Abstract
CNC machine tools play an important role in manufacturing and are characterized by high total energy consumption and low energy efficiency. The energy consumption characteristics of the machine tool itself determine the total energy consumption and pollutant emission during its service life. Therefore, it is particularly important to design machine tools with energy consumption as the optimization target to analyze the composition of energy consumption and related characteristics, build a corresponding model based on reliability verification, guide the structural design and optimization according to the model, and ultimately use the evaluation system to evaluate and judge the overall energy consumption. In this paper, from four perspectives—the composition of the energy consumption of machine tools, modeling methods, design and optimization methods, and evaluation methods—with energy consumption optimization as the entry point, we analyze the research on CNC machine tools based on energy consumption around the world. The research results indicate that we should look forward to the role of energy consumption in the design of machine tools.
1. Introduction
In today’s society, manufacturing creates a great deal of wealth and plays an important role in economic development, but it also impacts the environment and consumes a great deal of energy. According to the U.S. Department of Energy, the U.S. manufacturing sector accounts for 80% of direct industrial energy consumption, with primary energy consumption accounting for approximately 24% of primary energy consumption [1]. In many developing countries, manufacturing also consumes large amounts of energy, while energy use can be even lower; for example, in 2018, China’s manufacturing sector accounted for 83.6% of the total industrial energy consumption (EC) [2].
In order to address this issue, the Society of Manufacturing Engineers (SME) released the Green Manufacturing Blue Book “Green Manufacturing” [3] in 1996, which first clarified the connotation of green manufacturing. The importance of green manufacturing research and related issues was then further introduced in 1998 when the SME produced an explanatory report on green manufacturing trends on the Internet [4]. Some authors [5] summarize the existing research on green manufacturing based on the establishment of a green-manufacturing-research-content system framework; the literature points out that the purpose of green manufacturing is to take full account of the resource consumption and environmental impacts of the current manufacturing model at every stage of product development, including the entire life cycle from design, manufacturing, packaging and transport, and use to end-of-life disposal to reduce negative impacts on the environment and to improve resource utilization. As an important component of green manufacturing, EC has become one of the important indicators used to measure whether the manufacturing industry is in line with the sustainable development strategy, and the level of the EC index directly reflects the efficiency of the manufacturing industry’s utilization of energy and its impact on the environment. Using the ideas of green manufacturing and green design in design, improving the structural characteristics of processing equipment (such as machine tools and injection molding machines), and optimizing processing parameters and process flow can reduce EC, improve energy efficiency, and reduce environmental pollution in the manufacturing process.
Machine tools (MTs) are at the core of the industrial modernization industry chain, which determines the development level and overall competitiveness of the manufacturing industry. The results of machine tools as the subject of the study of energy consumption in the manufacturing industry indicate [6] the number of machine tools, a wide range of applications, and their total energy consumption. They have low energy utilization, sometimes even less than 15% [7], but machine tool energy consumption generates CO2 and other environmental emissions, which is also alarming [8]. Thus, machine tools have great energy-saving potential, and it is particularly important to take energy consumption as the optimization target of machine tool design. First, we must analyze the composition of energy consumption and related characteristics, establish the corresponding model based on reliability verification, and then guide the design and optimization of the structure according to the model. Finally, we must use the evaluation system to assess and judge the overall energy consumption situation. In order to better study the EC characteristics of MT, the International Standards Committee has developed several standards (ISO 14955 series) to guide the energy-efficient design of MT and provide practical machine tool EC measurement methodology, of which ISO 14955-1 [9] discusses the design process for energy-efficient and low-energy MT, emphasizing the need for the selection of different MT components to consider the EC of components in the service phase; the ISO 14955-2 [10] standard discusses the determination of the EC of the MT and its components; the ISO 14955-3 [11] standard covers the service phase of the MT probability of occurrence of various processing times and the EC through a weighted summation of how to derive comprehensive EC indicators to measure the performance of the EC of the MT.
Inquiries into existing research have revealed that there is a paucity of research reviews on machine tools based on energy consumption. Most focus on a specific component or system of the machine tool as the entry point, and no comprehensive review articles have been found to date. This literature review summarizes the operation of energy consumption in machine tool design optimization more comprehensively.
