

Influence of Printing Interval on the Imbibition Behavior of 3D-Printed Foam Concrete for Sustainable and Green Building Applications
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Mix Design
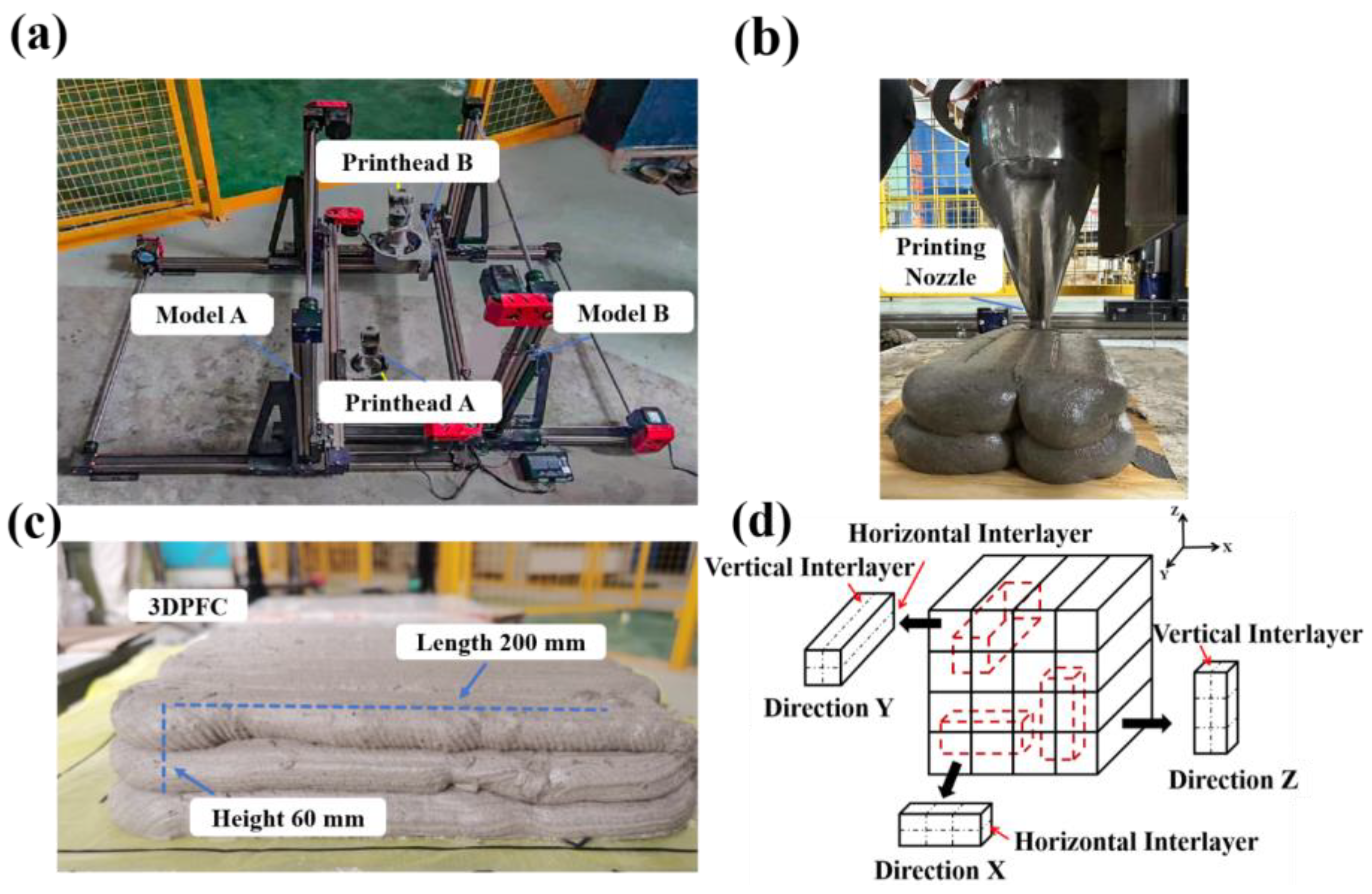
2.2. Sample Fabrication
2.3. Imbibition Test
2.4. Methods
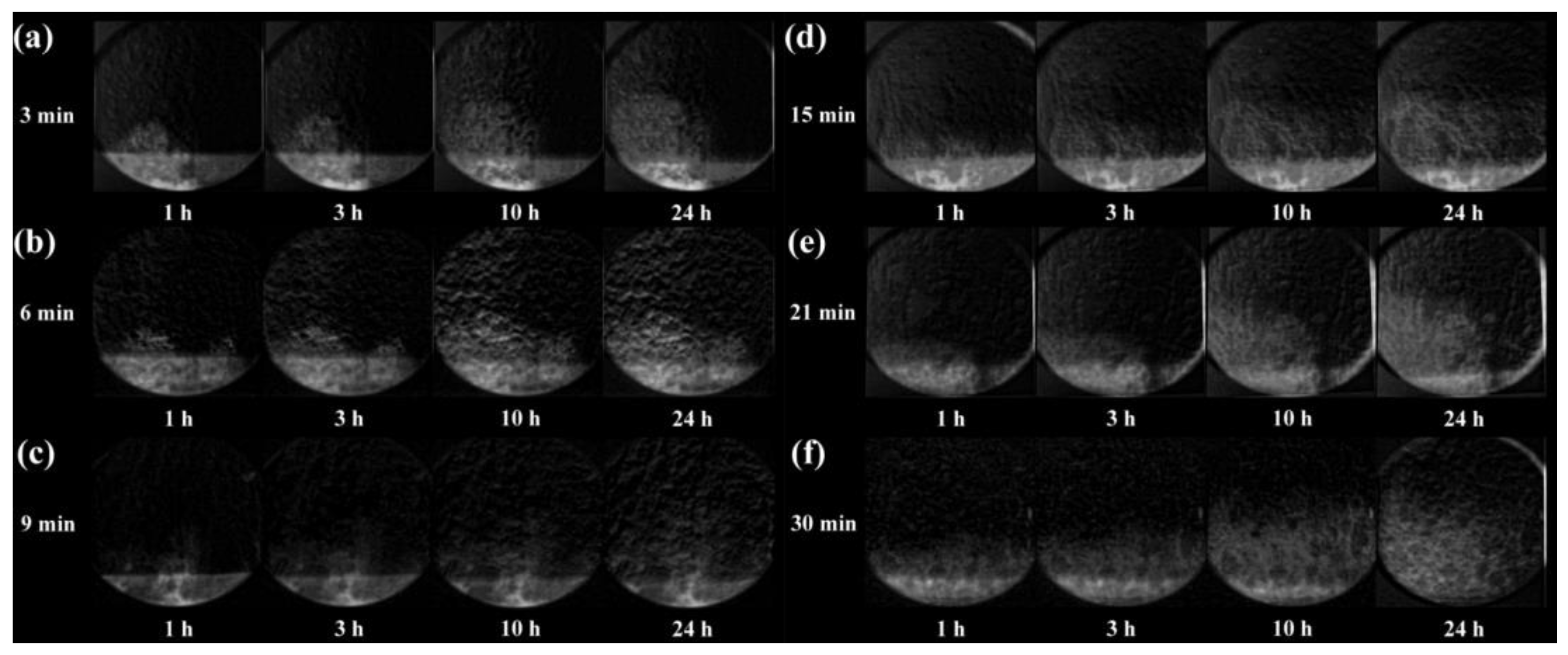
