
Properties, Treatment and Resource Utilization of Bauxite Tailings: A Review

Abstract
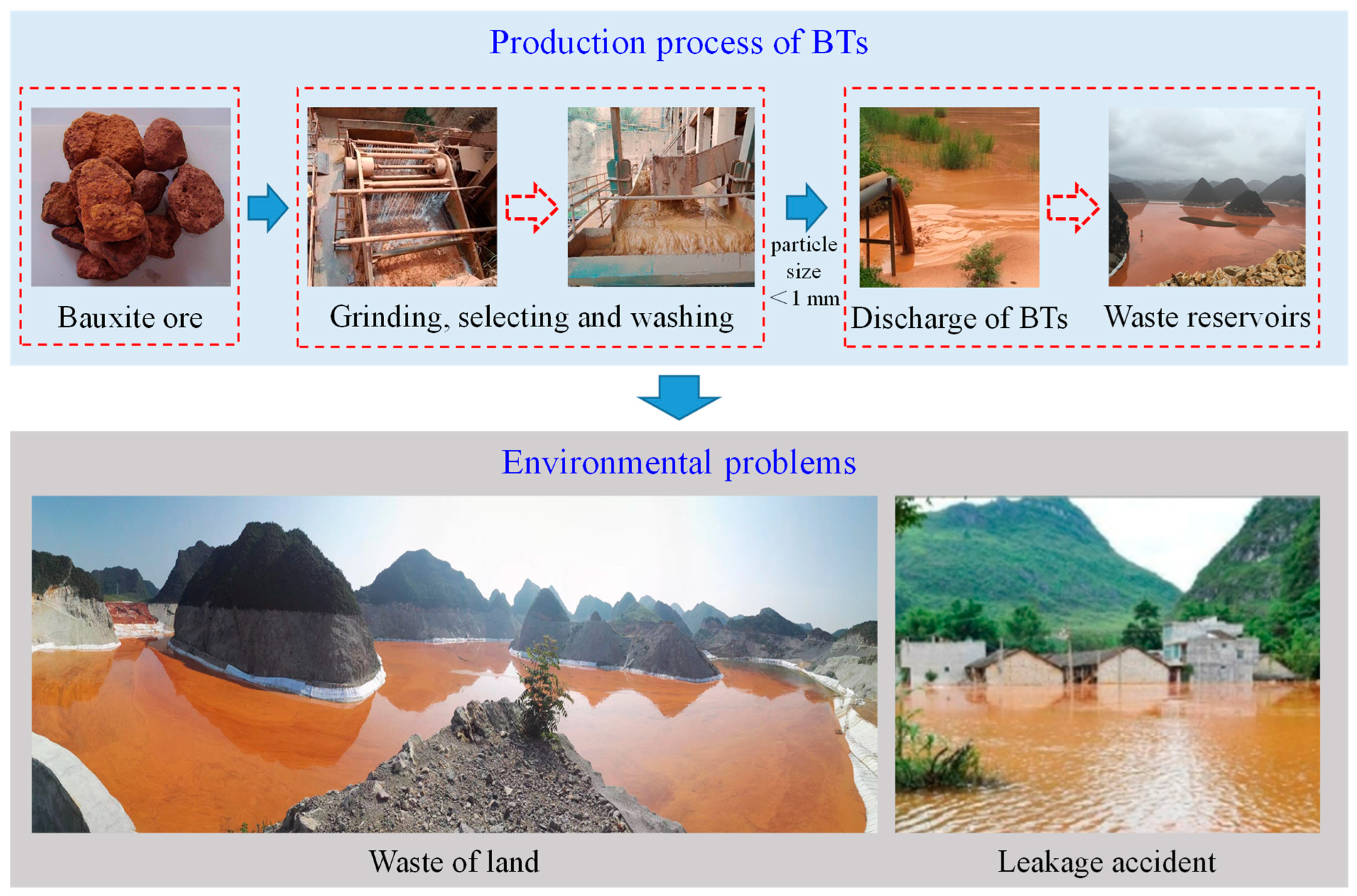
:1. Introduction
2. Research Methods
3. Results
3.1. Properties of BTs
3.1.1. Physical Characteristics
3.1.2. Mineral and Chemical Composition
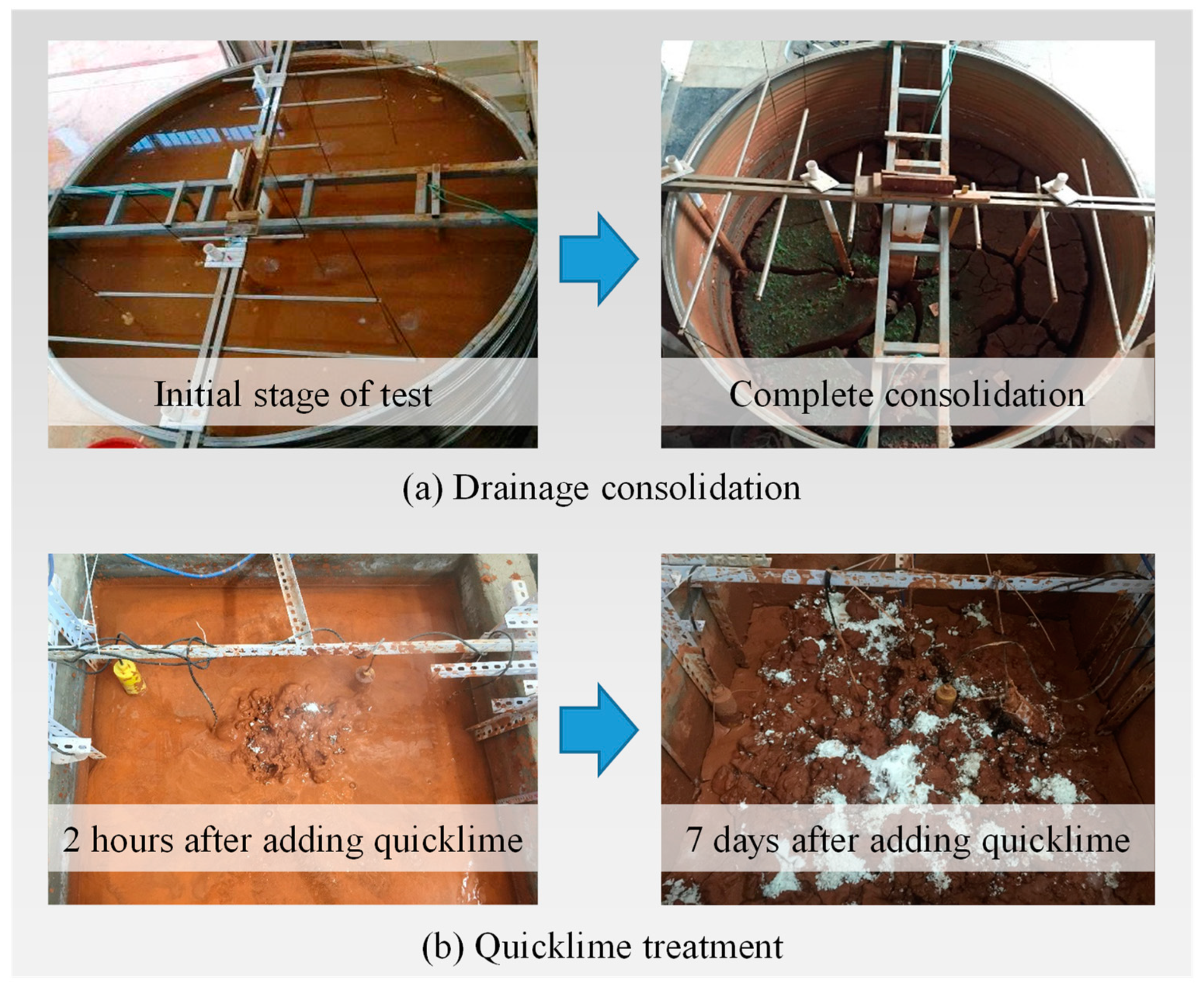
3.2. Treatment of BTs
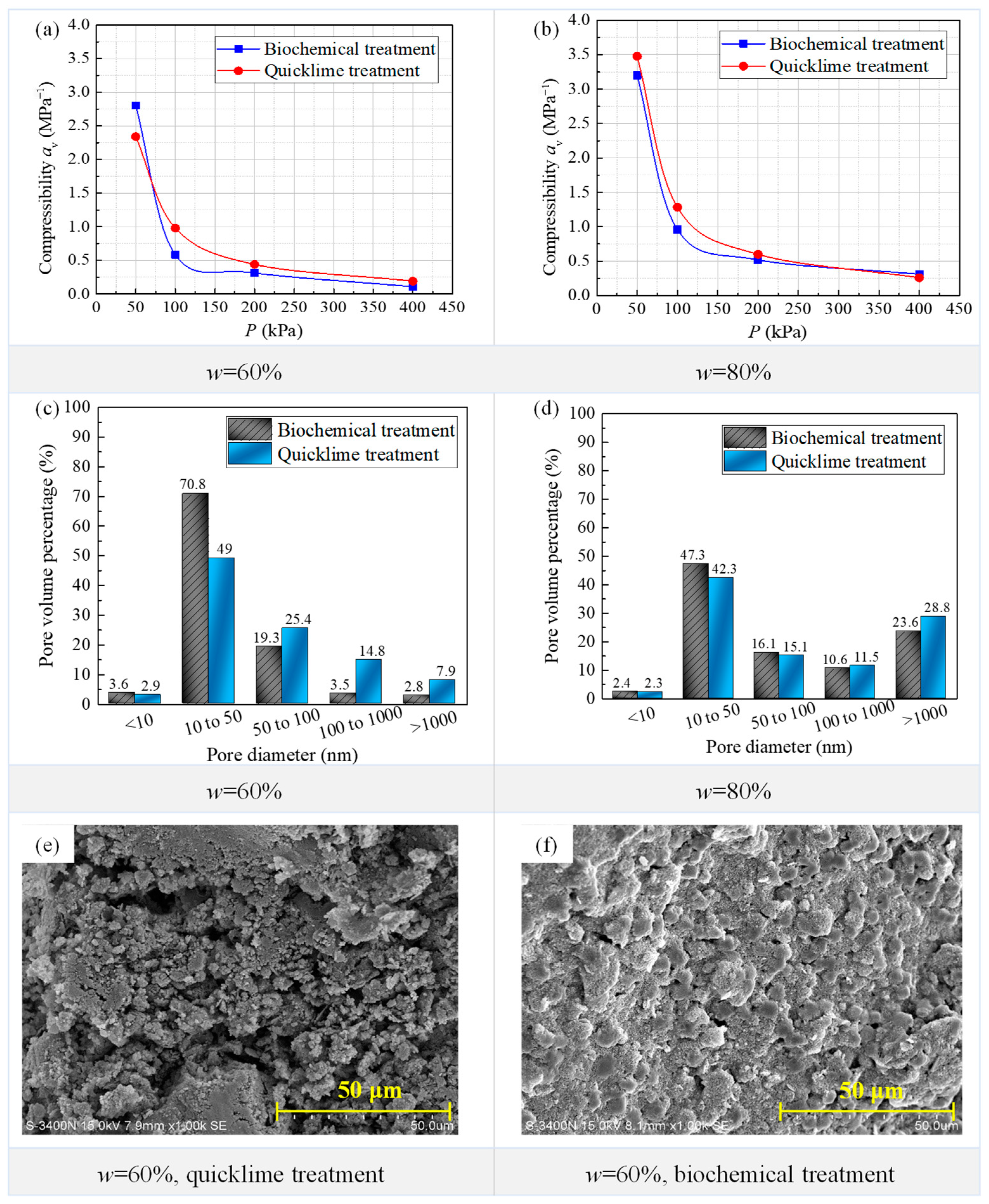
3.2.1. Consolidation of BTs
3.2.2. Biochemical Solidification of BTs
3.3. The Resource Utilization of BTs
3.3.1. Extraction of Metals
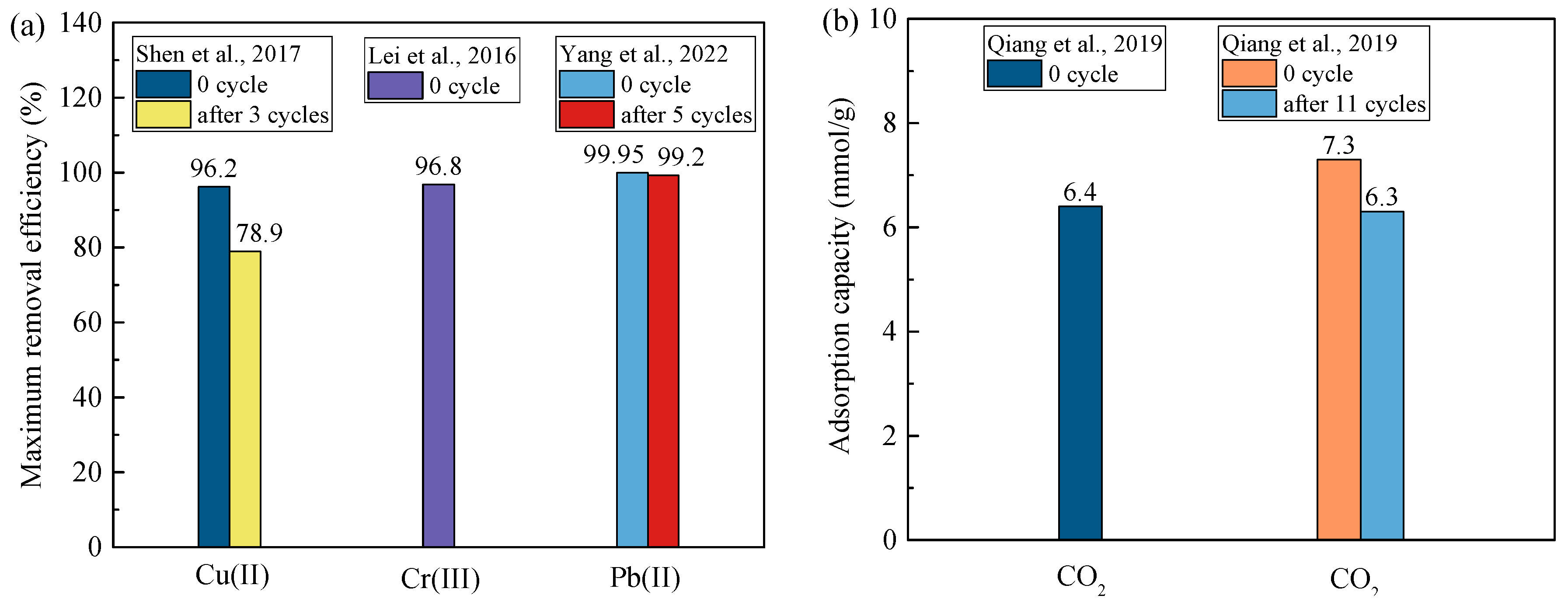
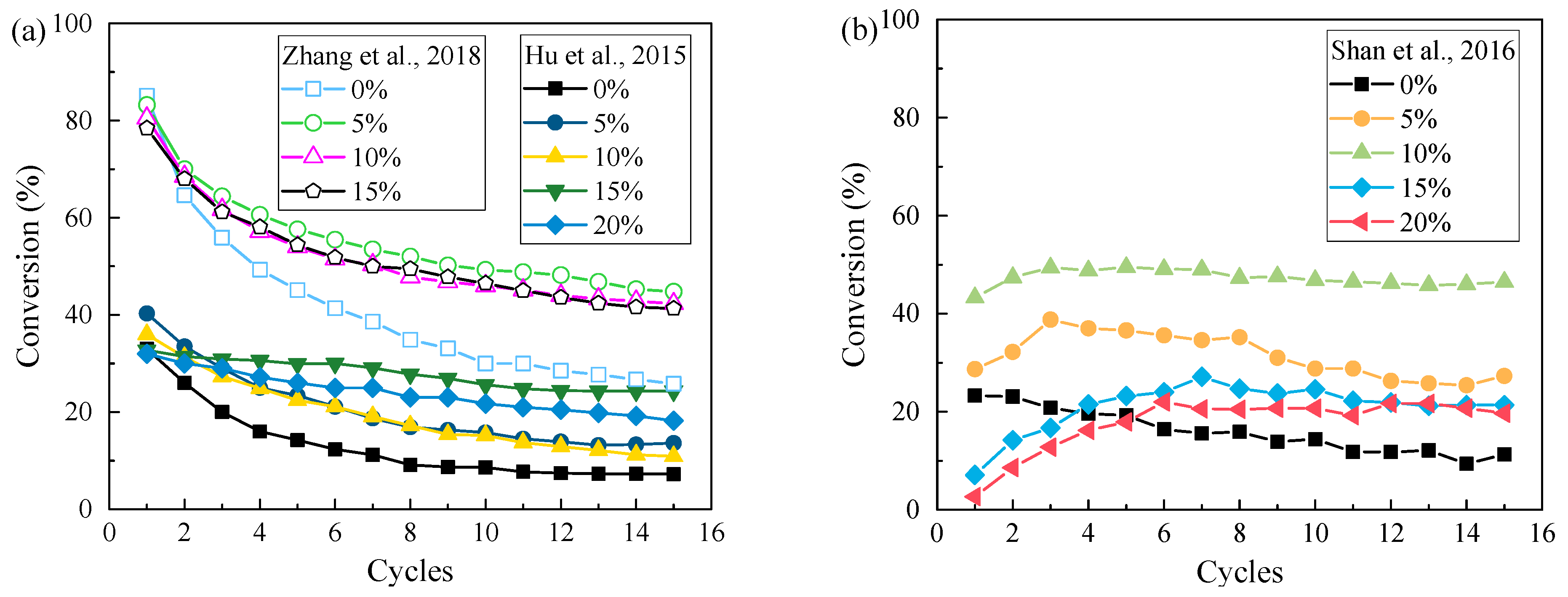
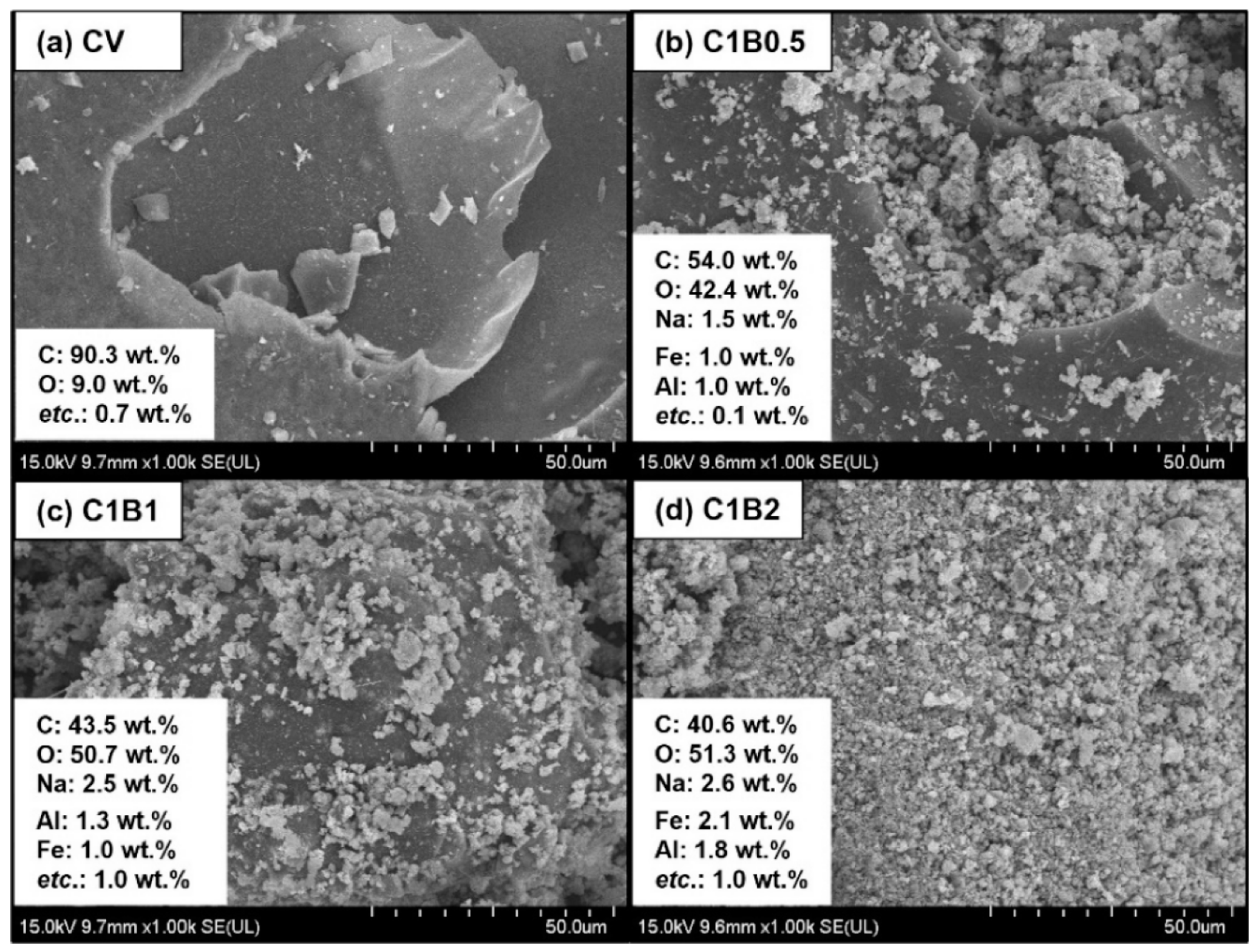
3.3.2. Preparation of Adsorption Materials
3.3.3. Preparation of Ceramic Materials
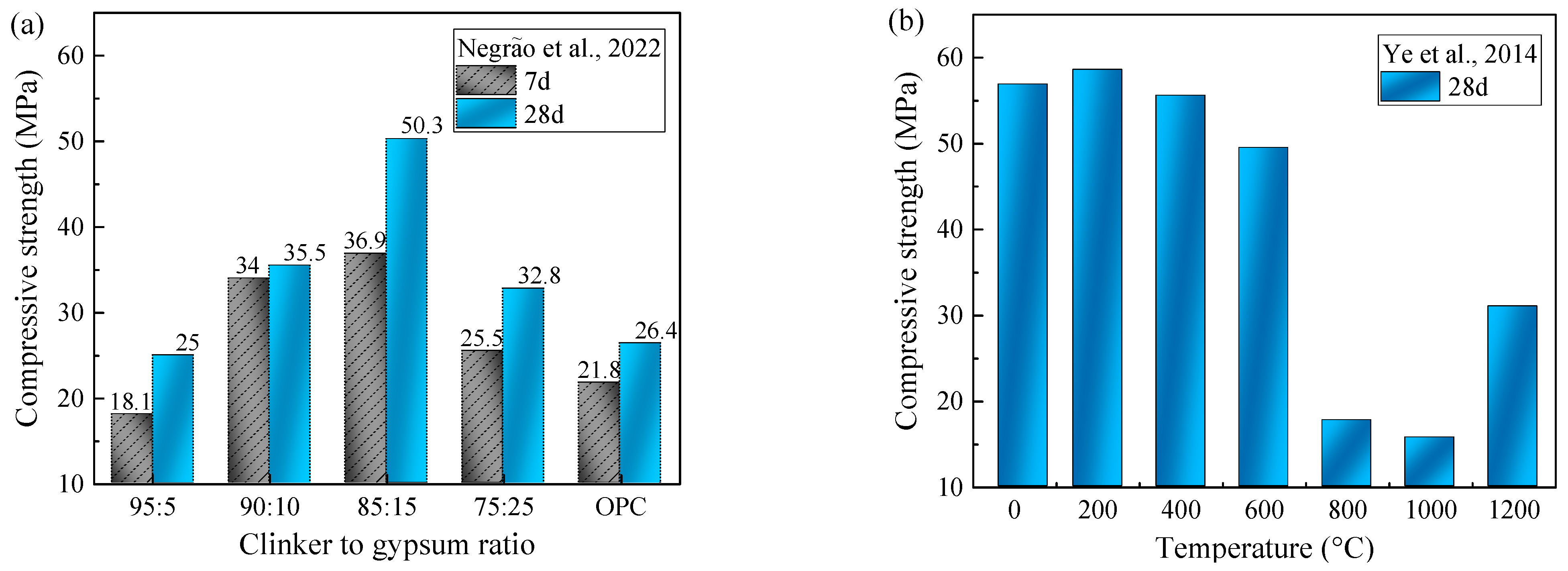
3.3.4. Preparation of Cementitious Materials
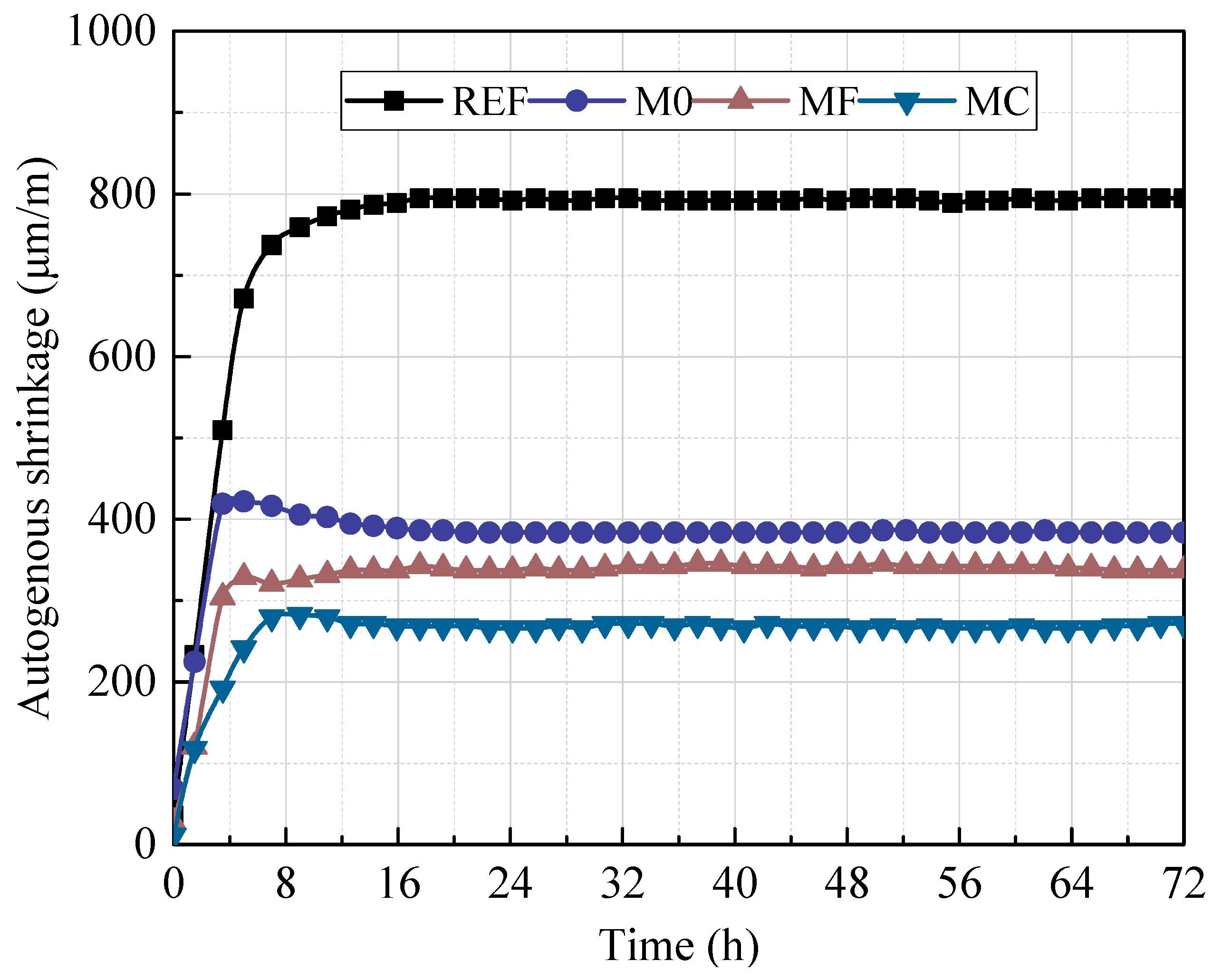
3.3.5. Preparation of Lightweight Aggregate
3.3.6. Other Materials
4. Discussion
4.1. Challenges and Strategies for Efficient Dehydration and Solidification of BTs
4.2. Multifaceted Utilization and Resource Management of BTs
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, L.; Ma, X.; Hu, X.; Liu, J.; Wu, Z.; Shi, C. Production of lightweight aggregates from bauxite tailings for the internal curing of high-strength mortars. Constr. Build. Mater. 2022, 341, 127800. [Google Scholar] [CrossRef]
- Jones, B.E.; Haynes, R.J.; Phillips, I.R. Effect of amendment of bauxite processing sand with organic materials on its chemical, physical and microbial properties. J. Environ. Manag. 2010, 91, 2281–2288. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Chen, C.; Pan, L.; Lu, H.; Sun, H.; Hu, X. Preparation of double-layer glass-ceramic/ceramic tile from bauxite tailings and red mud. J. Eur. Ceram. Soc. 2009, 29, 1887–1894. [Google Scholar] [CrossRef]
- Shan, S.; Ma, A.; Hu, Y.; Jia, Q.; Wang, Y.; Peng, J. Development of sintering-resistant CaO-based sorbent derived from eggshells and bauxite tailings for cyclic CO2 capture. Environ. Pollut. 2016, 208, 546–552. [Google Scholar] [CrossRef] [PubMed]
- Peng, Y.; Ou, X.; Chen, X.; Lin, X.; Shen, X. Utilization of discarded bauxite tailings into eco-friendly foamed mixture lightweight soil. J. Clean. Prod. 2022, 333, 130167. [Google Scholar] [CrossRef]
- Wang, C.; Li, S.; Guo, Y.; He, Y.; Liu, J.; Liu, H. Comprehensive treatments of aluminum dross in China: A critical review. J. Environ. Manag. 2023, 345, 118575. [Google Scholar] [CrossRef]
- Yalley, P.P.; Kankam, C.K. Compressive, flexural and corrosion permeability resistance properties of concrete with bauxite tailing as supplementary mineral admixtures. Sci. Afr. 2022, 18, e01409. [Google Scholar] [CrossRef]
- Zhao, H.X.; Zhou, F.S.; LM, A.E.; Liu, J.L.; Zhou, Y. A review on the industrial solid waste application in pelletizing additives: Composition, mechanism and process characteristics. J. Hazard. Mater. 2022, 423, 127056. [Google Scholar] [CrossRef]
