Large-Format Material Extrusion Additive Manufacturing for Circular Economy Practices: A Focus on Product Applications with Materials from Recycled Plastics and Biomass Waste



Abstract
:1. Introduction
- RQ1: What is the current situation in the academic and practical contexts considering MEX LFAM and recycled plastics or biomass waste feedstocks as secondary raw materials? What are the similarities and differences between the two contexts?
- RQ2: What are the most used scraps or byproducts, secondary raw materials, and AM setups in the research and practical contexts?
- RQ3: What are the current product applications and emerging trends in the research and practical contexts?
- RQ4: What are the impacts on products in terms of manufacturability and aesthetics given by MEX LFAM processes with recycled plastics and biomass waste feedstocks?
2. Materials and Methods
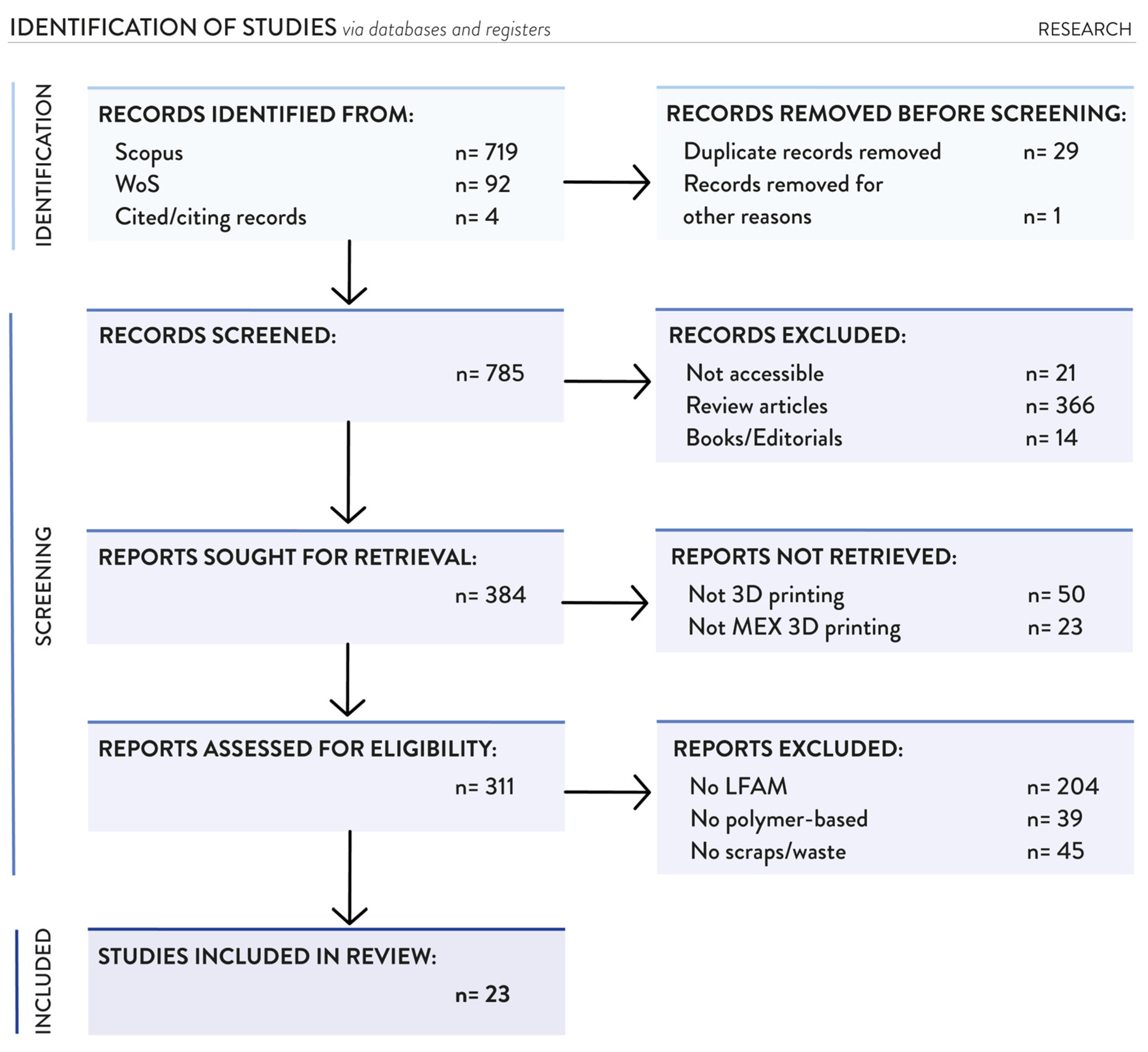
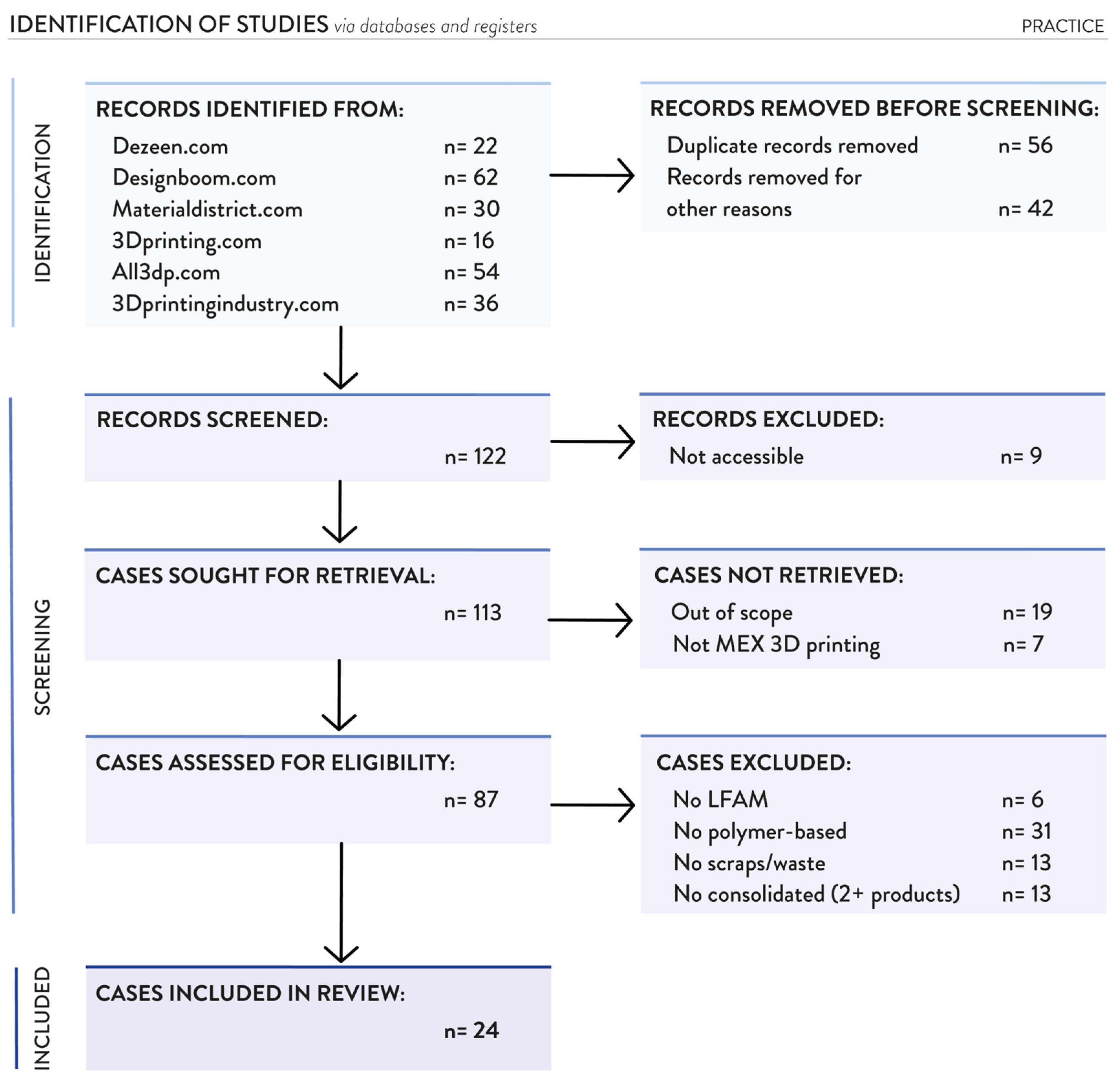
2.1. Case Study Research and Search Strategy
- Academic works with an application-driven approach to materials and technologies, i.e., including the fabrication of proofs-of-concept and demo products in their experimental activities.
- Works from companies and studios in the LFAM industry on specific materials and technologies, i.e., designing, developing, and/or fabricating products in their professional activities.
- A first preliminary step to frame the current situation of the two contexts, identifying the research works and products from companies/studios working in the circular MEX LFAM area and analyzing the works per year (“General analysis”, RQ1).
- A second quantitative step to detect and analyze the main scraps and/or byproducts, secondary raw materials, and 3D printing processes used in the two contexts (“Scraps, materials, and AM process analysis”, RQ2).
- A third quantitative step to investigate the specific fields of application and product types manufactured with MEX LFAM and secondary raw materials, identifying the specific products to be analyzed (“Application analysis”, RQ3).