2.4.1. X-ray Scenography
2.4.2. X-ray Computed Tomography (X-CT)
2.4.3. X-ray Attenuation Method (XRAM)
2.4.4. Mass Weighing
2.4.5. Interlayer Splitting Test
3. Results
3.1. Raw CT Data Analysis
3.2. Imbibition Behavior within the Saturation Verge of 3DPFC
3.3. Imbibition Behavior in the Unsaturated Transport Region of 3DPFC
3.3.1. X-Oriented 3DPFC
3.3.2. Y-Oriented 3DPFC
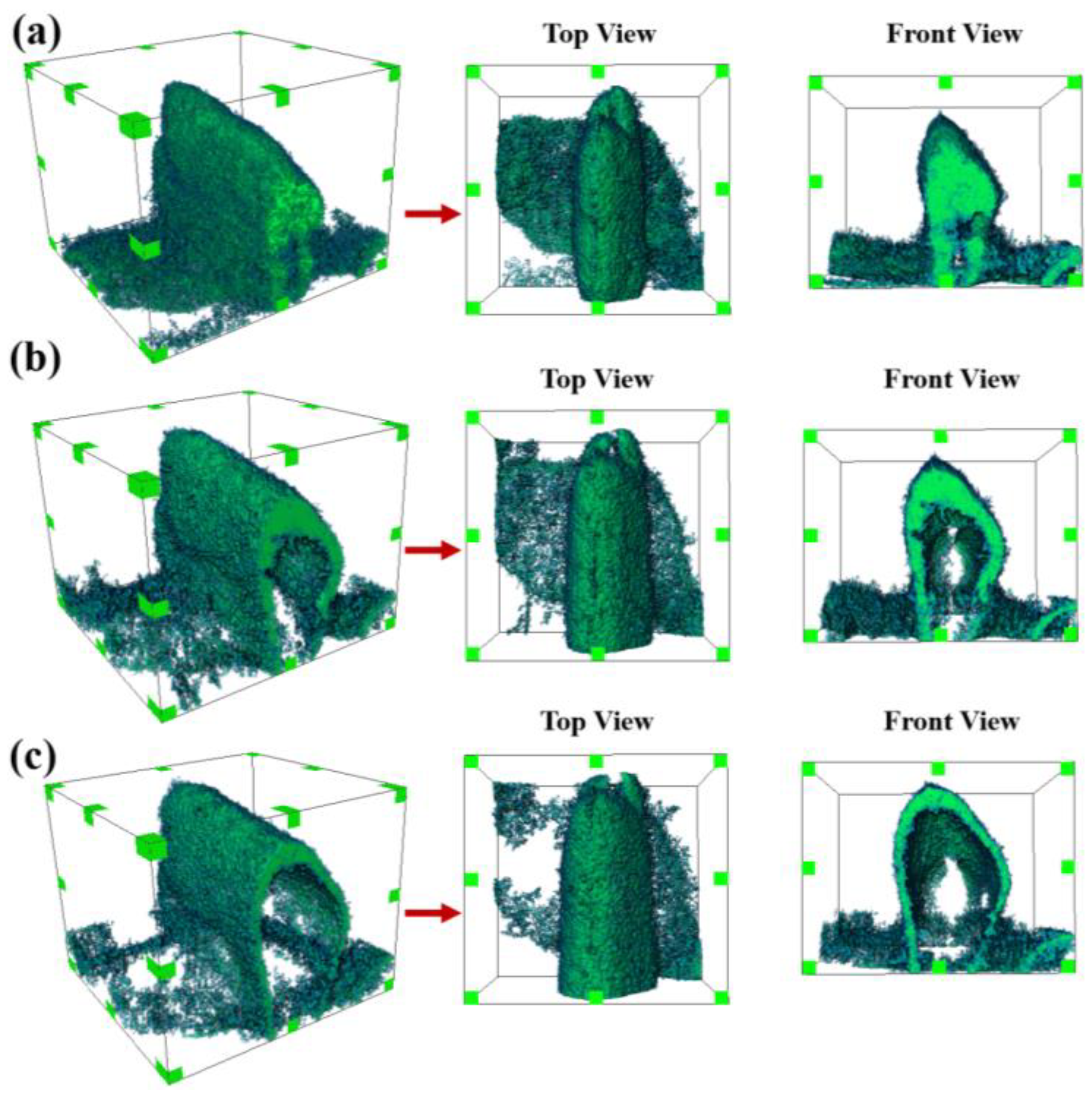
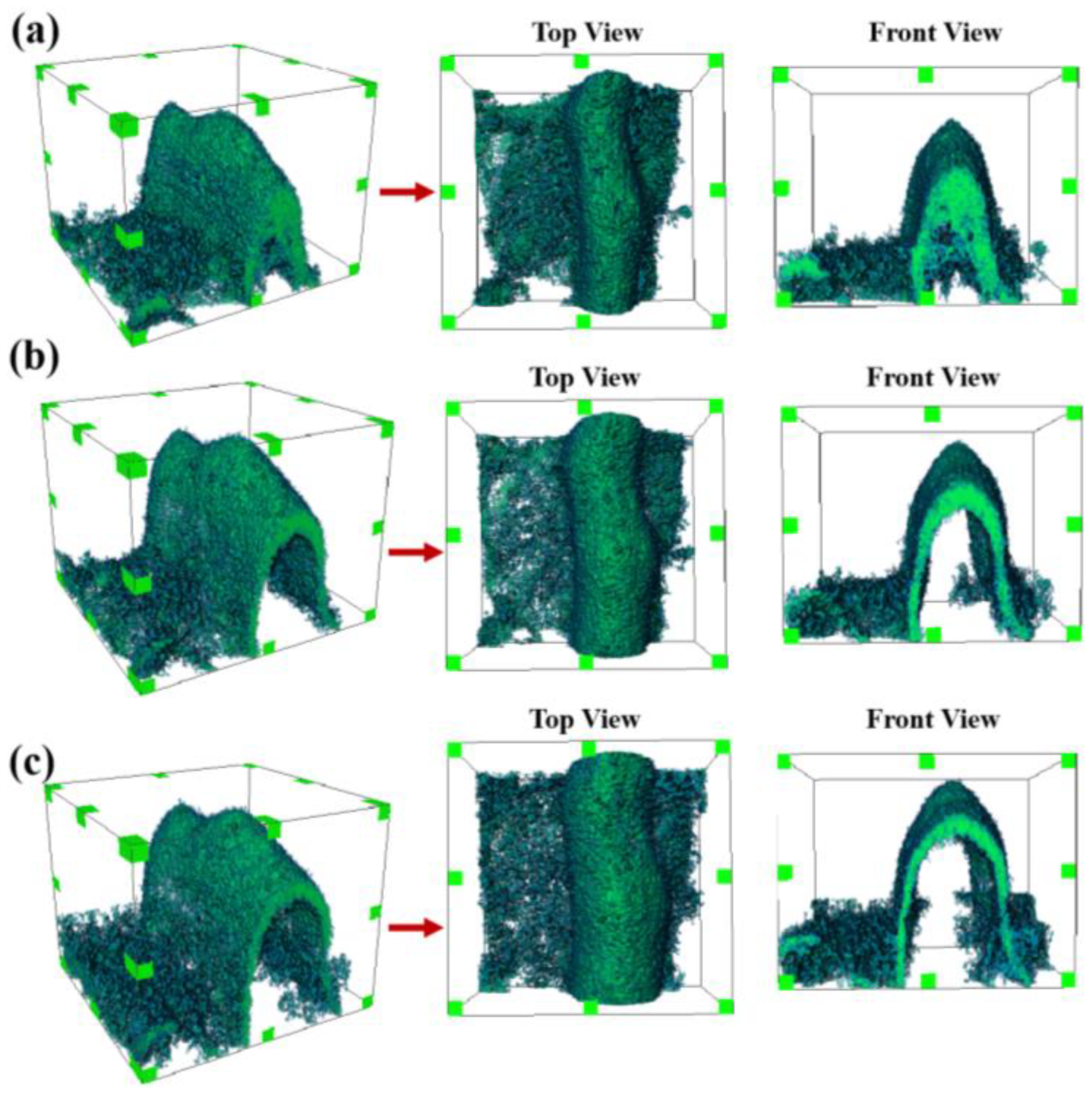
3.4. Three-Dimensional Visualization of Imbibition Front in 3DPFC
3.5. Two-Dimensional Imbibition Profiles for 3DPFC with Variant Intervals
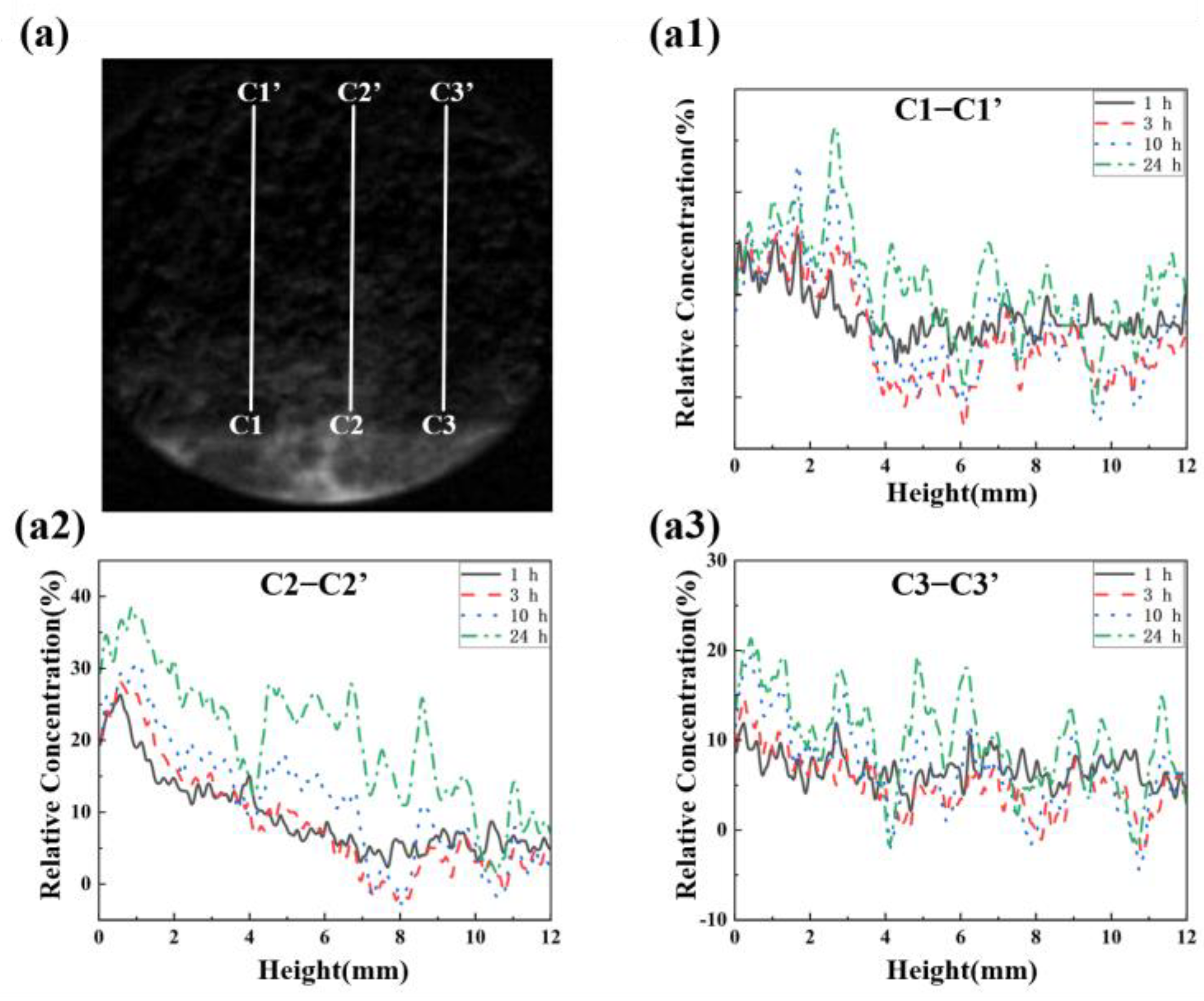
3.6. Spatial Imbibition Profiles for 3DPFC with Variant Intervals
3.7. Validation
3.8. Splitting Tensile Test
4. Discussion
5. Conclusions and Future Work
5.1. Conclusions
- The horizontal interlayer, due to its longer printing interval, is broader compared to the vertical interlayer, thus causing more significant imbibition.
