory balls are made of ABS plastic because this material is safe and allows the sound produced to be louder and more perceptible.
Several tests were conducted to analyze fittings, texture, and sound during development. Based on the conclusions, some necessary adjustments were made. Subsequently, with the support of the Portuguese furniture company Camila Móveis, located in Rebordosa, Porto, Portugal, a prototype was produced. The aim was to evaluate the relationship between the parts and the toy’s performance. However, this prototype revealed some areas for improvement. For instance, the cart offered significant resistance, impeding its smooth movement along the path. Additionally, the mat pieces tended to separate slightly during play, and the balls could leave the mat area and fall to the ground if accidentally pushed or bounced. These observations led to further adjustments and the production of a second prototype to consolidate and evaluate the new improvements in the product. This latest prototype was presented at the Cork in Science and Applications 2023 international conference, which took place on the 7th and 8th of September 2023, in Vila Nova de Gaia, Porto, Portugal.
Both prototypes confirmed that the system works as predicted and that the measurements are correct. In addition, the textures and sounds appeared to be appropriate. Therefore, it was concluded that the toy was functional. Two tests were conducted with a sighted child, one for each prototype, and both led to positive conclusions. It was not possible to test the toy with a blind child. This would be the next step to consolidate this work. However, all indications suggest that, in theory, bumpi will work as predicted, playing a significant role in promoting the development of blind and visually impaired children.
The article will describe all the steps involved in the development of bumpi. First, Section 2 provides information about blindness and visual impairment, the development of blind and visually impaired children, and the role of play in that process. Next, Section 3 presents the chosen materials and their properties, followed by Section 4, which explains every step of the development and testing processes. Finally, Section 5 presents the results and conclusions of this work.
2. Background
2.1. Blindness and Visual Impairment
Contrary to what most people imagine, blindness does not mean complete darkness [6,14]. Visual impairment occurs when there is a limitation or loss of basic functions of the eye and visual system in such a way that it interferes with the ability to perform daily life activities [15,16]. This makes blindness a general term that encompasses a wide spectrum of visual disability [14,16]. Low vision refers to people whose vision cannot be fully corrected by conventional methods. At the same time, total blindness is the denomination for people with a complete lack of light perception [16]. However, this condition is very rare [2]. In 2020, approximately 75 million people worldwide were blind, with 15% being completely blind [3,16].
Vision, being the most dominant of the five senses, plays a crucial role in everyday activities, especially in today’s society, which heavily relies on the ability to see [1]. Although the data collected with all of the senses is combined in the brain to provide us with information about space, vision is the main source of information [2]. It provides about 80% of the information we need [2]. We can even get information unintentionally through this sense, which often happens with children due to their natural curiosity and attraction to visual stimuli [17]. This is exactly how they learn about the world. Children use their eyes to understand what they are experiencing and anticipate what will happen next [2].
2.2. The Development of Sighted and Blind Children
In 2020, about 1.4 million children worldwide were blind [3]. This may seem critical, since most of our knowledge of the world is obtained by vision, almost without questioning its truth [18]. Sighted children learn how to behave and use objects through observation and imitation [17,19]. They copy others in social interactions, especially adults [19].
Each child develops at their own pace, regardless of any conditions they may or may not have [2]. However, if we compare sighted babies with those who are blind or visually impaired, the latter have much greater difficulty acquiring information about the world [4]. For sighted children, vision motivates and guides exploration and movement towards objects they find interesting [2]. Although blind children cannot combine vision with other bodily information, as mentioned earlier, this is not the only sensory system available to provide them with data [6]. According to RNIB ([20], p. 2), Greenland points that “A child’s ability to understand the world around, to communicate with others, and to establish a strong sense of self is grounded in the early sensory and motor experiences available to them”. “Eyes, ears, nose, mouth and skin can orient, explore and investigate” ([6], p. 19) when stimulated, and there must be stimulation to teach children how to use all of their senses to learn about the world [6]. This fosters independence from adults, even though adult guidance is necessary in the early years for describing objects and the environment and understanding sounds [2,17].
Children tend to rely more on touch and sound if their ability to see is low [5]. From birth, hearing becomes an important complementary source of information [6], as does touching and holding [2]. When a child is about 11 months of age, he or she learns how to perceive and search for sounds [6]. This is the key moment they begin to explore actively [6]. The learning process occurs not only through exploration and experience [5] but also through repetition [21]. Young blind children must be encouraged to follow their desire to explore [21] and have as many different experiences as possible in which they may examine objects and materials multiple times [5]. Information through touch is learned by rubbing the skin on the object [6], so they must investigate not only with both hands but also with their feet, face, etc. [2,5]. However, children can only fully enjoy these experiences if they feel comfortable and safe in the space, which only happens if they are familiar with it [6]. The awareness of their body position in the space is equally important and complements the feeling of safety, which builds self-confidence and consequently encourages exploration [6].
Lillie Nielsen emphasized the importance of encouraging independent interaction as young children learn through experience. If the little child receives too much guidance or control, his or her learning potential will be protected. The adult may inadvertently teach the child that only adults guide learning and to expect physical assistance. Children should be allowed to explore independently and learn independently [21].
2.3. Blind and Visually Impaired Children’s Delays
As discussed in the previous chapter, imitation is crucial in children’s learning journeys as they observe others’ actions and try to replicate them [2]. As important as it is for acquiring most basic skills, vision is equally important for obtaining posture and balance [6]. Therefore, the lack of visual feedback, spatial visual input, and opportunities for imitation significantly impact the development of blind and visually impaired children, often slowing their overall motor progress [6]. It may take some time before they move confidently [5].
The challenges faced by blind children are not always apparent [2]. They feel less motivated to move and lift their heads due to the lack of visual stimuli, which may slow the acquisition of movement skills and make navigating more challenging [20]. Fear of bumping their heads may make babies hesitant to crawl [2], often resulting in them crawling and walking later than sighted babies [5].
Despite these delays, blindness and visual impairments do not prevent young children from engaging in activities such as sitting, standing, and reaching for objects, among others [6]. Most children born with these conditions typically go through the learning phase of locomotion and the need for autonomy within a similar age range, between birth and five years. The first patterns of movement they acquire can have a long-term impact and are difficult to circumvent, because there will always be a tendency for the child to follow these initially acquired patterns. This can further influence their development, emphasizing early intervention’s importance [22].
With the right encouragement and assistance in movement and spatial orientation, the developmental delays faced by blind children can be managed. Parents play a crucial role in this process, but they must be cautious as fear and overprotection can limit the providence of enough stimulation, further discouraging the child. Therefore, they must start intervening as early as possible [6].
Mobility education is essential to help blind children overcome their fears. They need help developing spatial concepts and body awareness to move freely and efficiently. Therefore, children must be encouraged to engage in activities requiring large-scale space understanding because direct experience of space is one of the most important prerequisites for developing these skills. They also need to learn how to get the most out of their environment. Consequently, children must be taught techniques for independent movement in a safe environment to have free action experiences and learn without constraints [6].
“Children are motivated to make voluntary movements when they are interested in things beyond their own body and when they understand that they can reach and obtain these things even when they are not in direct contact with them” ([20], p. 4). A child’s motivation to reach for objects and increasing interest and understanding of spatial relations are fundamental for promoting their development [20]. Skills such as the ability to control movement lead to greater independence and can be acquired through daily routines and regular play-based training [6,20,21].
Research was conducted to determine what different assistive devices were available for blind and visually impaired children. The assistive devices found were essentially child-friendly adaptations of the conventional white cane used by blind people. For instance, the Pediatric Belt Cane, on the market today, is a good example of such a device.
However, it is important to note that the devices found in this investigation require the child to be able to stand and walk. No other device found was designed for younger children or stimulates a child’s first steps. This gap presents an opportunity to develop a device that encourages movement and early independence for blind and visually impaired children.
2.4. Benefits of Playing
Toys are more than just objects for children [8]. They are essential tools that help them discover and understand the world around them [6,8]. They play a crucial role in children’s training and learning [23], allowing children to learn using all their senses [2]. Unlike most adults, children attach great importance and significance to play and exploration [9]. As Charles Eames once said, “toys and games are the preludes to serious ideas” [9]. Moreover, this activity excites children, motivating them to develop and improve motor, intellectual, emotional, and social skills that they will need in the future [6,7,8].
Toys also teach children that they can do things for themselves, fostering a sense of independence [2]. Play is not just fun—it is education [6,18]. According to Soares et al. [7], play is our brain’s favorite way of learning. Through play, children have fun and develop themselves [2,8].
For blind and visually impaired children, toys take on an even more significant role. They can be tools to understand the world that these children cannot analyze by sight [8], stimulating curiosity and encouraging exploration [6]. Play can be used to compensate for disabilities, helping them. It helps them focus, concentrate, and develop body awareness [6,8].
In light of these benefits, a toy was developed to address the identified problem. The aim is to nurture the early development of motor skills in blind and visually impaired children. By creating a toy, it is hoped that playtime can be made both enjoyable and a learning experience for all children.
3. Materials and Methods
3.1. Materials—Agglomerated Cork
Cork is an organic material that is obtained from the outer layer of the cork oak tree [7,11]. Because it is a plant-based material, it is natural and renewable. In its raw state, cork is also a reusable, recyclable, and biodegradable material [11].
Cork is lightweight since more than 50% of its weight is air, and it is also a thermal insulator as it has low conductivity to heat. In addition, cork is impermeable, hypoallergenic, and elastic [11,12].
“Cork brings extraordinary benefits to the toy market” [10]. Indeed, analyzing all these properties, cork seems to be an excellent material for toys. Due to its lightweight nature, cork toys are easy for children to handle and play with and practical to transport. Its impermeability reinforces its practicality, making cork toys easy to clean [13]. Moreover, the hypoallergenic property of cork can help protect against allergies [12], another important factor in selecting materials for children’s toys.
A further key property is that cork is a thermal insulator, making it safe for children and creating a warm feeling to the touch. Additionally, cork has a natural and soft feel that can vary depending on the type and size of the grain [12], which provides an interesting tactile experience for children. Because of its elasticity, it is especially fun to squeeze as the material changes back to its original shape [11].
Han et al. [24] emphasize that the materials used in children’s products should be non-toxic and safe, as children’s safety is of the greatest importance. The properties of cork satisfy these statements. Cork toys have a high safety factor. Due to its molecular structure, this material does not form sharp edges, even if cut or broken. In addition, its compatibility with the food industry, where it is commonly used and certified, reinforces its safety when used with young children [13].
The Royal National Institute of Blind People (RNIB) [2], located in the United Kingdom, provides some specific recommendations for the selection of toys for blind and visually impaired children, in which it points out that materials should be selected that provide a variety of sensory experiences and that toys must be easy to manipulate. Cork meets these conditions, making it an excellent choice for toys for blind and visually impaired children. Therefore, a toy made of cork not only appeals to the child’s sense of touch but also encourages active play and exploration. In addition, cork is compatible with all of the developmental stages of children [7].
Cork is also known for its acoustic insulation properties, which allow it to absorb sound and vibration [12]. This property can pose a challenge when using cork in toys for blind and visually impaired children, as it can reduce the sounds that are crucial for interactions with the toy. However, integrating elements such as bells or rattles for auditory stimulation may be a solution, as sounds not only increase motivation but also allow children to follow the toy [5].
Considering the unique properties and benefits of cork, it is clear why it was chosen as the main material for our product. Cork’s lightweight nature, thermal insulation, impermeability, hypoallergenic properties, and elasticity make it an excellent choice for children’s toys. It offers a rich sensory experience that can enhance the development of blind and visually impaired children, who find it particularly interesting to explore and smell. For our product, we specifically chose agglomerated cork reference 8003 supplied by Amorim Cork Composites Company (Mozelos, Portugal). This cork, delivered to the University of Aveiro, Aveiro, Portugal, not only met our requirements but also aligned with our commitment to using renewable and eco-friendly materials.
3.2. Methods
The development of bumpi, a sustainable and sensory-rich cork toy for blind and visually impaired children, involved a comprehensive approach. It began with extensive research into the needs of this demographic, focusing on motor challenges. Exploring existing assistive products revealed a gap in toys specifically designed for these children. The goal was to create a toy that would enhance motor skills, foster independence, and stimulate sensory experiences.
The process included design and prototyping. After defining the goal, existing market products were analyzed. Freehand drawing techniques were used, initially exploratory. The drawing process gradually focused on the desired outcome. Simultaneously, an investigation into materials was conducted, ultimately choosing cork, which influenced and focused the drawings.
Constructing mockups allowed to test the designs, leading to the production of a prototype. User testing with a sighted child highlighted areas for improvement, prompting a redesign. The final prototype addressed these challenges, resulting in bumpi—a toy that supports motor skills and provides a great play experience.
4. Results—Bumpi
4.1. Restrictions and Brief
This subsection provides an overview of the constraints and details the brief development of the toy. This toy specifically focuses on blind and visually impaired children and aims to stimulate and accelerate the acquisition of motor skills within this group.
Evyapan [6] suggests that familiar surroundings can promote exploration. Hence, the product must encourage safe exploration and stimulate children’s curiosity and desire to explore, stimulating movement.
Due to the developmental differences among blind and visually impaired children, defining a specific age range for the toy is challenging. Typically, sighted babies learn to walk between birth and three years old [25], but blind children often experience developmental delays [5]. Therefore, the toy will be intended for children up to five years old and will consider the anthropometric measurements of children in this age range.
The toy’s design must consider the diverse needs of the target audience, including sensory stimulation beyond vision [6]. Thus, the toy should be designed to appeal to both touch and smell [2], which can be achieved through both material selection and the design itself.
A set of restrictions was established for the final product. As a children’s toy, the materials must be non-toxic and safe to handle [24]. Moreover, the toy’s components must be lightweight and properly dimensioned, avoiding sharp edges to ensure safe play.
As mentioned, the toy should be designed to create a safe exploration space that enhances children’s receptiveness to learning. Naturally, this highlights the necessity of defining a playing area. An activity mat easily establishes an area once it can delimitate the space. Considering the typically large dimensions of such products, the mat should be divisible into parts for easy transport and storage. A mat can also help the child identify the play area, possibly through the toy’s texture. Moreover, it must provide comfort for sitting and playing. Considering all these factors, along with the considerations mentioned in the previous paragraph, cork was chosen as the main material for the toy.
Research indicates that parents often use sound, such as noisy toys or their voice, to motivate children to move by following the noise [26]. In line with this, the toy should be designed to offer similar stimulation. However, the sound source must be mobile to incite children to follow and move. Thus, noisy balls, which move easily and are easy for children to handle, were incorporated into the design. These balls, besides being auditorily stimulating, must also be tactilely intriguing, with varied textures for finger exploration. This design choice aims to facilitate movement and stimulate the children’s desire to follow the sound.
Allowing the balls to move freely was considered too unpredictable and potentially stressful for children, particularly given the potential for them to search everywhere with no specific indication. Simultaneously, the toy needed to be challenging to maintain children’s interest. This led to the idea of a circuit with a buildable ramp. Children are invited to construct blocks to create a path for the balls to roll down, then collect the balls to restart the game. This adds challenge, purpose, and repetition to the product, essential elements to maintain interest and facilitate learning. In this circuit, the repetition, building, and finding aspects provide essential learning opportunities, autonomy, and challenge.
In conclusion, the project brief defines a toy set primarily crafted from cork. It may include a divisible activity mat, a ramp that breaks into buildable blocks, and sensory balls that emit sound. The main objective of this toy’s design is to nurture the early development of motor skills in children, leading to greater independence. By creating a safe and stimulating environment, this product will meet the distinctive needs of blind and visually impaired children, making playtime both an enjoyable and enriching experience.
4.2. Development and Testing
This subchapter delves into the conceptual development process of ‘bumpi’. It begins with an overview of the initial sketches, illustrating how the concept of the toy first came about. This is followed by a discussion on the selection of the final idea. Subsequently, the development of the chosen concept will be detailed, including the tests conducted and the insights obtained along the way. The subchapter concludes with a presentation of the proposed design, preceding the creation of the full-scale prototype.
The development process started with an analysis of existing market products. Given the absence of any object specifically designed for the identified problem, the focus shifted to products with similar typology, function, methodology, or other characteristics that piqued interest. These solutions were also examined from a design perspective to comprehend their dimensions, proportions, and shapes.
The research revealed thicker activity mats typically divided into interlocking pieces, with a puzzle-like system being the norm. Consequently, this project adopted a similar approach, resulting in a mat divided into puzzle-like pieces.
Following this, freehand drawing exploration of shapes was conducted to generate a range of possibilities that could ultimately lead to a general proposal. This exploration, illustrated in Figure 1, played a crucial role in solidifying the brief mentioned earlier. Please note that some of the textual annotations in the sketches presented in this subchapter may be in Portuguese.
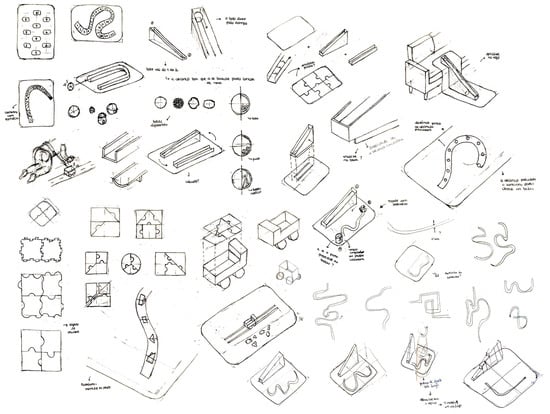
Figure 1.
Initial drawing exploration that helped solidify the product’s brief.
Once the brief was well-defined, targeted and objective drawing exploration was carried out. The aim was to address specific challenges associated with the most promising ideas. This phase was a quest for solutions, focusing on the cart’s shape and operational methodology, the overall design of the ramp, and the strategy for assembling the blocks that would form it and its shape.
First, focus was particularly drawn to the design of the ramp. Figure 2 below presents the outcome of this specific drawing investigation, which was conducted to determine the ramp’s composition and assembly method. The investigation was driven by the initial concept of creating a circuit with a building ramp, adding an element of challenge and purpose to the toy.
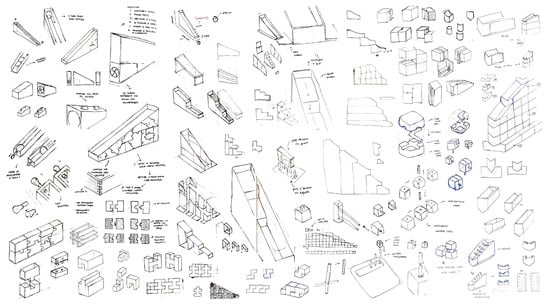
Figure 2.
Drawing investigation illustrating the development of the ramp’s shape and its components.
This sketch exploration suggested arranging the blocks in lines. This arrangement not only simplifies the shape of the blocks but also makes it easier for a child to assemble. This line arrangement creates several height levels, which were intentionally incorporated into the design. This feature increases the product’s interest by enhancing the sound the balls produce as they move and jump between levels. This variation in sound breaks the monotony of the noise emitted. This auditory difference is predicted to keep children more engaged during the balls’ fall, thereby increasing their interest and curiosity.
In addition to this, different fittings were initially conceptualized in these sketches. Some of these options were examined and tested using Fused Deposition Modeling (FDM) 3D printed models at a scale of 1:2. The resulting printed pieces are shown in Figure 3 and Figure 4, the latter presenting more details of the fittings. These practical tests enabled the selection of the most suitable fitting method, taking into account the type of cork to be used in the final product. Consequently, the shape incorporating V-cuts in the pieces was chosen as the optimal solution. This design simplifies the manufacturing process and ensures an easy fit, making the toy more straightforward and more accessible for visually impaired children.
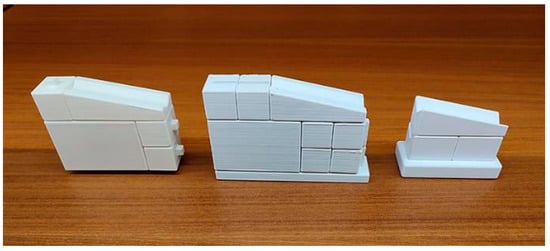
Figure 3.
The three 3D printed models were used to test the different fitting options.

