
Expert Survey on the Impact of Cardboard and Paper Recycling Processes, Fiber-Based Composites/Laminates and Regulations, and Their Significance for the Circular Economy and the Sustainability of the German Paper Industry


Abstract
:1. Introduction
2. Literature Review
2.1. Environmental Impact of Paper
2.2. Paper Recycling in Germany
2.3. Paper Laminates, Coated Paper and Treated Paper
2.4. Legislation in Europe and Germany and Significance for Paper Recycling
- Promote the use of materials and material combinations in the production of packaging subject to system participation that can be recycled to the highest possible percentage, taking into account the practice of sorting and recovery.
- Promote the use of recyclates and renewable raw materials”.
3. Materials and Methods
4. Results and Discussion
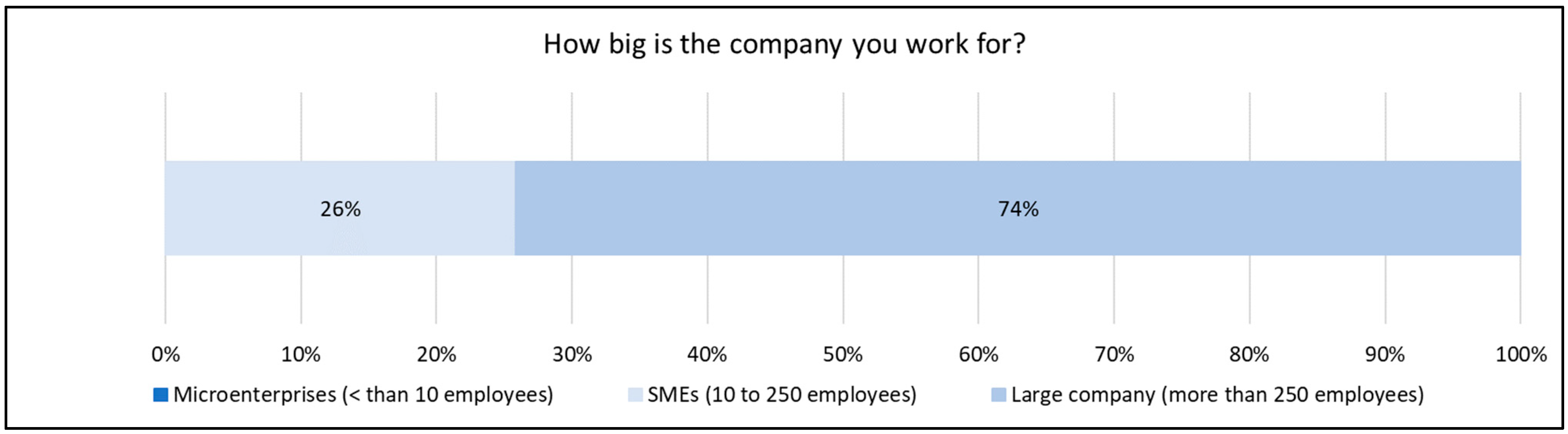
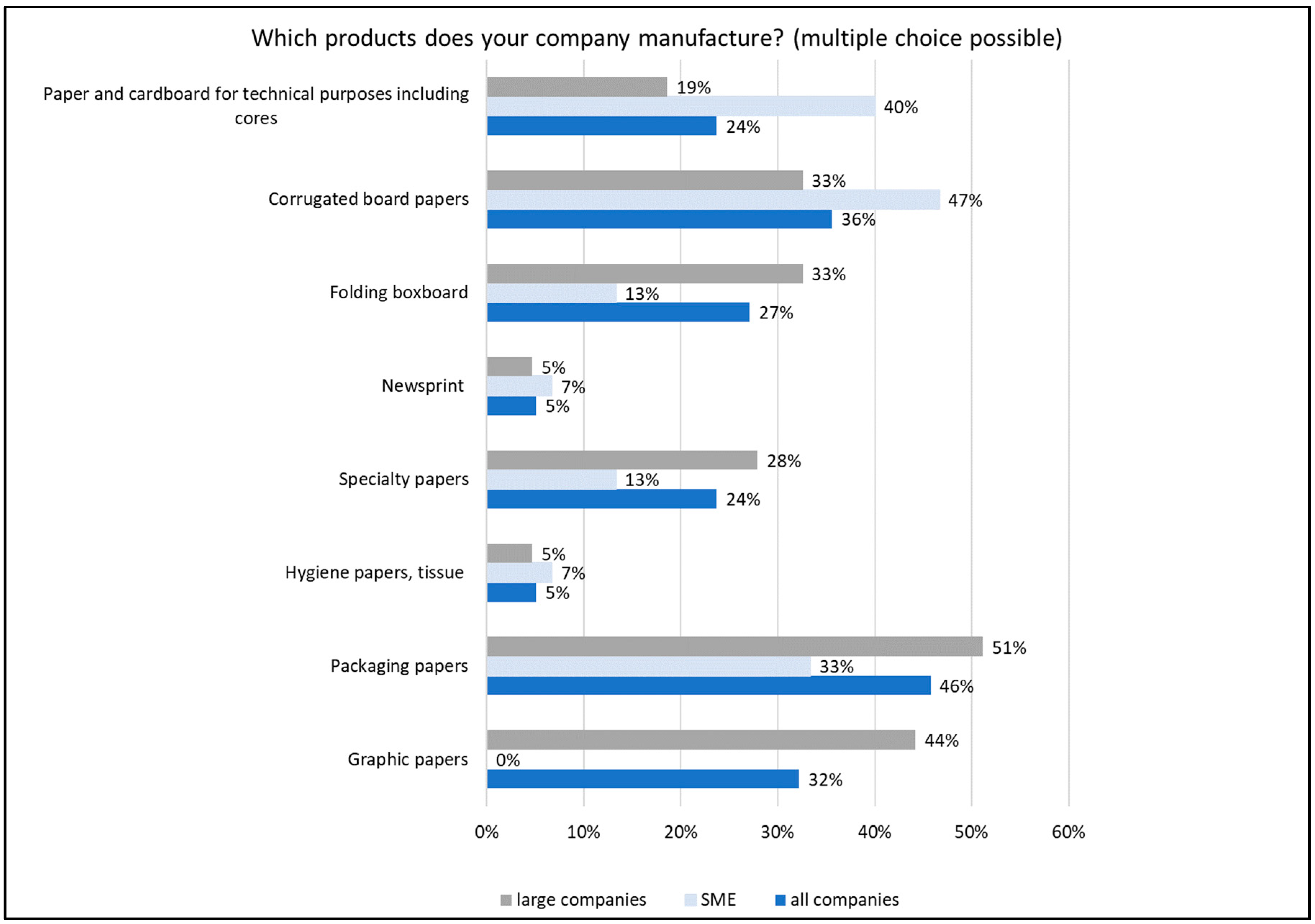
4.1. Classification of Surveyed Companies
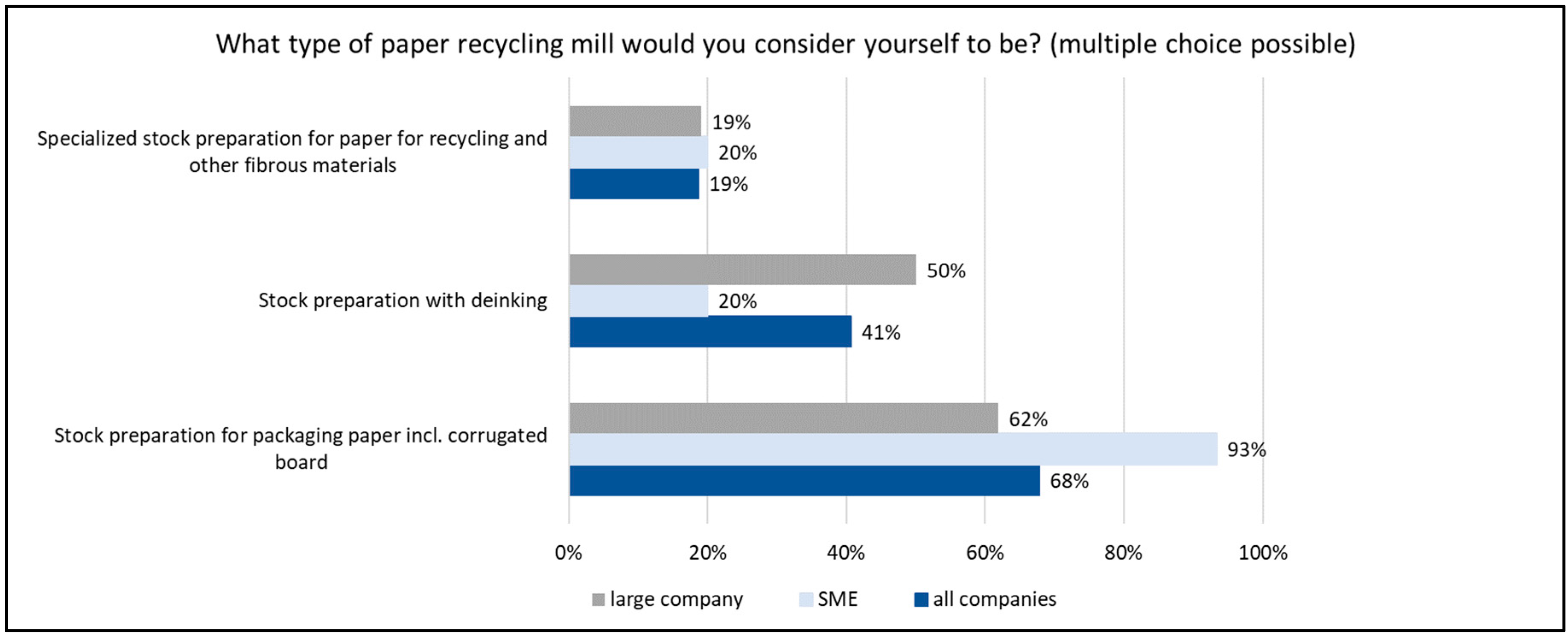
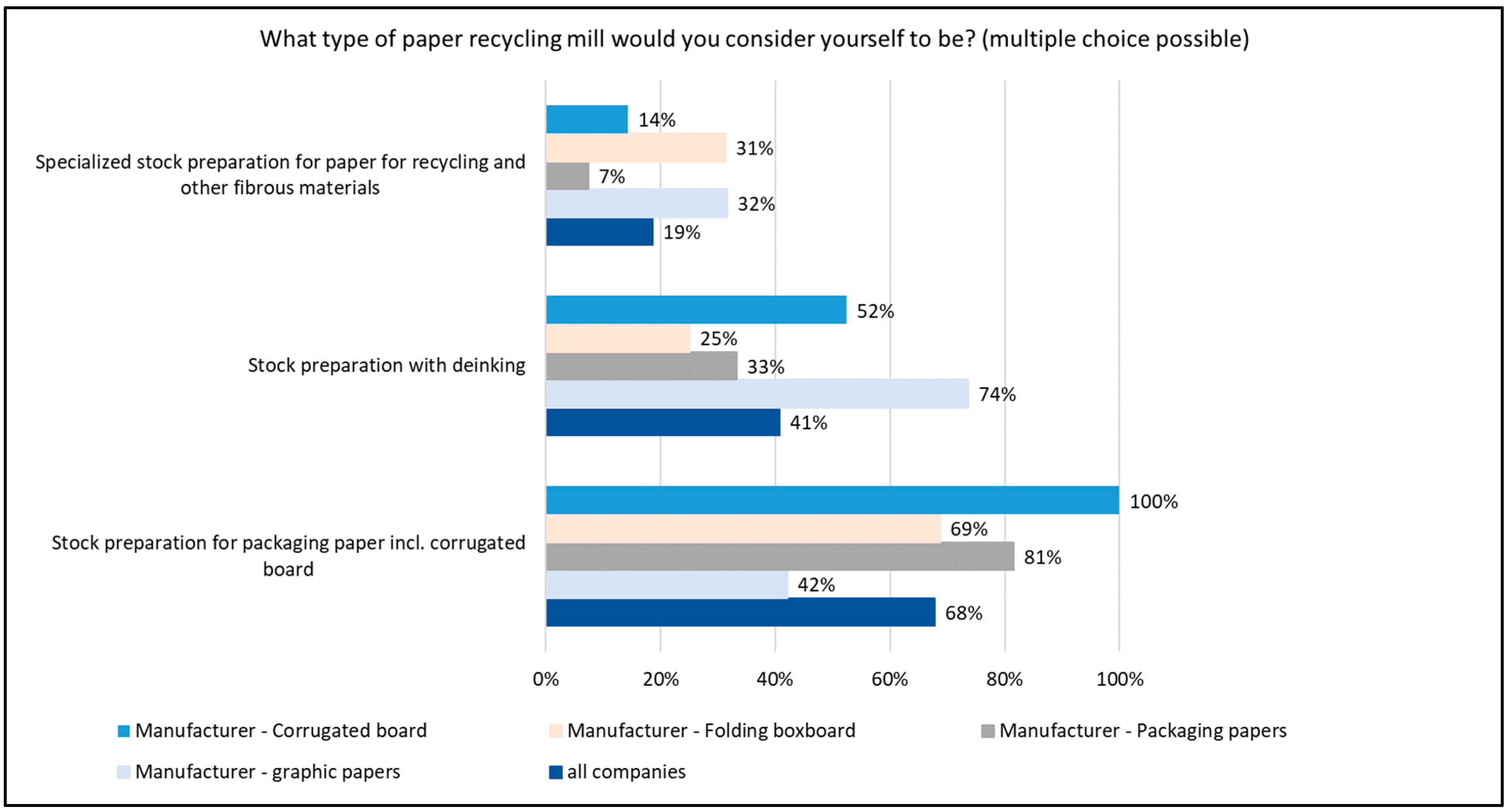
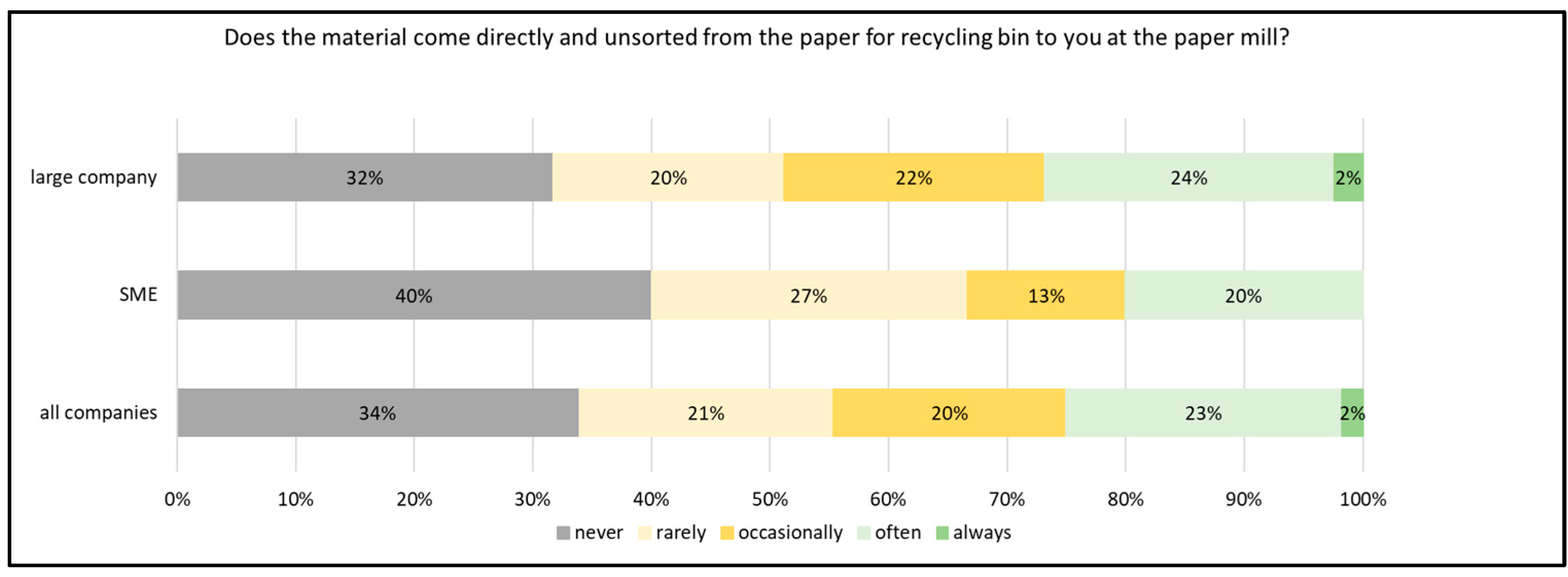
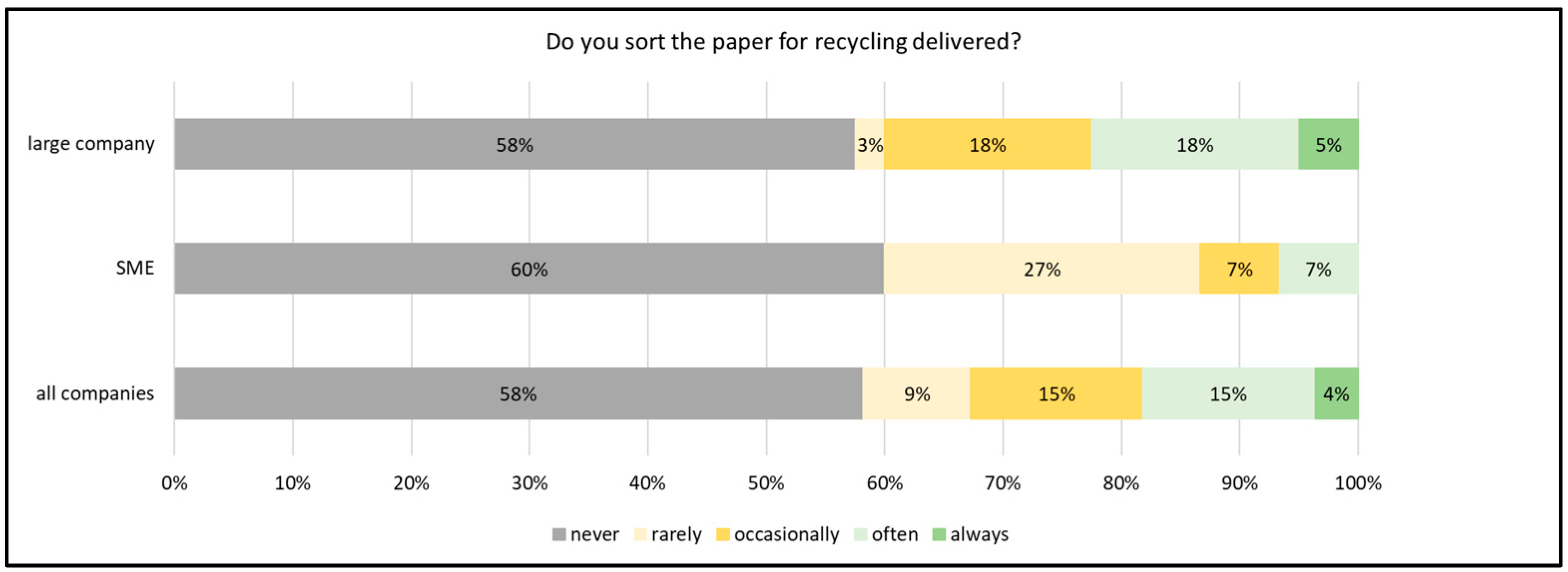
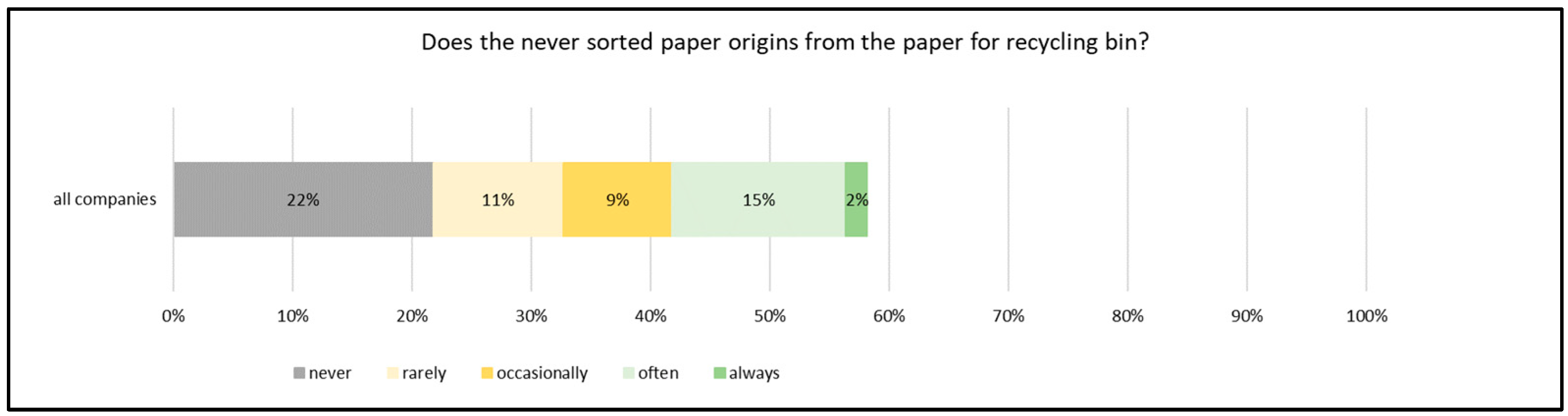
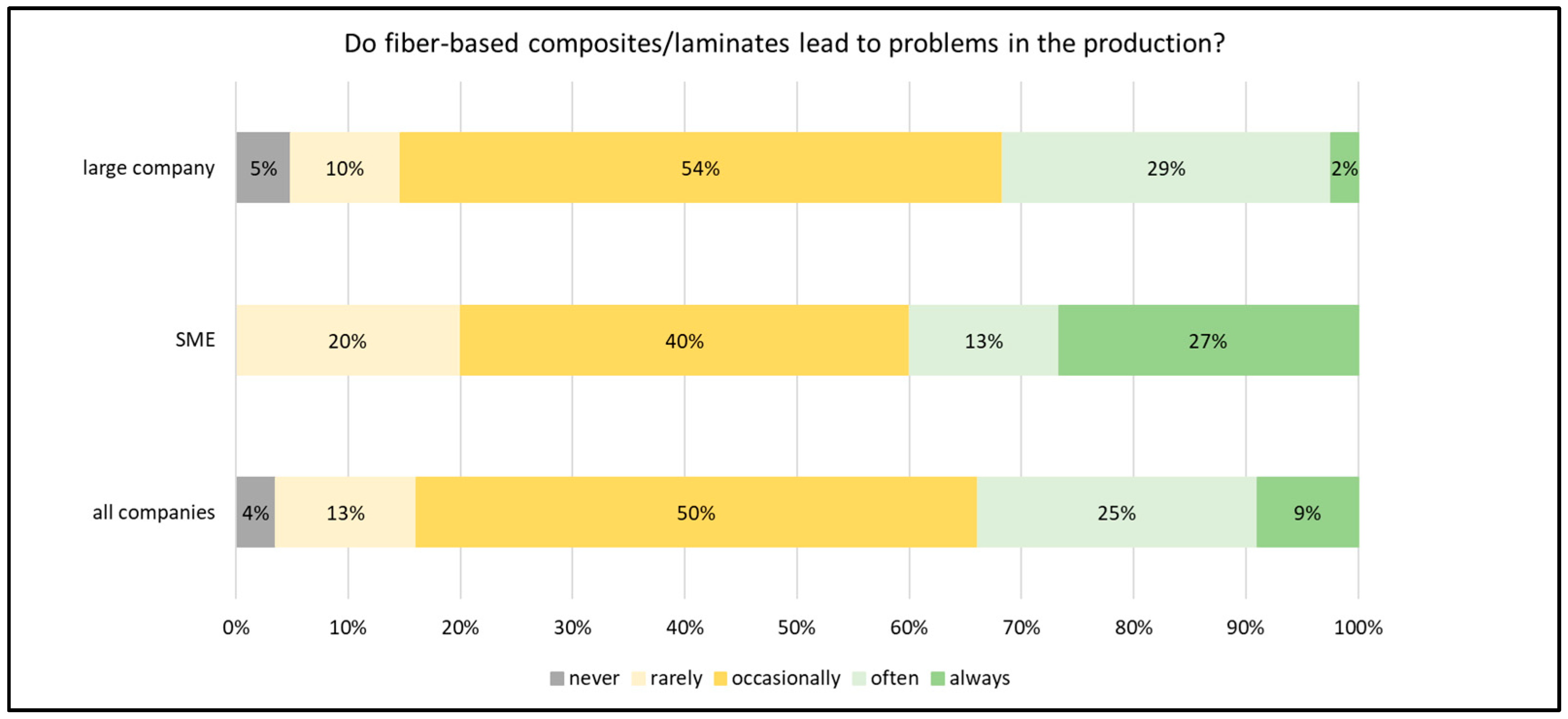
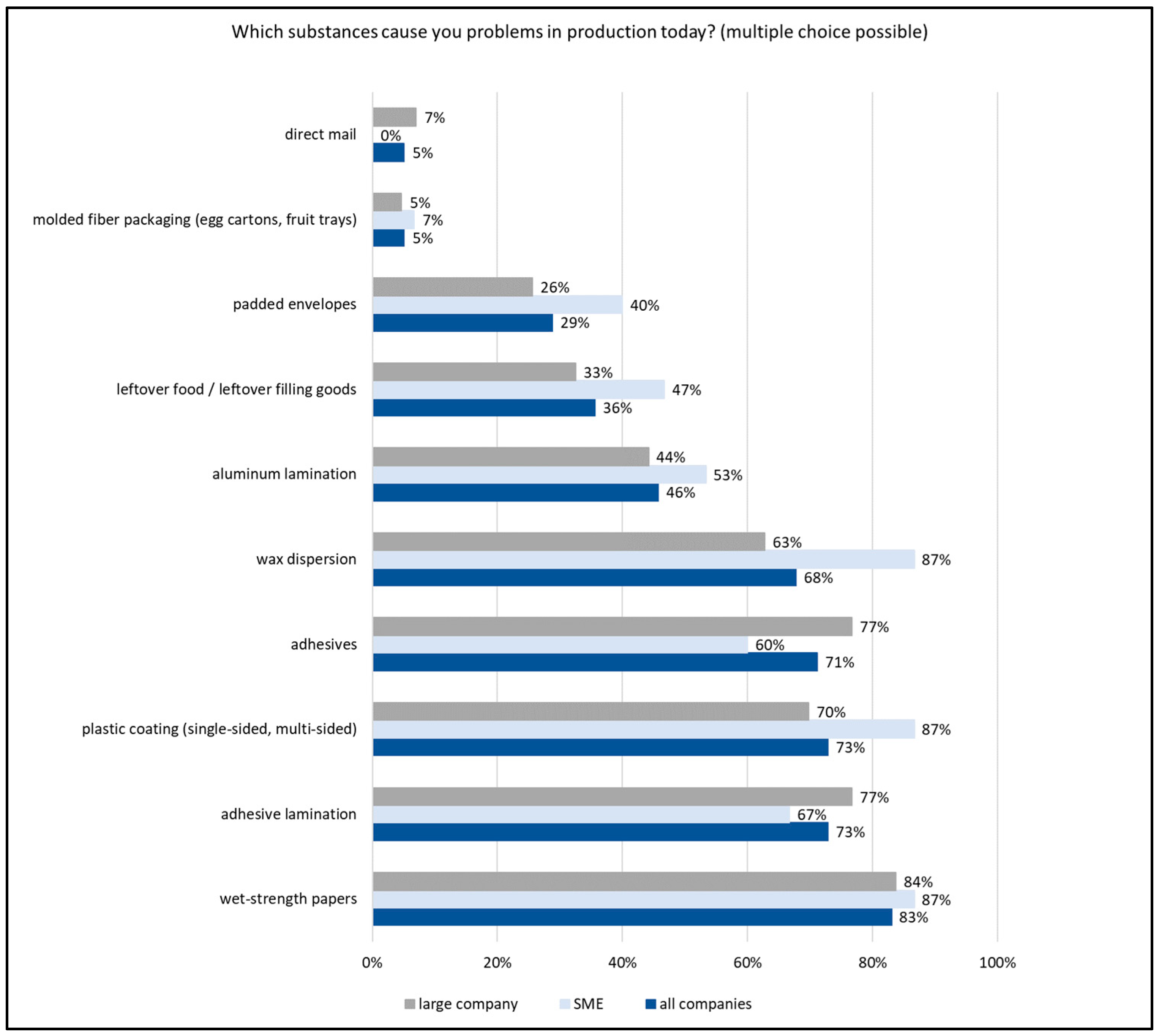
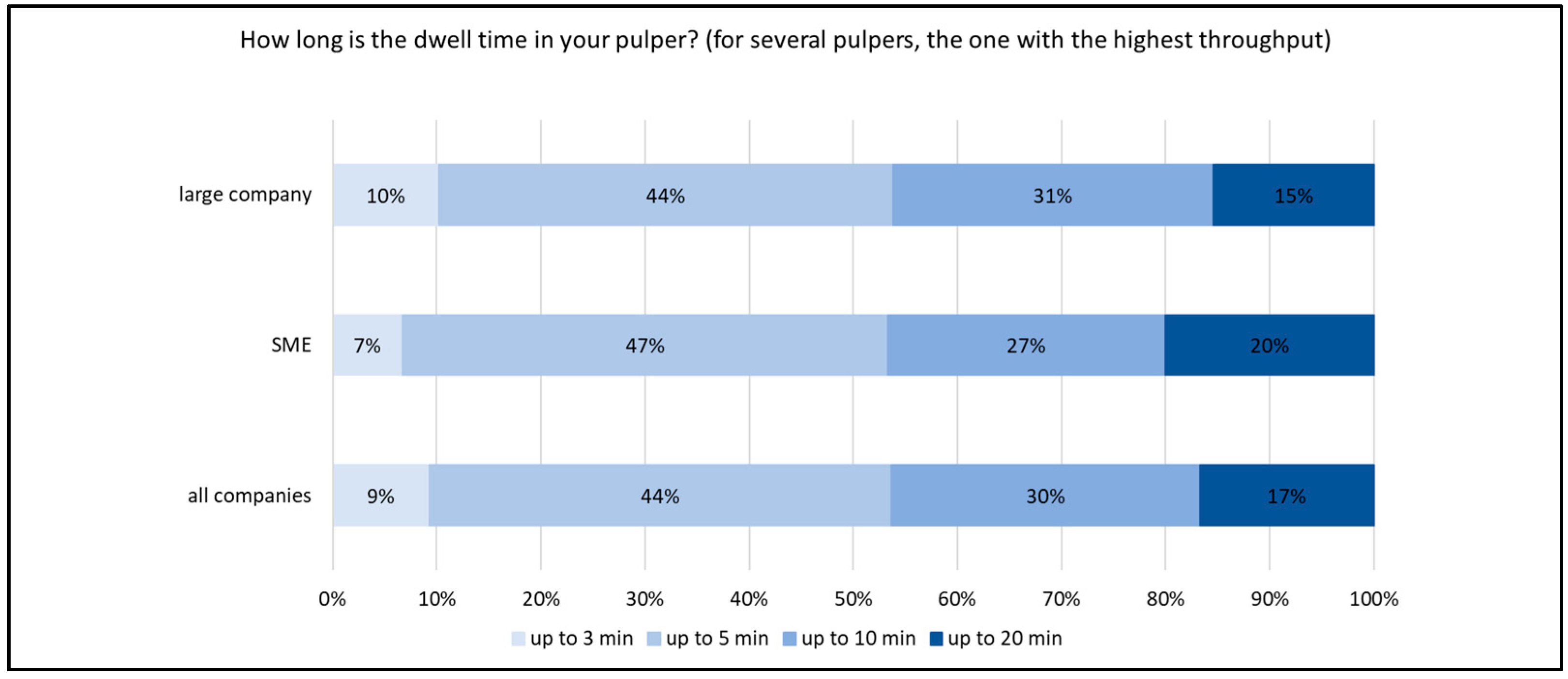
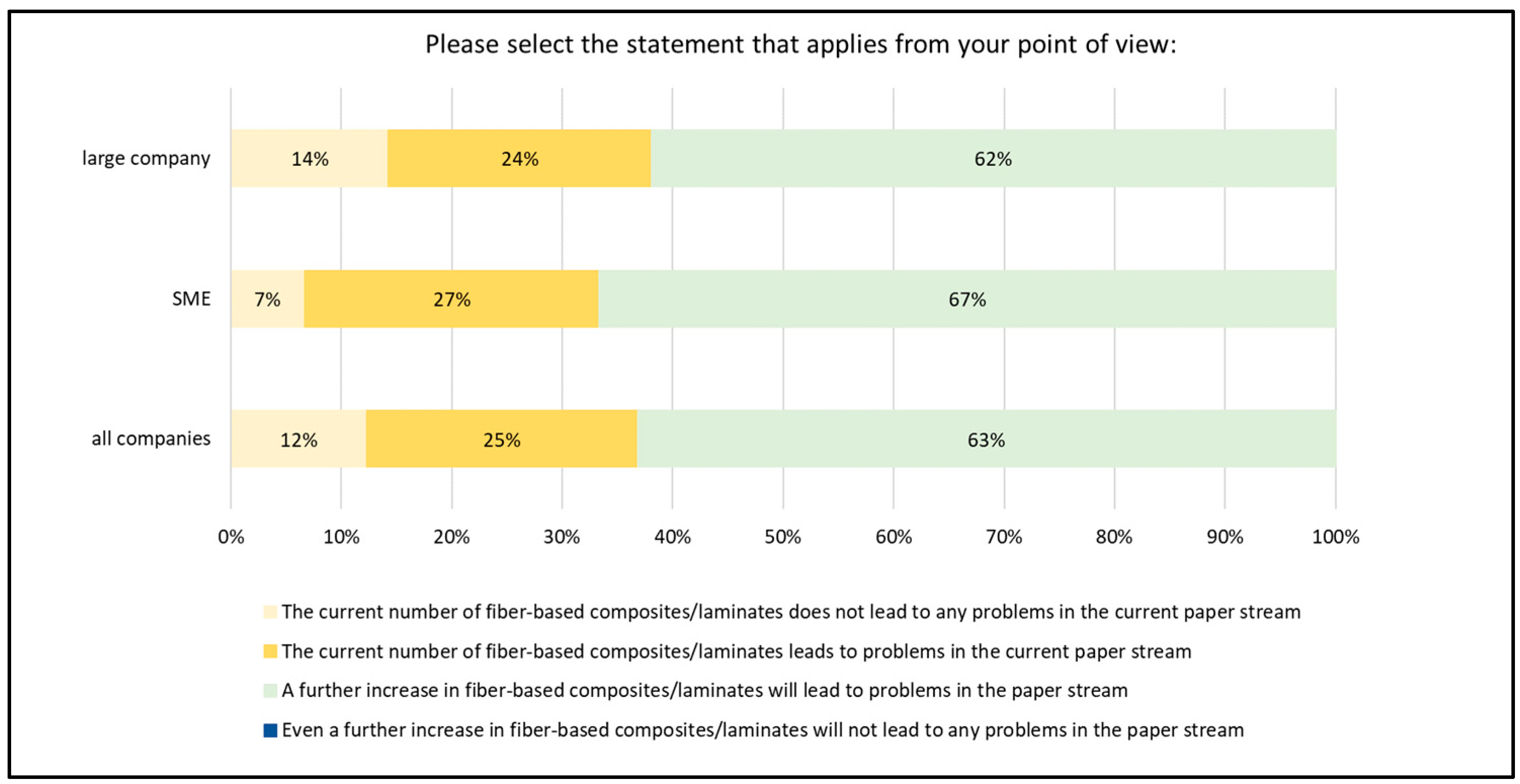
4.2. Recycling Procedures and Challenges during Recycling
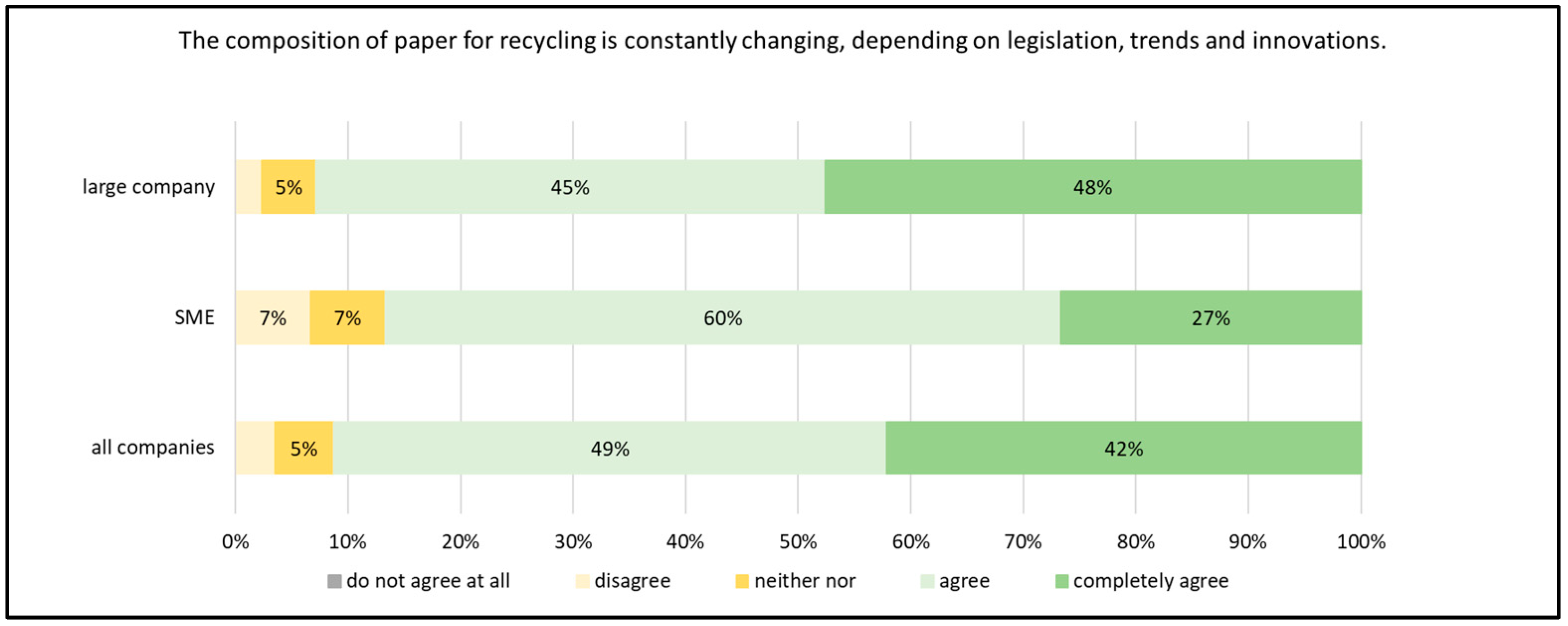
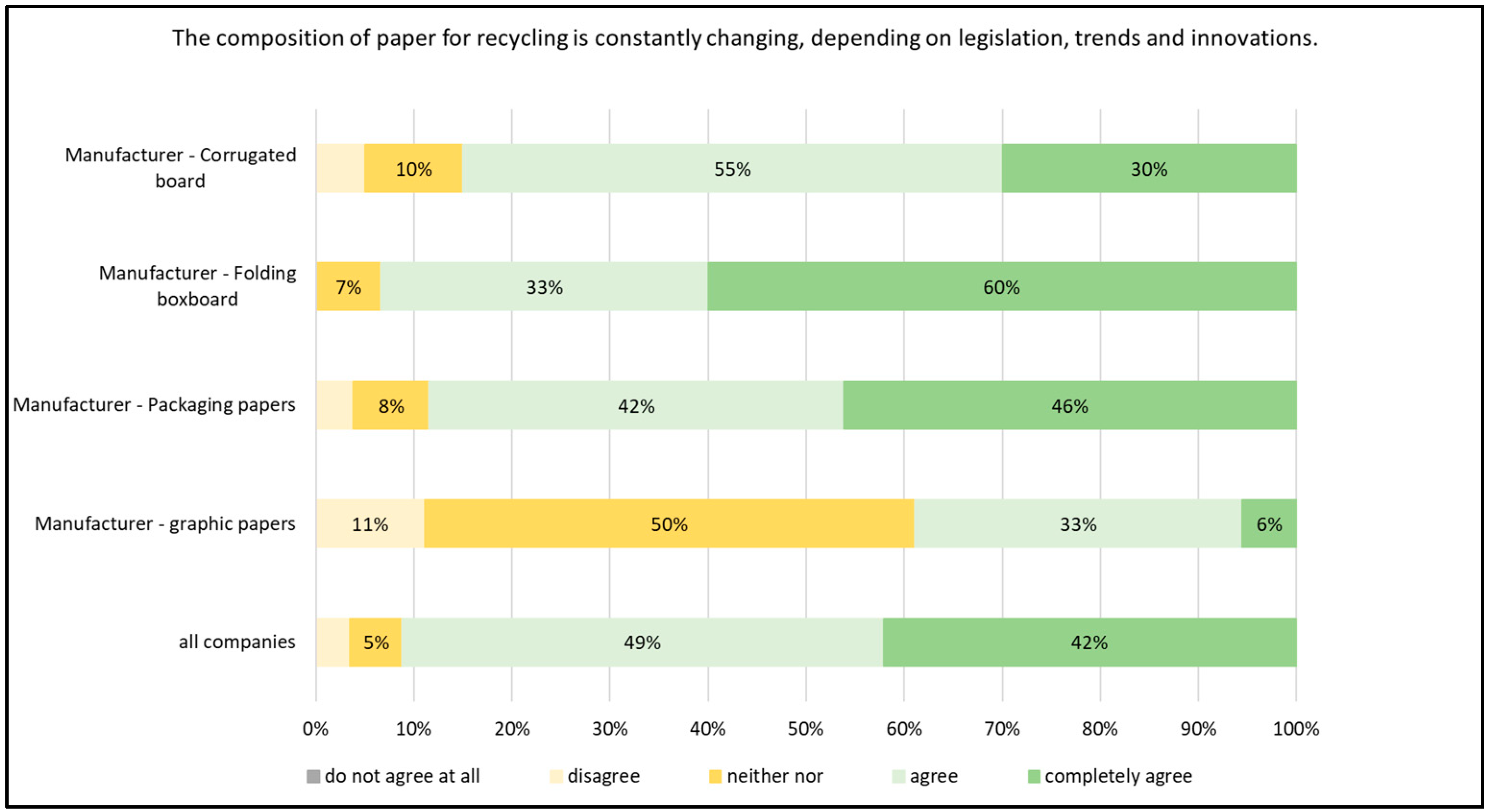
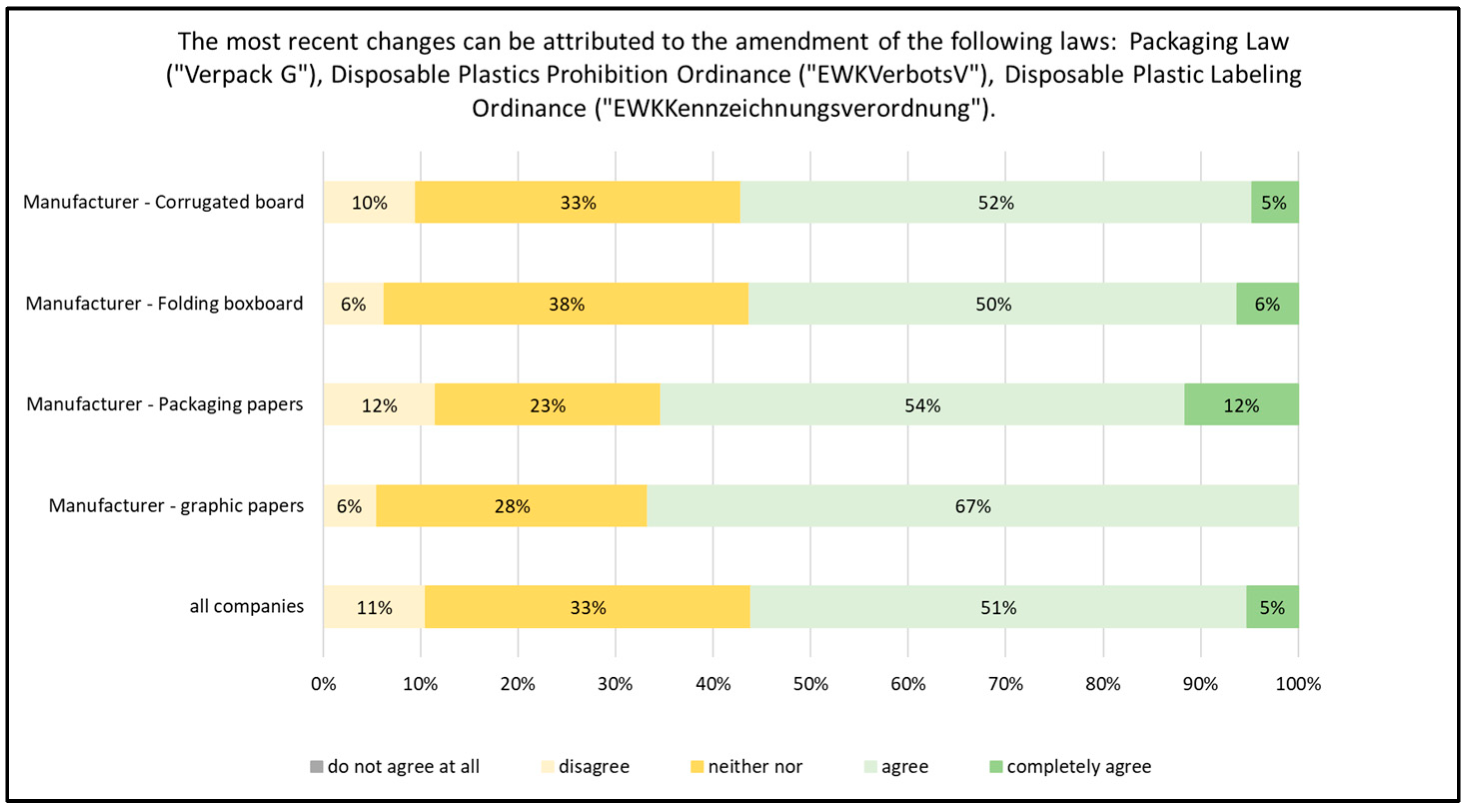
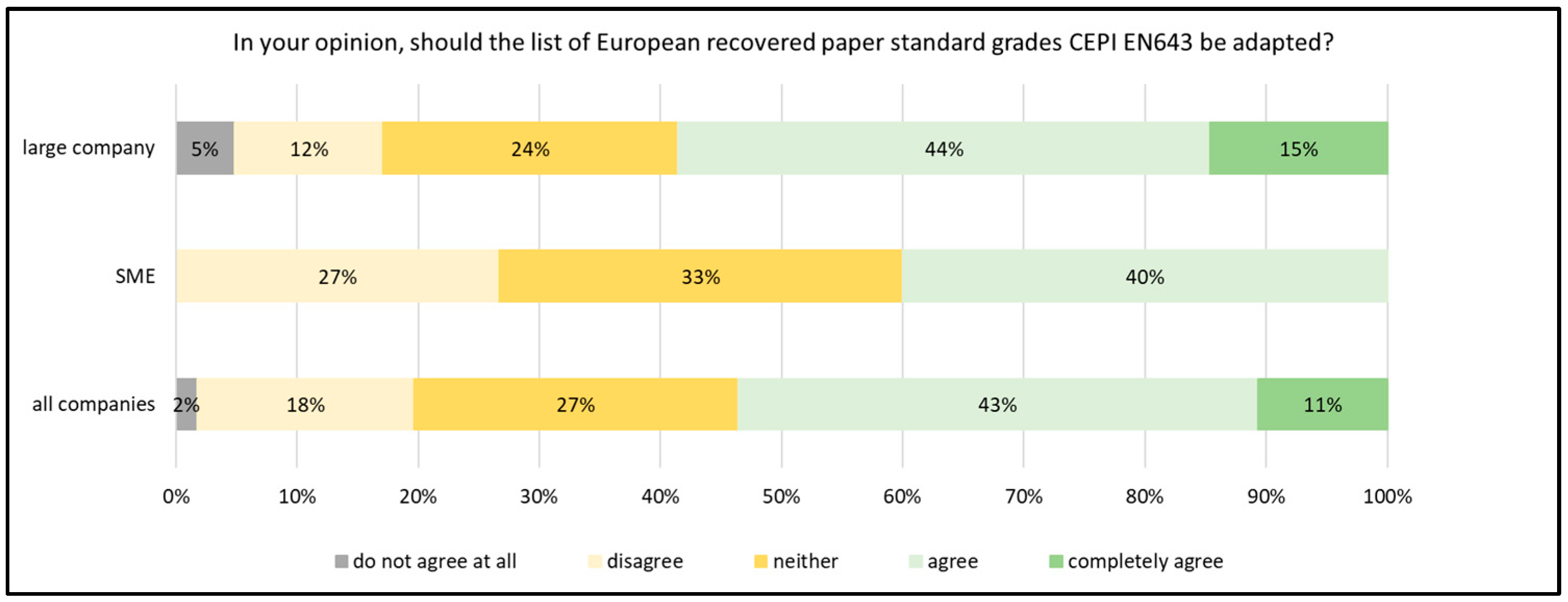
4.3. The Importance and Influence of Legislation
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Klavins, M.; Smol, M.; Kruopiene, J. Editorial: Novel insights into the Green Deal and its strategies for circular economy. Front. Sustain. 2024, 5, 1368774. [Google Scholar] [CrossRef]
- Mihai, F.-C.; Ulman, S.-R. Chapter 4—Circular economy in Green Deal strategies. In Sustainable and Circular Management of Resources and Waste Towards a Green Deal; Vara Prasad, M.N., Smol, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 49–63. ISBN 978-0-323-95278-1. [Google Scholar]
- Ūsas, J.; Balezentis, T.; Streimikiene, D. Development and integrated assessment of the circular economy in the European Union: The outranking approach. J. Enterp. Inf. Manag. 2021; ahead-of-print. [Google Scholar] [CrossRef]