- For the X-oriented 3DPFC, the vertical interlayer is occupied instantly by water right after imbibition. This process results in the formation of an elliptical moisture distribution and significantly extends the boundary of the saturation zone.
- For the Y-oriented 3DPFC, which contains both horizontal and vertical interlayers, the moisture profile appears more convoluted. The moisture transport profile mainly surrounds the horizontal interlayers but shifts at the intersections with the vertical interlayers.
- For the Z-oriented 3DPFC, the increased compactness of the horizontal interlayers effectively inhibits water migration through these layers.
- Imbibition is primarily restricted to the top filament, primarily due to the compaction effect: the bottom filament becomes compacted by the filament above, resulting in increased density and enhanced resistance to imbibition.
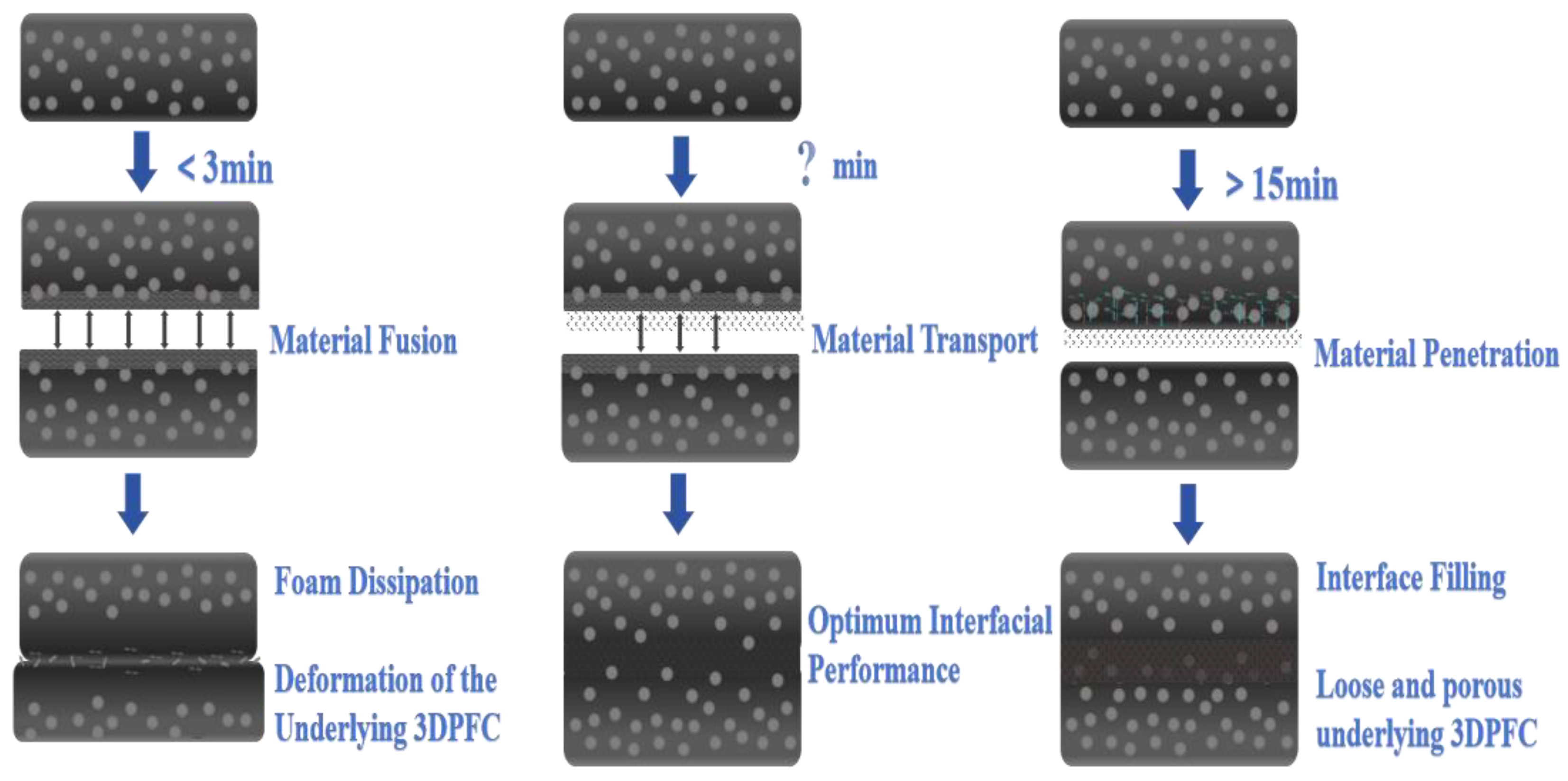
- When the printing interval exceeds 15 min, the bottom filament solidifies prior to the deposition of the top filament. Consequently, the surface of the bottom filament undergoes compaction by the top filament, leading to the formation of a relatively denser interlayer.