Figure 4.
A detailed view of the 3D printed models’ fittings.
In parallel with other development activities, an investigation was conducted to establish the dimensions of the toy components. This involved an analysis of the anthropometric tables found in Alvin Tilley’s book ‘The Measures of Man and Woman’. These tables provide data on human body dimensions across various developmental stages. Specifically, there was a focus on relevant data regarding the target group—children up to 5 years of age. This allowed to estimate the space required for the toy’s intended use and define the part’s general dimensions.
The ramp was divided into blocks, each line having a final inclined piece. A different final piece at the bottom of the ramp was also included in the set. This piece, designed as an open block, functions as a box to catch the balls at the end of the ramp. This box ensures that the balls stop moving, effectively completing the descent. The child can then easily retrieve the balls and restart the circuit.
The dimensions of these blocks were carefully determined to ensure they would be suitable for children. The width of the blocks was set at 50 mm, a size chosen based on an analysis of the dimensions of children’s hands, ensuring a firm grip. Two lengths were selected for the blocks: 75 mm for the smaller blocks and 150 mm for the inclined blocks and the box. The larger length of the inclined blocks results in a more moderate incline. This process resulted in a balanced and proportional division of the ramp. The total number of blocks required was determined by the ramp’s area and the blocks’ dimensions. Figure 5 provides the detailed measurements of the pieces.
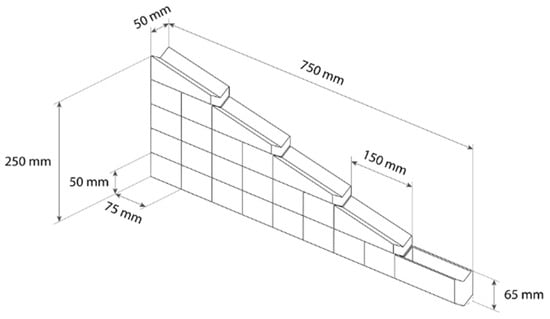
Figure 5.
Detailed measurements of the ramp and the blocks, including length, width, and height, expressed in millimeters.
After defining these specific measurements, the general dimensions of the mat were determined. An analysis of available mats on the market was conducted. However, given the space required for the child to complete the designed circuit, it became apparent that the mat designed would need to be larger than most. Thus, a larger, square mat of 1500 mm × 1500 mm satisfies this need.
Next, the division of the mat into pieces was explored. Initially, a division into four parts was considered (Figure 6), and full-size mockups were made for testing (Figure 7). These models revealed that the size of a single piece was excessive, making it more difficult to handle. Therefore, approaches with more pieces were explored, analyzing compositions with nine and 16 pieces in SolidWorks 2022 (Dassault systèmes, Paris, France), a 3D modeling program (Figure 8). The option of nine parts was selected as the optimal choice, as 16 pieces were considered to be too many.
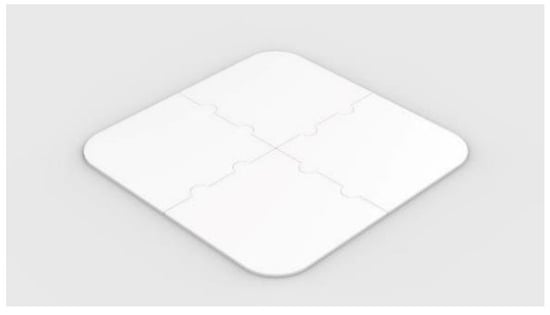
Figure 6.
Representation of the mat’s division into 4 pieces.

Figure 7.
Full-size mockups of two pieces of bumpi’s mat when divided into four parts, including a coin for scale.
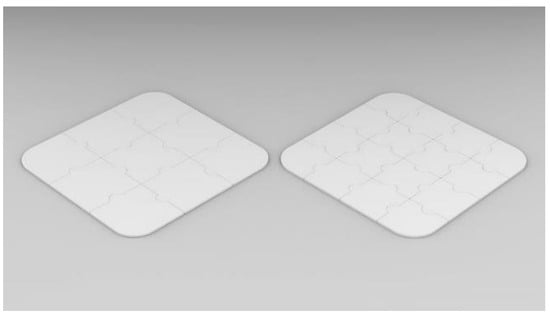
Figure 8.
Representation of both mats’ explorations in compositions of 9 and 16 pieces, respectively.
The nine pieces were designed intelligently and simply. They present a modular design, consisting of three models—the corner pieces, the intermediate line pieces, and the central piece. Therefore, there are four corner pieces, four intermediate pieces, and one central piece. The corner pieces interlock with the intermediate pieces and vice versa, and the unique central piece is located in the center, representing a logical assembly. The similarity of the shapes of the pieces also offers productive advantages, facilitating manufacturing processes and reducing time.
Finally, the proposal for the mat was obtained by adding the grooves needed for assembling the ramp and for the cart’s path. For this latest mat design proposal, presented in Figure 9 below, the hole for the ramp was made with a cut similar to the design of the blocks. The cart’s path had already been explored in the initial designs, which presented some curves. However, it was simplified to ensure good functionality.

Figure 9.
Representation of the proposal for the mat’s design.
To emphasize the sound created in the circuit, additional oscillations in the balls’ path were considered. This was achieved by implementing dowels in the inclined pieces. The drawings in Figure 3, which were previously presented, already show an attempt to identify the most strategic positioning options. A test was conducted using FDM 3D printing technology to print a set of pieces at a scale of 1:2 (Figure 10). Two smaller blocks, one inclined block, and a ball were printed. In addition, other inclined parts with different dowel configurations were also printed with the same scale to evaluate the performance of each one. The tests were performed while the bottom blocks’ line was assembled, and the top piece was changed. The ball was dropped from the beginning (the higher point) of the top piece and its descent movement was analyzed. These tests were recorded to enable reanalysis and better comparison of the ball’s performance. It was concluded that the best arrangement for the dowels would be a vertical positioning in two lines. This conclusion was facilitated by the small-scale models, which provided tangible results, allowing for real-time testing of the ball’s behavior. Therefore, they were crucial in the decision-making process.

Figure 10.
The 1:2 scale models of the bumpi toy’s blocks used for testing the optimal positioning of dowels to create additional oscillations in the balls’ path.
After selecting the best proposal, the inclined blocks incorporating the dowels were manufactured in cork at full scale (Figure 11). The manufacturing process will be detailed in the upcoming subchapter intended for prototyping. However, it is important to note that strategically, the dowels were not glued to the cork, making it possible to remove them and also test the performance of the smooth surface of the pieces if needed. In addition to these parts, the smaller blocks were also produced. Having all the ramp’s components allowed for the conducting of assembly tests. Performance tests were also conducted using sensory balls previously purchased from the market. The full-scale prototype allowed us to test both the blocks’ V-fit and the dowels’ functionality. These tests were also recorded for later analysis, providing an opportunity to review the performance from a detached perspective, separate from direct involvement in the testing process.

Figure 11.
Complete inclined blocks post-manufacture.
As with the previous analysis of the small-scale 3D printed model, the full-scale fitting tests were successful. This larger prototype confirmed that the fitting methodology is functional and easy to assemble. Thus, it was proposed as the solution for the product.
The performance tests (Figure 12) demonstrated that the movement of the balls was unpredictable due to their irregular surface. When the balls were dropped, their performance varied most of the time, often deviating from the path and falling off the ramp to the ground. Although oscillations in the sound were noticeable due to the application of this strategy, the balls landed unpredictably, failing to complete the circuit, and the purpose of the ramp was not achieved.
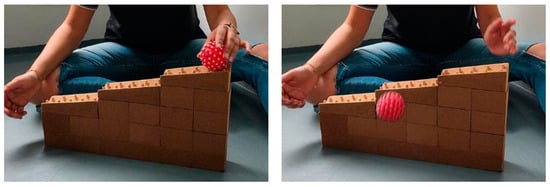
Figure 12.
Frames from the video capturing the performance tests of the inclined blocks with dowels.
To address this result, experimental modifications were made by removing a portion of dowels and changing their configurations. The aim was to analyze if these changes would improve the balls’ behavior, particularly if they stopped falling and completed the path. However, these modifications did not achieve the desired results as the balls continued falling and exhibiting unpredictable movements.
Since the dowels did not perform as expected, they were manually removed from the pieces. Subsequently, more tests were performed on smoother surfaces (Figure 13). It was found that the simple design option produced more sound than initially predicted, and the height difference between levels effectively momentarily enhanced the volume of the sound. Moreover, the balls rolled perfectly and reached the bottom of the ramp without constraints.
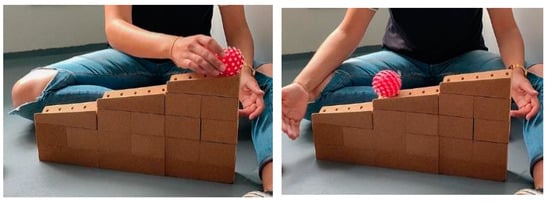
Figure 13.
Frames from the video capturing the performance tests of the inclined blocks without dowels.
Upon analyzing these conclusions, it was decided to not implement the proposal with dowels. However, the design process needs to describe the tests conducted and report the insights gained, as these conclusions provided valuable knowledge and contributed to the continuous improvement of the toy in development.
The cart, another integral part of the toy, underwent similar developmental milestones. Including a cart in the toy was intended to enable the child to transport the balls from the end of the ramp back to the start. Given that children are still developing their spatial perception and orientation skills during the initial uses of the toy, it is predicted that they might find it challenging to discern the correct direction to the beginning of the ramp. This could frustrate children and discourage them from playing. Therefore, adding a defined path for the cart to follow was proposed, guiding the child and reducing potential stress.
The design process for the cart began with sketches of various shapes and compositions, initially considering multi-component structures but ultimately evolving into a single-piece design (Figure 14). A full-scale model, created using FDM 3D printing and presented in Figure 15, was used to analyze the interaction of small components that could integrate the cart. Although a multi-component cart could allow for rotating wheels, it was considered too complex for production in agglomerated cork material and potentially challenging for a child to handle. Consequently, a one-piece design was chosen for the cart because it might be safer for the child, given that it does not have small parts, and it is easier to produce as it requires fewer production processes and eliminates the need for assembly.
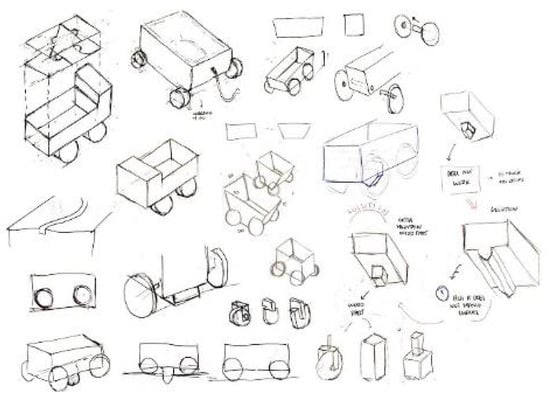
Figure 14.
Sketching exploration of various design iterations for the cart.
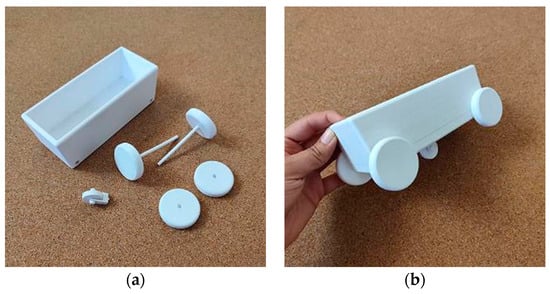
Figure 15.
(a) The disassembled components of the toy’s cart; (b) the assembled cart, showcasing the multi-part system with integrated moving wheels.
A cylinder was added to the bottom of the cart to further assist in directing the movement. This cylinder fits into a groove on the mat, guiding and helping the cart move along the predefined path.
The proposal for the cart’s design is presented in Figure 16. Notably, the cart features a V cut on its sides, a design element transposed from the blocks that compose the ramp. This transposition of shape from one component to another helps further integrate the cart into the set and enhances the toy’s overall coherence.
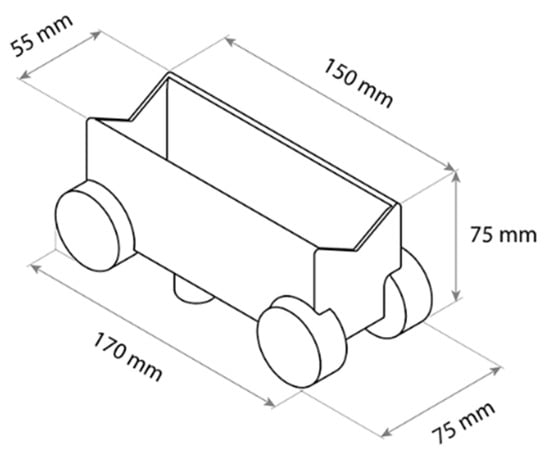
Figure 16.
The proposed design for the toy cart, along with its measurements.
Finally, attention was turned to the design of the sensory balls. Initially, designing the balls was perceived as a potential production constraint due to the different production processes required compared to the other components. Utilizing existing sensory balls already on the market was considered to overcome this. However, a market investigation revealed that due to their measurements, none of the options found were compatible with the designed circuit. Despite these findings, a set of balls, specifically the Infantino Textured Multi-Ball Set (Infantino, Diego, CA, USA), was acquired for testing with the prototype ramp to gather concrete data. This set is composed of six balls made of soft plastic material, all with different colors, textures, and dimensions: one white ball had a grooved pattern and a diameter of 5.8 mm; one yellow ball had four protrusions and a diameter of 5 mm plus protrusions 1.8 mm long; one 6.3 mm diameter coral ball was covered in small raised nodules; one purple ball had multiple circular indentations and a diameter of 6.5 mm; one 8 mm diameter green ball had horizontal ridges across its surface; and one blue ball was covered in small raised spheres with a diameter of 8.3 mm. However, as anticipated, the balls proved to be too large. Consequently, it was decided to design a proposal for the set of balls.
The exploration was guided by insights from the previous market analysis, particularly regarding the types and patterns of textures found on the surfaces of sensory balls. Various options were explored using SolidWorks (Dassault systèmes, France), a 3D modeling software. The balls were specifically designed in two halves, allowing for the insertion of different small objects to produce various sounds.
An initial test was conducted using FDM 3D printing technology to evaluate the textures of nine options. A group of volunteer reviewers, with their eyes closed, touched each half of the balls for the first time and provided feedback on the sensations they experienced and their preferences on texture. Based on this feedback, the top six textures were selected for the final design proposal (Figure 17).