- Qin, X.; Zhou, Z.; He, B.; Xu, B.; Yu, S.; Qin, G.; Han, P. Characteristics of waste mud treated by construction waste-slag based flocculation-solidification combined method. Constr. Build. Mater. 2023, 370, 130699. [Google Scholar] [CrossRef]
- Xu, Z.H.; Zhang, R.J.; Zheng, J.J.; Liu, S.J. Laboratory and field experimental study on efficiency of vacuum preloading–flocculation–solidification combined method for slurry-like mud treatment. Acta Geotech. 2024, 19, 5417–5432. [Google Scholar] [CrossRef]
- Ou, X.; Huang, Z.; Luo, B.; Qin, J.; Jiang, J.; Lyu, Z. Model test study on the treatment of bauxite tailing slurry by adding sand step by step combined with quicklime drainage and solidification. J. Eng. Geol. 2023, 31, 318–326. (In Chinese) [Google Scholar] [CrossRef]
- Su, J.; Cao, F.; Song, H.; Ou, X.; Li, X. Experimental research on selection & cultivation and consolidation of in-situ microorganism in bauxite tailings. J. Basic Sci. Eng. 2020, 28, 1224–1234. (In Chinese) [Google Scholar]
- Ma, D.; Wang, Z.; Guo, M.; Zhang, M.; Liu, J. Feasible conversion of solid waste bauxite tailings into highly crystalline 4A zeolite with valuable application. Waste Manag. 2014, 34, 2365–2372. [Google Scholar] [CrossRef]
- Shen, X.; Qiu, G.; Yue, C.; Guo, M.; Zhang, M. Multiple copper adsorption and regeneration by zeolite 4A synthesized from bauxite tailings. Environ. Sci. Pollut. Res. 2017, 24, 21829–21835. [Google Scholar] [CrossRef]
- Qiang, Z.; Li, R.; Yang, Z.; Guo, M.; Cheng, F.; Zhang, M. Zeolite X adsorbent with high stability synthesized from bauxite tailings for cyclic adsorption of CO2. Energy Fuels 2019, 33, 6641–6649. [Google Scholar] [CrossRef]
- Yang, N.; Gou, L.; Bai, Z.; Cheng, F.; Guo, M.; Zhang, M. A Simple and Mild Synthesis of Zeolite Y from Bauxite Tailings for Lead Adsorption: Reusable, Efficient and Highly Selective. J. Inorg. Organomet. Polym. Mater. 2022, 32, 3496–3507. [Google Scholar] [CrossRef]
- Zhang, Y.; He, L.; Ma, A.; Jia, Q.; He, S.; Shan, S. CaO-based sorbent derived from lime mud and bauxite tailings for cyclic CO2 capture. Environ. Sci. Pollut. Res. 2018, 25, 28015–28024. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Luo, H.H.; Wang, S.F.; Ou, X.D.; Su, J.; Chen, J.L. Synthesis of foamed geopolymers by substituting fly ash with tailing slurry for the highly efficient removal of heavy metal contaminants: Behavioral and mechanistic studies. J. Cent. South Univ. 2024, 31, 1344–1359. [Google Scholar] [CrossRef]
- Ren, Y.; Ren, Q.; Wu, X.; Zheng, J.; Hai, O. Mechanism of low temperature sintered high-strength ferric-rich ceramics using bauxite tailings. Mater. Chem. Phys. 2019, 238, 121929. [Google Scholar] [CrossRef]
- Li, Y.; Ren, Y.; Pei, D.; Sheng, H.; Yi, Y.; Cang, D. Mechanism of pore formation in novel porous permeable ceramics prepared from steel slag and bauxite tailings. ISIJ Int. 2019, 59, 1723–1731. [Google Scholar] [CrossRef]