5.2. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Raw Data of X-ray Scenography



References
- Liu, C.; Wang, Z.; Wu, Y.; Liu, H.; Zhang, T.; Wang, X.; Zhang, W. 3D printing concrete with recycled sand: The influence mechanism of extruded pore defects on constitutive relationship. Constr. Build. Mater. 2023, 68, 106169. [Google Scholar] [CrossRef]
- Liu, H.; Liu, C.; Bai, G.; Wu, Y.; He, C.; Zhang, R.; Wang, Y. Influence of pore defects on the hardened properties of 3D printed concrete with coarse aggregate. Addit. Manuf. 2022, 55, 102843. [Google Scholar] [CrossRef]
- Çelik, M.Y.; Kaçmaz, A.U. The investigation of static and dynamic capillary by water absorption in porous building stones under normal and salty water conditions. Environ. Earth Sci. 2016, 75, 307. [Google Scholar] [CrossRef]
- Saxena, M.; Gupta, M.K. Mechanical, thermal, and water absorption properties of hybrid wood composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 1914–1922. [Google Scholar] [CrossRef]
- Chen, Y.; Su, N.; Zhang, K.; Zhu, S.; Zhu, Z.; Qin, W.; Yang, Y.; Shi, Y.; Fan, S.; Wang, Z.; et al. Effect of fiber surface treatment on structure, moisture absorption and mechanical properties of luffa sponge fiber bundles. Ind. Crop. Prod. 2018, 123, 341–352. [Google Scholar] [CrossRef]
- Zhuang, S.; Wang, Q.; Zhang, M. Water absorption behaviour of concrete: Novel experimental findings and model characterization. J. Build. Eng. 2022, 53, 104602. [Google Scholar] [CrossRef]
- Golewski, G.L. Assessing of water absorption on concrete composites containing fly ash up to 30% in regards to structures completely immersed in water. Case Stud. Constr. Mater. 2023, 19, e02337. [Google Scholar] [CrossRef]
- De Brabandere, L.; Alderete, N.M.; De Belie, N. Capillary imbibition in cementitious materials: Effect of salts and exposure condition. Materials 2022, 15, 1569. [Google Scholar] [CrossRef]
- Fabbri, A.; Soudani, L.; McGregor, F.; Morel, J.C. Analysis of the water absorption test to assess the intrinsic permeability of earthen materials. Constr. Build. Mater. 2019, 199, 154–162. [Google Scholar] [CrossRef]
- Hall, M.; Djerbib, Y. Moisture ingress in rammed earth: Part 1—The effect of soil particle-size distribution on the rate of capillary suction. Constr. Build. Mater. 2004, 18, 269–280. [Google Scholar] [CrossRef]
- Lu, L.; Yang, Z.; Lin, Y.; Dong, S. Partial replacement of manufactured sand with homologous granite powder in mortar: The effect on porosity and capillary water absorption. Constr. Build. Mater. 2023, 376, 131031. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Yang, L.; Liu, G.; Du, H. Influence of the pore feature on the water uptake in 3D printed concrete. Mater. Lett. 2023, 333, 133642. [Google Scholar] [CrossRef]
- Zhao, H.; Wu, X.; Huang, Y.; Zhang, P.; Tian, Q.; Liu, J. Investigation of moisture transport in cement-based materials using low-field nuclear magnetic resonance imaging. J. Build. Eng. 2021, 73, 252–270. [Google Scholar] [CrossRef]
- Zhao, H.; Ding, J.; Huang, Y.; Xu, G.; Li, W.; Zhang, S.; Wang, P. Investigation on sorptivity and capillarity coefficient of mortar and their relationship based on microstructure. Constr. Build. Mater. 2020, 265, 120332. [Google Scholar] [CrossRef]
- Yang, L.; Zhang, Y.; Liu, Z.; Zhao, P.; Liu, C. In-situ tracking of water transport in cement paste using X-ray computed tomography combined with CsCl enhancing. Mater. Lett. 2015, 160, 381–383. [Google Scholar] [CrossRef]
- Zeng, Q.; Wang, X.; Yang, R.; Jike, N.; Peng, Y.; Wang, J.; Tian, Y.; Zhou, C.; Ruan, S.; Yan, D. Transmission micro-focus X-ray radiographic measurements towards in-situ tracing capillary imbibition fronts and paths in ultra-thin concrete slices. Measurement 2021, 175, 109141. [Google Scholar] [CrossRef]
- Zheng, F.; Hong, S.; Hou, D.; Dong, B.; Kong, Z.; Jiang, R. Rapid visualization and quantification of water penetration into cement paste through cracks with X-ray imaging. Cem. Concr. Compos. 2022, 125, 104293. [Google Scholar] [CrossRef]
