
The Effect of Different Densification Levels on the Mechanical Properties of Southern Yellow Pine

Abstract
:1. Introduction
2. Materials and Methods
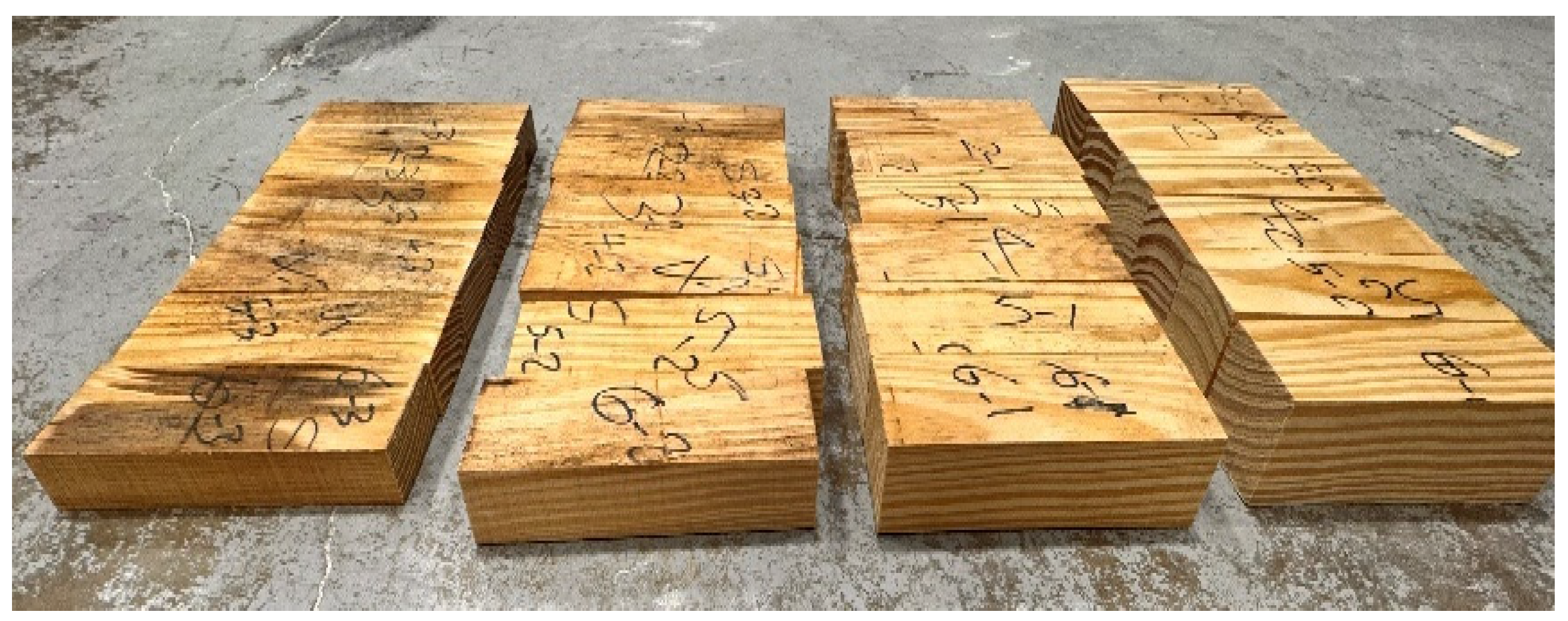
2.1. Materials
2.2. Densification Process
2.3. Experimental Methods