Figure 17.
The set of six textured balls was created using FDM 3D printing technology, each showcasing a unique texture.
Subsequently, the FDM 3D printing process was again employed, with the specific purpose of fabricating both halves of each ball. Small objects such as a rattle, nuts, rice, and others were placed inside, and the halves were glued together (Figure 18). Following this, a second round of tests was conducted. These tests reanalyzed the textures—this time of the complete balls—and also evaluated the performance of the balls rolling down the ramp and the sound they emitted. The tests were recorded for a more detailed post-analysis. The results were encouraging, with the balls working as intended. Consequently, this solution was implemented.

Figure 18.
The disassembled halves of one 3D-printed ball, revealing the small objects placed inside for auditory stimulation.
The development described culminated in a product proposal that aligns with the outlined brief (Figure 19). The proposed product consists of a mat divided into nine pieces that assemble in a puzzle-fit system. In addition to the mat, the product includes a ramp composed of blocks. The blocks are designed to fit into the mat and are assembled in a specific order, both horizontally and vertically. Each horizontal line of blocks ends with an inclined piece, creating a multi-level ramp. Additionally, there is a cart that follows a predefined path from the beginning to the end of the ramp and the inverse on the mat, and sensory balls that produce sound when moved. This set represents a circuit that a child can play with repeatedly.

Figure 19.
The conceptual product proposal for the bumpi toy.
The proposal was materialized through the production of prototypes. Those prototypes will be presented in the next subchapter, along with the design adjustments that resulted from their testing.
4.3. Prototyping and Adjustments
To evaluate the concept of the developed toy, two full-scale prototypes were created. These prototypes were manufactured at the Camila Móveis factory, located in Rebordosa, Porto, Portugal. The aim was to test different components of the toy, with a focus on verifying the entire system and circuit. Furthermore, the aim was also to evaluate the fittings and monitor the toy’s performance throughout the entire play process.
In this subchapter, the production process of these prototypes is explained. This crucial phase of the project involved various manufacturing techniques and machinery. Each process step, from the initial cutting of the cork blocks to the final assembly, is detailed below. It is important to note that this was not a linear process. The results from each production test were analyzed and used to refine the process, leading to modifications and improvements. This iterative process ultimately led to the successful creation of effective and functional prototypes.
4.3.1. Initial Prototype
The production of the prototype began with the fabrication of the cork blocks. Smaller blocks were cut from a large agglomerated cork block using a sliding table saw. These blocks were cut with the specific height and width dimensions to fit the toy’s requirements. However, the length was kept intentionally longer than required. This was done to facilitate making the V-cuts, which would be easier to execute on longer blocks. Once the V-cuts were made, the blocks would be cut to their final, shorter length.
Once cut, these elongated blocks were planed using a SCM planer machine. This machine, manufactured by SCM Group (Rimini, Italy), ensured that the blocks were level and met the precise measurements required. The blocks were then returned to the sliding table saw for further adjustments. The saw’s height and angle were modified, setting the saw at 30 degrees to make the lower V-cuts on the blocks (Figure 20). The saw’s height was adjusted again to make the uppercuts. However, this method was not applicable for larger blocks requiring a specific inclination, as it did not accommodate this requirement.

Figure 20.
Craftsman making the bottom V-cut in a cork block on a sliding table saw.
An alternative method was explored as a variation from the initial process. This involved machining other cork blocks on a HOMAG CNC machine (HOMAG Group AG, Schopfloch, Germany). The experiment had two objectives. First, it aimed to evaluate the practicality of using the CNC machine to produce these pieces. Second, it intended to compare this method with the initial process to determine which was more suitable.
More cork parallelepiped blocks were cut for this experiment using a sliding table saw. Subsequently, these blocks were prepared for machining on the CNC machine. An auxiliary wooden board was used to secure the blocks, which were attached using screws. Once the blocks were firmly secured to the board, they were affixed to the CNC machine, and the cork blocks were then machined (Figure 21).

Figure 21.
CNC machine producing the cork blocks.
The machining process began with a drill shaping down the block, creating one side of the upper V-cut. This particular cut could not have been made by the saw. After this initial cut, the saw made the remaining three cuts—one upper cut and two lower cuts. This process ensured that each block was precisely shaped to meet the toy’s requirements. Subsequently, both the blocks produced on the sliding table saw and those produced on the CNC were cut to length, resulting in small blocks with a length of 75 mm (Figure 22).

Figure 22.
Cork blocks after being cut to length.
The production process for the larger, inclined blocks followed the same steps as those for the shorter ones until the point of completing the lower V-cuts. From this stage onwards, a different approach was necessary. To facilitate the creation of the upper V-cuts, the specific mold shown in Figure 23 was designed and implemented. This mold facilitated the manufacturing of the pieces with inclination on the sliding table saw, similar to the first process used for the shorter pieces. The first step in creating this mold was drawing a guide line on an MDF board, representing the blocks’ desired inclination. An auxiliary block was then screwed to the board along this guide line. The position and angle of the auxiliary block on the board mirrored the intended shape and inclination of the larger blocks. This setup served as a mold and could be used to accurately shape the larger blocks, ensuring the V-cuts along the inclination.
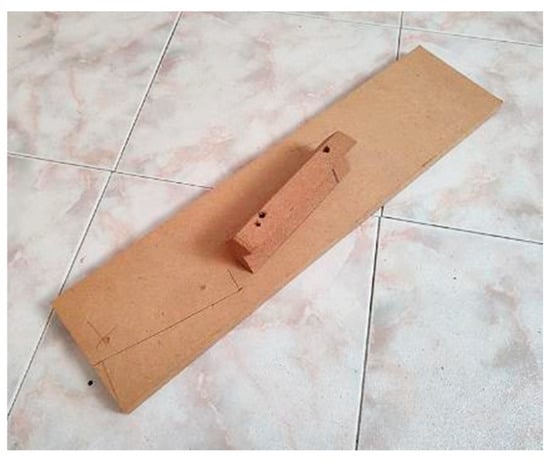
Figure 23.
The custom-made mold designed to facilitate the creation of V-cuts on the larger, inclined blocks of bumpi.
Next, keeping the saw’s inclination at 30 degrees, the upper V-cuts were made on the inclined blocks on the sliding table saw (Figure 24). In the end, the expected result was obtained.

Figure 24.
Using the sliding table saw for making the upper V-cuts and achieving the desired inclination in the cork blocks.
This initial production phase was carried out to allow for dowel tests on the inclined blocks, as detailed in the preceding subchapter. Consequently, the fabricated inclined blocks underwent additional procedures. Once the general form was shaped using the sliding table saw, the blocks were transferred to another machine. On the multi-drill machine (Vitap, Poggibonsi, Italy), the drills were calibrated to achieve the desired hole spacing, and the holes were subsequently drilled.
Following this, all the short and large blocks underwent a manual sanding process. In the final step, the dowels were manually inserted into the holes in the inclined pieces (Figure 11).
Since these pieces were initially produced to test both the fit of the blocks and the performance of the dowels, it was decided to produce only the necessary pieces. Thus, three additional pieces were produced to mimic the base for the ramp. These pieces consisted of three blocks, each measuring 150 mm in length, the same as the inclined blocks. Each piece featured an upper V-cut and a straight base designed to provide stable support for the entire structure.
As previously mentioned, the dowels did not perform as expected, leading to their removal. Interestingly, despite not being glued and just inserted into the cork holes for easy manual removal, most dowels proved challenging to extract. This difficulty occurred because the cork contracted when drilled and returned to its original position over time, tightening the holes and complicating the dowel’s manual removal.
Despite these challenges, this initial prototype performed well and led to good conclusions and improvements in the design. In addition, it was conducted to produce the remaining pieces, a crucial step in validating the entire proposal.
The production process then shifted its focus to the cart component. Mirroring the process used for the building blocks, a block of agglomerated cork was cut to the required dimensions. This block was then machined on the CNC machine. Due to the cart’s design as a single piece, several CNC programs were developed because multiple machining operations were needed—one for each face of the cork block. Once the programs were finished, the machining process began. It started with the bottom face of the cart, i.e., manufacturing the guide cylinders. The subsequent CNC program (woodwoot 7.2) crafted the side of the cart, outlining the shape of the wheels, and the front side. This same program was applied on the other side of the block. Finally, the last program allowed to define the thickness of the cart’s walls, opening the space where the balls would be placed.
Once again, an auxiliary MDF board was employed to secure the piece during machining. This process is carried out when the pieces to be produced do not have sufficient dimensions to be directly applied to the suction cups of the machine. As a result, an appropriate fixation would not be applied, and the piece would not be secure for machining. The cork block was screwed to the wooden board and machining was carried out. Whenever one CNC program was completed, the wooden board was removed from the machine, and the block was unscrewed. It was then rotated and screwed again for new machining on a different face. This resulted in small holes on the sides of the piece. Figure 25 below provides a visual representation of this process. Captured in one of the moments after the block’s rotation, the image shows the cart attached to the wooden board, which was secured to the CNC machine.

Figure 25.
The cart is screwed to the MDF auxiliary board that is attached to the CNC machine in between machining processes.
Following the construction of the cart, its functionality was tested. A section of the track was crafted onto a small wooden board using CNC machining. The aim was to evaluate the efficacy of the movement strategy—the incorporation of cylinders at the base of the cart designed to guide the cart along the intended path. A curve segment was chosen for this evaluation as it represents a change in direction, providing an in-depth understanding of the cart’s performance. To provide a clear understanding of the test, the cart’s movement along the entire path segment was recorded. A single frame was extracted from this recording and presented in Figure 26. This image visually represents the test, providing insight into the process.
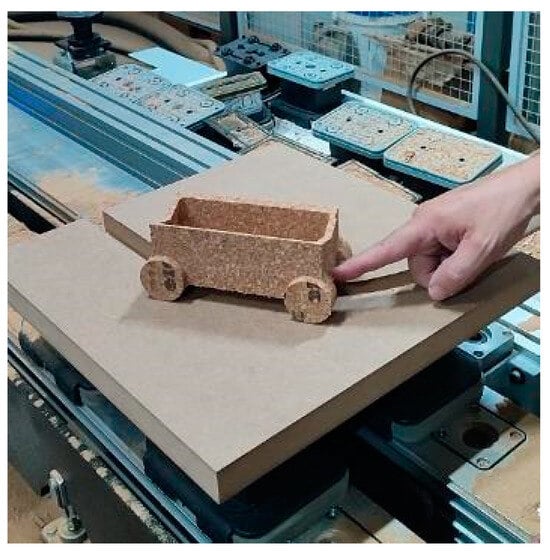
Figure 26.
Frame from the performance test video, showing the cart moving along a path segment crafted onto a wooden board.
Positive results were obtained from the test, confirming the effectiveness of the methodology applied. With no further improvements or adjustments required, the cart was finished. Manual sanding was performed, and a filling material was applied to the screw holes to make them less noticeable.
The next step was the production of the mat. Initially, the mat was intended to be manufactured from 20 mm thick cork. However, the unavailability of agglomerated cork of this size for prototyping led to a different solution—the sandwich method. This method involved using poplar wood and covering it on both sides with a cork sheet. Nine pieces of this wood were cut on the Biesse Selco SK4 automatic panel saw, which is a machine manufactured by Biesse S.P.A., Ginestreto, Italy. The cork sheet, on the other hand, was manually cut.
With all the parts prepared, the gluing process began. SOUDAL 170TX contact glue (Souldal Group, Turnhout, Belgium) was applied to one side of the cork sheet and the wooden board. After allowing a brief period for the glue to set, the cork sheets were affixed to both sides of the wooden board. This process resulted in wooden pieces that were sandwiched between sheets of cork. The pieces were then left to dry completely, solidifying the bond. Figure 27 below provides a detailed view of the results of applying this process.

Figure 27.
Close-up view of a mat piece, showcasing the outcome of the sandwich method.
In parallel, another test was conducted to verify the functionality and sizing of the designed fitting for attaching the blocks to the mat. A small wooden board was used for this purpose, which was machined on the CNC after preparing the specific program. The machine drilled a hole in the wood, replicating the V-shape at the bottom of the blocks. Once the machining was complete (Figure 28a), one of the blocks was fitted into the cavity, confirming that it was well-dimensioned and functional (Figure 28b).
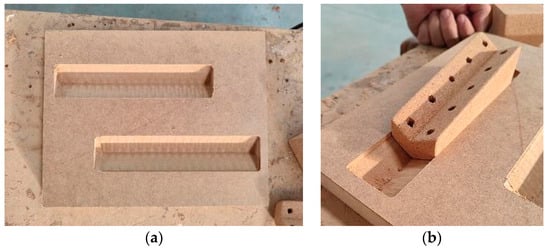
Figure 28.
(a) Wooden board machined for the test; (b) Detailed view of the test, highlighting the precise fit of the block onto the wooden board.
Subsequently, the CNC programs for producing each piece of the mat were developed while the glue was still drying. A program was developed for each piece of the mat to cut their silhouettes and hollow out the existing grooves. Once the sandwich pieces were dry, they were positioned on the CNC machine for processing these programs. The final step involved sanding the pieces both manually and with a handheld electric sanding machine (Shimano, Sakai, Japan) (Figure 29) before they were considered finished.