- Falkenberg, C.; Schneeberger, C.; Pöchtrager, S. Is Sustainability Reporting Promoting a Circular Economy? Analysis of Companies’ Sustainability Reports in the Agri-Food Sector in the Scope of Corporate Sustainability Reporting Directive and EU Taxonomy Regulation. Sustainability 2023, 15, 7498. [Google Scholar] [CrossRef]
- Kasah, T. LCA of a newsprint paper machine: A case study of capital equipment. Int. J. Life Cycle Assess. 2014, 19, 417–428. [Google Scholar] [CrossRef]
- Di, S.; Lu, H.; Liu, C.; Wang, D.; Diao, G. Evaluating the green development level of global paper industry from 2000-2030 based on a market-extended LCA model. J. Clean. Prod. 2022, 380, 135108. [Google Scholar] [CrossRef]
- Gaudreault, C.; Samson, R.; Stuart, P.R. Life-cycle thinking in the pulp and paper industry, Part I: Current practices and most promising avenues. Tappi J. 2007, 6, 25–31. [Google Scholar] [CrossRef]
- Ni, X.; Li, Z.; Cui, Z.; Liu, D.; Zhong, Y. Environmental Protection Status and Analysis of Pulp Molded Products Based on LCA. In Advances in Graphic Communication, Printing and Packaging Technology and Materials; Zhao, P., Ye, Z., Xu, M., Yang, L., Zhang, L., Zhu, R., Eds.; Springer: Singapore, 2021; pp. 466–470. ISBN 978-981-16-0503-1. [Google Scholar]
- Frank, W.; Andreas, D.; Martina, K.; Mirjam, B. Updated Life-Cycle Assessment of Graphic and Tissue Paper: Background Report, Project No. (FKZ) 3717 36 323 0, Report No. (UBA-FB) FB000869/ENG; German Environment Agency: Dessau-Roßlau, Germany, 2022; Available online: https://www.umweltbundesamt.de/sites/default/files/medien/479/publikationen/texte_123-2022_updated_life-cycle_assessment_of_graphic_and_tissue_paper_-_background_report.pdf (accessed on 12 July 2024).
- Arena, U.; Mastellone, M.L.; Perugini, F.; Clift, R. Environmental Assessment of Paper Waste Management Options by Means of LCA Methodology. Ind. Eng. Chem. Res. 2004, 43, 5702–5714. [Google Scholar] [CrossRef]
- Wang, L.; Templer, R.; Murphy, R.J. A Life Cycle Assessment (LCA) comparison of three management options for waste papers: Bioethanol production, recycling and incineration with energy recovery. Bioresour. Technol. 2012, 120, 89–98. [Google Scholar] [CrossRef]
- Müller, G.; Hanecker, E.; Blasius, K.; Seidemann, C.; Tempel, L.; Sadocco, P.; Pozo, B.F.; Boulougouris, G.; Lozo, B.; Jamnicki, S.; et al. End-of-life Solutions for Fibre and Bio-based Packaging Materials in Europe. Packag. Technol. Sci. 2014, 27, 1–15. [Google Scholar] [CrossRef]
- Hunt, R.G. LCA considerations of solid waste management alternatives for paper and plastics. Resour. Conserv. Recycl. 1995, 14, 225–231. [Google Scholar] [CrossRef]