- A fourth qualitative and quantitative step to investigate the impact of MEX LFAM and secondary raw materials on product manufacturability and aesthetics, focusing on shape choices, technical features, and AM strategies starting from a selection of their proofs-of-concept and products (“Product analysis”, RQ4).
2.2. First and Second Steps: General Analysis and Scraps, Materials, and AM Process Analysis
2.3. Third and Fourth Steps: Application Analysis and Product Analysis
- “Primitive vs. free forms” deals with the selection of the shapes to be combined. Primitive forms refer to recognizable geometric elements in the final shape, e.g., cubes, usually resulting in static, minimalistic, and functional products. Free forms combine fluid and non-geometrical elements, often described as asymmetric, irregular, organic, and associated with dynamic and nature-like shapes [55] (Figure 1a).
- “Additive vs. integral” reflects on how different elements of products have connected each other in their overall shape, defining three different typologies: (i) additive, which makes visible the product’s functions as distinct added parts; (ii) integrative, which integrates the different functions in an overall shape but keeping them distinguishable; and (iii) integral, which hides the product’s architecture with a predominant form [56] (Figure 1b).
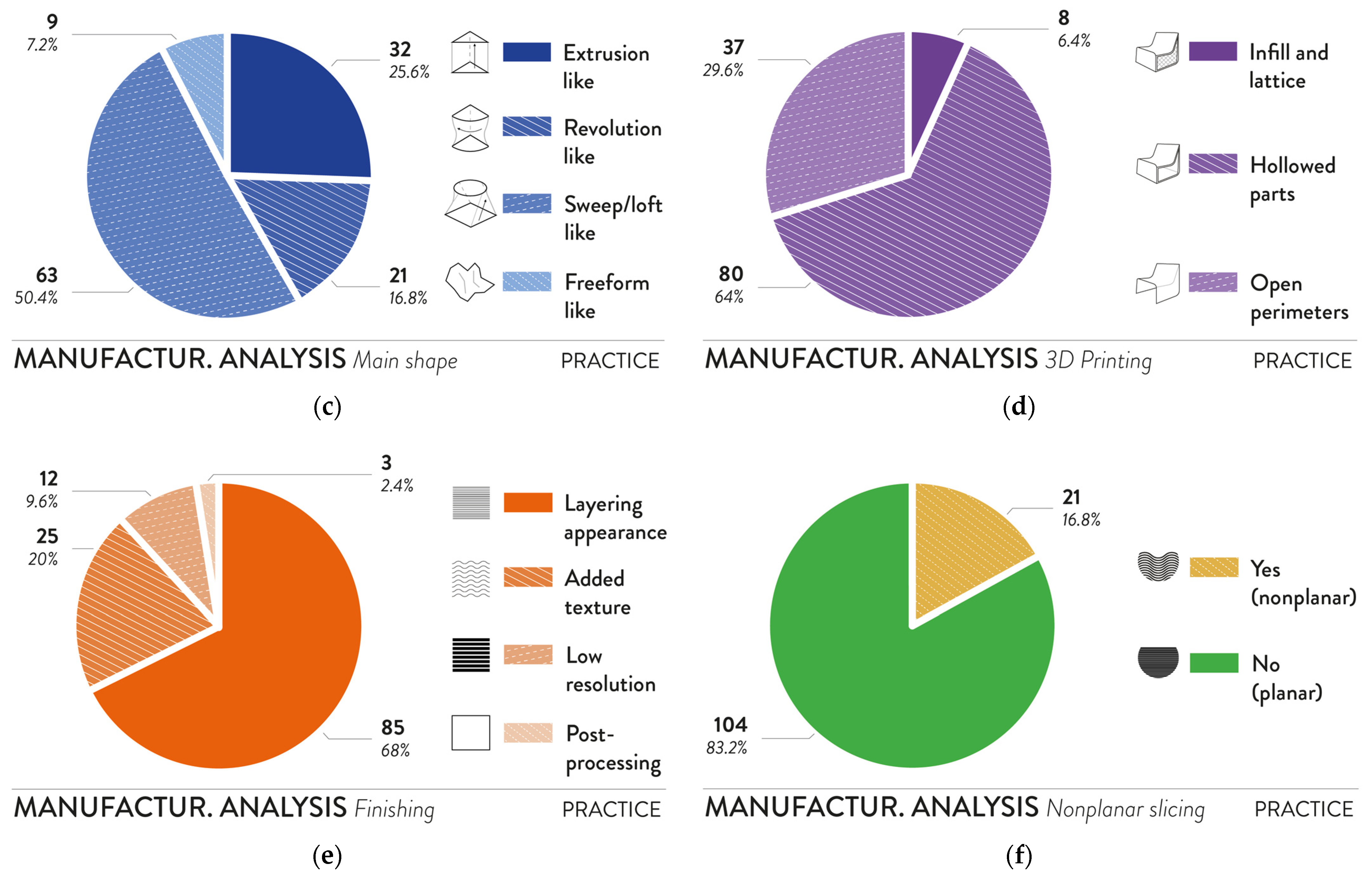
- “External main shape” refers to the external geometry and main shape of the product produced with MEX LFAM, connected to the “primitive and free forms” analysis: extrusion-like, revolution-like, sweep- and loft-like, and freeform and irregular-like (Figure 1c).
- The “3D printing building mode” focuses on the internal geometry and the approach to fabricating the whole structure using MEX LFAM: infill and lattice, hollowed parts, and open parts defined by perimeters (Figure 1d).
- “Surface appearance and finishing” analyzes the influence of MEX LFAM on the finishing of the product: layer-by-layer appearance, added texture, low-resolution layering, and post-processing (Figure 1e).
3. Results and Discussion
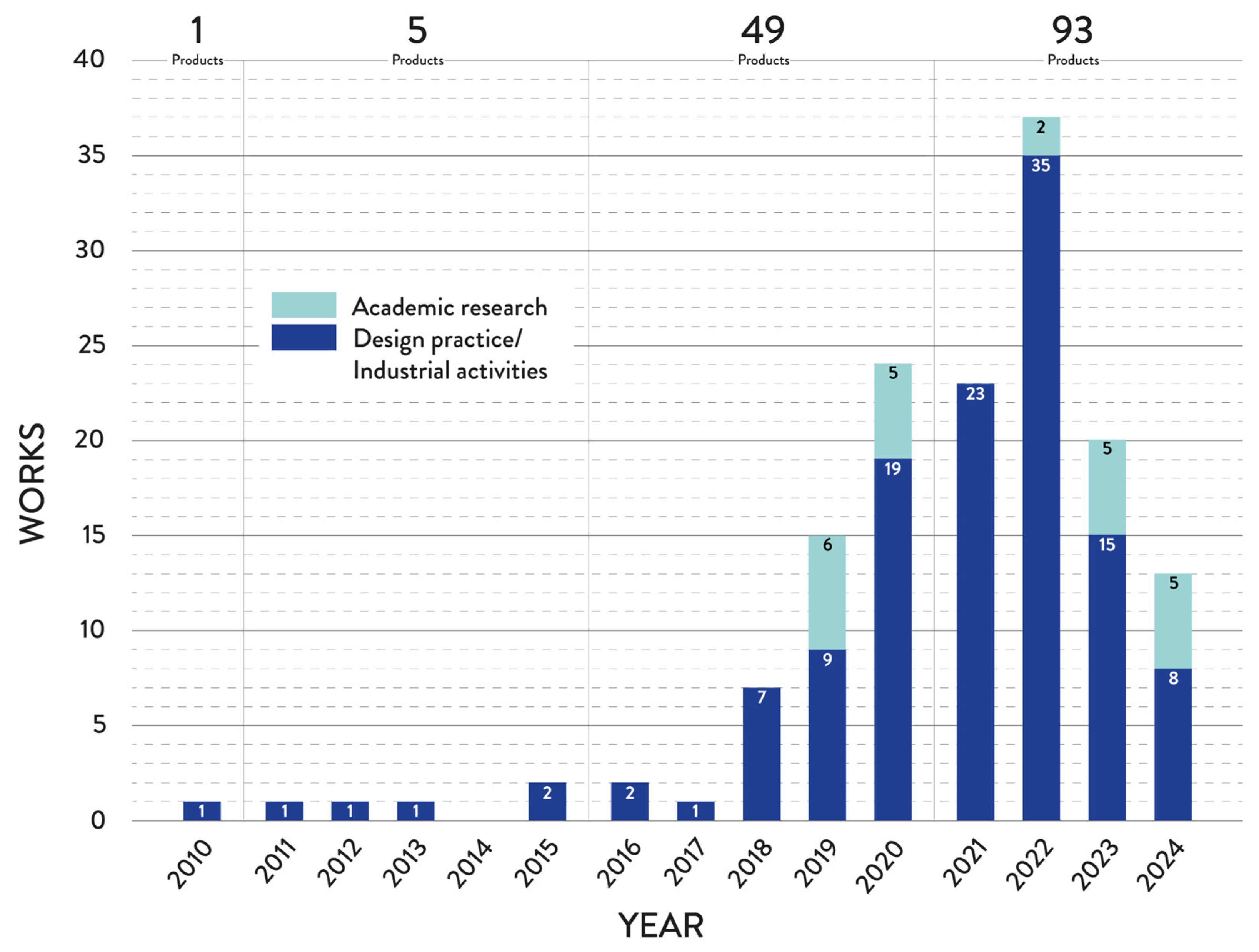
3.1. General Analysis
3.2. Academic Research Context
3.2.1. Scraps, Materials, and AM Process Analysis
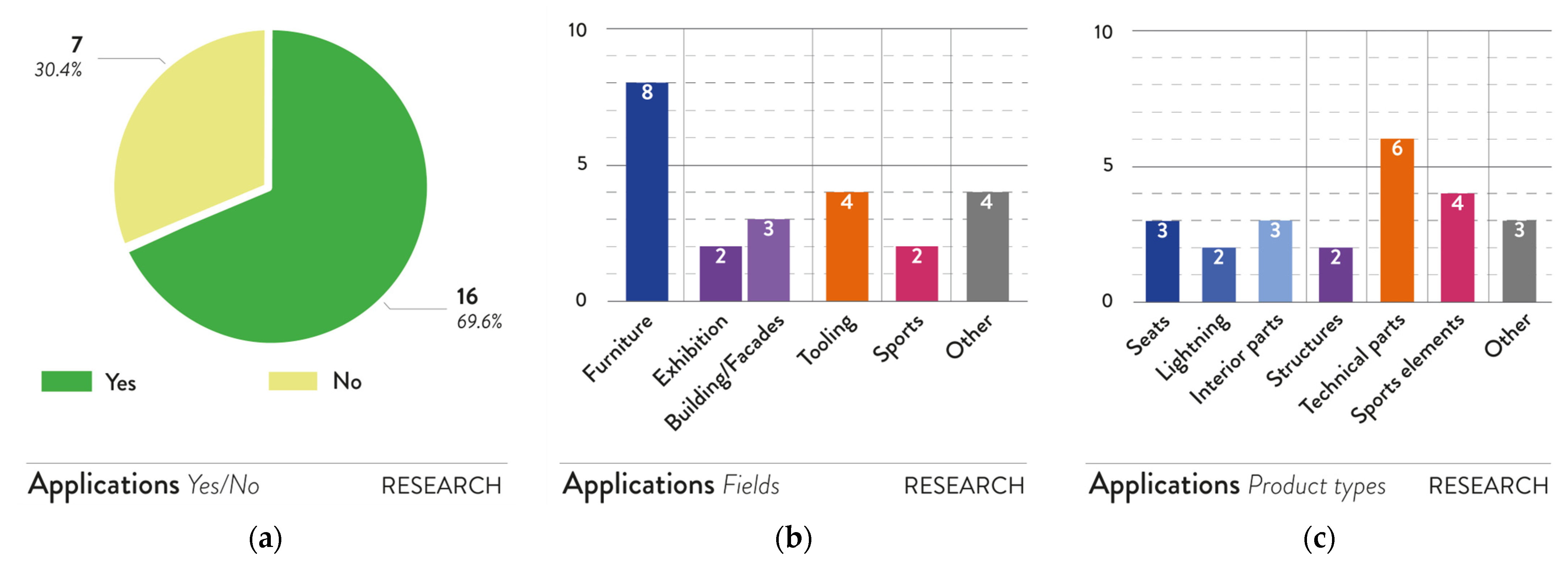
3.2.2. Application Analysis
3.2.3. Product Analysis: Formal and Manufacturability Analysis
3.3. Practical Context: Design Practice and Industrial Activities
3.3.1. Scraps, Materials, and AM Process Analysis