- Wang, Q.; Fang, M.; Min, X.; Du, P.; Huang, Z.; Liu, Y.; Huang, F. Preparation and Performance of Ferric-Rich Bauxite-Tailing-Based Thermal Storage Ceramics. Materials 2023, 16, 6900. [Google Scholar] [CrossRef] [PubMed]
- Negrão, L.B.A.; da Costa, M.L.; Pöllmann, H. Waste clay from bauxite beneficiation to produce calcium sulphoaluminate eco-cements. Constr. Build. Mater. 2022, 340, 127703. [Google Scholar] [CrossRef]
- Zhou, L.; Gou, M.; Hou, W.; Zhao, M.; Zhao, J.; Shen, Z. Effect of thermal activation and particle size on cementitious activity of bauxite tailings. Environ. Sci. Pollut. Res. 2022, 29, 78960–78972. [Google Scholar] [CrossRef]
- Gou, M.; Zhang, M.; Yang, X.; Liu, S.; Hou, X.; Ji, J. Valorization of industrial wastes for sustainable cement-based materials with enhanced chloride binding. J. Build. Eng. 2024, 95, 110181. [Google Scholar] [CrossRef]
- Yang, L.; Ma, X.; Liu, J.; Hu, X.; Wu, Z.; Shi, C. Improving the effectiveness of internal curing through engineering the pore structure of lightweight aggregates. Cem. Concr. Compos. 2022, 134, 104773. [Google Scholar] [CrossRef]
- Yang, L.; Liu, J.; Ma, X.; Hu, X.; Wu, Z.; Shi, C. Use of bauxite tailing for the production of fine lightweight aggregates. J. Clean. Prod. 2022, 372, 133603. [Google Scholar] [CrossRef]
- Castagnoli, A.; Pasciucco, F.; Iannelli, R.; Meoni, C.; Pecorini, I. Keu contamination in Tuscany: The life cycle assessment of remediation project as a decision support tool for local administration. Sustainability 2022, 14, 14828. [Google Scholar] [CrossRef]
- Birgisdottir, H.; Bhander, G.; Hauschild, M.Z.; Christensen, T.H. Life cycle assessment of disposal of residues from municipal solid waste incineration: Recycling of bottom ash in road construction or landfilling in Denmark evaluated in the ROAD-RES model. Waste Manag. 2007, 27, S75–S84. [Google Scholar] [CrossRef]
- Jiang, J.; Su, J.; Ou, X.; Weng, M.; Lü, X. Study on the physical and mechanical properties of bauxite residue by laboratory and field in-situ tests. Environ. Earth Sci. 2021, 80, 1–10. [Google Scholar] [CrossRef]
- Zhou, L.; Gou, M.; Guan, X. Hydration kinetics of cement-calcined activated bauxite tailings composite binder. Constr. Build. Mater. 2021, 301, 124296. [Google Scholar] [CrossRef]
- Zhou, L.; Gou, M.; Zhang, H. Investigation on the applicability of bauxite tailings as fine aggregate to prepare 3D printing mortar. Constr. Build. Mater. 2023, 364, 129904. [Google Scholar] [CrossRef]
- Anawati, J.; Azimi, G. Recovery of scandium from Canadian bauxite residue utilizing acid baking followed by water leaching. Waste Manag. 2019, 95, 549–559. [Google Scholar] [CrossRef] [PubMed]
- De Azevedo, A.R.; Marvila, M.T.; de Oliveira, M.A.; Umbuzeiro, C.E.; Huaman, N.R.; Monteiro, S.N. Perspectives for the application of bauxite wastes in the development of alternative building materials. J. Mater. Res. Technol. 2022, 20, 3114–3125. [Google Scholar] [CrossRef]