The study of EC characteristics of CNC MT helps to identify the EC of various subsystems in different machining stages and provide guidance for the structural design of machine tools, such as material optimization, parameter optimization, structural optimization, and other design means to obtain better structural EC characteristics, which can radically decrease the EC of MT and realize the goal of sustainable development. In general, energy consumption in the design of CNC MT research mainly contains three parts: the energy consumption analysis and modeling method, the energy consumption design method, and energy consumption evaluation research. Chapter Two examines the energy consumption components and corresponding characteristics from different classification criteria and then examines the modeling methods and analyzes the reliability of each model. Chapter Three introduces the design optimization methods for local systems such as feed systems, spindle systems, and auxiliary systems, followed by the use of energy flow and other means to correlate the various systems of the machine tool and thus optimize the design of the overall structure. Chapter Four mainly introduces the existing assessment methods and briefly presents and analyzes the advantages and disadvantages of each method.
2. Research on Energy Consumption Composition Analysis and Modeling Method of CNC Machine Tools
The basis for optimizing the design structure to achieve energy reduction is to clearly describe the composition of EC and express the mapping between the energy information and the design information. In 2009, the International Academy for Production Engineering held the 26th International Manufacturing Conference at the University of Dublin, Ireland, with Energy Efficiency and Low Carbon Manufacturing as the theme. This session proposes to safeguard manufacturing innovation and development and accurately assess manufacturing EC. For example, scholars [12,13,14,15] studied the EC characteristics and damping characteristics of the connection structure of mechanical equipment based on the Iwan model, which provides a reference for energy saving and reducing the EC of mechanical equipment to ensure the overall performance of MT.
It is fundamental to understand the characteristics of EC to design the CNC MT for energy saving and consumption reduction [16,17,18,19]. On such a basis, the improvement in the processing energy efficiency can help to reduce the overall EC and decrease the impact on the environment so as to realize the goal of green and sustainable manufacturing [20]. In the working process, when the machine tool processes raw materials, it generates a large amount of waste and heat; meanwhile, the machine tool components have many energy-consuming parts, such as motors and cooling systems. Thus, only a scientific classification of MT’s EC can achieve reasonable measurement, prediction, and design of EC and ultimately reduce the energy consumption. However, at present, the classification standard of EC in MT is not uniform and clear [21].
This study reveals that the energy efficiency of the machining process is influenced by the machining tasks, workpiece properties, and technology solutions. The energy efficiency characteristics are complex, often exhibiting multilevel and time-period energy consumption patterns. Therefore, when analyzing the composition and establishing the model, these two aspects should be considered. Due to the cross-appearance of the two characteristics, in practice, often based on the time period characteristics, carefully considering multilevel energy is important for establishing and correcting the EC model.
2.1. Analysis of Energy Consumption Composition of CNC Machine Tools
2.1.1. Composition of Energy Consumption Based on Sources and Characteristics
Analyzing the EC changes during the service period of CNC machine tools, the EC of CNC MT can be classified into constant and variable [22]: the constant part includes the consumption of CNC systems, fans, cooling pumps, and other supporting components and the consumption of operational steps such as tool change and no-loading, while the variable part is caused by the change in the material removal rate.
Kordonowy et al. [23] studied the EC proportion of CNC milling machine feed systems and discovered that the EC of the feed system accounts for about less than 10% of the overall EC of CNC milling machines. The machine running EC in the variable part accounted for more than 60% of the total EC, which can be reduced by optimizing the processing parameters and other ways. In contrast, in the constant part, the spindle system and the feed system accounted for a leading position, and optimizing the design of both systems can reduce the constant EC.
Besides constant and variable parts, the EC can also be divided into direct and indirect parts. The direct EC is related to the product process, and the indirect EC refers to the completion of the process to provide operating conditions.
Sun et al. [24] built a design-energy information integration model based on the energy breakdown structure (EBS). They extracted the indirect energy consumption and linked the product design information and machine tool energy consumption information to realize the mutual mapping of the design information domain and the energy consumption information domain. The model could find the target of the product production process that needs to carry out the study of EC reduction. When modeling energy consumption, He et al. [25] classified the energy sources of MT into direct and indirect energy sources and established a dynamic EC model of colored, timed, object-oriented Petri nets (CTOPNs). The error between the simulation results of the model and the actual monitoring results was less than 4%, and it can be used to guide the energy consumption optimization scheme according to the model results.
2.1.2. Component Analysis of Energy Consumption Based on Processing
EC can be analyzed at three layers when a machine tool performs a manufacturing task: process, spindle, and machine tool. At the process layer, only the energy consumed during the processing of the actual raw material is included, and this energy consumption has nothing to do with the machine tool; at the spindle layer, the study ignores the EC of the electrical and auxiliary systems at the machine tool layer and focuses on the EC of the spindle drive system; at the machine layer, the EC characteristics of the entire MT (including the control system, cooling system, spindle motor, and feed system) itself must be considered, and the relationship between machining EC and working conditions needs to be considered. The spindle layer and the machine tool layer are divided into one category for analysis, collectively referred to as the equipment layer.