- Han, G.; Yang, X.; Shen, L.; Li, L.; Liu, X.; Zhang, C.; Wang, M.; Dong, J.; Zuo, X.; Cui, D. Tomography-based investigation on the early-time capillary imbibition in stained foam concrete. Constr. Build. Mater. 2023, 79, 107884. [Google Scholar] [CrossRef]
- Zhang, Y.; Qiao, H.; Qian, R.; Xue, C.; Feng, Q.; Su, L.; Zhang, Y.; Liu, G.; Du, H. Relationship between water transport behaviour and interlayer voids of 3D printed concrete. Constr. Build. Mater. 2022, 326, 126731. [Google Scholar] [CrossRef]
- Van Der Putten, J.; Azima, M.; Van den Heede, P.; Van Mullem, T.; Snoeck, D.; Carminati, C.; Hovind, J.; Trtik, P.; De Schutter, G.; Van Tittelboom, K. Neutron radiography to study the water ingress via the interlayer of 3D printed cementitious materials for continuous layering. Constr. Build. Mater. 2020, 258, 119587. [Google Scholar] [CrossRef]
- Schröfl, C.; Nerella, V.N.; Mechtcherine, V. Capillary water intake by 3D-printed concrete visualised and quantified by neutron radiography. In First RILEM International Conference on Concrete and Digital Fabrication–Digital Concrete 2018; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 217–224. [Google Scholar]
- EN 197-1; EN 197-1 Cement Part 1: Composition, Specifications and Conformity Criteria for Common Cements. British Standard Institution: London, UK, 2012.
- Zhang, Y.; Zhang, Y.; Yang, L.; Liu, G.; Du, H. Evaluation of aggregates, fibers and voids distribution in 3D printed concrete. J. Sustain. Cem. Mater. 2023, 12, 775–788. [Google Scholar] [CrossRef]
- Yang, L.; Gao, D.; Zhang, Y.; Tang, J.; Li, Y. Relationship between sorptivity and capillary coefficient for water absorption of cement-based materials: Theory analysis and experiment. R. Soc. Open Sci. 2019, 6, 190112. [Google Scholar] [CrossRef] [PubMed]
- Dong, D.; Sun, W.; Banthia, N. Use of tomography to understand the influence of preconditioning on carbonation tests in cement-based materials. Cem. Concr. Compos. 2018, 88, 52–63. [Google Scholar]
- Cui, D.; Banthia, N.; Wang, Q.; Sun, W. Investigation on porosity of partly carbonated paste specimens blended with fly ash through dual CT scans. Constr. Build. Mater. 2019, 196, 692–702. [Google Scholar] [CrossRef]
- GB/T 50081-2019; Chinese Standard, Standard for Test Methods of Concrete Physical and Mechanical Properties. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2019.
- Zhang, Y.; Yang, L.; Qian, R.; Liu, G.; Zhang, Y.; Du, H. Interlayer adhesion of 3D printed concrete: Influence of layer stacked vertically. Constr. Build. Mater. 2023, 399, 132424. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, P.J.; Combrinck, R. The effect of restrained early age shrinkage on the interlayer bond and durability of 3D printed concrete. Constr. Build. Mater. 2021, 43, 102857. [Google Scholar] [CrossRef]
- Han, X.; Yan, J.; Chen, T.; Tang, B.; Lin, Y. Plastic shrinkage of 3D printed concrete under different self-weight of upper layers. Constr. Build. Mater. 2023, 399, 132564. [Google Scholar] [CrossRef]
- Georget, F.; Soja, W.; Scrivener, K.L. Characteristic lengths of the carbonation front in naturally carbonated cement pastes: Implications for reactive transport models. Cem. Concr. Res. 2020, 134, 106080. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Pan, T.; Jiang, Y.; He, H.; Wang, Y.; Yin, K. Effect of structural build-up on interlayer bond strength of 3D printed cement mortars. Materials 2021, 14, 236. [Google Scholar] [CrossRef]
- Xu, Y.; Yuan, Q.; Li, Z.; Shi, C.; Wu, Q.; Huang, Y. Correlation of interlayer properties and rheological behaviors of 3DPC with various printing time intervals. Addit. Manuf. 2021, 47, 102327. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Lyu, Z.; Guo, Y.; Chen, Z.; Shen, A.; Qin, X.; Yang, J.; Zhao, M.; Wang, Z. Research on shrinkage development and fracture properties of internal curing pavement concrete based on humidity compensation. Constr. Build. Mater. 2019, 203, 417–431. [Google Scholar] [CrossRef]