- Marilena, H.; Katrin, B.; von Alexander, R. DIE PAPIERINDUSTRIE—Leistungsbericht PAPIER 2024; Berlin, Germany, 2024. Available online: https://www.papierindustrie.de/fileadmin/0002-PAPIERINDUSTRIE/07_Dateien/XX-LB/PAPIER_2024_Leistungsbericht_digital.pdf (accessed on 5 June 2024).
- Li, Y.; Zambrano, F.; Wang, Y.; Marquez, R. How China’s foreign waste ban will reshape the U.S. recycling supply chain: Economic and environmental considerations towards a circular economy oriented paper recycling industry. BioResources 2022, 17, 3178–3201. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Venditti, R.A.; Rojas, O.J. What happens to cellulosic fibers during papermaking and recycling? A review. BioResources 2007, 2, 739–788. [Google Scholar]
- Kreplin, F.; Hans-Joachim, P.; Schabel, S.; Fachgebiet, P.; Mechanische, V. Ermittlung der Eigenschaftsänderungen von Wellpappe beim Mehrfachen Recycling und Abschätzung der Maximal Möglichen Umläufe; Darmstadt, Germany, 2020. Available online: https://tuprints.ulb.tu-darmstadt.de/12681/ (accessed on 13 July 2024).
- Putz, H.-J.; Schabel, S. The myth of limited fiber life cycles: About the efficiency of a paper fiber. Wochenbl. Fuer. Pap. 2018, 146, 350–357. [Google Scholar]
- Feichtinger, M.; Eckhart, R. Über die Rezyklierbarkeit von Faltschachtelkarton. Wochenbl. Für Pap. 2021, 149, 608–611. [Google Scholar] [CrossRef]
- Meinl, G.; Tempel, L.; Schiefer, M.; Seidemann, C. How old are fibers in paper for recycling and what is their life expectancy? A contribution to the life cycle assessment of wood fiber-based products. Tappi J. 2017, 16, 397–405. [Google Scholar] [CrossRef]
- Koch, A.; Meyer-Ziegenfuß, P. Verpackungsgesetz: Abstimmungsvereinbarung, Zuständigkeiten beim Verwerten von Altpapier. Nat. Und Recht 2019, 41, 587–590. [Google Scholar] [CrossRef]
- Schabel, S.; Hans-Joachim, P.; Rauch, W. Recycling of papers and fibers. In Resource Recovery to Approach Zero Municipal Waste; Taherzadeh, M.J., Richards, T., Eds.; CRC Press: Boca Raton, FL, USA, 2015; pp. 261–299. [Google Scholar]
- Martens, H.; Goldmann, D.R. Recycling von Papier und Pappe. In Recyclingtechnik: Fachbuch für Lehre und Praxis; Martens, H., Ed.; Spektrum Akademischer Verlag: Heidelberg, Germany, 2011; pp. 221–227. ISBN 978-3-8274-2641-3. [Google Scholar]
- Holik, H. (Ed.) Handbook of Paper and Board, Second, Revised and Enlarged Edition; Wiley-VCH Verlag GMbH & Co. KGaA: Weinheim, Germany, 2013; ISBN 9783527331840. [Google Scholar]