2.3.1. Bending Test
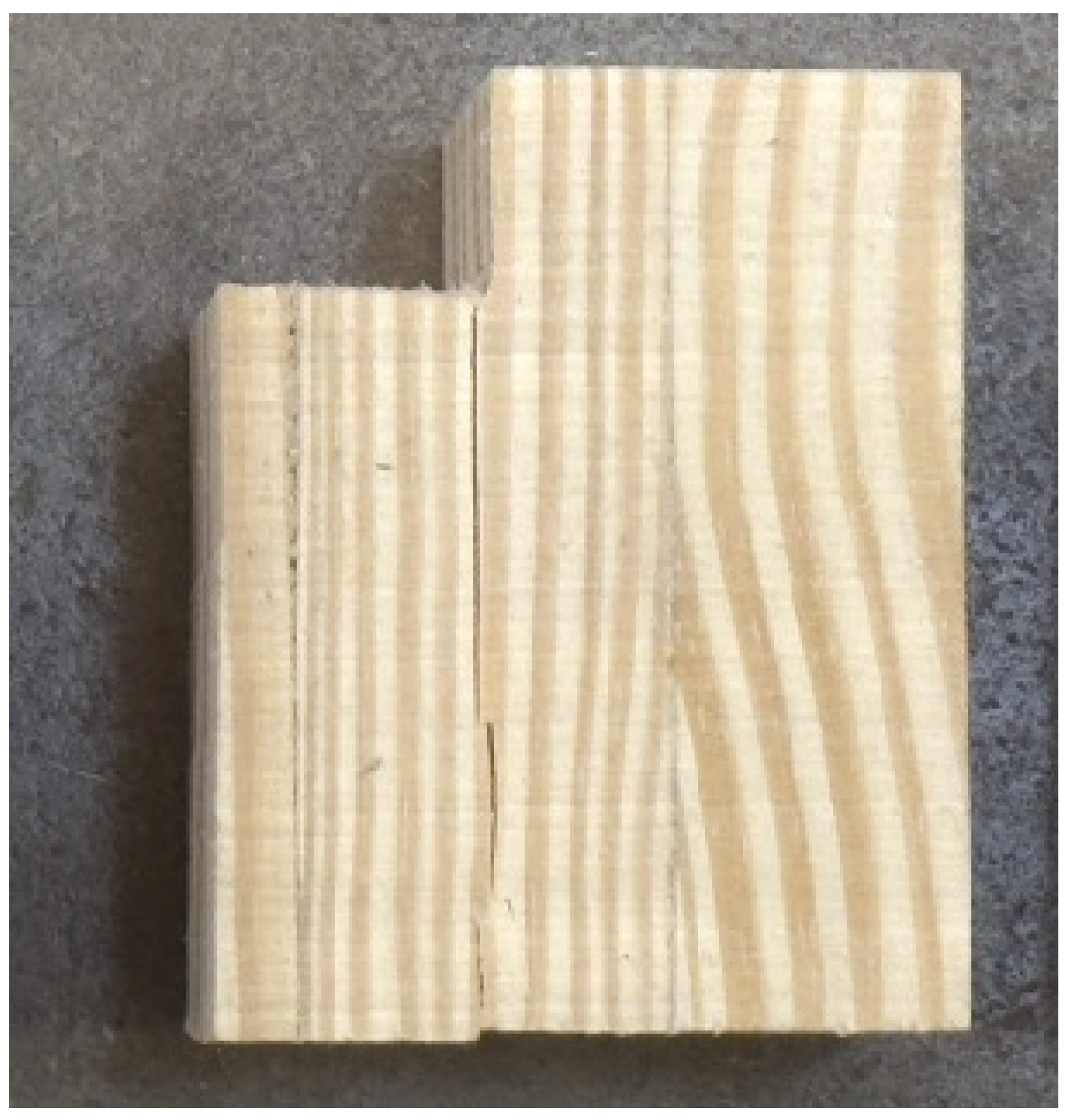
2.3.2. Shear Block Test
2.3.3. Hardness Test
3. Results and Discussion
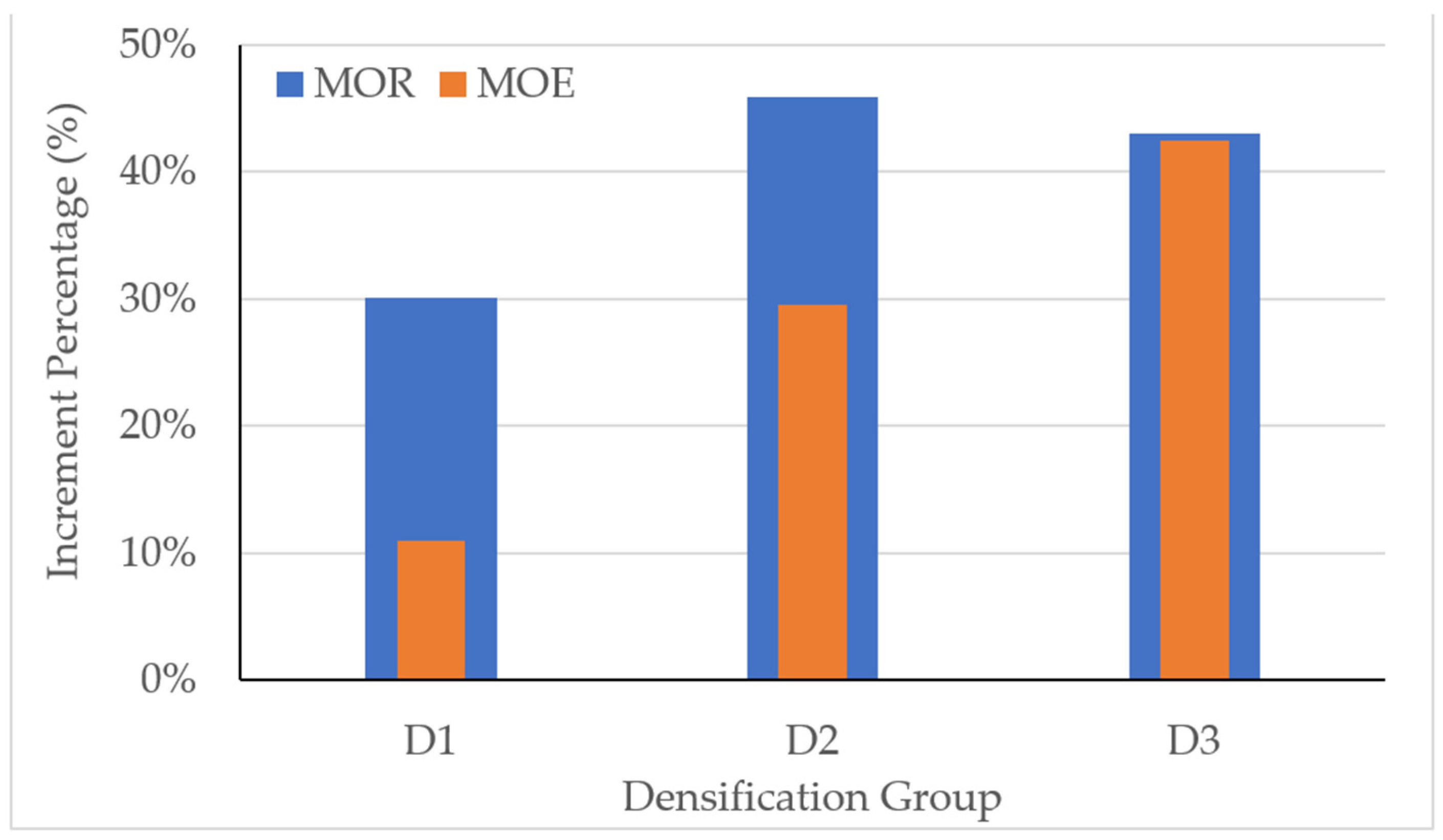
3.1. Bending Properties
3.2. Shear Strength Parallel to the Grain
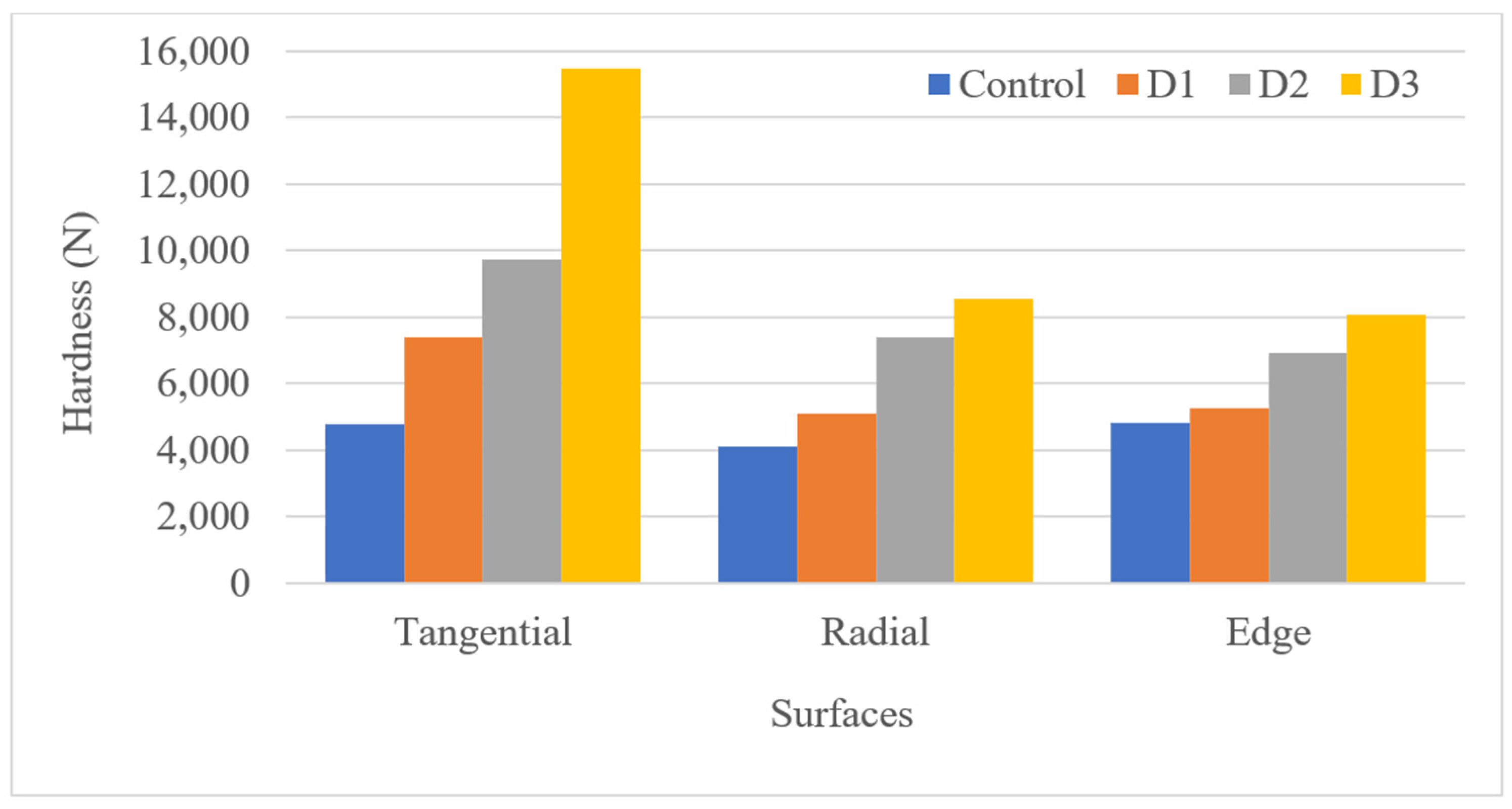
3.3. Hardness Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sadigov, R. Rapid Growth of the World Population and Its Socioeconomic Results. Sci. World J. 2022, 2022, 1–8. [Google Scholar] [CrossRef] [PubMed]
- United Nations Environment Programme, & International Energy Agency. 2019 Global Status Report for Buildings and Construction: Towards a Zero-Emissions, Efficient and Resilient Buildings and Construction Sector. 2019. Available online: https://wedocs.unep.org/20.500.11822/30950 (accessed on 29 May 2024).