- Qiang, Z.; Shen, X.; Guo, M.; Cheng, F.; Zhang, M. A simple hydrothermal synthesis of zeolite X from bauxite tailings for highly efficient adsorbing CO2 at room temperature. Microporous Mesoporous Mater. 2019, 287, 77–84. [Google Scholar] [CrossRef]
- Wang, Y.; Lan, Y.; Hu, Y. Adsorption mechanisms of Cr (VI) on the modified bauxite tailings. Miner. Eng. 2008, 21, 913–917. [Google Scholar] [CrossRef]
- Ye, J.; Zhang, W.; Shi, D. Effect of elevated temperature on the properties of geopolymer synthesized from calcined ore-dressing tailing of bauxite and ground-granulated blast furnace slag. Constr. Build. Mater. 2014, 69, 41–48. [Google Scholar] [CrossRef]
- Shen, X.; Ma, D.; Guo, M.; Zhang, M. Efficient removal of K2O and Fe2O3 impurities from bauxite tailings through active calcination combined with acid leaching. Can. Metall. Q. 2017, 56, 294–300. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J.; Wu, L.; Tan, L.; Xie, F.; Cheng, J. Extraction of lithium and aluminium from bauxite mine tailings by mixed acid treatment without roasting. J. Hazard. Mater. 2021, 404, 124044. [Google Scholar] [CrossRef] [PubMed]
- Nascimento, R.S.; Corrêa, J.A.M.; Figueira, B.A.M.; Pinheiro, P.A.; Silva, J.H.; Freire, P.T.C.; Quaranta, S. From mining waste to environmetal remediation: A nanoadsorbent from Amazon bauxite tailings for the removal of erythrosine B dye. Appl. Clay Sci. 2022, 222, 106482. [Google Scholar] [CrossRef]
- Ma, D.; Guo, M.; Zhang, M. Preparation of polymeric aluminium ferric chloride from bauxite tailings. J. Min. Metall. Sect. B Metall. 2013, 49, 225–231. [Google Scholar] [CrossRef]
- Ye, L.; Wang, Y.H.; Huang, C.B. Removal of anionic ions from single material solution by bauxite tailings modified with FeCl3· 6H2O. J. Cent. South Univ. Technol. 2008, 15, 656–662. [Google Scholar] [CrossRef]
- Lu, Q.H.; Hu, Y.H. Synthesis of aluminum tri-polyphosphate anticorrosion pigment from bauxite tailings. Trans. Nonferrous Met. Soc. China 2012, 22, 483–488. [Google Scholar] [CrossRef]
- Nierwinski, H.P.; Sosnoski, J.; Heidemann, M. Evaluation of Strength and Durability of Compacted Bauxite Tailings Treated with Cement; Springer: Berlin/Heidelberg, Germany, 2024. [Google Scholar] [CrossRef]
- Yu, H.; Bai, Z. Influence of pH and salt solution on the sedimentation properties of fine bauxite tailings. Physicochem. Probl. Miner. Process. 2024, 60, 186326. [Google Scholar] [CrossRef]
- Han, D.Z.; Shen, L.T.; Song, E.W.; Peng, Z.H. Leaching Behaviors of Lithium-Rich Bauxite Flotation Tailings in Sodium Bicarbonate Solution. J. Sustain. Metall. 2024, 10, 241–249. [Google Scholar] [CrossRef]
- Zhang, Z.; Ruan, W.; He, X.; Cai, M.; Liu, J.; She, Y.; Liao, J. Comparative study on the effect of bauxite tailings on properties of magnesium-phosphate-cement-based materials before and after calcination. Constr. Build. Mater. 2024, 411, 134665. [Google Scholar] [CrossRef]