- Fabry, B. A review of drum pulping parameters and their influences on deinking. Prog. Pap. Recycl. 2010, 19, 17–32. [Google Scholar]
- Ferrara, C.; Scarfato, P.; Ferraioli, R.; Apicella, A.; Incarnato, L.; de Feo, G. Environmental sustainability assessment of different end-of-life scenarios for the pulper rejects produced in the paper recycling process. Sustain. Prod. Consum. 2023, 43, 297–307. [Google Scholar] [CrossRef]
- Weßel, C.; Brabender, K.; Öller, H.-J.; Persin, C. Wasser-und Rückstandsumfrage in der deutschen Zellstoff- und Papierindustrie—Optimierter Ressourceneinsatz für nachhaltig produzierte, hochwertige Produkte. Wochenbl. Für Pap. 2022, 158, 56–61. [Google Scholar]
- Yang, S.; Shen, J.; He, T.; Chen, C.; Wang, J.; Tang, Y. Flotation de-inking for recycling paper: Contrasting the effects of three mineral oil-free offset printing inks on its efficiency. Environ. Sci. Pollut. Res. 2022, 29, 89283–89294. [Google Scholar] [CrossRef]
- Höke, U. Recycled Fiber and Deinking, 2nd ed.; Paperi ja Puu Oy: Helsinki, Finland, 2010; ISBN 9789525216400. [Google Scholar]
- Simoes, R.; Ferreira, C.; Pires, F.; Martins, M.; Ramos, A.; Sousa, A.; Pinto, P.; Jorge, R. Recycling performance of softwood and hardwood unbleached kraft pulps for packaging papers. Tappi J. 2023, 22, 73–86. [Google Scholar] [CrossRef]
- Kermanian, H.; Razmpour, Z.; Ramezani, O.; Mahdavi, S.; Rahmaninia, M.; Ashtari, H. The influence of refining history of waste NSSC paper on its recyclability. BioResources 2013, 8, 5424–5434. [Google Scholar] [CrossRef]
- Mo, W.; Li, B.; Chen, K. The role of hornification in the deterioration mechanism of physical properties of unrefined eucalyptus fibers during paper recycling. Tappi J. 2024, 23, 97–112. [Google Scholar] [CrossRef]
- Weise, U.; Maloney, T.; Paulapuro, H. Quantification of water in different states of interaction with wood pulp fibres. Cellulose 1996, 3, 189–202. [Google Scholar] [CrossRef]
- Maloney, T.C.; Li, T.-Q.; Weise, U.; Paulapuro, H. Intra- and inter-fibre pore closure in wet pressing. Appita J. 1997, 50, 301–306. [Google Scholar]
- Weise, U. Hornification—Mechanisms and terminology. Pap. Ja Puu Pap. Timber 1998, 80, 110–115. [Google Scholar]
- Kochersperger, S.; Schabel, S. Recyclability of Paper-Based Composites for Packaging Applications—The Role of Evaluation Methods. Chem. Ing. Tech. 2024, 96, 891–901. [Google Scholar] [CrossRef]