Figure 29.
Photo of the sanding process for one of the mat pieces, utilizing a handheld electric sanding machine.
In the final stage, all the pieces were assembled. The assembly process was smooth and efficient, confirming the ease of construction. All fittings were functional, performing exactly as intended.
At this point, only the balls purchased from the market were available. Although these balls were too large for the track that had been designed, usability and performance tests were conducted. It was considered that this size constraint did not interfere with the circuit very profoundly. It only affected the performance of the cart and the box at the end of the ramp, as the balls did not fit inside them. This would lead to a disruption in the circuit between the balls reaching the bottom and their transfer to the cart, as the balls did not stop at the end of the ramp due to their inability to enter the box. Instead, they were going over and leaving the playing area. However, it was deemed that this would not impact the overall evaluation of the toy’s functionality, as this disruption already existed in the circuit and represented the time needed for the child to move the cart from the start to the end of the ramp. It merely required the caregiver to return the balls to the top of the last block while the child performed that action and would not directly interfere with the flow of play. The set was thus considered coherent, and the circuit intuitive and functional. Overall, the appreciation of the resulting prototype was positive. Figure 30 below presents the result of assembling all parts of the toy.
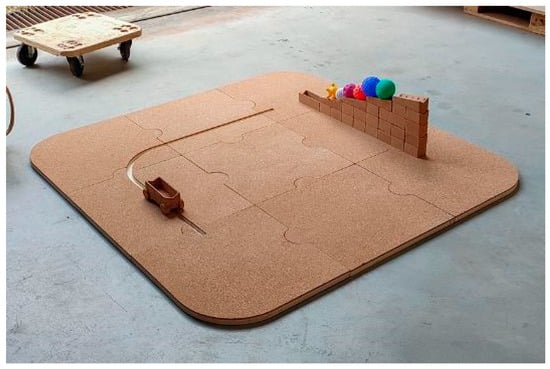
Figure 30.
Result from the assembly of all bumpi toy pieces.
With a full-scale prototype and encouraging results obtained, the next step was to test the toy with a child. Access to a visually impaired or blind child was not possible then, so the test was conducted with a sighted child. Since the product is designed with special attention to blind and visually impaired children’s needs, it is recognized that testing primarily with a sighted child is a limitation of this study. However, it was considered that valuable feedback about the toy’s performance could still be obtained from a sighted child’s interaction with it. Future iterations of this research will prioritize direct testing with the target demographic of visually impaired or blind children to gather more relevant data.
The participant was a 3-year-old sighted child, who is able to follow simple instructions, engage in imaginative play, and interact with others. During the test, the child was guided by the adult, his mother, who takes care of him daily. Before this test, informed consent was obtained from her. The entire process was recorded to ensure all aspects of the interaction were captured. This allowed us to observe and analyze the child’s interaction with the toy in detail. Figure 31, a frame extracted from the test video, presents the assembled toy set up in the living room, with the child engaging with it. The video is available on YouTube and its link is provided in the caption of the figure.

Figure 31.
Frame from the test session video (https://www.youtube.com/watch?v=IwoUirb0InQ, accessed on 11 June 2024), showing the assembled bumpi toy and the child interacting with it.
This test revealed a few minor issues in the product that required rectification. These findings underscore the importance of prototyping and testing in the design process. It is through such iterative processes that potential issues can be identified and addressed, leading to the development of a more refined and effective product. The specific issues identified, which have been outlined earlier, will be thoroughly described, addressed, and resolved in the next subchapter.
Thus, the prototype served its purpose by providing valuable insights into the toy’s performance and areas for improvement. These will be carried forward into the next phase of development. The next phase includes evaluating the issues found, their correction, and the creation of a new prototype. These steps are detailed in the following sub-subsection.
4.3.2. Adjustments and Second Prototype
This subchapter focuses on the next steps taken after testing the initial prototype. These steps include describing and evaluating the identified issues, designing and implementing necessary corrections, and producing a new prototype. The aim is to refine the toy based on the feedback and observations from the initial testing phase.
One such issue was the significant resistance offered by the cart, which impeded its smooth movement along the path, making it challenging for the child to push. This problem was effectively addressed by applying paraffin wax to the cylinders at the cart’s base, thereby reducing friction.
Another observation was that the mat pieces tended to separate slightly while the child played, as shown in Figure 32. This led to minor disassembly and the creation of small gaps in the play area. This indicated inefficient fitting and posed a potential risk for children to pinch their fingers, for example. As a result, the fitting system was re-evaluated and redesigned from a half-circle to a ¾ circle shape to prevent the pieces from sliding. Figure 33 illustrates both fitting systems to facilitate an easier comparison.
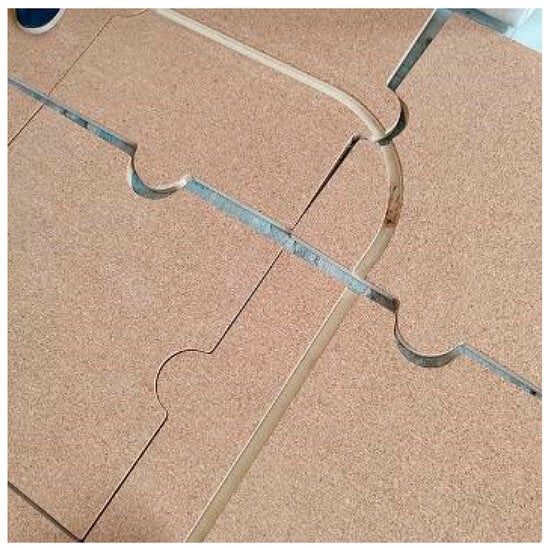
Figure 32.
Photo taken at the end of the playtest showing visible gaps between the mat pieces due to inefficient fitting.
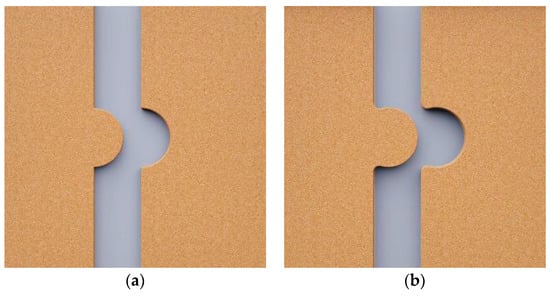
Figure 33.
(a) The original half-circle fitting system of the mat; (b) The redesigned ¾ circle shape fitting system.
It was also noted that the balls could leave the mat area and fall to the ground if the child accidentally pushed them or bounced. This is an unexpected scenario that could lead the ball to unknown or unreachable areas for the child. Therefore, it was taken into consideration, and a solution was found. A proposal was made to add a level around the entire perimeter of the mat to prevent the balls from falling off when sliding.
This time, 20 mm thick agglomerated cork boards were available, but it was found that this thickness did not provide the desired and necessary resistance for a good performance of the mat pieces. Consequently, a decision was made to add a thin board of poplar wood at the base of the pieces. The previously added cork border was also extended in the opposite direction to conceal the wood’s thickness, giving the impression that the pieces were entirely made of cork (Figure 34).

Figure 34.
Detailed view of a representation of a mat piece, showcasing the redesigned structure that incorporates both agglomerated cork and poplar wood, along with a cork border.
A new full-scale prototype was produced to evaluate the newly developed proposals. Since the blocks and the cart did not present problems and hence did not undergo any changes, these pieces were reused for the new prototype. Therefore, only the mat and the blocks with inclination were reproduced—the latter because they had unnecessary holes on their surface.
The enclosed pieces were produced first. This process mirrored the one previously described. Parallelepiped agglomerated cork blocks were cut using the sliding table saw. Subsequently, the saw’s angle was adjusted to create the bottom V-cuts, followed by making the upper cuts using the existing mold. The final stage involved manually sanding all the pieces.
Like the initial process, poplar wood boards were cut with the automatic panel saw. Next, the cork boards were also cut on the sliding table saw. However, the available boards only allowed the production of six full-size pieces out of the nine that make up the mat. To overcome this limitation, the remaining three pieces were manufactured using the leftover parts of the cork, composed of two cork halves that would be glued together.
Once the two materials were prepared, the gluing process began. Similar to the previous pieces, contact glue was applied to the surfaces of the cork and wood. They were then placed one on the other, pressed, and left to dry. In the particular case of the cork halves, they were also glued to each other on top of being glued to the wooden board. As shown in Figure 35, clamps were applied to press the two halves against each other and ensure a good result, without cracks. After this process was completed, the pieces were left to dry.

Figure 35.
Photography of the gluing procedure showcasing the cork and wood being bonded, clamped, and left to dry for a seamless joint.
The necessary cork strips for lateral application on the mat pieces were cut using a sliding table saw. Once the pieces were sufficiently dry, these strips were glued to them. A rubber hammer was used to ensure efficient bonding (Figure 36). Completed with the application of the cork strips, the pieces were left to dry. The final step involved sanding and finishing the pieces.

Figure 36.
Photography demonstrating the use of a rubber hammer to ensure efficient bonding of the cork strips to the mat pieces.
Subsequently, all the pieces were assembled. At this stage, the ball set was already developed and prototyped. Therefore, the set included the ball set, substituting the previous large ones.
It was concluded that the system was functional and that the identified issues had been resolved. A new usability test was conducted with the same sighted child as before to verify this. Figure 37 presents a frame from the video recorded during this new test. The video is available on YouTube and its link is provided in the caption of the figure. The testing phase validated the functionality and efficiency of the new design, confirming that all issues identified in the previous prototype had been successfully addressed. This marked the culmination of the development process.