- Chai, Z.; Chen, X.; Fang, M.; Min, X.; Huang, Z.; Wang, Q.; Huang, F. Fabrication and properties of high-thermal-storage RTO ceramics using bauxite tailings and red mud. Ceram. Int. 2023, 49, 31342–31350. [Google Scholar] [CrossRef]
- Ruan, W.; Liao, J.; Gu, X.; Mo, J.; Cai, M.; Guo, W.; Ma, X. Effects of bauxite tailings and sodium silicate on mechanical properties and hydration mechanism of magnesium phosphate cement. Constr. Build. Mater. 2023, 366, 130055. [Google Scholar] [CrossRef]
- Zhou, L.; Gou, M.; Ji, J.; Hou, X.; Zhang, H. Durability and hardened properties of 3D printed concrete containing bauxite tailings. Mater. Today Sustain. 2024, 25, 100704. [Google Scholar] [CrossRef]
- Zhou, L.; Gou, M.; Luo, S. Hydration kinetics of a calcination activated bauxite tailings-lime-gypsum ternary system. J. Build. Eng. 2021, 38, 102189. [Google Scholar] [CrossRef]
- Yang, D.; Feng, N.X.; Wang, Y.W.; Wu, X.L. Preparation of primary Al-Si alloy from bauxite tailings by carbothermal reduction process. Trans. Nonferrous Met. Soc. China 2010, 20, 147–152. [Google Scholar] [CrossRef]
- Hu, Y.; Jia, Q.; Shan, S.; Li, S.; Jiang, L.; Wang, Y. Development of CaO-based sorbent doped with mineral rejects–bauxite-tailings in cyclic CO2 capture. J. Taiwan Inst. Chem. Eng. 2015, 46, 155–159. [Google Scholar] [CrossRef]
- Bruschi, G.J.; Dos Santos, C.P.; Levandoski, W.M.K.; Ferrazzo, S.T.; Korf, E.P.; Saldanha, R.B.; Consoli, N.C. Leaching assessment of cemented bauxite tailings through wetting and drying cycles of durability test. Environ. Sci. Pollut. Res. 2022, 29, 59247–59262. [Google Scholar] [CrossRef]
- Valeev, D.; Shoppert, A.; Dogadkin, D.; Romashova, T.; Kuz’mina, T.; Salazar-Concha, C. Extraction of Al and rare earth elements via high-pressure leaching of boehmite-kaolinite bauxite using NH4HSO4 and H2SO4. Hydrometallurgy 2023, 215, 105994. [Google Scholar] [CrossRef]
- Bagani, M.; Kotsanis, D.; Vafeias, M.; Pilichou, A.; Balomenos, E.; Panias, D. Leaching Study of Guinean Bauxite Tailings in aqueous HCl Solution for the Extraction of Aluminum. Sustainability 2023, 15, 16232. [Google Scholar] [CrossRef]
- Yoon, K.; Cho, D.W.; Wang, H.; Song, H. Co-pyrolysis route of chlorella sp. and bauxite tailings to fabricate metal-biochar as persulfate activator. Chem. Eng. J. 2022, 428, 132578. [Google Scholar] [CrossRef]
- Wu, Z.; Xu, K.; Wang, Z.; Li, S.; Jiang, B. Soil-water separation property of bauxite mine slime. In Hydraulic and Civil Engineering Technology VI; IOS Press: Amsterdam, The Netherlands, 2021; pp. 104–111. [Google Scholar] [CrossRef]
- Dhriyan, S.S.; Prasad, A.; Verma, A.K. Experimental Study on Bio-cementation of Red Mud Through Microbially Induced Calcite Precipitation. Indian Geotech. J. 2024, 1–16. [Google Scholar] [CrossRef]
- Ou, X.; Peng, Y.; Hou, K.; Su, J.; Jiang, J. Experimental research on biochemical consolidation of bauxite tailings clay. Arab. J. Geosci. 2019, 12, 1–10. [Google Scholar] [CrossRef]