- van Ewijk, S.; Stegemann, J.A.; Ekins, P. Global Life Cycle Paper Flows, Recycling Metrics, and Material Efficiency. J. Ind. Ecol. 2018, 22, 686–693. [Google Scholar] [CrossRef]
- van Ewijk, S.; Park, J.Y.; Chertow, M.R. Quantifying the system-wide recovery potential of waste in the global paper life cycle. Resour. Conserv. Recycl. 2018, 134, 48–60. [Google Scholar] [CrossRef]
- van Ewijk, S.; Stegemann, J.A.; Ekins, P. Limited climate benefits of global recycling of pulp and paper. Nat. Sustain. 2021, 4, 180–187. [Google Scholar] [CrossRef]
- Wang, T.S.; Krueger, J.J.; Hsieh, J.S.; Pellitier, P.; Kokoszka, J. The recyclability of papers treated with environmentally friendly PET polyesters. Tappi J. 2006, 5, 27–32. [Google Scholar]
- Su, J.; Mosse, W.; Sharman, S.; Batchelor, W.; Garnier, G. Paper strength development and recyclability with polyamideamine-epichlorohydrin (PAE). BioResources 2012, 7, 913–924. [Google Scholar] [CrossRef]
- Ntifafa, Y.; Ji, Y.; Hart, P.W. Polyamidoamine Epichlorohydrin (PAAE) Wet-strength Agent: Generations, Application, Performance, and Recyclability in Paperboard and Linerboard. BioResources 2024, 19, 3895–3920. [Google Scholar] [CrossRef]
- Ntifafa, Y.; Ji, Y.; Hart, P.W. An analytical method to quantitatively determine the amount of polyamide epichlorohydrin (PAE) in paperboard and white water. Tappi J. 2023, 22, 138–144. [Google Scholar] [CrossRef]
- Ahuja, A.; Samyn, P.; Rastogi, V.K. Paper bottles: Potential to replace conventional packaging for liquid products. Biomass Convers. Biorefinery 2022, 14, 13779–13805. [Google Scholar] [CrossRef]
- Liu, D.; Duan, Y.; Wang, S.; Gong, M.; Dai, H. Improvement of Oil and Water Barrier Properties of Food Packaging Paper by Coating with Microcrystalline Wax Emulsion. Polymers 2022, 14, 1786. [Google Scholar] [CrossRef] [PubMed]
- Parris, N.; Vergano, P.J.; Dickey, L.C.; Cooke, P.H.; Craig, J.C. Enzymatic Hydrolysis of Zein−Wax-Coated Paper. J. Agric. Food Chem. 1998, 46, 4056–4059. [Google Scholar] [CrossRef]
- Pereverzeva, L.P.; Pereverzev, A.N.; Martirosov, R.A. Influence of properties of wax compositions on water vapor permeability of packaging paper. Chem. Technol. Fuels Oils 1984, 20, 305–306. [Google Scholar] [CrossRef]
- Lindner, M.; Reinelt, M.; Gilch, T.; Langowski, H.-C. Hygroexpansion, Surface Roughness and Porosity Affect the Electrical Resistance of EVOH-Aluminum-Coated Paper. Coatings 2019, 9, 295. [Google Scholar] [CrossRef]