- Ness, D. Growth in floor area: The blind spot in cutting carbon. Emerald Open Res. 2020, 2, 2. [Google Scholar] [CrossRef]
- Fu, C. Analysis of the Dominance of Steel and Concrete in Architecture. Appl. Comput. Eng. 2023, 3, 79–83. [Google Scholar] [CrossRef]
- Crawford, R.H.; Cadorel, X. A Framework for Assessing the Environmental Benefits of Mass Timber Construction. Procedia Eng. 2017, 196, 838–846. [Google Scholar] [CrossRef]
- Khaiyum, M.Z.; Sarker, S.; Kabir, G. Evaluation of Carbon Emission Factors in the Cement Industry: An Emerging Economy Context. Sustainability 2023, 15, 15407. [Google Scholar] [CrossRef]
- Kim, J.; Sovacool, B.K.; Bazilian, M.; Griffiths, S.; Lee, J.; Yang, M.; Lee, J. Decarbonizing the iron and steel industry: A systematic review of sociotechnical systems, technological innovations, and policy options. Energy Res. Soc. Sci. 2022, 89, 102565. [Google Scholar] [CrossRef]
- Bergman, R.; Puettmann, M.; Taylor, A.; Skog, K.E. The Carbon Impacts of Wood Products. For. Prod. J. 2014, 64, 220–231. [Google Scholar] [CrossRef]
- Tsai, W.-T. Carbon-Negative Policies by Reusing Waste Wood as Material and Energy Resources for Mitigating Greenhouse Gas Emissions in Taiwan. Atmosphere 2021, 12, 1220. [Google Scholar] [CrossRef]
- Kuzmanovska, I.; Gasparri, E.; Tapias Monne, D.; Aitchison, M. Tall Timber Buildings: Emerging Trends and Typologies. 2018. Available online: https://www.researchgate.net/publication/327199615 (accessed on 23 June 2024).
- Fernandez, A.; Komp, J.; Peronto, J. Ascent—Challenges and Advances of Tall Mass Timber Construction. Int. J. High-Rise Build. 2020, 9, 235–244. [Google Scholar] [CrossRef]
- Lindenmayer, D.B.; Laurance, W.F.; Franklin, J.F. Global Decline in Large Old Trees. Science 2012, 338, 1305–1306. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, J.; Peng, H.; Chen, J.; Wang, Y.; Zhu, R.; Yu, W.; Zhang, Y.; Huang, Y.; Hu, J.; et al. A new type of engineered wood product: Cross-laminated-thick veneers. Case Stud. Constr. Mater. 2024, 20, e02753. [Google Scholar] [CrossRef]
- Bendtsen, B.A.; Senft, J. Mechanical and Anatomical Properties in Individual Growth Rings of Plantation-Grown Eastern Cottonwood and Loblolly Pine. Wood Fiber Sci. 1986, 17, 23–38. [Google Scholar]
- Núñez-Decap, M.; Sandoval-Valderrama, B.; Opazo-Carlsson, C.; Moya-Rojas, B.; Vidal-Vega, M.; Opazo-Vega, A. Use of Carbon and Basalt Fibers with Adhesives to Improve Physical and Mechanical Properties of Laminated Veneer Lumber. Appl. Sci. 2023, 13, 10032. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, C.; Chu, P.K.; Lv, F.; Zhang, C.; Ji, J.; Zhang, R.; Wang, H. Mechanical and thermal properties of basalt fiber reinforced poly(butylene succinate) composites. Mater. Chem. Phys. 2012, 133, 845–849. [Google Scholar] [CrossRef]
- Deans, M. Inorganic and Composite Fibers; Woodhead Publishing: Sawston, UK, 2018; p. iv. [Google Scholar]
- Núñez-Decap, M.; Barra-Rodríguez, Y.; Opazo-Carlsson, C.; Moya-Rojas, B.; Vidal-Vega, M.; Opazo-Vega, A. Use of Carbon and Basalt Fibers with Adhesives to Improve Physical and Mechanical Properties of Plywood. Appl. Sci. 2022, 12, 5114. [Google Scholar] [CrossRef]