- Bruschi, G.J.; dos Santos, C.P.; Tonini de Araújo, M.; Ferrazzo, S.T.; Marques, S.F.V.; Consoli, N.C. Green stabilization of bauxite tailings: Mechanical study on alkali-activated materials. J. Mater. Civ. Eng. 2021, 33, 06021007. [Google Scholar] [CrossRef]
- Bazin, C.; El-Ouassiti, K.; Ouellet, V. Sequential leaching for the recovery of alumina from a Canadian clay. Hydrometallurgy 2007, 88, 196–201. [Google Scholar] [CrossRef]
- Salahudeen, N.; Ahmed, A.S.; Ala’a, H.; Dauda, M.; Waziri, S.M.; Jibril, B.Y.; Al-Sabahi, J. Synthesis, characterization and adsorption study of nano-sized activated alumina synthesized from kaolin using novel method. Powder Technol. 2015, 280, 266–272. [Google Scholar] [CrossRef]
- Bai, G.; Teng, W.; Wang, X.; Qin, J.; Xu, P.; Li, P. Alkali desilicated coal fly ash as substitute of bauxite in lime-soda sintering process for aluminum production. Trans. Nonferrous Met. Soc. China 2010, 20, s169–s175. [Google Scholar] [CrossRef]
- Guo, Y.; Yan, K.; Cui, L.; Cheng, F.; Lou, H.H. Effect of Na2CO3 additive on the activation of coal gangue for alumina extraction. Int. J. Miner. Process. 2014, 131, 51–57. [Google Scholar] [CrossRef]
- Li, H.; Hui, J.; Wang, C.; Bao, W.; Sun, Z. Extraction of alumina from coal fly ash by mixed-alkaline hydrothermal method. Hydrometallurgy 2014, 147, 183–187. [Google Scholar] [CrossRef]
- Lei, P.C.; Shen, X.J.; Li, Y.; Guo, M.; Zhang, M. An improved implementable process for the synthesis of zeolite 4A from bauxite tailings and its Cr3+ removal capacity. Int. J. Miner. Metall. Mater. 2016, 23, 850–857. [Google Scholar] [CrossRef]
- Luo, C.; Zheng, Y.; Ding, N.; Zheng, C. Enhanced cyclic stability of CO2 adsorption capacity of CaO-based sorbents using La2O3 or Ca12Al14O33 as additives. Korean J. Chem. Eng. 2011, 28, 1042–1046. [Google Scholar] [CrossRef]
- Wu, S.F.; Li, Q.H.; Kim, J.N.; Yi, K.B. Properties of a nano CaO/Al2O3 CO2 sorbent. Ind. Eng. Chem. Res. 2008, 47, 180–184. [Google Scholar] [CrossRef]
- Anusha, P.; Narayanan, M.; Natarajan, D.; Kandasamy, S.; Chinnathambi, A.; Alharbi, S.A.; Brindhadevi, K. Assessment of hexavalent chromium (VI) biosorption competence of indigenous Aspergillus tubingensis AF3 isolated from bauxite mine tailing. Chemosphere 2021, 282, 131055. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Chen, C.; Sun, H.; Lu, H.; Hu, X. Influence of heat-treatment schedule on crystallization and microstructure of bauxite tailing glass–ceramics coated on tiles. J. Mater. Process. Technol. 2008, 197, 206–211. [Google Scholar] [CrossRef]
- Gou, M.; Zhou, L.; Then, N.W.Y. Utilization of tailings in cement and concrete: A review. Sci. Eng. Compos. Mater. 2019, 26, 449–464. [Google Scholar] [CrossRef]
- Li, Z.; Gao, Y.; Zhang, J.; Zhang, C.; Chen, J.; Liu, C. Effect of particle size and thermal activation on the coal gangue based geopolymer. Mater. Chem. Phys. 2021, 267, 124657. [Google Scholar] [CrossRef]