3.3.2. Applications Analysis
3.3.3. Product Analysis: Formal and Manufacturability Analysis
3.4. New Product Applications with MEX LFAM and Recycled Feedstock
- Academic context. Although MEX LFAM and recycled feedstocks started to be studied in 2018, applications from the academic field have been studied since 2019. In this case, publications mostly involve materials and manufacturing engineering or design and sustainability fields. They aim to demonstrate the reliable use of the studied technologies and materials by fabricating a demo product, mostly furniture or tooling equipment. Custom three-axis 3D printing systems are usually selected for the investigations, especially when dealing with emerging material formulations and granulate feedstocks, e.g., thermoplastic blends or fiber-reinforced plastics.
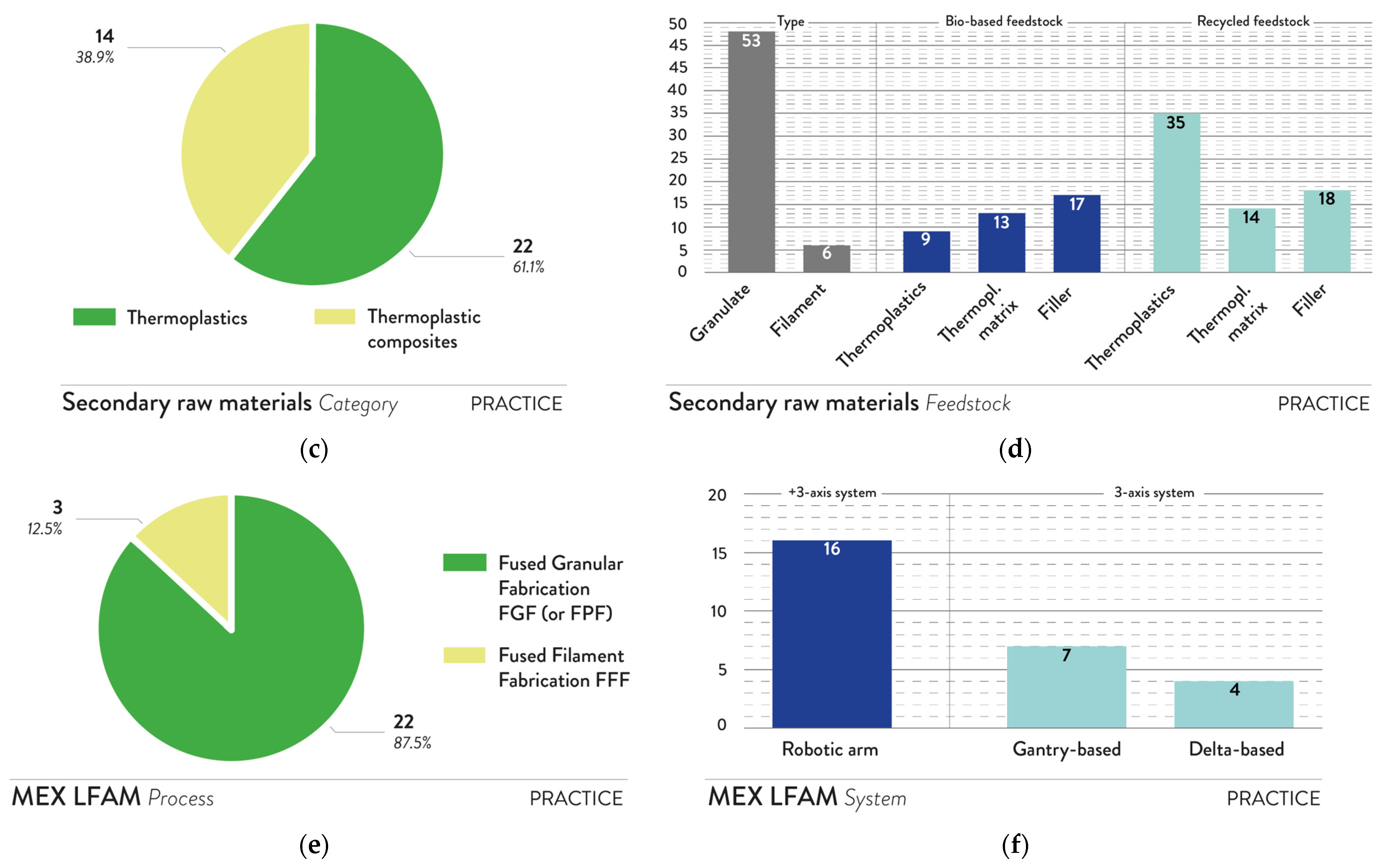
- Practical context. The use of MEX LFAM with recycled feedstocks has been increasing in the last few years, especially since 2018. Different industrial and design realities are approaching these technologies to develop their products, ranging from machinery producers to design studios, often collaborating with education, research, or industry institutions. Custom robotic arms are quite used in this context, also connected to patented processes. Recycled commodity thermoplastics are often used for well-established applications and products, such as furniture, and some investigations consider more technical sectors, e.g., transportation, conventional product scraps, and biomass-based feedstock.
- Materials. Scraps and byproducts can be either from post-industrial polymers and biomass, e.g., provided by industrial supply chains or the agro-industrial sector, or post-consumer plastics, such as commodity goods. The academic sector exploits a wider range of granulate material formulations, such as blends or composites, whereas design and industrial projects mostly explore recycled thermoplastics, starting to explore bio-based secondary raw materials as fillers and reinforcements.
- AM technology. FGF and granulate feedstocks are widespread in both contexts, despite some case studies on filaments from the practical context. Custom or modified AM systems are mostly used, allowing to further customize materials and processes. The academic sector mainly exploits three-axis systems, e.g., gantry or delta, either patented or open source, whereas proprietary robotic arms are widely adopted from the practical context.