Figure 37.
This frame from bumpi’s usability test video (https://www.youtube.com/watch?v=U7z9FpI6YIE, accessed on 11 June 2024) shows the assembled prototype with adjustments and the child interacting with it.
This final prototype was showcased at the Cork in Science and Applications 2023 (CSA’23) conference in Vila Nova de Gaia on the 7 and 8 of September 2023. Furthermore, a detailed presentation was delivered, outlining the journey from the initial stages of development to the final result.
Full-scale prototyping and real-world testing were essential in bumpi’s development. The prototypes served as tangible representations of the concept and offered valuable insights into its feasibility and potential success. This process facilitated the identification and resolution of unforeseen issues, resulting in a more robust and user-friendly design.
The testing phase provided critical insights into the product’s performance and usability, uncovering areas for improvement that were not immediately apparent without hands-on interaction. The feedback from the sighted child was especially informative. It demonstrated that, while designed with a focus on the needs of visually impaired children, the toy can also benefit sighted children. The finalized proposal for bumpi will be presented in the next subsection.
4.4. How to Play with Bumpi
This subsection provides an analysis of bumpi’s design and functionality. It examines the composition of the toy set. Moreover, it discusses bumpi’s operational mechanics and its interactive experiences.
The bumpi toy is an innovative activity mat primarily crafted from cork. It is designed to stimulate the senses and foster motor skills development in young children, particularly those who are blind or visually impaired. The toy set comprises various parts—a mat, a ramp separated into blocks, sensory balls, and a cart—all designed to provide a rich sensory experience through sounds, textures, and movement.
The mat serves as the base for the activity and defines the playing area. It can be divided into nine smaller pieces for easy assembly and storage. The ramp, built up through buildable blocks, fits on the mat. Each block is designed to ensure a firm grip and safe play for children.
Figure 38 illustrates the steps of the child’s interaction with the ‘bumpi’ toy. Initially, an adult assembles the mat and places the child on it. Then, with assistance from the adult, children explore the toy. They become familiar with its textures and sounds—key elements designed to stimulate their senses.
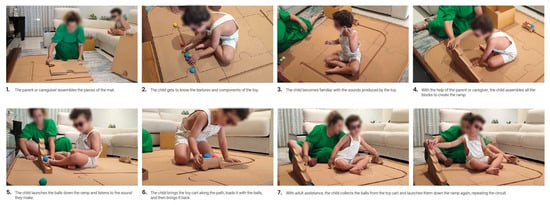
Figure 38.
Storyboard of a child and an adult interacting with the bumpi toy.
The ramp, a key component of the bumpi toy, comprises several cork blocks. Three distinct types of blocks are used in its construction—the smaller block, the inclined block, and the box block. These blocks are stacked and assembled in a line, creating a height gradient. The inclined blocks are strategically placed at the end of each line, culminating in a box block at the end of the ramp. Once the ramp is assembled, it sets the stage for the child to start the play circuit.
The six balls, with different textures, contain small objects that produce sounds during movement. They are placed one by one at the top of the ramp. As the balls roll down the ramp, they bounce at various levels, producing a unique auditory experience for the child.
A cart is also included in the set. Once the balls reach the end of the ramp, the child pushes the cart along the path to collect them. This activity not only enhances their motor skills but also adds an element of fun as they can transfer the balls from the ramp to the cart and bring the cart back to the start for another round of play.
In conclusion, the bumpi toy set is a carefully designed educational tool combining tactile materials such as cork with auditory elements such as sensory balls that emit sound. Its main objective is to nurture the early development of motor skills in children while ensuring safety and enjoyment during playtime. By creating a safe and stimulating environment, bumpi meets the distinctive needs of blind and visually impaired children, making playtime both an enjoyable and enriching experience.
5. Discussion
Addressing the unique developmental challenges faced by blind and visually impaired children is a significant area of research. A common issue among these children is a delay in motor skills development. This project introduces bumpi, an innovative toy designed to stimulate these crucial skills. Bumpi, through its engaging play method, promotes learning and development. Its design encourages movement and exploration, providing a challenging and effective early motor skill development approach. Moreover, the toy specifically caters to the sensory needs of visually impaired children in several ways. The intriguing textures of the sensory balls stimulate tactile exploration, while the sounds they emit when moving add an auditory dimension to the play experience. The toy’s shape and functionality are intentionally designed to be easily recognizable and stimulating for visually impaired children.
The development process involved creating and testing two prototypes, which were facilitated through a partnership with the Camila Móveis Company (Rebordosa, Porto, Portugal). The prototypes were produced in their facilities, using their factory’s resources and expertise. These prototypes were decisive in evaluating the toy’s functionality and making necessary adjustments. The positive results from these tests indicate that bumpi is likely to be effective in achieving its goal. However, it is important to note that further testing with blind children is necessary to fully validate the effectiveness of bumpi. This is a crucial next step in this research.
Vision is the most dominant of the five senses, providing about 80% of the information we need. Sighted children learn through observation and imitation. On the other hand, the learning process for blind or visually impaired children is more challenging. These children tend to rely more on their senses of touch and sound, needing active encouragement for exploration. This amplifies the importance of tools such as bumpi that facilitate the learning process. With this understanding in mind, the toy was designed to foster exploration and independent interaction.
Existing assistive devices for visually impaired children primarily adapt to the conventional white cane used by blind adults. However, these devices are designed for children who can already stand and walk, leaving a gap in solutions for younger children or those taking their first steps. This gap presents an opportunity for a device such as bumpi, which encourages movement and early motor skill development in young children up to five years old.
The bumpi toy set is composed of an activity mat, a toy cart, building blocks, and sensory balls. The activity mat, assembled from nine interlocking pieces, forms a puzzle-like surface for play. The toy cart, equipped with a cylinder at its base, can be smoothly pushed or pulled along a defined path. It also features a compartment specifically designed for storing the sensory balls. The building blocks can be stacked to construct a multi-level ramp, providing a dynamic path for the sensory balls to roll down. The sensory balls are designed with various intriguing textures to stimulate tactile exploration and emit a sound when moving, adding an auditory dimension to the play experience. Building on this, the bumpi toy set invites children into an interactive play cycle. They can assemble the blocks to construct a ramp and then launch the sensory balls down this ramp. The toy cart collects the balls at the end of the ramp and brings them back to the start. This play cycle can be repeated, fostering a sense of continuous exploration and learning. Each repetition not only resets the circuit but also offers a fresh opportunity for the child to engage with the toy, enhancing their understanding and interaction with the world around them.
The choice of materials for bumpi was made carefully. Agglomerated cork, a sustainable and child-safe material, is the main material of the toy. It was chosen because of its unique texture and smell, which are particularly stimulating for blind and visually impaired children. Poplar wood and plastic were also used to ensure the toy’s durability and safety.
Two prototypes were produced. The first was intended not only to evaluate the concept and design, but also to test its performance. The insights gained from this initial evaluation were beneficial, highlighting the toy’s strengths and weaknesses. The set’s coherence and the circuit’s functionality were met with positive feedback.
Due to the unavailability of a visually impaired or blind child, the prototype was tested with a sighted child. Despite the product being specifically designed to cater to the needs of blind and visually impaired children, the interaction of the sighted child with the toy provided valuable feedback about its performance. The child exhibited interest in exploring the various components of the toy and found the activities enjoyable. These encouraging results suggest that bumpi has the potential to effectively stimulate motor skills development in blind and visually impaired children. However, it is critical to note that further testing with blind children is necessary to fully validate the toy’s effectiveness, marking an essential next step in the research process.
This prototype testing phase revealed a few minor issues that required rectification. One such issue was the resistance encountered when the cart moved along the path. This was effectively mitigated by applying paraffin wax to the cylinders at the cart’s base, thereby reducing friction. It was also observed during testing that the balls could roll off the mat area and fall to the ground. To prevent this, a level around the entire perimeter of the mat was added. Additionally, the mat pieces tended to separate slightly during play, leading to minor disassembly and small gaps in the play area. Consequently, the fitting system was re-evaluated and redesigned from a half-circle to a ¾ circle shape to prevent the pieces from sliding.
Furthermore, it was found that the agglomerated cork boards, despite being the intended thickness, failed to offer the required resistance for the mat pieces to perform optimally. As a result, a thin board of poplar wood was added at the base of the pieces. The previously added cork border was also extended in the opposite direction to conceal the wood’s thickness, giving the impression that the pieces were entirely made of cork. This comprehensive approach ensures the continual refinement of the toy set.
A second full-scale prototype was produced to evaluate the newly developed proposals. The blocks and the cart, which did not present problems, were reused for the new prototype. Therefore, only the mat and blocks with inclination were reproduced. The sensory balls were printed in FDM 3D and added to the set.
A functional and efficient system was achieved. This was confirmed through a subsequent usability test conducted with the same sighted child, reinforcing the importance of consistent user feedback in iterative design processes. The test results validated the effectiveness of the design modifications, demonstrating that all previously identified issues had been successfully addressed. The problem-solving approach used not only improved the functionality of the toy but also enhanced the user experience. The successful resolution of these issues marks a significant milestone in the development process, setting a solid foundation for future enhancements.
Full-scale prototyping and real-world testing played a decisive role in the development of bumpi. These process stages served as tangible representations of the concept, allowing for a hands-on evaluation of the design and functionality. This approach facilitated identifying and resolving unforeseen issues, leading to a more robust and user-friendly design. This cannot be overstated, as it underscores the value of practical testing in product development. It demonstrates how theoretical designs, once brought to life, can reveal practical challenges and opportunities for improvement that may take time to become apparent in the conceptual stage.
A significant challenge in the development of bumpi was the conceptualization of a circuit that could engage visually impaired and blind children, cater to their sensory needs, and promote their independence. This issue was particularly significant because it directly impacted the toy’s ability to fulfill its intended purpose. Designing a play with these characteristics requires an understanding of the unique sensory experiences and developmental needs of these children. A delicate balance between complexity and accessibility is required. Furthermore, the incorporation of elements that stimulate touch and sound, the primary means for visually impaired children to interact with the world, is necessary. Despite this challenge, the design of a circuit was successfully accomplished and it has been shown to be effective in engaging children, thereby demonstrating the potential of bumpi as a valuable tool.
An additional important challenge encountered during the development of bumpi was the unavailability of a blind child for prototype testing. In response to this challenge, the prototype was tested with a sighted child, which provided valuable feedback about the toy’s performance. However, it is important to acknowledge this as a limitation, as the experiences and interactions of a sighted child with the toy may not fully encapsulate those of a visually impaired child. This realization underscores the importance of the next development phase, which will concentrate on conducting further tests with blind and visually impaired children. The feedback from these tests will be crucial to refining the toy’s design to perfectly cater to the sensory needs of visually impaired children to make it an even more effective tool for them.
In conclusion, the development of bumpi represents a significant step forward in assistive devices for visually impaired children. While the initial results are promising, further research and testing are needed to fully realize its potential.
Author Contributions
Conceptualization, A.R.F.; Methodology, E.N.; Investigation, A.R.F.; Resources, R.S.; Writing—original draft, A.R.F.; Writing—review & editing, E.N.; Visualization, G.S.; Supervision, E.N. and G.S.; Funding acquisition, R.S. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by FCT—Fundação para a Ciência e Tecnologia, I.P. by project reference UIDB/04057/2020 and DOI identifier https://doi.org/10.54499/UIDB/04057/2020 (accessed on 11 June 2024).
Institutional Review Board Statement
This study didn’t require ethical approval.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
This work was supported by the projects UIDB/00481/2020 and UIDP/00481/2020—Fundação para a Ciência e a Tecnologia (https://doi.org/10.54499/UIDB/00481/2020, accessed on 11 June 2024).
Conflicts of Interest
The authors declare no conflict of interest.
References
- World Health Organization. World Report on Vision; World Health Organization: Geneva, Switzerland, 2019.
- RNIB. Information about Vision Impairment—Guide for Parents; RNIB: London, UK, 2016. [Google Scholar]
- CUF. Cegueira: O Que é, Sintomas e Tratamento|CUF. Available online: https://www.cuf.pt/saude-a-z/cegueira (accessed on 17 March 2023).
- Safe Toddles. Learning from Lily: Growing up Mobility Visually Impaired. Available online: https://www.youtube.com/watch?v=BijN08w0JzA&ab_channel=SafeToddles (accessed on 5 January 2023).
- RNIB. Effective Practice Guide—Learning through Play in the Early Years; RNIB: London, UK, 2020. [Google Scholar]
- Evyapan, N.A.G.Z. Experiencing Space without Vision. Master’s Thesis, Bilkent University, Ankara, Turkey, 1997. [Google Scholar]
- Soares, T.; Salazar, M.; Freire, R.P.; Ferreira, J.L.; Simões, J. Cork Toys: Tradition and Innovation. In Advances in Design and Digital Communication III; Springer Nature: Cham, Switzerland, 2022; pp. 226–235. [Google Scholar] [CrossRef]
- Alegre, M.J. Brinquedos para Crianças com Deficiência Visual. n.d. Available online: https://www.deficienciavisual.pt/txt-brinquedos_criancas_DV.htm#saltar%20para%20o%20in%C3%ADcio%20do%20texto (accessed on 22 March 2023).
- Birks, K. Design for Children: Play, Ride, Learn, Eat, Create, Sit, Sleep; Phaidon: New York, NY, USA, 2018; pp. 1–536. [Google Scholar]
- Amorim. Coleção de Brinquedos em Cortiça da Korko tem Balanço de Carbono Negativo, nd. Available online: https://www.amorim.com/pt/media/noticias/colecao-de-brinquedos-em-cortica-da-korko-tem-balanco-de-carbono-negativo/4846/ (accessed on 14 September 2023).
- Amorim Cork Composites. Reinventing How Cork Engages the World. 2018. Available online: https://www.amorim.com/xms/files/v1/Documentacao/ACC_brochure_ENG.pdf (accessed on 22 March 2023).
- Amorim, about Cork. ND. Available online: https://www.amorim.com/xms/files/v1/Documentacao/About_cork_Composites_2018_low.pdf (accessed on 22 March 2023).
- elou. Product Manuals. Available online: https://www.eloucork.com/pdf/manuals/elou_manual_english.pdf (accessed on 14 September 2023).
- CNIB Foundation. What Is Blindness? Available online: https://www.cnib.ca/en/sight-loss-info/blindness/what-blindness?region=on (accessed on 22 March 2023).
- Secretaria de Estado da Educação. Semana Pedagógica 2014—Deficiência Visual. 2014. Available online: http://www.gestaoescolar.diaadia.pr.gov.br/arquivos/File/sem_pedagogica/fev_2014/anexo8_deficiencia_visual.pdf (accessed on 28 July 2023).
- Lee, S.Y.; Mesfin, F.B. Blindness; StatPearls Publishing: Treasure Island, FL, USA, 2023. [Google Scholar]
- Monteiro, M.P.D.; Goldfeld, M. Análise Comparativa da Brincadeira Simbólica de Crianças Cegas Congênitas e de Visão Normal. Benjamin Constant. 2008. Available online: https://revista.ibc.gov.br/index.php/BC/article/view/458 (accessed on 22 March 2023).
- Bräne, A. User Experience Design for Children: Developing and Testing a UX Framework. Master Thesis, Umeå University, Umeå, Sweden, 2016. [Google Scholar]
- Ribeiro, L.F. Design de Mobiliário Adaptável ao Crescimento da Criança. Master’s Thesis, Faculdade de Engenharia da Universidade do Porto, Porto, Portugal, 2012. [Google Scholar]
- RINB. Effective PracticeGuide—Mobility and Independence: Early Years; RINB: London, UK, 2020. [Google Scholar]
- Urosevic, J.; Cross, L.-A. Creating Educational Toys and Activities for Children Who Are Blind or Visually Impaired. 2003. Available online: https://blindsa.org.za/2022/04/20/creating-educational-toys-and-activities-for-children-who-are-blind-or-visually-impaired/ (accessed on 28 July 2023).
- Carneiro de Farias, G. Intervenção Precoce: Reflexões Sobre o Desenvolvimento da Criança Cega Até Dois Anos de Idade. Pensar Prática 2006, 7, 85–102. [Google Scholar] [CrossRef]
- Kinchin, J.; O’Connor, A. Century of the Child: Growing by Design, 1900–2000; The Museum of Modern Art: New York, NY, USA, 2012; Available online: https://books.google.pt/books?id=W66CAfMMoogC (accessed on 22 March 2023).
- Han, J.; Li, J.; Jiang, Y.Y.; Wang, L.L. Application of innovative Technology in children furniture design. E3S Web Conf. 2021, 236, 04059. [Google Scholar] [CrossRef]
- Mãe-Me-Quer. Quando o Bebé Começa a Andar? Available online: https://maemequer.sapo.pt/desenvolvimento-infantil/desenvolvimento-fase-a-fase/desenvolvimento/quando-o-bebe-comeca-a-andar/ (accessed on 10 May 2023).
- CNA Insider. We Realised Our Baby Was Born Blind. Available online: https://www.youtube.com/watch?v=6F65N2SwKUw&t=19s (accessed on 10 May 2023).