- Shi, X.; Huang, J.; Su, Q. Experimental and numerical analyses of lightweight foamed concrete as filler for widening embankment. Constr. Build. Mater. 2020, 250, 118897. [Google Scholar] [CrossRef]
- Sun, X.; Chen, Z.; Guo, K.; Fei, J.; Dong, Z.; Xiong, H. Geopolymeric flocculation-solidification of tail slurry of shield tunnelling spoil after sand separation. Constr. Build. Mater. 2023, 374, 130954. [Google Scholar] [CrossRef]
- Sun, X.; Chen, Z.; Sun, Z.; Wu, S.; Guo, K.; Dong, Z.; Peng, Y. High-Efficiency utilization of waste shield slurry: A geopolymeric Flocculation-Filtration-Solidification method. Constr. Build. Mater. 2023, 387, 131569. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BTs Number | Mineral Composition or Mineralogy | Reference |
|---|---|---|
| 1 | Diaspore, hematite, anatase, kaolinite and illite | [34] |
| 2 | Diaspore, kaolinite, illite, anatase, hematite and quartz | [35] |
| 3 | Kaolinite, diaspore, muscovite, anatase, corundum | [36] |
| 4 | Diaspore, illite, kaolin, illite, hematite, anatase and quartz | [37] |
| 5 | Kaolinite, diaspore, boehmite, anatase and illite | [38] |
| 6 | Diaspore, kaolinite, with a small amount of hematite, anatase, and clay minerals | [13] |
| 7 | Kaolinite, hematite, gibbsite, anatase and quartz | [39] |
| 8 | Illite, diaspore, kaolinite, hematite and montmorillonite | [25] |
| 9 | Diaspore, hematite, illite and quartz | [19] |
| 10 | Kaolinite and gibbsite | [33] |
| 11 | Diaspore, kaolinite, with a small amount of hematite, anatase | [40] |
| 12 | Diaspore, illite, kaolinite, and hematite with minor montmorillonite. | [1] |
| 13 | Diaspore, kaolinite, illite, anatase, hematite and quartz | [41] |
| 14 | Diaspore, kaolinite, illite, anatase, hematite and quartz | [42] |
| 15 | Kaolinite, gibbsite, goethite, hematite, and anatase | [22] |
| 16 | Hematite, quartz, gibbsite, and anatase | [43] |
| 17 | Kaolinite, muscovite, quartz, illite, vaterite, and albite | [44] |
| BTs Number | SiO2 | Al2O3 | Fe2O3 | K2O | TiO2 | CaO | MgO | SO3− | Na2O | Country of Production | Reference |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 30.51 | 40.71 | 10.24 | 2.45 | / | 0.9 | 0.94 | / | 0.67 | China | [46] |
| 2 | 34 | 40.56 | 1.83 | 4.34 | 3.31 | 0.3 | 0.37 | / | 0.069 | China | [45] |
| 3 | 35.01 | 44.57 | 11.18 | 3.77 | 3.03 | 0.83 | 0.45 | 0.77 | 0.11 | China | [47] |
| 4 | 37.22 | 39.46 | 10.61 | 4.14 | / | 2.67 | 0.73 | / | / | China | [48] |
| 5 | 28.32 | 38.1 | 14.93 | / | 1.7 | 0.32 | / | / | / | China | [5] |
| 6 | 38.74 | 41.56 | 9.68 | 3.61 | 2.58 | 0.62 | 1.36 | 0.82 | / | China | [31,49] |
| 7 | 36.79 | 43.51 | 9.58 | 3.41 | 2.65 | 0.75 | 1.68 | 0.86 | / | China | [23] |
| 8 | 25.48 | 37.12 | 7.53 | / | 2.97 | 0.72 | / | / | / | China | [4] |
| 9 | 37.55 | 44.79 | 0.5 | 0.32 | 2.4 | / | 0.16 | / | / | China | [38] |