- Schmid, M.; Sängerlaub, S.; Miesbauer, O.; Jost, V.; Werthan, J.; Stinga, C.; Samain, D.; Stramm, C.; Noller, K.; Müller, K. Water Repellence and Oxygen and Water Vapor Barrier of PVOH-Coated Substrates before and after Surface Esterification. Polymers 2014, 6, 2764–2783. [Google Scholar] [CrossRef]
- Christophliemk, H.; Bohlin, E.; Emilsson, P.; Järnström, L. Surface Analyses of Thin Multiple Layer Barrier Coatings of Poly(vinyl alcohol) for Paperboard. Coatings 2023, 13, 1489. [Google Scholar] [CrossRef]
- Rättö, P.; Junel, K.; Valtakari, D. Impact of different calendering strategies on barrier coating pickup. Tappi J. 2023, 22, 665–673. [Google Scholar] [CrossRef]
- Christophliemk, H.; Ullsten, H.; Johansson, C.; Järnström, L. Starch-poly(vinyl alcohol) barrier coatings for flexible packaging paper and their effects of phase interactions. Prog. Org. Coat. 2017, 111, 13–22. [Google Scholar] [CrossRef]
- Nissi, M.; Savolainen, A.; Talja, M.; Raija, M.R. Polymer dispersion coated HD papers. Tappi J. 1999, 82, 252–256. [Google Scholar]
- Sängerlaub, S.; Brüggemann, M.; Rodler, N.; Jost, V.; Bauer, K.D. Extrusion Coating of Paper with Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)—Packaging Related Functional Properties. Coatings 2019, 9, 457. [Google Scholar] [CrossRef]
- Whiteman, N.; Auchter, A.; Christie, A.; Prue, M. Rethinking the paper cup—Beginning with extrusion process optimization for compostability and recyclability. Tappi J. 2021, 20, 353–362. [Google Scholar] [CrossRef]
- Furuheim, K.M.; Axelson, D.E.; Antonsen, H.W.; Helle, T. Phase structural analyses of polyethylene extrusion coatings on high-density papers. II. Influence of paper surface properties on the polyethylene morphology. J. Appl. Polym. Sci. 2004, 91, 226–234. [Google Scholar] [CrossRef]
- Furuheim, K.M.; Axelson, D.E.; Antonsen, H.W.; Helle, T. Phase structural analyses of polyethylene extrusion coatings on high-density papers. I. Monoclinic crystallinity. J. Appl. Polym. Sci. 2004, 91, 218–225. [Google Scholar] [CrossRef]
- Kuusipalo, J.; Savolainen, A. Adhesion phenomena in (co)extrusion coating of paper and paperboard. J. Adhes. Sci. Technol. 1997, 11, 1119–1135. [Google Scholar] [CrossRef]
- Tuominen, M.; Lahti, J.; Kuusipalo, J. Effects of flame and corona treatment on extrusion coated paper properties. Tappi J. 2011, 10, 29–37. [Google Scholar] [CrossRef]