- Cabral, J.P.; Kafle, B.; Subhani, M.; Reiner, J.; Ashraf, M. Densification of timber: A review on the process, material properties, and application. J. Wood Sci. 2022, 68, 1–24. [Google Scholar] [CrossRef]
- Alqrinawi, H.; Ahmed, B.; Wu, Q.; Lin, H.; Kameshwar, S.; Shayan, M. Effect of partial delignification and densification on chemical, morphological, and mechanical properties of wood: Structural property evolution. Ind. Crop. Prod. 2024, 213, 118430. [Google Scholar] [CrossRef]
- Gao, Z.; Wang, W.; Yu, F.; Wang, Y.; Xiao, Z.; Xie, Y. Improved dimensional stability and mechanical properties of rubberwood via modification with maleated lignin and densification. Holzforschung 2023, 77, 170–183. [Google Scholar] [CrossRef]
- Navi, P.; Girardet, F. Effects of Thermo-Hydro-Mechanical Treatment on the Structure and Properties of Wood. Holzforschung 2000, 54, 287–293. [Google Scholar] [CrossRef]
- Kamke, F.; Sizemore, H. Viscoelastic Thermal Compression of Wood. US Patent 7,404,422, 11 August 2004. [Google Scholar]
- Rautkari, L.; Hughes, M.; Kamke, F.A.; Kutnar, A. Wood surface densification using different methods. In Proceedings of the 11th World Conference on Timber Engineering, Trentino, Italy, 20–24 June 2010. [Google Scholar]
- Huang, W.; Jin, Y.; Guo, Y.; Deng, J.; Yu, H.; He, B. Fabrication of High-Performance Densified Wood via High-Pressure Steam Treatment and Hot-Pressing. Polymers 2024, 16, 939. [Google Scholar] [CrossRef]
- Pertuzzatti, A.; Missio, A.L.; Cademartori, P.H.G.; Santini, E.J.; Haselein, C.R.; Berger, C.; Gatto, D.A.; Tondi, G. Effect of Process Parameters in the Thermomechanical Densification of Pinus elliottii and Eucalyptus grandis Fast-growing Wood. BioResources 2017, 13, 1576–1590. [Google Scholar] [CrossRef]
- Pradhan, S.; Mohammadabadi, M.; Seale, R.D.; Thati, M.; Entsminger, E.D.; Nkeuwa, W.N. Optimizing Lumber Densification for Mitigating Rolling Shear Failure in Cross-Laminated Timber (CLT). Constr. Mater. 2024, 4, 342–352. [Google Scholar] [CrossRef]
- Kartal, S.N. Combined effect of boron compounds and heat treatments on wood properties: Boron release and decay and termite resistance. Holzforschung 2006, 60, 455–458. [Google Scholar] [CrossRef]
- Rapp, A.O. European cooperation in the filed of scientific and technical research. Environmental optimisation of wood protection: Review on Heat Treatments of Wood. In Proceedings of the Special Seminar, Antibes, France, 9 February 2001. [Google Scholar]
- Scharf, A.; Švajger, Č.; Lin, C.F.; Humar, M.; Sandberg, D.; Jones, D. Effect of fire-retardant treatment of wood prior to thermo-mechanical densification. Wood Mater. Sci. Eng. 2024, 19, 790–793. [Google Scholar] [CrossRef]
- Pradhan, S.; Entsminger, E.D.; Mohammadabadi, M.; Ragon, K.; Nkeuwa, W.N. The effects of densification on rolling shear performance of southern yellow pine cross-laminated timber. Constr. Build. Mater. 2023, 392, 132024. [Google Scholar] [CrossRef]
- ASTM D198-22; Standard Test Methods of Static Tests of Lumber in Structural Sizes. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D143-22; Standard Test Methods for Small Clear Specimens of Timber. ASTM International: West Conshohocken, PA, USA, 2022.