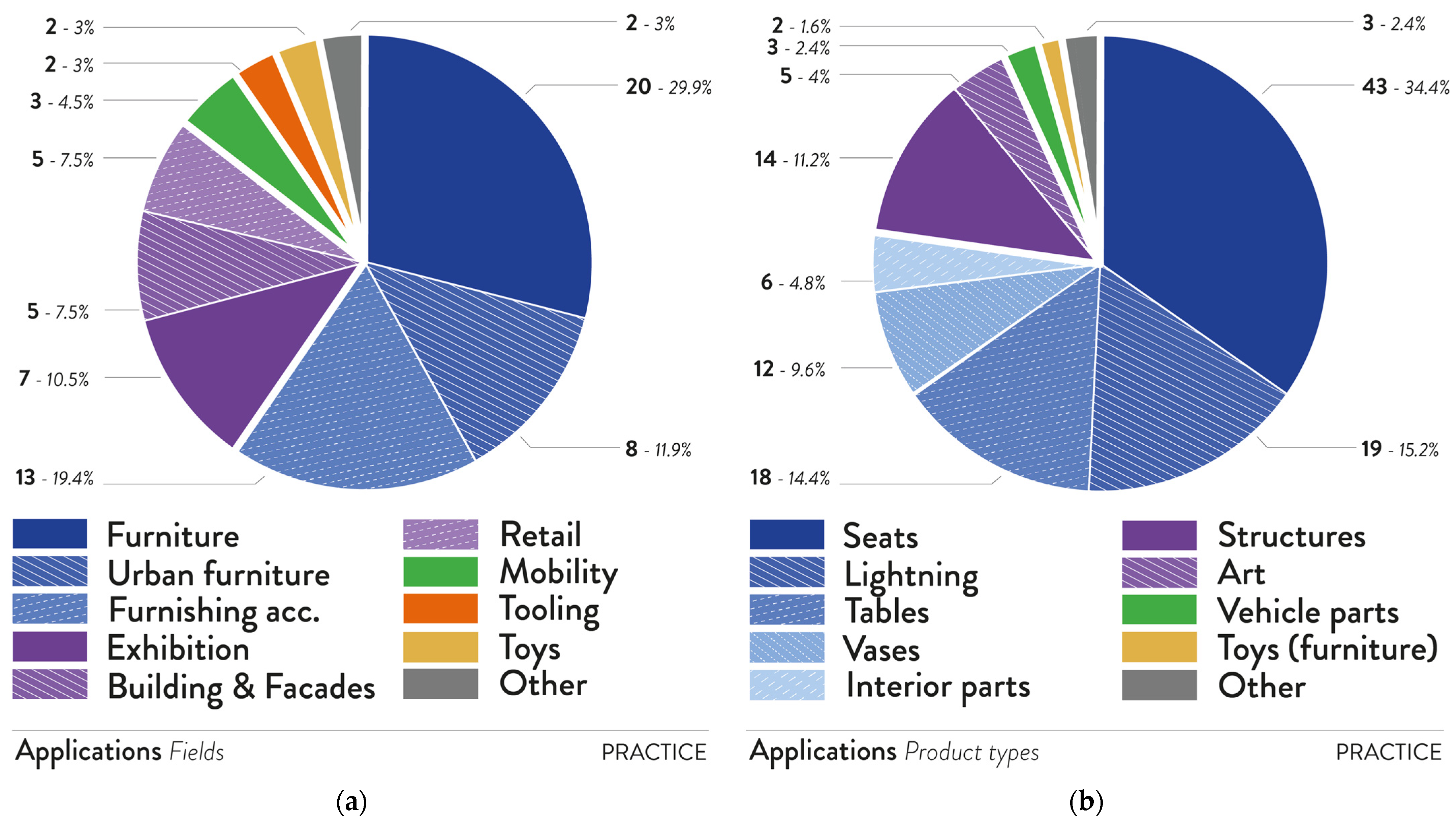
- Applications. There are some consolidated fields for MEX LFAM with recycled feedstocks, i.e., furniture and architectural design, which mainly use AM for customization and complex shapes. Realizing architectural and interior design parts can speed up production times and exploit big waste streams, detecting valuable market niches. However, new technical applications have been emerging, especially in the academic context, usually connected to transportation, sports, and high-performance parts.
- Formal language and product shape. Despite a limited commitment to shape exploration from the academic context, most products from MEX LFAM follow integral form-giving approaches, integrating their function into the main product shape. Primitive or freeform geometries are used, defining two approaches corresponding to specific application fields, e.g., tooling or furniture. Both approaches aim to reduce material usage, optimize volumes and weights, i.e., through part integration, and achieve good printability of the secondary raw materials, e.g., constant extrudate.
- Manufacturing influence on products. MEX LFAM often uses sweep- or loft-like geometries for new products with recycled feedstock. However, extrusion-like shapes can be selected for large-scale applications when speeding up production compared to other technologies or studying new material formulations, e.g., in the academic field. Especially in real-world contexts, 3D-printed artifacts tend to avoid infill and optimize perimeters and extrusion paths to reduce 3D printing times, tune structural properties, and limit material usage. The layer-by-layer appearance is widely used or emphasized as a distinguishing element of the product identity, except for functional purposes or technical applications. “Designing extrusion paths” and using non-conventional slicing techniques, i.e., nonplanar slicing, progressively help to overcome process constraints and reduce material usage. However, their real-world exploitation requires high-level technical skill sets, limiting their adoption.
3.5. Limitations and Future Perspectives for LFAM and Recycled Feedstock
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| ASA | Acrylonitrile Styrene Acrylate |
| BAAM | Big Area Additive Manufacturing |
| CF | Carbon Fibers |
| DfAM | Design for Additive Manufacturing |
| DRAM | Distributed Recycling for Additive Manufacturing |
| FDM | Fused Deposition Modeling (Stratasys trademark) |
| FFF | Fused Filament Fabrication |
| FGF | Fused Granular Fabrication |
| FPF | Fused Particle Fabrication |
| GF | Glass Fibers |
| HDPE | High-Density Polyethylene |
| LDPE | Low-Density Polyethylene |
| LFAM | Large-Format Additive Manufacturing |
| LSAM | Large-Scale Additive Manufacturing |
| MEX | Material Extrusion |
| PA | Polyamide |
| PC | Polycarbonate |
| PE | Polyethylene |
| PES | Polyethersulfone |
| PET | Polyethylene Terephthalate |
| PETG | Polyethylene Terephthalate Glycol |
| PLA | Polylactic Acid |
| PP | Polypropylene |
| PPE | Polyphenylene Ether |
| RQ | Research Question |
| TRL | Technology Readiness Level |
| UHMWPE | Ultra-High-Molecular-Weight Polyethylene |
Appendix A. Search Record Screening and Selection
Appendix B. Academic Research

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Ref. | Type | Material | MEX LFAM Process | Application Field |
|---|---|---|---|---|---|
| 2018 | 1. Horta et al. [72] | Journal article (Manufacturing) | Recycled HDPE with pine sawdust | FGF-FPF; robotic arm; direct extrusion | No applications. |
| 2. Woern et al. [59] | Journal article (Materials) | Recycled PLA, PP, ABS, PET | FGF-FPF; three-axis system; direct extrusion | No applications. | |
| 2019 | 3. Zhao et al. [60] | Journal article (Materials.) | Virgin PLA with poplar fibers | FGF-FPF; three-axis system; direct extrusion | Furniture, urban furniture |
| 4. Byard et al. [43] | Journal article (Manufacturing) | Recycled ABS, PP | FGF-FPF; three-axis system; direct extrusion | Sports | |
| 5. Reich et al. [61] | Journal article (Materials) | Recycled PC | FGF-FPF; three-axis system; direct extrusion | Tooling, household appliances | |
| 2020 | 6. Little et al. [62] | Journal article (Materials) | Recycled PET | FGF-FPF; three-axis system; direct extrusion | Medical, tooling, military |
| 2022 | 7. Bañón and Raspall [63] | Journal article (Materials) | Recycled PET | FFF; three-axis system; filament feeding | Building and facades |
| 8. Petsiuk et al. [73] | Journal article (Manufacturing) | Recycled PLA | FGF-FPF; three-axis system; direct extrusion | Tooling | |
| 2023 | 9. Romani et al. [79] | Journal article (Sustainability) | Recycled PC, PC-ABS blend | FGF-FPF; three-axis system; direct extrusion | Sports, furniture |
| 10. Oberloier et al. [74] | Journal article (Manufacturing) | Recycled LDPE | FGF-FPF; three-axis system; direct extrusion | Furniture | |
| 11. Burger et al. [76] | Journal article (Design) | Recycled PETG with GFR | FGF-FPF; robotic arm; direct extrusion | Building and facades | |
| 12. Korey et al. [64] | Journal article (Materials) | Recycled CF-ABS compounds | FGF-FPF; three-axis system; direct extrusion | No applications. | |
| 13. Copenhaver et al. [65] | Journal article (Materials) | Recycled pine fiber PLA compounds | FGF-FPF; three-axis system; direct extrusion | No applications. | |
| 14. Brodmann et al. [77] | Conference paper (Design) | Virgin PLA and wood fibers | FGF-FPF; three-axis system; direct extrusion | Building and facades | |
| 15. Raspall and Bañón [75] | Conference paper (Manufacturing) | Recycled PET | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing elements | |
| 2024 | 16. Suescun Gonzales et al. [66] | Journal article (Materials) | Recycled PET and HDPE blends | FGF-FPF; three-axis system; direct extrusion | Furniture |
| 17. Burgos-Pintos et al. [78] | Journal article (Design) | Virgin ASA with cork dust | FGF-FPF; three-axis system; direct extrusion | Furniture, furnishing elements | |
| 18. Paramatti et al. [67] | Journal article (Materials) | Virgin PLA with spent coffee grounds | FGF-FPF; three-axis system; direct extrusion | Furniture | |
| 19. Romani et al. [68] | Journal article (Materials) | Multi recycled PLA | FGF-FPF; three-axis system; direct extrusion | Exhibition | |
| 20. Nguyen et al. [69] | Journal article (Materials) | Recycled PET, PETG | FGF-FPF; three-axis system; direct extrusion | No applications. | |
| 21. Saavedra-Rojas et al. [70] | Journal article (Materials) | Virgin PLA or PLA with wood fibers | FGF-FPF; three-axis system; direct extrusion | No applications. | |
| 2024 cont. | 22. Walker et al. [71] | Journal article (Materials) | Recycled CF-ABS compounds | FGF-FPF; three-axis system; direct extrusion | No applications. |
| 23. Suvanjumrat et al. [80] | Journal article (Sustainability) | Virgin PLA with parawood powder | FGF-FPF; three-axis system; direct extrusion | Furniture |
- Table S1: Analysis according to the waste/scrap/byproduct (category and type) and secondary raw material (type and composition).