- Cooper, J.L.; Kelley, D.C.; Baker, S.L. Single-site catalyst produced polyolefin plastomers for extrusion coating and laminating. Tappi J. 1999, 82, 257–264. [Google Scholar]
- Gesetz über das Inverkehrbringen, die Rücknahme und die Hochwertige Verwertung von Verpackungen (Verpackungsgesetz—VerpackG): VerpackG; Berlin, Germany, 2017. Available online: https://www.gesetze-im-internet.de/verpackg/BJNR223410017.html (accessed on 13 July 2024).
- Minimum Standard for Determining the Recyclability of Packaging Subject to System Participation Pursuant to Section 21 (3) VerpackG in Consultation with the German Environment Agency (Umweltbundesamt); Osnabrück, Germany, 2023. Available online: https://www.verpackungsregister.org/fileadmin/files/Mindeststandard/Minimum_standard_Packaging-Act_Edition_2023.pdf (accessed on 13 July 2024).
- Krebs, D.; Menold, N. Gütekriterien quantitativer Sozialforschung. In Handbuch Methoden der Empirischen Sozialforschung; Baur, N., Blasius, J., Eds.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2019; pp. 489–504. ISBN 978-3-658-21308-4. [Google Scholar]
- Frost, I. Statistische Testverfahren, Signifikanz und p-Werte; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2017; ISBN 978-3-658-16257-3. [Google Scholar]
- Fahrmeir, L.; Heumann, C.; Künstler, R.; Pigeot, I.; Tutz, G. STATISTIK: Der weg zur Datenanalyse; Springer: Berlin/Heidelberg, Germany, 2023; ISBN 978-3-662-67525-0. [Google Scholar]
- Iosip, A.; Dobon, A.; Hortal, M.; Bobu, E. The influence of contaminants in the environmental impact of recovered paper: A life cycle assessment perspective. Int. J. Life Cycle Assess. 2012, 17, 1050–1058. [Google Scholar] [CrossRef]
- Lindström, T.; Wågberg, L.; Larsson, T. Review: On the Nature of Joint Strength in Paper—A Review of Dry and Wet Strength Resins Used in Paper Manufacturing. In 13th Fundamental Research Symposium; Tom, L., Lars, W., Tomas, L., Eds.; FRC: Manchester, UK; Cambridge, UK, 2005. [Google Scholar]
- Li, B.; Wang, Z.; Wu, S.; Liu, J.; Cheng, J. Effects of Adhesive Aging on the Characteristics of Stickies and Their Removal during Paper Recycling. Ind. Eng. Chem. Res. 2013, 52, 9698–9704. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, Z.; Deng, Y. PSA properties and screenability in paper recycling. Tappi J. 2005, 4, 12–16. [Google Scholar]
- Peter, B.; Michael, P. Mit Modifizierten Pigmenten Die Störstoffe in den Griff Bekommen; Munich, Germany, 2024. Available online: https://pub.ingede.com/ingede-symposium-2024/ (accessed on 13 July 2024).