- Al Saffar, D.M.; Al Saad, A.J.; Tayeh, B.A. Effect of internal curing on behavior of high performance concrete: An overview. Case Stud. Constr. Mater. 2019, 10, e00229. [Google Scholar] [CrossRef]
- Shi, Y.; Jia, L.; Jia, Z.; Ma, L.; Zhang, Z.; Xia, K.; Chen, Y.; Zhang, Y. Early-age inhomogeneous deformation of 3D printed concrete: Characteristics and influences of superplasticizer and water-binder ratio. J. Build. Eng. 2024, 86, 108956. [Google Scholar] [CrossRef]
- Yang, L.; Liu, G.; Gao, D.; Zhang, C. Experimental study on water absorption of unsaturated concrete: w/c ratio, coarse aggregate and saturation degree. Constr. Build. Mater. 2021, 272, 121945. [Google Scholar] [CrossRef]
- Bian, P.; Zhan, B.; Gao, P.; Yu, Q.; Yang, Y.; Hong, L.; Zhang, W. Investigation on the electromagnetic wave absorption properties of foamed cement-based materials. Constr. Build. Mater. 2023, 364, 129903. [Google Scholar] [CrossRef]
- Bai, Y.H.; Xie, B.; Li, H.; Tian, R.; Zhang, Q.H. Mechanical properties and electromagnetic absorption characteristics of foam Cement-based absorbing materials. Constr. Build. Mater. 2022, 330, 127221. [Google Scholar] [CrossRef]
- Yang, Y.; Shi, X.; Zhou, Q.; Deng, G.; Li, W.; Li, C.; Yang, T.; Yin, L. Structural design and electromagnetic wave absorbing performance optimization of lightweight foam cement-based metamaterials. Constr. Build. Mater. 2024, 438, 137191. [Google Scholar] [CrossRef]
- Boddepalli, U.; Gandhi, I.S.R.; Panda, B. Synergistic effect of fly ash and polyvinyl alcohol fibers in improving stability, rheology, and mechanical properties of 3D printable foam concrete. Constr. Build. Mater. 2024, 429, 136464. [Google Scholar] [CrossRef]
- Cho, S.; Van Rooyen, A.; Kearsley, E.; Van Zijl, G. Foam stability of 3D printable foamed concrete. J. Build. Eng. 2022, 47, 103884. [Google Scholar] [CrossRef]
- Pasupathy, K.; Ramakrishnan, S.; Sanjayan, J. Enhancing the properties of foam concrete 3D printing using porous aggregates. Cem. Concr. Compos. 2022, 133, 104687. [Google Scholar] [CrossRef]
- Van Der Putten, J.; De Volder, M.; Van den Heede, P.; Deprez, M.; Cnudde, V.; De Schutter, G.; Van Tittelboom, K. Transport properties of 3D printed cementitious materials with prolonged time gap between successive layers. Cem. Concr. Res. 2022, 155, 106777. [Google Scholar] [CrossRef]
- Huang, X.; Yang, W.; Song, F.; Zou, J. Study on the mechanical properties of 3D printing concrete layers and the mechanism of influence of printing parameters. Constr. Build. Mater. 2022, 335, 127496. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| W/C | Constituent/kg.m−3 | Design Density/kg/m3 | |||
|---|---|---|---|---|---|
| OPC | FA | W | PBSP | ||
| 0.33 | 488 | 112 | 200 | 0.65 | 800 |
| Materials | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | K2O | Na2O | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| OPC | 63.26 | 19.45 | 4.40 | 2.73 | 1.28 | 2.96 | 0.59 | 0.13 | 0.26 |
| FA | 7.62 | 48.3 | 28.7 | 7.20 | 1.29 | 0.95 | 1.47 | 0.86 | 1.46 |
| Printing interval times/min | 3 | 6 | 9 | 15 | 21 | 30 |
| Splitting tensile strength/MPa | 0.86 | 1.25 | 1.13 | 1.47 | 0.73 | 0.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Li, S.; Duan, Y.; Du, Z.; Zuo, X.; Dong, J.; Cheng, H. Influence of Printing Interval on the Imbibition Behavior of 3D-Printed Foam Concrete for Sustainable and Green Building Applications. Sustainability 2024, 16, 7841. https://doi.org/10.3390/su16177841
Liu X, Li S, Duan Y, Du Z, Zuo X, Dong J, Cheng H. Influence of Printing Interval on the Imbibition Behavior of 3D-Printed Foam Concrete for Sustainable and Green Building Applications. Sustainability. 2024; 16(17):7841. https://doi.org/10.3390/su16177841
Chicago/Turabian StyleLiu, Xiaoshuang, Shiming Li, Yanjun Duan, Zhiqin Du, Xiaobao Zuo, Jianjun Dong, and Helan Cheng. 2024. "Influence of Printing Interval on the Imbibition Behavior of 3D-Printed Foam Concrete for Sustainable and Green Building Applications" Sustainability 16, no. 17: 7841. https://doi.org/10.3390/su16177841