- Table S2: Analysis according to the MEX LFAM processes (features and setups) and the main 3D printing parameters (nozzle diameter, feed rate, and layer height).
- Table S3: Analysis according to the application fields and the demo products (product names or descriptions, years, and types).
- Table S5: Analysis according to the demo products (product names or description, year, and types) and the approaches to product shape manufacturability with MEX LFAM: main external shape, 3D printing building mode, surface and finishing appearance, and use of nonplanar slicing.
Appendix C. Design Practice and Industrial Activities
| Year | Ref. | Type and Place | Material | MEX LFAM Process | Application Field |
|---|---|---|---|---|---|
| 2009 | 1. Kooij [81] | Design studio in Zaandam, The Netherlands | Recycled PP, PC, ABS | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing accessories |
| 2011 | 2. DUS Architects [82] | Architecture and Design studio in Amsterdam, The Netherlands | Recycled bio-based PA | FGF-FPF; three-axis system; direct extrusion | Buildings and facades, retail |
| 2012 | 3. Wasp [94] | Industry (AM producer) in Massa Lombarda, Italy | Recycled PLA, Virgin PLA with wood fibers | FGF-FPF; three-axis system; direct extrusion | Furniture, exhibition, buildings and facades, furnishing accessories |
| 2014 | 4. CEAD [95] | Industry (AM producer) in Delft, The Netherlands | Recycled PETG with GF | FGF-FPF; robotic arm; three-axis system; direct extrusion | Furniture, mobility, tooling |
| 2015 | 5. HB3D [96] | Industry (AM processes) in Amsterdam, The Netherlands | Recycled PP, PETG, PETG with GF | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing accessories, mobility |
| 6. The New Raw [45] | Design studio in Rotterdam, The Netherlands | Recycled PP, PE, PA | FGF-FPF; robotic arm; direct extrusion | Urban furniture, furnishing accessories | |
| 2016 | 7. Aectual [97] | Industry (Architecture and furniture) in Amsterdam, The Netherlands | Bio-based recycled PA blends, Recycled PC blends, PolyAl | FGF-FPF; robotic arm; direct extrusion | Furniture, buildings and facades, retail |
| 8. Nagami [44] | Design studio in Ávila, Spain | Recycled PETG | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing accessories, exhibition, retail | |
| 2017 | 9. Royal 3D [98] | Industry (AM processes) in Rotterdam, The Netherlands | Recycled PET | FGF-FPF; robotic arm; three-axis system; direct extrusion | Buildings and facades, marine engineering |
| 10. VanPlestik [83] | Design studio and AM center in Ouderkerk aan de Amstel, The Netherlands | Recycled PP, PC, ABS, PS | FGF-FPF; three-axis system; direct extrusion | Furniture, urban furniture, furnishing accessories | |
| 2018 | 11. Caracol AM [99] | Industry (AM processes) in Barlassina, Italy | Recycled PLA, PP/PE blends, PP with glass fibers | FGF-FPF; robotic arm; direct extrusion | Urban furniture, exhibition, toys, mobility, tooling |
| 12. Lowpoly [84] | Design studio and AM center in Madrid, Spain | Recycled PP, PETG, PLA, rPLA with recycled tires, PLA with coffee grounds, olive groves, pine fibers | FGF-FPF; three-axis system; direct extrusion | Furniture, toys, furnishing accessories, buildings and facades | |
| 13. Model N° [85] | Design studio in Oakland, California, US | Bio-based blend, also with hardwoods | FGF-FPF; three-axis system; direct extrusion | Furniture | |
| 2018 Cont. | 14. R3direct [86] | Design studio and AM center in Capannori, Italy | Recycled PE, HDPE, PP blends, PE, PolyAl | FGF-FPF; three-axis system; direct extrusion | Furniture, urban furniture, exhibition |
| 15. SuperForma [87] | Design studio in Milan, Italy | Recycled PLA, Virgin PLA with wood fibers, garlic, coffee, pomace and charcoal scraps | FGF-FPF; three-axis system; direct extrusion | Furniture, furnishing accessories, exhibition, fashion | |
| 2019 | 16. Blue Cycle [101] | Foundation in Piraeus, Greece | Recycled PA, PES, PPE, PE, HDPE, and UHMWPE blends | FFF; robotic arm; filament feeding | Furniture, urban furniture |
| 17. Sculptur [46] | Industry (AM processes) in Karlshamn, Sweden | Recycled PP with coffee silverskin, bio-based blends with wood fibers | FGF-FPF; robotic arm; direct extrusion | Furniture, retail | |
| 2020 | 18. Hagen Hinderdael [88] | Design studio in London, United Kingdom | Recycled PLA, PETG | FFF; robotic arm; filament feeding | Furniture, urban furniture |
| 19. Post Industrial Crafts [89] | Design studio in Saint- Étienne, France | Recycled PP and PET blends | FGF-FPF; robotic arm; direct extrusion | Furniture, urban furniture, furnishing accessories, exhibition | |
| 2021 | 20. Triboo [90] | Design studio and AM center in Zevenhulzen, The Netherlands | Recycled PET, PET, PP, PET, carbon blends with hemp and paper | FGF-FPF; robotic arm; direct extrusion | Furniture, urban furniture, furnishing accessories |
| 2022 | 21. Ekbacken Studios [91] | Design studio in Stockholm, Sweden | Recycled PA6 with mineral scraps | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing accessories |
| 22. Ginger Additive [100] | Industry (AM producer) in San Maurizio al Lambro, Italy | Recycled PLA, PETG | FGF-FPF; three-axis system; direct extrusion | Furniture, furnishing accessories, retail | |
| 23. Sekisai [92] | Design studio in Tokyo, Japan | Recycled plastics, virgin PP with cocoa husks and paper pulp | FFF; three-axis system; filament feeding | Furniture, exhibition | |
| 24. Vosding [93] | Design studio in Köln, Germany | Recycled PLA with recycled wood fibers, recycled PP | FGF-FPF; robotic arm; direct extrusion | Furniture, furnishing accessories |
- Table S6: Analysis according to the waste/scrap/byproduct (category and type) and secondary raw material (type and composition).
- Table S7: Analysis according to the MEX LFAM processes (features, machines, and specific setups).
- Table S8: Analysis according to the application fields and the demo products (product names or descriptions, years, and types).
- Table S10: Analysis according to the demo products (product names or description, year, and types) and the approaches to product shape manufacturability with MEX LFAM: main external shape, 3D printing building mode, surface and finishing appearance, and use of nonplanar slicing.
References
- Ellen MacArthur Foundation (EMF). Towards the Circular Economy: Economic and Business Rationale for an Accelerated Transition; Ellen MacArthur Foundation: Cowes, UK, 2013. [Google Scholar]
- Reike, D.; Vermeulen, W.J.V.; Witjes, S. The Circular Economy: New or Refurbished as CE 3.0?—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2018, 135, 246–264. [Google Scholar] [CrossRef]
- Campbell-Johnston, K.; Vermeulen, W.J.V.; Reike, D.; Brullot, S. The Circular Economy and Cascading: Towards a Framework. Resour. Conserv. Recycl. 2020, 7, 100038. [Google Scholar] [CrossRef]
- Corona, B.; Shen, L.; Reike, D.; Rosales Carreón, J.; Worrell, E. Towards Sustainable Development through the Circular Economy—A Review and Critical Assessment on Current Circularity Metrics. Resour. Conserv. Recycl. 2019, 151, 104498. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A New Sustainability Paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Waste Hierarchy-Eur Lex (Directive, 2008/98/EC). Available online: https://eur-lex.europa.eu/EN/legal-content/glossary/waste-hierarchy.html (accessed on 22 August 2023).