- Huber, P.; Delagoutte, T.; Ossard, S. The concept of stickies exposure for paper recycling processes. Nord. Pulp Pap. Res. J. 2013, 28, 82–93. [Google Scholar] [CrossRef]
- dos Santos, A.D.A.; Matos, L.C.; Mendonça, M.C.; do Lago, R.C.; dos Santos Muguet, M.C.; Damásio, R.A.P.; Ponzecchi, A.; Soares, J.R.; Sanadi, A.R.; Tonoli, G.H.D. Evaluation of paper coated with cationic starch and carnauba wax mixtures regarding barrier properties. Ind. Crops Prod. 2023, 203, 117177. [Google Scholar] [CrossRef]
- Schabel, S.; Putz, H.-J.; Hamm, U.; Kersten, A.; Bobek, B.; Hirsch, G.; Voss, D. Calcium carbonate in the paper industry—Blessing for coated papermaking and curse for recycling processes. Tappi J. 2014, 13, 47–54. [Google Scholar] [CrossRef]
- Gribble, C.M.; Matthews, G.P.; Turner, A.; Gantenbein, D.; Schoelkopf, J.; Gane, P.A. MECHANICAL PULPING: Equilibrium coefficients for the adsorption of colloidal stickies onto mineral suspension particulates to improve paper recycling. Nord. Pulp Pap. Res. J. 2011, 26, 421–428. [Google Scholar] [CrossRef]
- Saville, F.; Martinez, M.; Olson, J. Energy and paper recycling: Modelling the time and energy requirements for low consistency batch repulping. Can. J. Chem. Eng. 2016, 94, 446–453. [Google Scholar] [CrossRef]
- Bajpai, P. 5-System and Process Design for Different Paper and Board Grades**Some excerpts taken from Bajpai, 2006 with kind permission from Pira International, UK. In Recycling and Deinking of Recovered Paper; Bajpai, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 85–99. ISBN 978-0-12-416998-2. [Google Scholar]
- Langberg, H.A.; Arp, H.P.H.; Castro, G.; Asimakopoulos, A.G.; Knutsen, H. Recycling of paper, cardboard and its PFAS in Norway. J. Hazard. Mater. Lett. 2024, 5, 100096. [Google Scholar] [CrossRef]
- Mofokeng, N.N.; Madikizela, L.M.; Tiggelman, I.; Sanganyado, E.; Chimuka, L. Determination of per- and polyfluoroalkyl compounds in paper recycling grades using ultra-high-performance liquid chromatography–high-resolution mass spectrometry. Environ. Sci. Pollut. Res. 2024, 31, 30126–30136. [Google Scholar] [CrossRef]
- Guazzotti, V.; Limbo, S.; Piergiovanni, L.; Fengler, R.; Fiedler, D.; Gruber, L. A study into the potential barrier properties against mineral oils of starch-based coatings on paperboard for food packaging. Food Packag. Shelf Life 2015, 3, 9–18. [Google Scholar] [CrossRef]
- Fengler, R.; Gruber, L. Mineral oil migration from paper-based packaging into food, investigated by means of food simulants and model substances. Food Addit. Contam. Part A 2020, 37, 845–857. [Google Scholar] [CrossRef]
- Fengler, R.; Gruber, L. Migration and permeation of mineral oil components from paper-based food contact materials into foods—A critical comparison of analytical methods. Food Packag. Shelf Life 2020, 25, 100537. [Google Scholar] [CrossRef]
- Fengler, R.; Gruber, L. Migration of mineral oil hydrocarbons from contaminated paperboard into the food simulants Tenax and Sorb-Star—A comparison. Packag. Technol. Sci. 2022, 35, 603–620. [Google Scholar] [CrossRef]
- Lerch, M.; Fengler, R.; Mbog, G.-R.; Nguyen, K.H.; Granby, K. Food simulants and real food—What do we know about the migration of PFAS from paper based food contact materials? Food Packag. Shelf Life 2023, 35, 100992. [Google Scholar] [CrossRef]
- Pivnenko, K.; Laner, D.; Astrup, T.F. Dynamics of bisphenol A (BPA) and bisphenol S (BPS) in the European paper cycle: Need for concern? Resour. Conserv. Recycl. 2018, 133, 278–287. [Google Scholar] [CrossRef]
- PIEPER, G.; PETERSÉN, K. Free Fatty Acids from Orange Juice Absorption into Laminated Cartons and their Effects on Adhesion. J. Food Sci. 1995, 60, 1088–1091. [Google Scholar] [CrossRef]
- Wohner, B.; Schwarzinger, N.; Gürlich, U.; Heinrich, V.; Tacker, M.; Anderson, T. Technical emptiability of dairy product packaging and its environmental implications in Austria. PeerJ 2019, 7, e7578. [Google Scholar] [CrossRef]
- Meurer, I.R.; Lange, C.C.; Hungaro, H.M.; Bell, M.J.V.; dos Anjos, V.D.C.; de Sá Silva, C.A.; de Oliveira Pinto, M.A. Quantification of whole ultra high temperature UHT milk waste as a function of packages type and design. J. Clean. Prod. 2017, 153, 483–490. [Google Scholar] [CrossRef]
- Schinkel, K.; Küppers, B.; Reichenbach, S.; Rohrmeier, T.; Müller, K.; Fell, T.; Sängerlaub, S. Amount of Fill Product Residues in Plastic Packagings for Recycling. Waste 2023, 1, 901–918. [Google Scholar] [CrossRef]
- Bonadies, I.; Capuano, R.; Avolio, R.; Castaldo, R.; Cocca, M.; Gentile, G.; Errico, M.E. Sustainable Cellulose-Aluminum-Plastic Composites from Beverage Cartons Scraps and Recycled Polyethylene. Polymers 2022, 14, 807. [Google Scholar] [CrossRef] [PubMed]
- Feil, A.; van Thoden Velzen, E.U.; Jansen, M.; Vitz, P.; Go, N.; Pretz, T. Technical assessment of processing plants as exemplified by the sorting of beverage cartons from lightweight packaging wastes. Waste Manag. 2016, 48, 95–105. [Google Scholar] [CrossRef] [PubMed]
- Mourad, A.L.; Garcia, E.E.; Vilela, G.B.; von Zuben, F. Influence of recycling rate increase of aseptic carton for long-life milk on GWP reduction. Resour. Conserv. Recycl. 2008, 52, 678–689. [Google Scholar] [CrossRef]
- Lopes, C.M.A.; Felisberti, M.I. Composite of low-density polyethylene and aluminum obtained from the recycling of postconsumer aseptic packaging. J. Appl. Polym. Sci. 2006, 101, 3183–3191. [Google Scholar] [CrossRef]
- Robertson, G.L. Recycling of Aseptic Beverage Cartons: A Review. Recycling 2021, 6, 20. [Google Scholar] [CrossRef]
- Papier, Karton und Pappe_-Europäische Liste der Altpapier-Standardsorten; Deutsche Fassung EN_643:2014; Beuth Verlag GmbH: Berlin, Germany, 2014. Available online: https://www.dinmedia.de/de/norm/din-en-643/223947791 (accessed on 13 July 2024).
- Ulrich, L. Paper-Based Packaging Recyclability Guidelines; Brussels, Belgium, 2020. Available online: https://www.cepi.org/wp-content/uploads/2020/10/Cepi_recyclability-guidelines.pdf (accessed on 13 July 2024).
- Cepi Confederation of Paper Industries Ltd. Design for Recyclability Guidelines (for UK); Swindon, UK, 2024. Available online: https://thecpi.org.uk/library/PDF/Public/Publications/Guidance%20Documents/Recyclability-Guidelines-2024.pdf (accessed on 13 July 2024).
- Institute Cyclos-HTTP: Verification and Examination of Recyclability; Institute Cyclos-HTTP: Aachen, Germany, 2021. Available online: https://www.cyclos-htp.de/publications/r-a-catalogue/ (accessed on 18 June 2024).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | from 2019 | from 2022 |
|---|---|---|
| paper, board | 85% | 90% |
| beverage carton packaging | 75% | 80% |
| plastic | 58.5% | 63% |
| Packaging Types | Main Component Material | Recycling Infrastructure Existence per Group Number |
|---|---|---|
| Liquid packaging board | Paper, paperboard, cardboard | Given, 512/510 |
| PPC packaging (excluding fiber-based composite/laminate packaging), corrugated board, folding boxes, paper bags and pouches, etc. | Paper, paperboard, cardboard | Given, 1.01.00 |
| Other fiber-based composite packaging (main component not metal), such as laminated folding boxes, composite cans, coated paper, paper cups coated on both sides | Paper, paperboard, cardboard | To a limited extent, 550 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belle, J.; Hirtz, D.; Sängerlaub, S. Expert Survey on the Impact of Cardboard and Paper Recycling Processes, Fiber-Based Composites/Laminates and Regulations, and Their Significance for the Circular Economy and the Sustainability of the German Paper Industry. Sustainability 2024, 16, 6610. https://doi.org/10.3390/su16156610
Belle J, Hirtz D, Sängerlaub S. Expert Survey on the Impact of Cardboard and Paper Recycling Processes, Fiber-Based Composites/Laminates and Regulations, and Their Significance for the Circular Economy and the Sustainability of the German Paper Industry. Sustainability. 2024; 16(15):6610. https://doi.org/10.3390/su16156610
Chicago/Turabian StyleBelle, Jürgen, Daniela Hirtz, and Sven Sängerlaub. 2024. "Expert Survey on the Impact of Cardboard and Paper Recycling Processes, Fiber-Based Composites/Laminates and Regulations, and Their Significance for the Circular Economy and the Sustainability of the German Paper Industry" Sustainability 16, no. 15: 6610. https://doi.org/10.3390/su16156610