- Jeong, G.Y.; Hindman, D.P.; Zink-Sharp, A. Orthotropic properties of loblolly pine (Pinus taeda) strands. J. Mater. Sci. 2010, 45, 5820–5830. [Google Scholar] [CrossRef]
- Meyer, L.; Brischke, C.; Welzbacher, C.R. Dynamic and static hardness of wood: Method development and comparative studies. Int. Wood Prod. J. 2011, 2, 5–11. [Google Scholar] [CrossRef]
- Zhou, Q.; Chen, C.; Tu, D.; Zhu, Z.; Li, K. Surface densification of poplar solid wood: Effects of the process parameters on the density profile and hardness. BioResources 2019, 14, 4814–4831. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group ID | Bending Test | Block Shear/Hardness | ||||||
|---|---|---|---|---|---|---|---|---|
| Initial Density (Kg/m3) | Final Density (Kg/m3) | Initial Thickness (mm) | Final Thickness (mm) | Initial Density (Kg/m3) | Final Density (Kg/m3) | Initial Thickness (mm) | Final Thickness (mm) | |
| Control | 663.95 (7%) | - | 12.70 | 12.70 | 647.63 (6%) | - | 38.10 | - |
| D1 | 755.85 (6%) | 15.24 | 746.68 (6%) | 31.74 | ||||
| D2 | 958.07 (6%) | 19.05 | 923.80 (6%) | 25.40 | ||||
| D3 | 1280.55 (3%) | 25.40 | 1199.92 (6%) | 19.05 | ||||
| Group ID | Modulus of Rupture | Modulus of Elasticity | Hardness (N) | Block Shear | ||
|---|---|---|---|---|---|---|
| (MPa) | (MPa) | Tangential Surface | Radial Surface | Edge End | (MPa) | |
| Control | 103.77 (11.53%) | 18,990.93 (10.48%) | 4802.27 (25.66%) | 4107.39 (13.62%) | 4813.10 (14.35%) | 11.65 (8.51%) |
| D1 | 134.98 (14.8%) | 21,076.95 (19.22%) | 7392.97 (17.15%) | 5103.69 (14.87%) | 5266.89 (16.79%) | 11.19 (10.21%) |
| D2 | 151.37 (12.65%) | 24,592.10 (10.25%) | 9739.62 (10.97%) | 7387.50 (17.32%) | 6916.52 (15.16%) | 13.00 (13.39%) |
| D3 | 148.14 (7.19%) | 27,060.61 (7.73%) | 15,491.79 (7.94%) | 8543.17 (18.82%) | 8087.30 (8.79%) | 13.69 (10.82%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pradhan, S.; Lamichhane, A.; Belaidi, D.; Mohammadabadi, M. The Effect of Different Densification Levels on the Mechanical Properties of Southern Yellow Pine. Sustainability 2024, 16, 6662. https://doi.org/10.3390/su16156662
Pradhan S, Lamichhane A, Belaidi D, Mohammadabadi M. The Effect of Different Densification Levels on the Mechanical Properties of Southern Yellow Pine. Sustainability. 2024; 16(15):6662. https://doi.org/10.3390/su16156662
Chicago/Turabian StylePradhan, Suman, Aadarsha Lamichhane, Dalila Belaidi, and Mostafa Mohammadabadi. 2024. "The Effect of Different Densification Levels on the Mechanical Properties of Southern Yellow Pine" Sustainability 16, no. 15: 6662. https://doi.org/10.3390/su16156662