- European Commission. A European Strategy for Plastics; European Commission: Brussels, Belgium, 2018; p. 24. [Google Scholar]
- Pires, A.; Martinho, G. Waste Hierarchy Index for Circular Economy in Waste Management. Waste Manag. 2019, 95, 298–305. [Google Scholar] [CrossRef]
- Zhao, X.; Korey, M.; Li, K.; Copenhaver, K.; Tekinalp, H.; Celik, S.; Kalaitzidou, K.; Ruan, R.; Ragauskas, A.J.; Ozcan, S. Plastic Waste Upcycling toward a Circular Economy. Chem. Eng. J. 2022, 428, 131928. [Google Scholar] [CrossRef]
- D’Amato, D.; Korhonen, J. Integrating the Green Economy, Circular Economy and Bioeconomy in a Strategic Sustainability Framework. Ecol. Econ. 2021, 188, 107143. [Google Scholar] [CrossRef]
- Bioeconomy. Available online: https://ec.europa.eu/info/research-and-innovation/research-area/environment/bioeconomy_en (accessed on 4 July 2024).
- Bocken, N.M.P.; de Pauw, I.; Bakker, C.; van der Grinten, B. Product Design and Business Model Strategies for a Circular Economy. J. Ind. Prod. Eng. 2016, 33, 308–320. [Google Scholar] [CrossRef]
- Moreno, M.; De los Rios, C.; Rowe, Z.; Charnley, F. A Conceptual Framework for Circular Design. Sustainability 2016, 8, 937. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic Recycling in Additive Manufacturing: A Systematic Literature Review and Opportunities for the Circular Economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Kumke, M.; Watschke, H.; Vietor, T. A New Methodological Framework for Design for Additive Manufacturing. Virtual Phys. Prototyp. 2016, 11, 3–19. [Google Scholar] [CrossRef]
- Pradel, P.; Zhu, Z.; Bibb, R.; Moultrie, J. Investigation of Design for Additive Manufacturing in Professional Design Practice. J. Eng. Des. 2018, 29, 165–200. [Google Scholar] [CrossRef]
- Sauerwein, M.; Doubrovski, E.; Balkenende, R.; Bakker, C. Exploring the Potential of Additive Manufacturing for Product Design in a Circular Economy. J. Clean. Prod. 2019, 226, 1138–1149. [Google Scholar] [CrossRef]
- Pradel, P.; Zhu, Z.; Bibb, R.; Moultrie, J. A Framework for Mapping Design for Additive Manufacturing Knowledge for Industrial and Product Design. J. Eng. Des. 2018, 29, 291–326. [Google Scholar] [CrossRef]
- Vaneker, T.; Bernard, A.; Moroni, G.; Gibson, I.; Zhang, Y. Design for Additive Manufacturing: Framework and Methodology. CIRP Ann. 2020, 69, 578–599. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- dos Santos, A.; Vezzoli, C.; Garcia Parra, B.; Molina Mata, S.; Banerjee, S.; Kohtala, C.; Ceschin, F.; Petrulaityte, A.; Duarte, G.G.; Dickie, I.B.; et al. Distributed Economies. In Designing Sustainability for All: The Design of Sustainable Product-Service Systems Applied to Distributed Economies; Vezzoli, C., Garcia Parra, B., Kohtala, C., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 23–50. ISBN 978-3-030-66300-1. [Google Scholar]
- Baechler, C.; DeVuono, M.; Pearce, J.M. Distributed Recycling of Waste Polymer into RepRap Feedstock. Rapid Prototyp. J. 2013, 19, 118–125. [Google Scholar] [CrossRef]
- Zhong, S.; Pearce, J.M. Tightening the Loop on the Circular Economy: Coupled Distributed Recycling and Manufacturing with Recyclebot and RepRap 3-D Printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef]
- Pearce, J.; Qian, J.-Y. Economic Impact of DIY Home Manufacturing of Consumer Products with Low-Cost 3D Printing from Free and Open Source Designs. Eur. J. Soc. Impact Circ. Econ. 2022, 3, 1–24. [Google Scholar] [CrossRef]
- Dupont, L.; Kasmi, F.; Pearce, J.M.M.; Ortt, R. “Do-It-Together”: Towards the Factories of the Future. In Cosmo-Local Reader; Ramos, J., Ede, S., Bauwens, M., Wong, J.G., Eds.; Futures Lab: Taipei, Taiwan, 2021; pp. 52–59. [Google Scholar]
- Huang, J.; Chen, Q.; Jiang, H.; Zou, B.; Li, L.; Liu, J.; Yu, H. A Survey of Design Methods for Material Extrusion Polymer 3D Printing. Virtual Phys. Prototyp. 2020, 15, 148–162. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Galushko, A.S.; Ananikov, V.P. Improvement of Quality of 3D Printed Objects by Elimination of Microscopic Structural Defects in Fused Deposition Modeling. PLoS ONE 2018, 13, e0198370. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM 52900-15; Standard Terminology for Additive Manufacturing–General Principles–Terminology. ASTM International: West Conshohocken, PA, USA, 2015.
- Beltagui, A.; Sesis, A.; Stylos, N. A Bricolage Perspective on Democratising Innovation: The Case of 3D Printing in Makerspaces. Technol. Forecast. Soc. Chang. 2021, 163, 120453. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. Fostering Skills for the 21st Century: The Role of Fab Labs and Makerspaces. Technol. Forecast. Soc. Chang. 2021, 164, 120391. [Google Scholar] [CrossRef]
- Nieto, D.M.; Molina, S.I. Large-Format Fused Deposition Additive Manufacturing: A Review. Rapid Prototyp. J. 2019, 26, 793–799. [Google Scholar] [CrossRef]
- Romani, A.; Rognoli, V.; Levi, M. Design, Materials, and Extrusion-Based Additive Manufacturing in Circular Economy Contexts: From Waste to New Products. Sustainability 2021, 13, 7269. [Google Scholar] [CrossRef]
- Romani, A.; Suriano, R.; Levi, M. Biomass Waste Materials through Extrusion-Based Additive Manufacturing: A Systematic Literature Review. J. Clean. Prod. 2023, 386, 135779. [Google Scholar] [CrossRef]
- Roschli, A.; Gaul, K.T.; Boulger, A.M.; Post, B.K.; Chesser, P.C.; Love, L.J.; Blue, F.; Borish, M. Designing for Big Area Additive Manufacturing. Addit. Manuf. 2019, 25, 275–285. [Google Scholar] [CrossRef]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lloyd, P.; Love, L. Structure and Mechanical Behavior of Big Area Additive Manufacturing (BAAM) Materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar] [CrossRef]
- Al Jassmi, H.; Al Najjar, F.; Mourad, A.-H.I. Large-Scale 3D Printing: The Way Forward. IOP Conf. Ser. Mater. Sci. Eng. 2018, 324, 012088. [Google Scholar] [CrossRef]
- Justino Netto, J.M.; Idogava, H.T.; Frezzatto Santos, L.E.; Silveira, Z.d.C.; Romio, P.; Alves, J.L. Screw-Assisted 3D Printing with Granulated Materials: A Systematic Review. Int. J. Adv. Manuf. Technol. 2021, 115, 2711–2727. [Google Scholar] [CrossRef] [PubMed]
- Cruz Sanchez, F.A.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling in an Open-Source Additive Manufacturing Context: Mechanical Issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Post, B.K.; Chesser, P.C.; Lind, R.F.; Roschli, A.; Love, L.J.; Gaul, K.T.; Sallas, M.; Blue, F.; Wu, S. Using Big Area Additive Manufacturing to Directly Manufacture a Boat Hull Mould. Virtual Phys. Prototyp. 2018, 2759, 123–129. [Google Scholar] [CrossRef]
- Lithgow, D.; Morrison, C.; Pexton, G.; Panarotto, M.; Müller, J.R.; Almefelt, L.; McLaren, A. Design Automation for Customised and Large-Scale Additive Manufacturing: A Case Study on Custom Kayaks. Proc. Des. Soc. Int. Conf. Eng. Des. 2019, 1, 699–708. [Google Scholar] [CrossRef]
- Byard, D.J.; Woern, A.L.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Green Fab Lab Applications of Large-Area Waste Polymer-Based Additive Manufacturing. Addit. Manuf. 2019, 27, 515–525. [Google Scholar] [CrossRef]
- NAGAMI-Imagine the Impossible, Bring the Future. Available online: https://nagami.design/en/ (accessed on 11 June 2024).
- The New Raw. Available online: https://thenewraw.org (accessed on 11 June 2024).
- Sculptur–Recycled 3D Printing. Available online: https://sculptur.se (accessed on 11 June 2024).