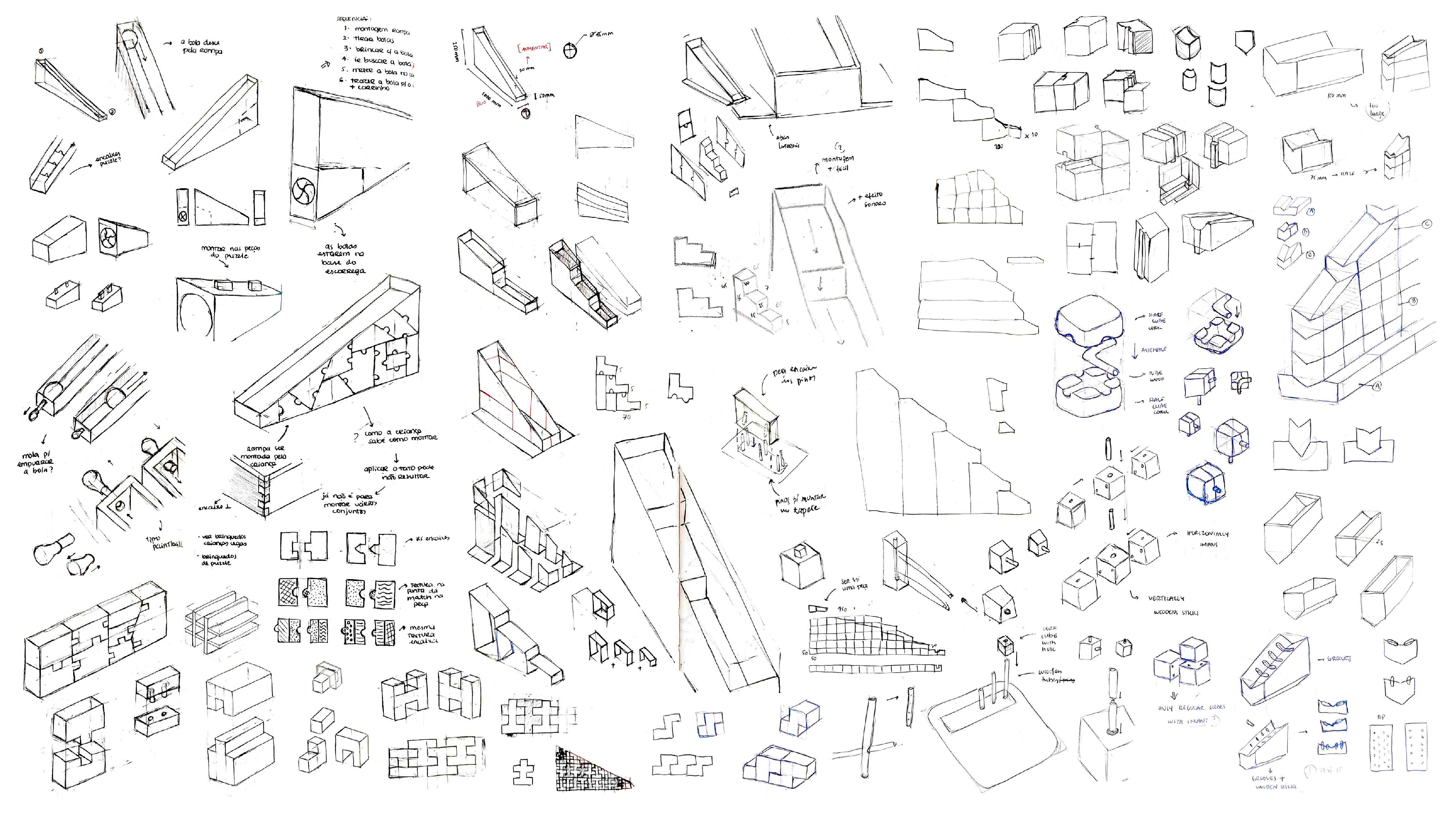
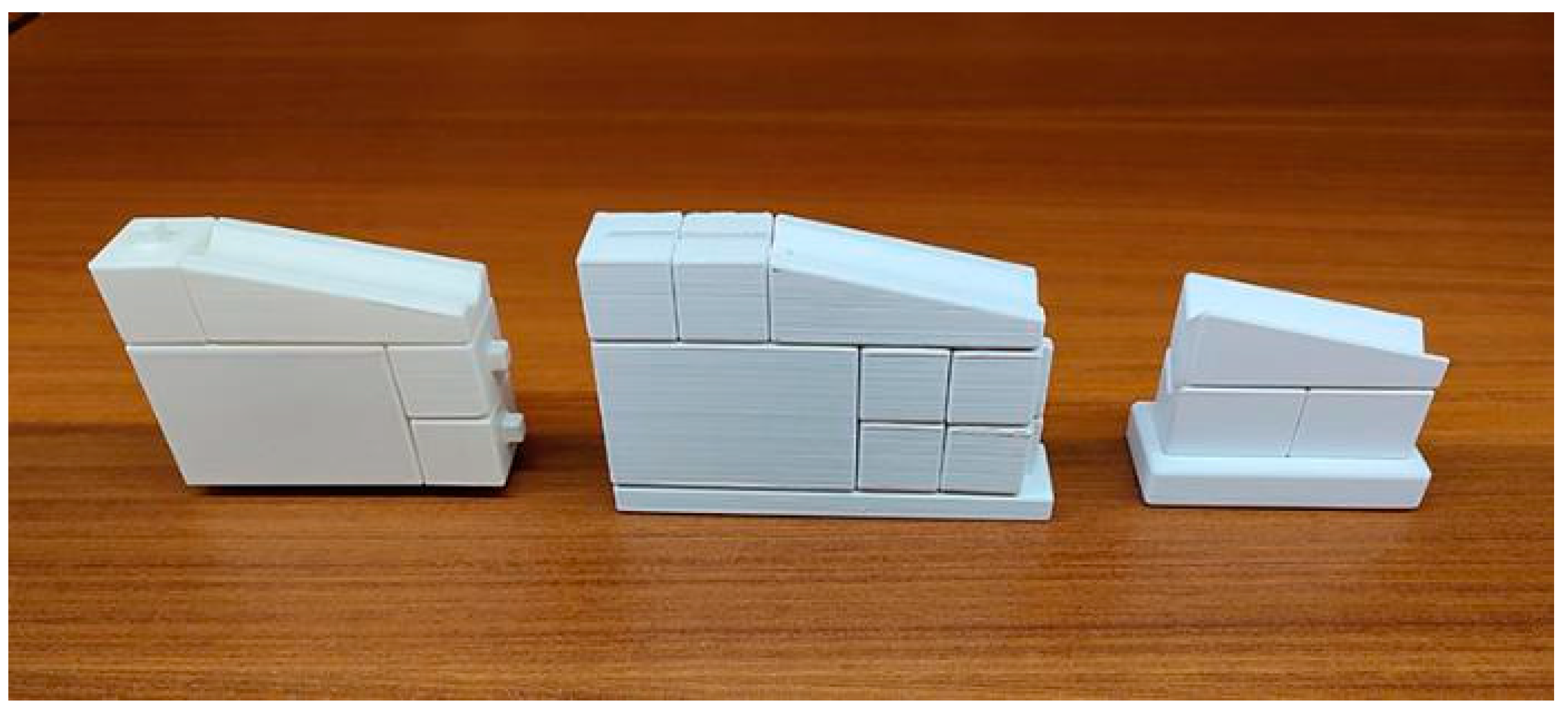
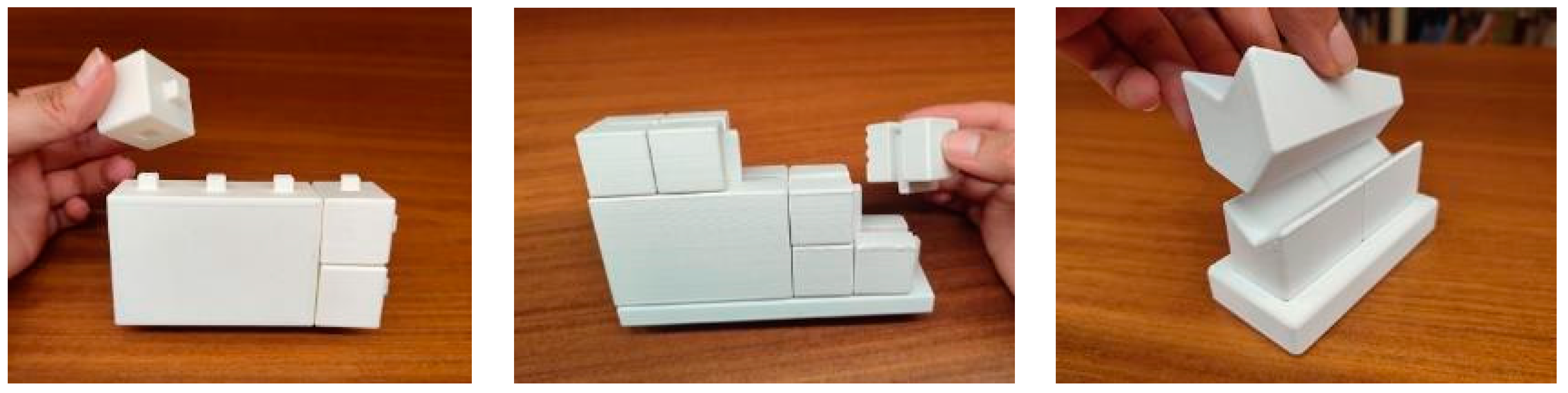