| 10 | 21.45 | 47.87 | 13.1 | 2.25 | 2.61 | 0.41 | / | / | 0.23 | China | [13] |
| 11 | 36.68 | 40.54 | 10.28 | 3.47 | 3.21 | 2.98 | 0.53 | 1.73 | / | China | [50] |
| 12 | 37.22–37.23 | 36.17–39.46 | 10.61–13.66 | 3.28–4.14 | 3.63–3.74 | 2.67–3.15 | 0.61–0.73 | 0.72–1.35 | / | China | [30] |
| 13 | 34.54 | 44.68 | 10.64 | 4.86 | / | 0.55 | 0.46 | / | 0.49 | China | [25] |
| 14 | 25.27 | 37.19 | 10.66 | 3.06 | 3.89 | 6.05 | 0.15 | / | 0.99 | China | [3] |
| 15 | 22.45 | 49.87 | 13.1 | 2.25 | 2.61 | 0.41 | / | / | 0.23 | China | [40] |
| 16 | 26.33 | 43.8 | 10.52 | 0.14 | 3.08 | 2.8 | 0.42 | / | / | China | [51] |
| 17 | 28.89 | 39.52 | 7.31 | 4.71 | 3.12 | 0.61 | 0.46 | 0.13 | 0.82 | China | [41] |
| 18 | 41.44 | 35.2 | 8.38 | 3.17 | 1.63 | 0.52 | / | / | / | China | [19] |
| 19 | 19.97 | 54.73 | 7.69 | 2.17 | 2.51 | / | / | / | 0.03 | China | [15] |
| 20 | 28.9 | 39.5 | 7.3 | 4.7 | 3.1 | 0.6 | 0.5 | 0.1 | 0.8 | China | [35] |
| 21 | 19.8 | 57.6 | 4.84 | 0.69 | 2.18 | 1.08 | 1.6 | / | 0.82 | China | [42] |
| 22 | 21.45 | 47.87 | 13.1 | 2.25 | 2.61 | 0.41 | / | / | 0.23 | China | [37] |
| 23 | 60.9 | 22.75 | 7.93 | 4 | 1.19 | 1.78 | 0.77 | / | 0.17 | China | [20] |
| 24 | 25.48 | 37.12 | 7.53 | / | 2.97 | 0.72 | / | / | / | China | [17] |
| 25 | 32.24 | 37.39 | 8.67 | / | 2.31 | 3.15 | 0.85 | / | / | China | [36] |
| 26 | 25.48 | 37.12 | 7.53 | / | 2.97 | 0.72 | / | / | / | China | [52] |
| 27 | 24.98 | 31.26 | 23.46 | / | 4.03 | / | / | / | / | Brazil | [39] |
| 28 | 18.2 | 21.6 | 30.4 | / | / | 1.47 | <0.1 | / | 10.9 | Brazil | [53] |
| 29 | 31.53 | 33.85 | 28.5 | 4.15 | / | / | / | 0.56 | / | Brazil | [33] |
| 30 | 25.16–25.35 | 41.12–41.28 | 12.4–12.67 | 0.02 | 2.04–2.27 | 0.02 | 0.12 | / | 0.03 | Brazil | [22] |
| 31 | 17.8 | 53.5 | 8.3 | 0.2 | 2.6 | 0.7 | 0.8 | / | 0.1 | Russia | [54] |
| 32 | 18.8 | 38.9 | 20.4 | / | 1.5 | / | / | / | / | Guinea | [55] |
| 33 | 22.8 | 57.1 | 11.4 | 0.53 | 2.3 | 1.22 | 1.4 | / | 0.24 | Ghana | [7] |
| 34 | 14.1 | 18 | 46.6 | / | 9.3 | 2.6 | / | / | 7.9 | Korea | [56] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.; Chen, Z.; Sun, X.; Zhou, Y.; Ou, X. Properties, Treatment and Resource Utilization of Bauxite Tailings: A Review. Sustainability 2024, 16, 6948. https://doi.org/10.3390/su16166948
Peng Y, Chen Z, Sun X, Zhou Y, Ou X. Properties, Treatment and Resource Utilization of Bauxite Tailings: A Review. Sustainability. 2024; 16(16):6948. https://doi.org/10.3390/su16166948
Chicago/Turabian StylePeng, Yuansheng, Zhongping Chen, Xiaohui Sun, Yuefu Zhou, and Xiaoduo Ou. 2024. "Properties, Treatment and Resource Utilization of Bauxite Tailings: A Review" Sustainability 16, no. 16: 6948. https://doi.org/10.3390/su16166948
APA StylePeng, Y., Chen, Z., Sun, X., Zhou, Y., & Ou, X. (2024). Properties, Treatment and Resource Utilization of Bauxite Tailings: A Review. Sustainability, 16(16), 6948. https://doi.org/10.3390/su16166948