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, Opportunities, Considerations, and Constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Borgianni, Y.; Pradel, P.; Berni, A.; Obi, M.; Bibb, R. An Investigation into the Current State of Education in Design for Additive Manufacturing. J. Eng. Des. 2022, 33, 461–490. [Google Scholar] [CrossRef]
- Rosen, D.W.; Seepersad, C.C.; Simpson, T.W.; Williams, C.B. Design for Additive Manufacturing: A Paradigm Shift in Design, Fabrication, and Qualification. J. Mech. Des. 2015, 137, 110301. [Google Scholar] [CrossRef]
- Obi, M.U.; Pradel, P.; Sinclair, M.; Bibb, R. A Bibliometric Analysis of Research in Design for Additive Manufacturing. Rapid Prototyp. J. 2022, 28, 967–987. [Google Scholar] [CrossRef]
- Lindwall, A.; Dordlofva, C.; Öhrwall Rönnbäck, A.; Törlind, P. Innovation in a Box: Exploring Creativity in Design for Additive Manufacturing in a Regulated Industry. J. Eng. Des. 2022, 33, 567–586. [Google Scholar] [CrossRef]
- Tavares, T.M.; Ganga, G.M.D.; Godinho Filho, M.; Rodrigues, V.P. The Benefits and Barriers of Additive Manufacturing for Circular Economy: A Framework Proposal. Sustain. Prod. Consum. 2023, 37, 369–388. [Google Scholar] [CrossRef]
- Meraz Trejo, E.; Jimenez, X.; Billah, K.M.M.; Seppala, J.; Wicker, R.; Espalin, D. Compressive Deformation Analysis of Large Area Pellet-Fed Material Extrusion 3D Printed Parts in Relation to in Situ Thermal Imaging. Addit. Manuf. 2020, 33, 101099. [Google Scholar] [CrossRef]
- D’Amico, T.; Peterson, A.M. Bead Parameterization of Desktop and Room-Scale Material Extrusion Additive Manufacturing: How Print Speed and Thermal Properties Affect Heat Transfer. Addit. Manuf. 2020, 34, 101239. [Google Scholar] [CrossRef]
- Ferraris, S.D.; Rampino, L.; Ferraro, V. “Make It Beautiful”. An Old Request with Difficult Academic Answers. Des. J. 2017, 20, S236–S248. [Google Scholar] [CrossRef]
- Burdek, B.E. Design: The History, Theory and Practice of Product Design, 1st ed.; Birkhäuser Architecture: Boston, MA, USA, 2005; ISBN 978-3-7643-7029-9. [Google Scholar]
- Rognoli, V. A Broad Survey on Expressive-Sensorial Characterization of Materials for Design Education. METU J. Fac. Archit. 2010, 27, 287–300. [Google Scholar] [CrossRef]
- Nisja, G.A.; Cao, A.; Gao, C. Short Review of Nonplanar Fused Deposition Modeling Printing. Mater. Des. Process. Commun. 2021, 3, e221. [Google Scholar] [CrossRef]
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Zhao, X.; Tekinalp, H.; Meng, X.; Ker, D.; Benson, B.; Pu, Y.; Ragauskas, A.J.; Wang, Y.; Li, K.; Webb, E.; et al. Poplar as Biofiber Reinforcement in Composites for Large-Scale 3D Printing. ACS Appl. Bio Mater. 2019, 2, 4557–4570. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical Properties and Applications of Recycled Polycarbonate Particle Material Extrusion-Based Additive Manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef]
- Little, H.A.; Tanikella, N.G.; Reich, M.J.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. [Google Scholar] [CrossRef]
- Bañón, C.; Raspall, F. 3D Printing Floating Modular Farms from Plastic Waste. Mater. Today Proc. 2022, 70, 560–566. [Google Scholar] [CrossRef]
- Korey, M.; Rencheck, M.L.; Tekinalp, H.; Wasti, S.; Wang, P.; Bhagia, S.; Walker, R.; Smith, T.; Zhao, X.; Lamm, M.E.; et al. Recycling Polymer Composite Granulate/Regrind Using Big Area Additive Manufacturing. Compos. Part B Eng. 2023, 256, 110652. [Google Scholar] [CrossRef]
- Copenhaver, K.; Smith, T.; Armstrong, K.; Kamath, D.; Rencheck, M.; Bhagia, S.; Korey, M.; Lamm, M.; Ozcan, S. Recyclability of Additively Manufactured Bio-Based Composites. Compos. Part B Eng. 2023, 255, 110617. [Google Scholar] [CrossRef]
- Suescun Gonzalez, C.; Cruz Sanchez, F.A.; Boudaoud, H.; Nouvel, C.; Pearce, J.M. Multi-Material Distributed Recycling via Material Extrusion: Recycled High Density Polyethylene and Poly (Ethylene Terephthalate) Mixture. Polym. Eng. Sci. 2024, 64, 1555–1570. [Google Scholar] [CrossRef]
- Paramatti, M.; Romani, A.; Pugliese, G.; Levi, M. PLA Feedstock Filled with Spent Coffee Grounds for New Product Applications with Large-Format Material Extrusion Additive Manufacturing. ACS Omega 2024, 9, 6423–6431. [Google Scholar] [CrossRef]
- Romani, A.; Perusin, L.; Ciurnelli, M.; Levi, M. Characterization of PLA Feedstock after Multiple Recycling Processes for Large-Format Material Extrusion Additive Manufacturing. Mater. Today Sustain. 2024, 25, 100636. [Google Scholar] [CrossRef]
- Nguyen, P.Q.K.; Panta, J.; Famakinwa, T.; Yang, R.C.; Ahmed, A.; Stapleton, M.; Sassaman, D.; Snabes, S.; Craff, C. Influences of Printing Parameters on Mechanical Properties of Recycled PET and PETG Using Fused Granular Fabrication Technique. Polym. Test. 2024, 132, 108390. [Google Scholar] [CrossRef]
- Saavedra-Rojas, F.A.; Bhandari, S.; Lopez-Anido, R.A. Environmental Durability of Bio-Based and Synthetic Thermoplastic Composites in Large-Format Additive Manufacturing. Polymers 2024, 16, 787. [Google Scholar] [CrossRef]
- Walker, R.; Korey, M.; Hubbard, A.M.; Clarkson, C.M.; Corum, T.; Smith, T.; Hershey, C.J.; Lindahl, J.; Ozcan, S.; Duty, C. Recycling of CF-ABS Machining Waste for Large Format Additive Manufacturing. Compos. Part B Eng. 2024, 275, 111291. [Google Scholar] [CrossRef]
- Horta, J.F.; Simões, F.J.P.; Mateus, A. Large Scale Additive Manufacturing of Eco-Composites. Int. J. Mater. Form. 2018, 11, 375–380. [Google Scholar] [CrossRef]
- Petsiuk, A.; Lavu, B.; Dick, R.; Pearce, J.M. Waste Plastic Direct Extrusion Hangprinter. Inventions 2022, 7, 70. [Google Scholar] [CrossRef]
- Oberloier, S.; Whisman, N.G.; Pearce, J.M. Finding Ideal Parameters for Recycled Material Fused Particle Fabrication-Based 3D Printing Using an Open Source Software Implementation of Particle Swarm Optimization. 3D Print. Addit. Manuf. 2023, 10, 1287–1300. [Google Scholar] [CrossRef]
- Raspall, F.; Bañón, C. Large-Scale 3D Printing Using Recycled PET. The Case of Upcycle Lab @ DB Schenker Singapore. In Proceedings of the CDRF 2022: The International Conference on Computational Design and Robotic Fabrication, Tongji, China, 25–26 June 2022; Yuan, P.F., Chai, H., Yan, C., Li, K., Sun, T., Eds.; Springer Nature: Singapore, 2023; pp. 432–442. [Google Scholar]
- Burger, J.; Lloret-Fritschi, E.; Akermann, M.; Schwendemann, D.; Gramazio, F.; Kohler, M. Circular Formwork: Recycling of 3D Printed Thermoplastic Formwork for Concrete. Technol.|Archit. + Des. 2023, 7, 204–215. [Google Scholar] [CrossRef]
- Brodmann, A.; Damtsas, E.; Drewes, A.; Prell, A.; Spaeth, B.; Herrmann, M. Computational Design and 3D Printing of a Biopolymer Construction System for Freeform Applications. In Proceedings of the Digital Design Reconsidered—Proceedings of the 41st Conference on Education and Research in Computer Aided Architectural Design in Europe (eCAADe 2023), Graz, Austria, 20–22 September 2023; Dokonal, W., Hirschberg, U., Wurzer, G., Wurzer, G., Eds.; Education and Research in Computer Aided Architectural Design in Europe: Brussels, Belgium; Graz University of Technology: Graz, Austria, 2023; Volume 1, pp. 347–356. [Google Scholar]
- Burgos-Pintos, P.; Marzo-Gago, P.; Moreno-Sánchez, D.; Moreno-Nieto, D.; Molina, S. Parametric Modeling of Bio-Inspired Luminaires for Additive Manufacturing Technologies. Dyna 2024, 99, 17–21. [Google Scholar] [CrossRef]
- Romani, A.; Levi, M.; Pearce, J.M. Recycled Polycarbonate and Polycarbonate/Acrylonitrile Butadiene Styrene Feedstocks for Circular Economy Product Applications with Fused Granular Fabrication-Based Additive Manufacturing. Sustain. Mater. Technol. 2023, 38, e00730. [Google Scholar] [CrossRef]
- Suvanjumrat, C.; Chansoda, K.; Chookaew, W. Additive Manufacturing Advancement through Large-Scale Screw-Extrusion 3D Printing for Precision Parawood Powder/PLA Furniture Production. Clean. Eng. Technol. 2024, 20, 100753. [Google Scholar] [CrossRef]
- Homepage-Kooij. Available online: https://dirkvanderkooij.com/ (accessed on 11 June 2024).