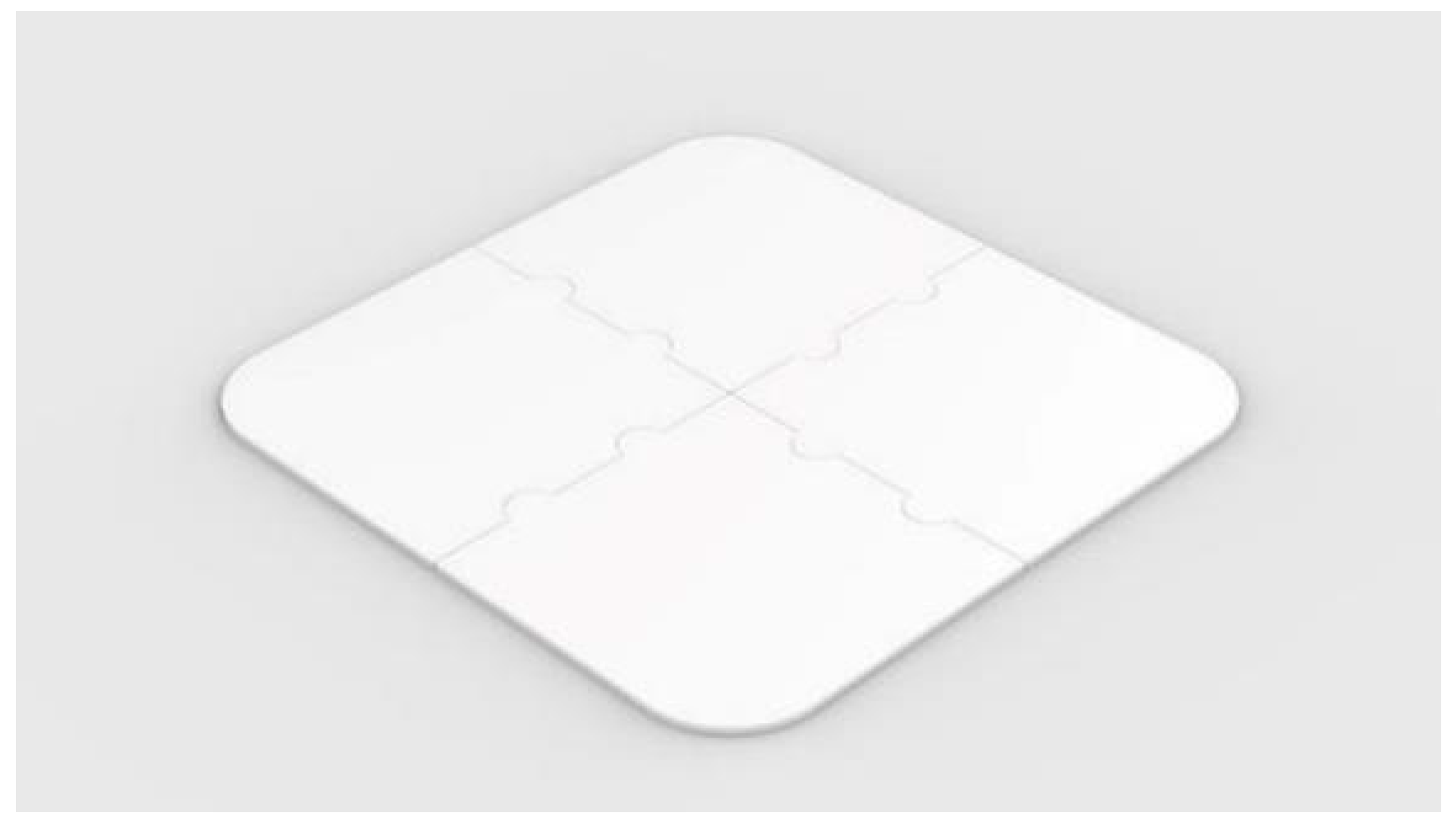

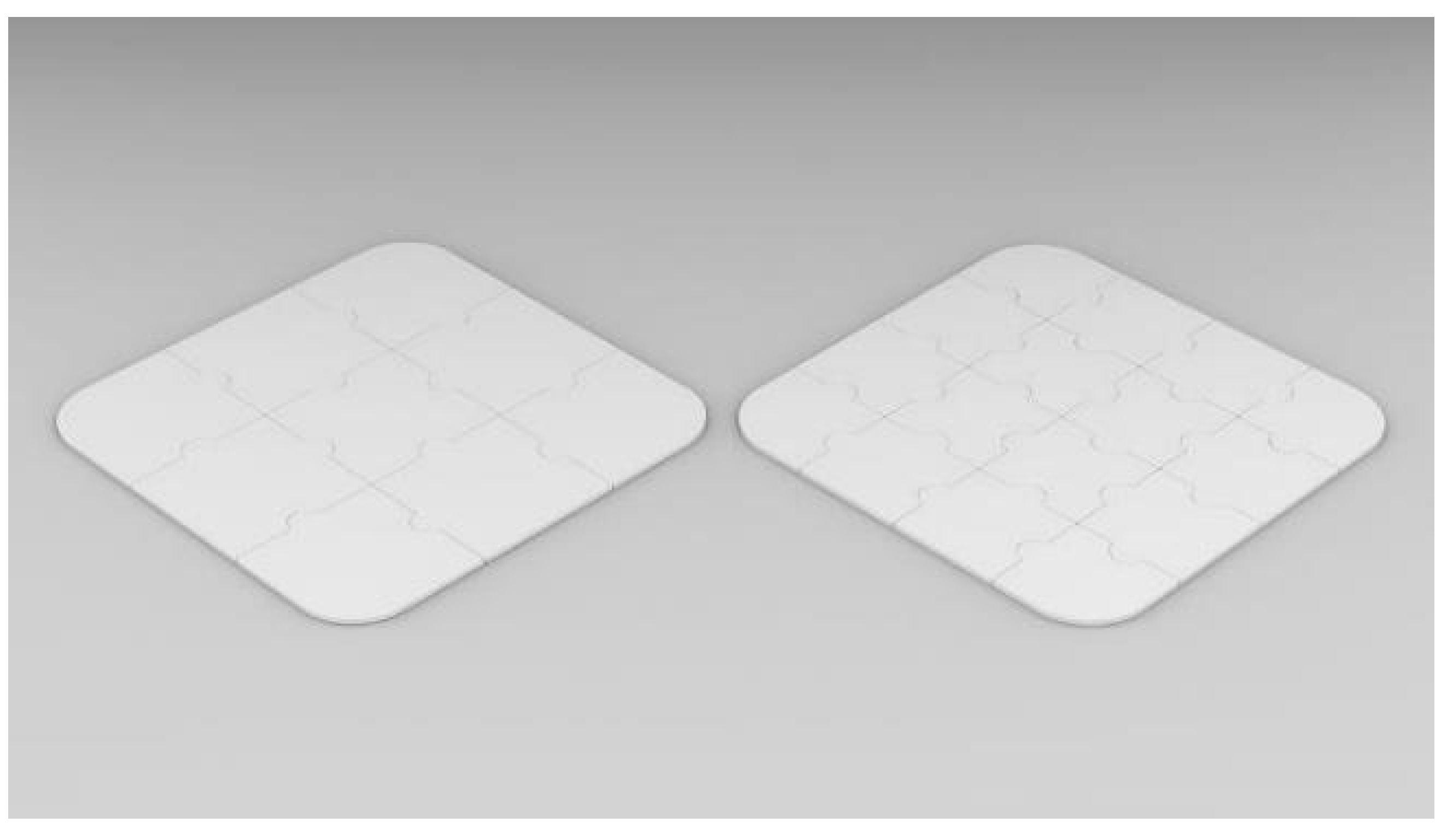

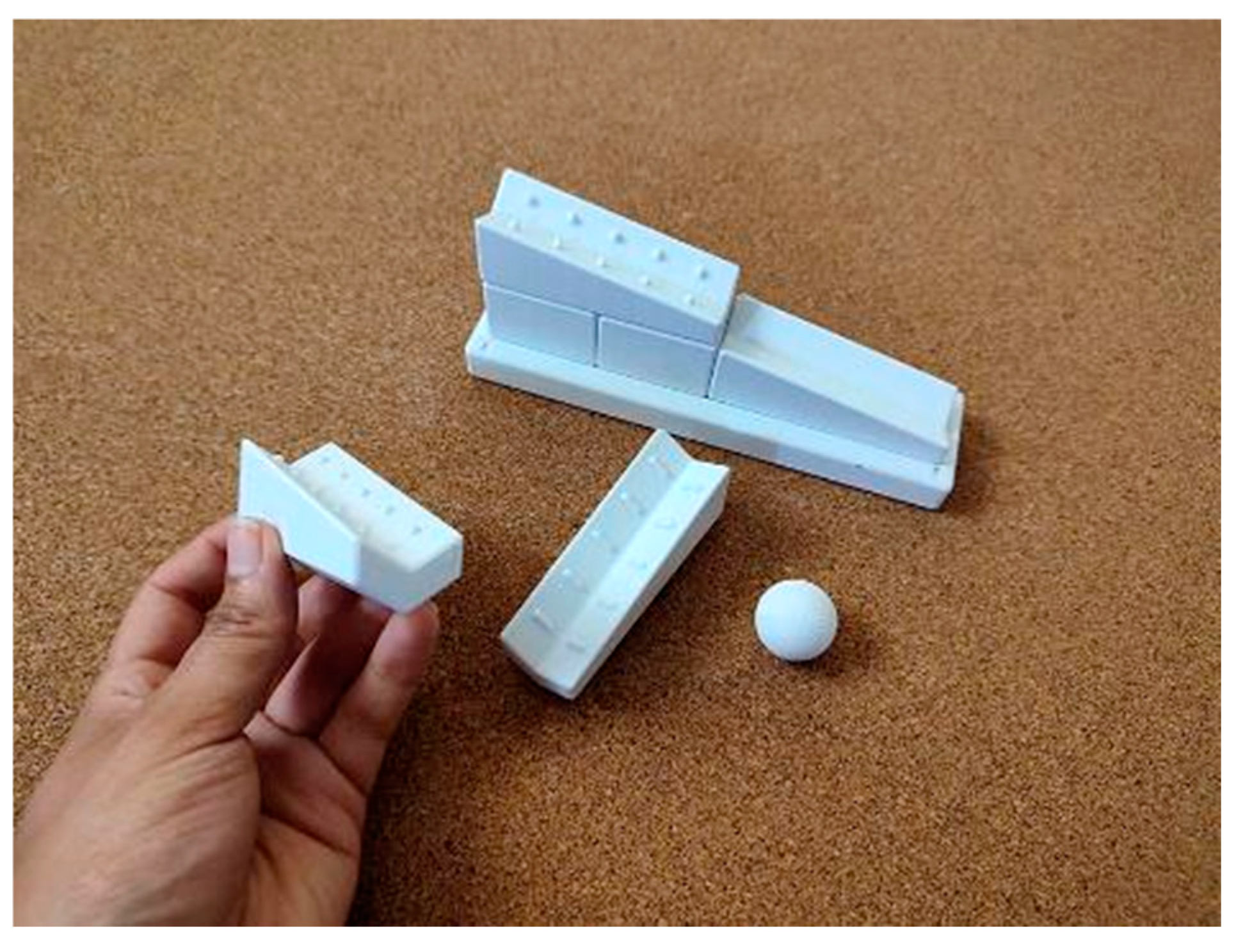

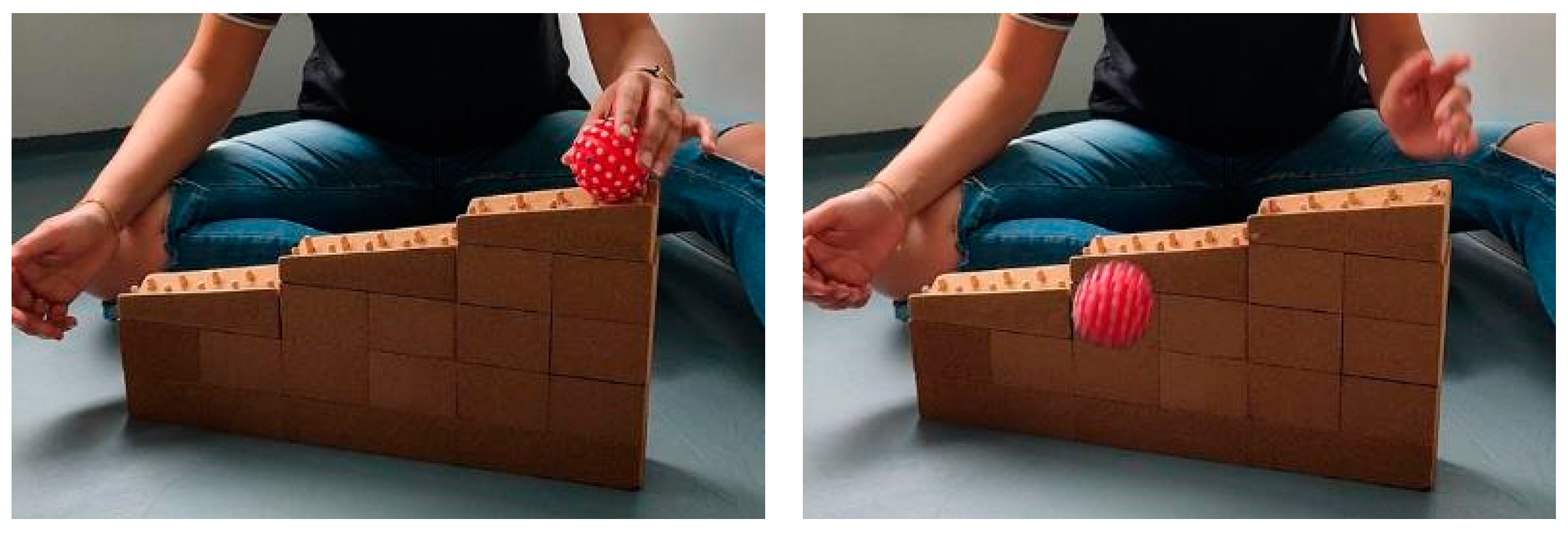
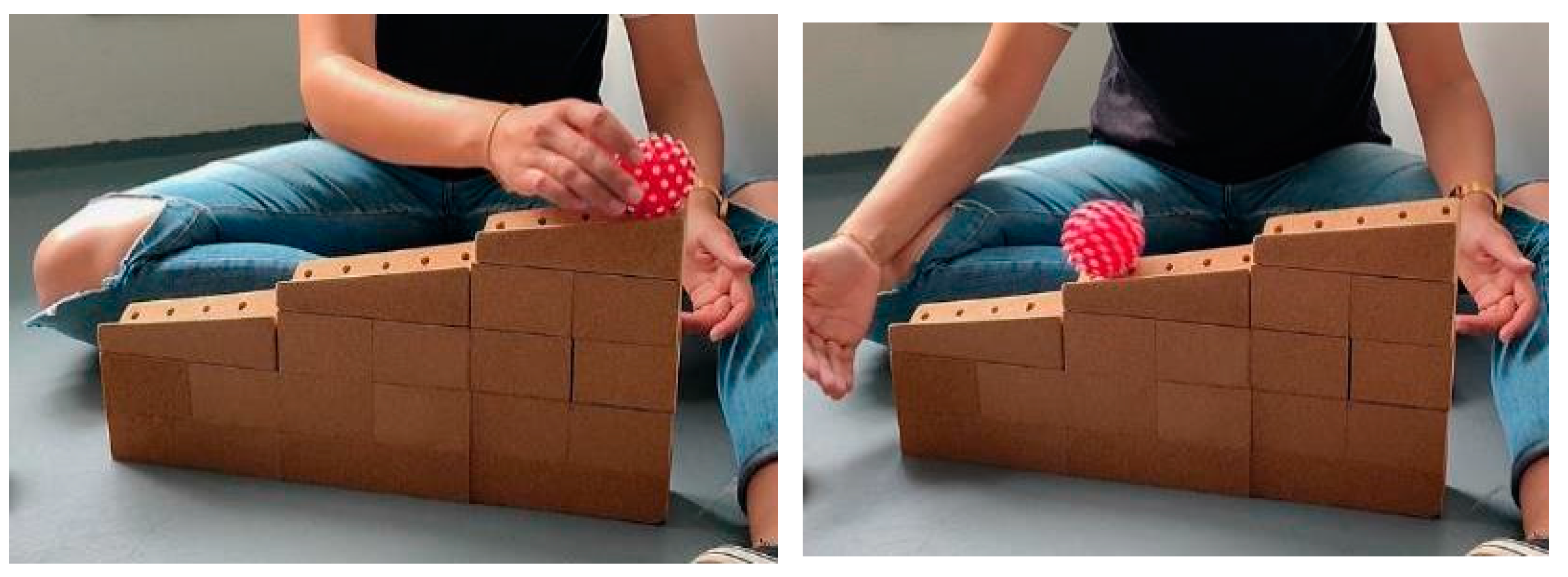
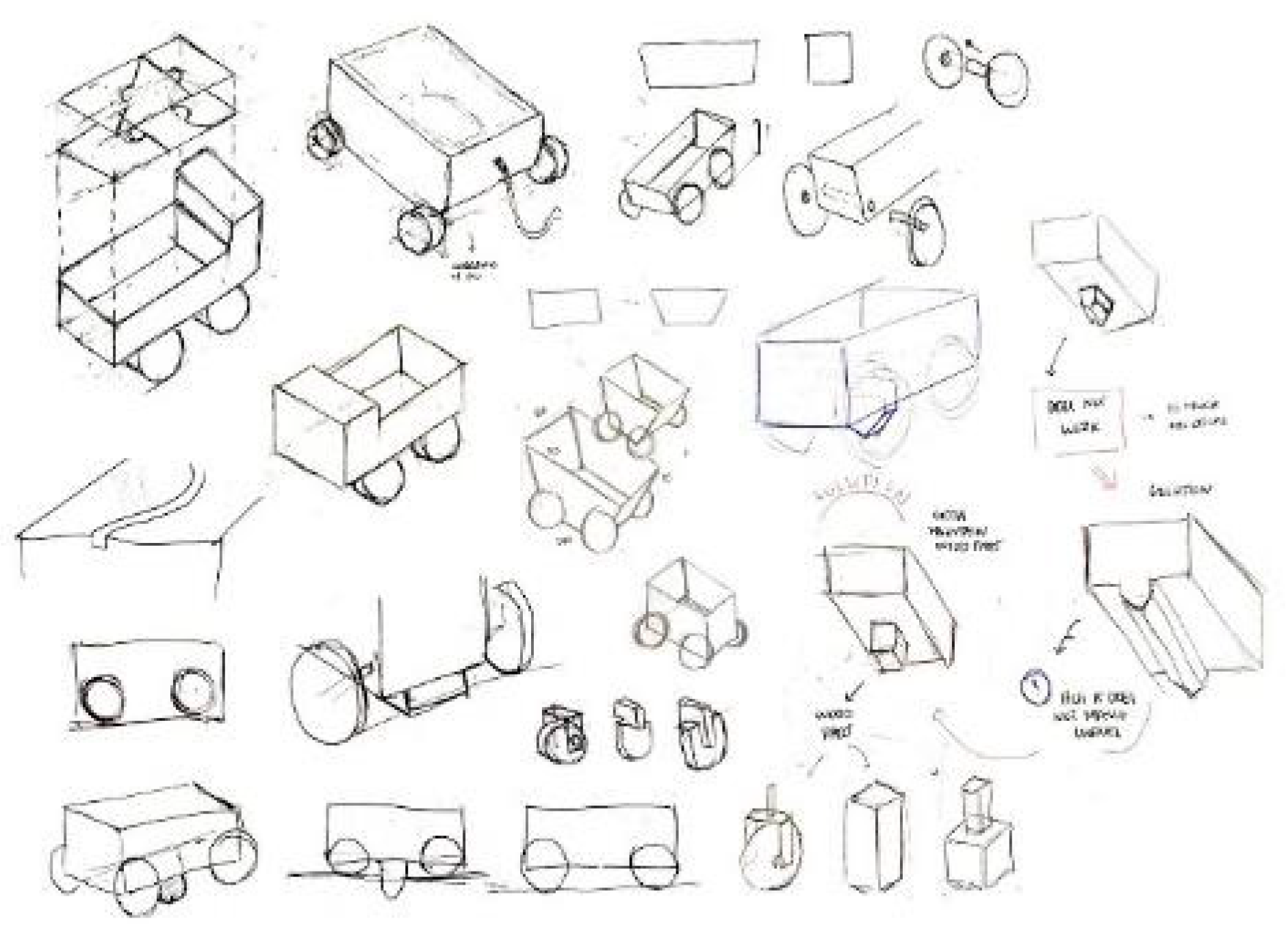

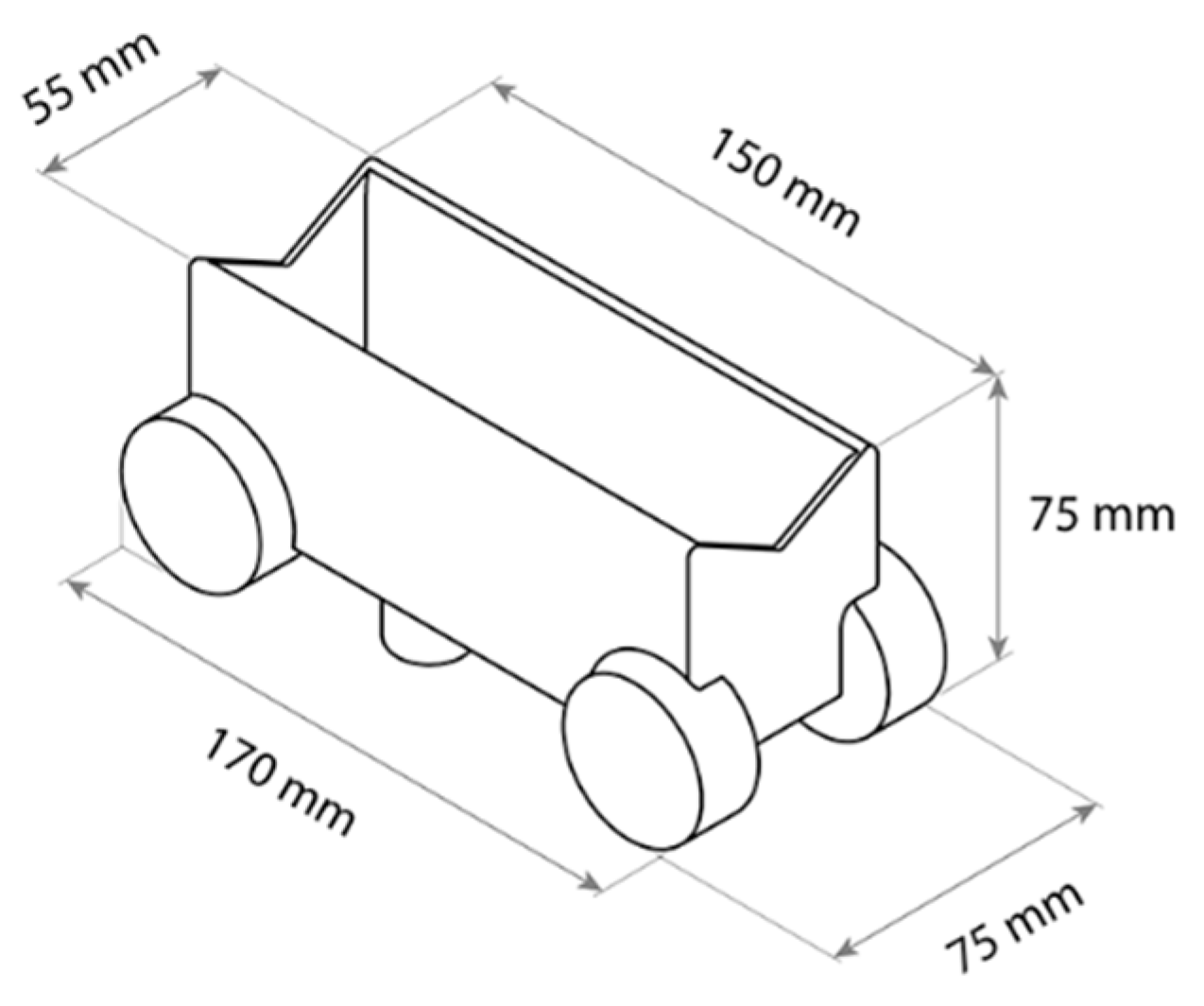









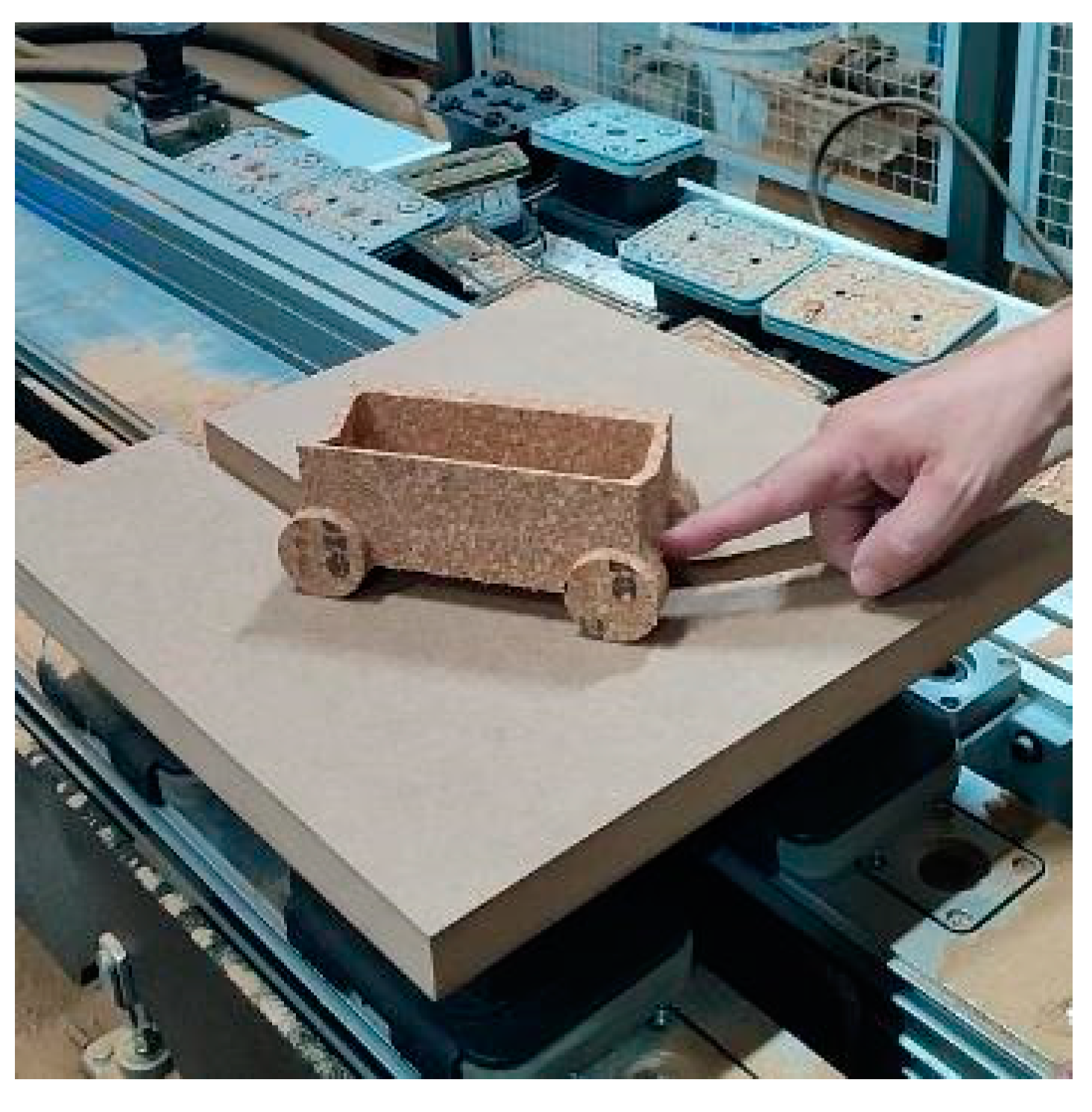
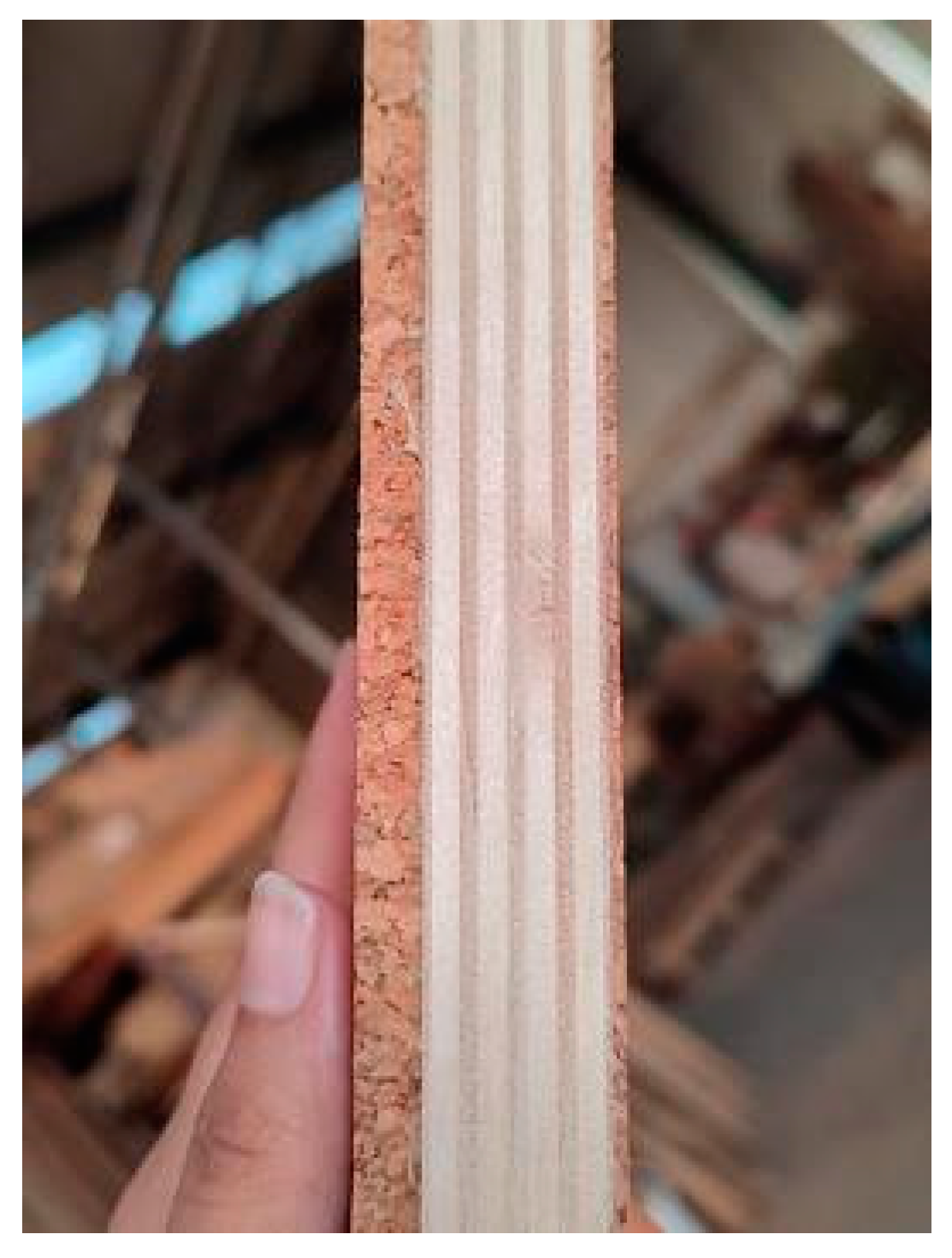
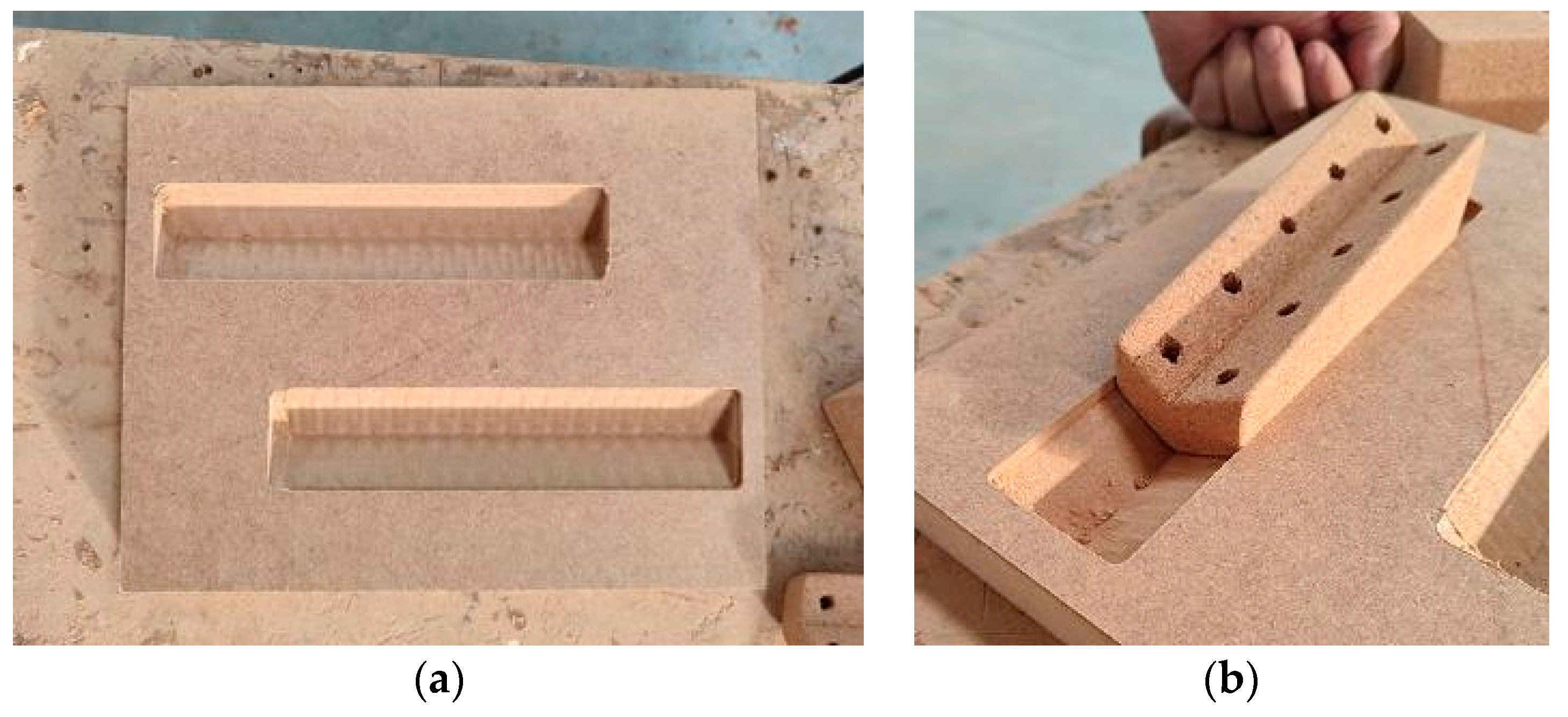








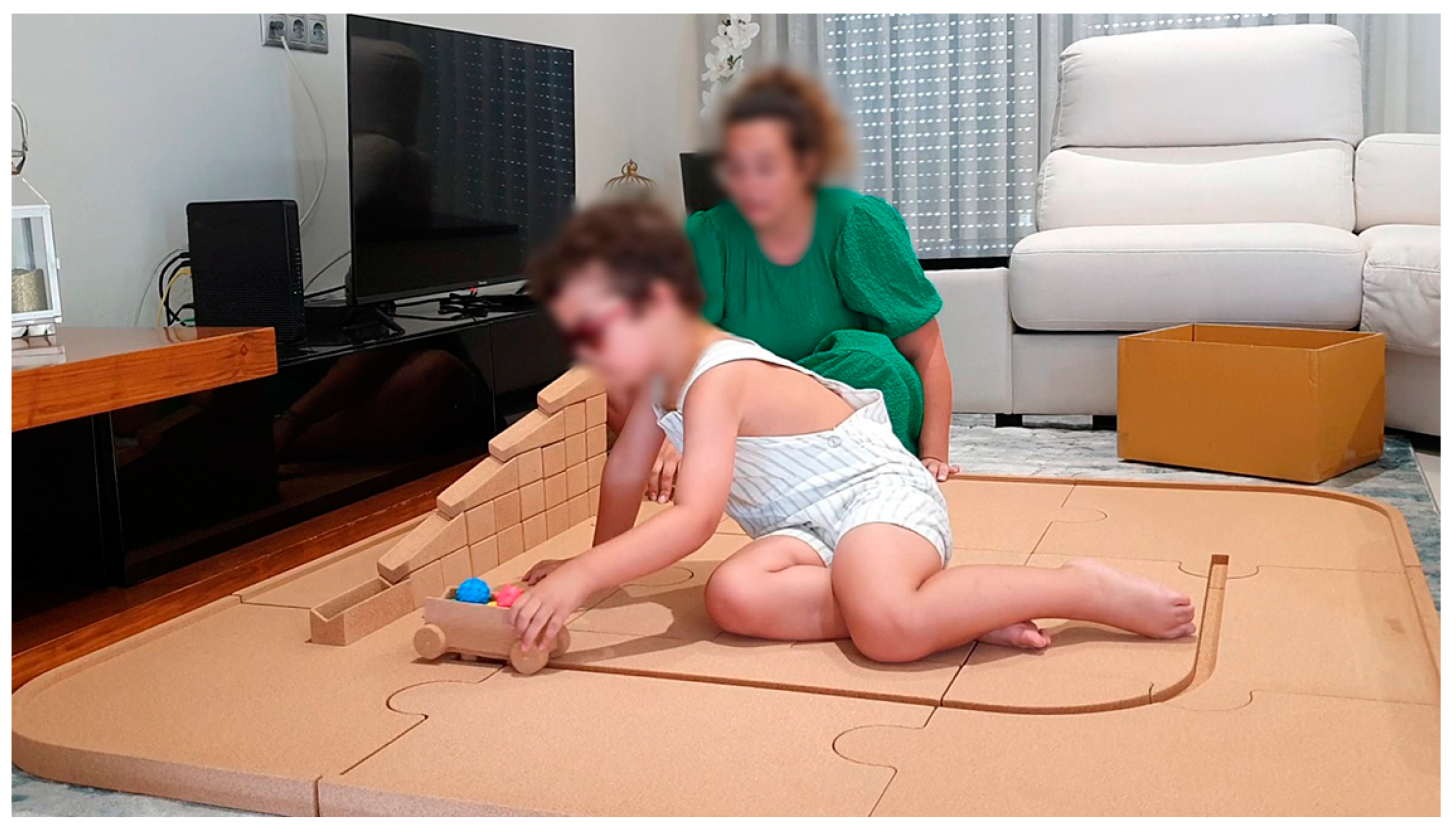
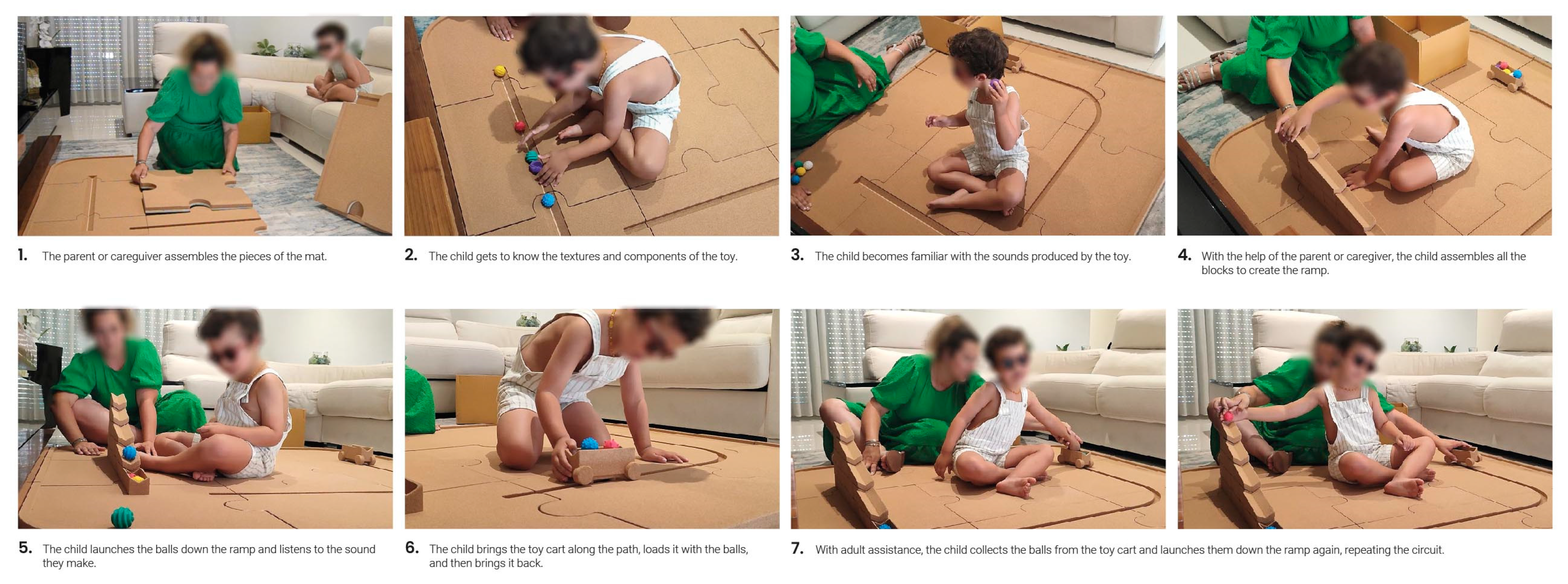
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).