- DUS, H. of DUS Architects–Public Architecture and Design That Consciously Influences Everyday Life. Available online: https://houseofdus.com/ (accessed on 11 June 2024).
- Welcome to vanPlestik ⋆ 3D-Printing with Recycled Plastic. Available online: https://vanplestik.nl/en/welcome/ (accessed on 29 April 2024).
- LOWPOLY–Servicios de Impresión 3D e Innovación en Madrid. Available online: https://lowpoly.info/ (accessed on 11 June 2024).
- Model No Homepage. Available online: https://www.model-no.com (accessed on 11 June 2024).
- R3direct, 3D Technology for Waste Reuse. Available online: http://r3direct.it/index.html (accessed on 15 June 2024).
- SuperForma-Stampa 3D|Stampa Ceramica|Digital Fabrication. Available online: https://superforma.xyz/ (accessed on 11 June 2024).
- HagenHinderdae HOME. Available online: https://hagenhinderdael.com/ (accessed on 30 April 2024).
- Post Industrial Crafts-Exploring the Intersection of Crafts with Digital Fabrication. Available online: https://postindustrialcrafts.com/ (accessed on 11 June 2024).
- Triboo-Circular Office Furniture. Available online: https://en.triboo.nl/ (accessed on 30 April 2024).
- Ekbacken Studios. Available online: https://www.ekbackenstudios.com/ (accessed on 30 April 2024).
- Sekisai|HOME. Available online: https://sekisai.com/en (accessed on 13 June 2024).
- Vosding—Product Design and Industrial Design. Available online: https://www.vosding.de/ (accessed on 24 June 2024).
- Stampanti 3D|WASP|Azienda Leader Nel Settore Della Stampa 3D. Available online: https://www.3dwasp.com/ (accessed on 11 June 2024).
- CEAD B.V.|Large Format 3D Printers|Robot & Gantry Systems. Available online: https://ceadgroup.com/ (accessed on 29 April 2024).
- HB3D Robot Printing-HB3D. Available online: https://hb3d.nl/en/ (accessed on 11 June 2024).
- Aectual|3D Printed Architecture & Interiors. Available online: https://www.aectual.com/ (accessed on 11 June 2024).
- Welcome to Royal3D|3D Printing on a Large Scale. Available online: https://www.royal3d.nl/ (accessed on 11 June 2024).
- Resources Archive. Available online: https://caracol-am.com/resources/ (accessed on 11 June 2024).
- Ginger Additive-Homepage. Available online: https://www.gingeradditive.com/ (accessed on 24 June 2024).
- Blue Cycle|Beyond Marine Plastic Waste. Available online: https://bluecycle.com/en/ (accessed on 11 June 2024).
- Walker, M.; Humphries, S. 3D Printing: Applications in Evolution and Ecology. Ecol. Evol. 2019, 9, 4289–4301. [Google Scholar] [CrossRef]
- Wiberg, A.; Persson, J.; Ölvander, J. Design for Additive Manufacturing—A Review of Available Design Methods and Software. Rapid Prototyp. J. 2019, 25, 1080–1094. [Google Scholar] [CrossRef]
- Sher, D. 3devo Launches Filament Based on Recycled SLS Powder. Available online: https://www.voxelmatters.com/3devo-launches-filament-based-on-recycled-sls-powder/ (accessed on 3 September 2024).
- Pignatelli, F.; Percoco, G. An Application- and Market-Oriented Review on Large Format Additive Manufacturing, Focusing on Polymer Pellet-Based 3D Printing. Prog. Addit. Manuf. 2022, 7, 1363–1377. [Google Scholar] [CrossRef]
- Martin, V.; Witz, J.-F.; Gillon, F.; Najjar, D.; Quaegebeur, P.; Benabou, A.; Hecquet, M.; Berté, E.; Lesaffre, F.; Meersdam, M.; et al. Low Cost 3D Printing of Metals Using Filled Polymer Pellets. HardwareX 2022, 11, e00292. [Google Scholar] [CrossRef]
- Puzatova, A.; Shakor, P.; Laghi, V.; Dmitrieva, M. Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review. Buildings 2022, 12, 2023. [Google Scholar] [CrossRef]
- Neves, A.; Godina, R.; Azevedo, S.G.; Matias, J.C.O. A Comprehensive Review of Industrial Symbiosis. J. Clean. Prod. 2020, 247, 119113. [Google Scholar] [CrossRef]
- Romani, A.; Paramatti, M.; Gallo, L.; Levi, M. Large-Format Material Extrusion Additive Manufacturing of PLA, LDPE, and HDPE Compound Feedstock with Spent Coffee Grounds. Int. J. Adv. Manuf. Technol. 2024, 134, 1845–1861. [Google Scholar] [CrossRef]
- A 3D Printed Chair Made of Leather Waste. Available online: https://materialdistrict.com/article/a-3d-printed-chair-made-of-leather-waste/ (accessed on 3 September 2024).
- Burgos Pintos, P.; Marzo Gago, P.; Fernández Delgado, N.; Herrera, M.; Sanz de León, A.; Molina, S.I. Sustainable Product Design by Large Format Additive Manufacturing of Cork Composites. Virtual Phys. Prototyp. 2024, 19, e2386106. [Google Scholar] [CrossRef]
- 3DPrinting.com. Jamco America Partners with Airtech to Innovate 3D Printing Tool Recycling for Aerospace. Available online: https://3dprinting.com/news/jamco-america-partners-with-airtech-to-innovate-3d-printing-tool-recycling-for-aerospace/ (accessed on 3 September 2024).






| Context/Repositories | Keywords or Query String | Eligibility Criteria | Exclusion Criteria |
|---|---|---|---|
| Academic research: Scopus Web of Science | TITLE-ABS-KEY-AUTH(“Additive manufactur*” OR “3d print” OR “rapid prototyp*”) AND (“extrusion*” OR “material extrusion*” OR “extrusion-based”) AND (“large-scale” OR “large-format” OR “big-area” OR “large scale” OR “large format” OR “big area”) AND (“plastic” OR “polymer”) AND (“product” OR “application” OR “demo”) AND (“recycle*” OR “waste*”) AND PUBYEAR > 2010 | 1. Works linked to large-format AM. 2. Well-defined applications and products. 3. FFF (or FDM) and FGF (or FPF) processes with plastic-based materials (including composites). 4. Use of secondary raw materials from waste, scraps, byproducts (plastic- or biomass-based) 5. Proof-of-concept, development and/or fabrication of potential applications. | 1. Not enough information on materials and/or technology. 2. Duplicates. 3. Lack of applications and/or products (tests only on sample parts or torture tests). 4. Not enough information about the application. |
| Design practice/ industrial activities: Dezeen.com Designboom.com Materialdistrict.com 3dprinting.com All3dp.com 3Dprintingindustry.com (accessed on 8 September 2024). | “Additive manufacturing”, “AM”, “BAAM”, “Big Area”, “Large Scale”, “FDM”, “3D printing”, “product”, “application”, “recycle”, “recycling”, “waste” | 1. Companies/studios linked to large-format AM applications. 2. Well-defined applications and products. 3. Enough data to detect the technology. 3. FFF (or FDM) and FGF (or FPF) processes with plastic-based materials (including composites). 4. Use of secondary raw materials from waste, scraps, byproducts (plastic- or biomass-based) | 1. Not enough information on materials technology, and/or applications. 2. Duplicates. 3. Lack of applications and/or products. 4. Not enough information on the company/studio. |
| Context | Focus | 2006–2015 | 2016–2020 | 2021–2024 | Total | |
|---|---|---|---|---|---|---|
| Academic research | Materials science and engineering | No works | 4: [59,60,61,62] | 9: [63,64,65,66,67,68,69,70,71] | 13 | 23 |
| Industrial and manufacturing engineering | No works | 2: [43,72] | 3: [73,74,75] | 5 | ||
| Design and architecture | No works | No works | 3: [76,77,78] | 3 | ||
| Sustainability | No works | No works | 2: [79,80] | 2 | ||
| Design practice/ industrial activities | Design studios | 3: [45,81,82] | 8: [44,83,84,85,86,87,88,89] | 4: [90,91,92,93] | 15 | 24 |
| Industries | 3: [94,95,96] | 4: [46,97,98,99] | 1: [100] | 8 | ||
| Other | No works | 1: [101] | No works | 1 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romani, A.; Levi, M. Large-Format Material Extrusion Additive Manufacturing for Circular Economy Practices: A Focus on Product Applications with Materials from Recycled Plastics and Biomass Waste. Sustainability 2024, 16, 7966. https://doi.org/10.3390/su16187966
Romani A, Levi M. Large-Format Material Extrusion Additive Manufacturing for Circular Economy Practices: A Focus on Product Applications with Materials from Recycled Plastics and Biomass Waste. Sustainability. 2024; 16(18):7966. https://doi.org/10.3390/su16187966
Chicago/Turabian StyleRomani, Alessia, and Marinella Levi. 2024. "Large-Format Material Extrusion Additive Manufacturing for Circular Economy Practices: A Focus on Product Applications with Materials from Recycled Plastics and Biomass Waste" Sustainability 16, no. 18: 7966. https://doi.org/10.3390/su16187966