(1) Process layer
The EC of CNC MT is closely related to process parameters such as process programs, process routes, and cutting volume during machining. Consequently, EC characterization of CNC MT at the process level can lead to a reduction in the EC by improving the process parameters.
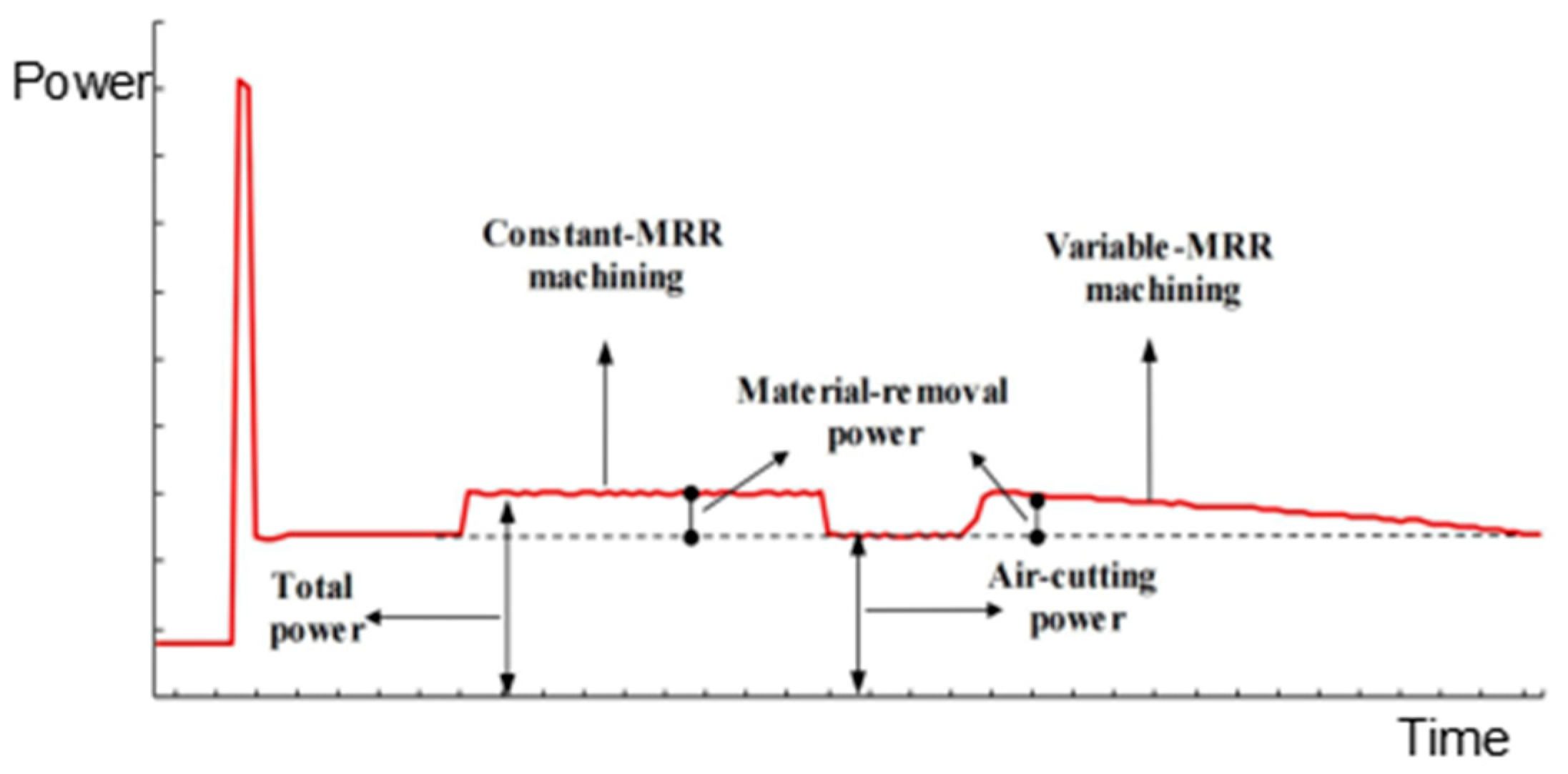
At the 28th CIRP conference, Pawanr et al. [26,27] proposed classifying the process into a constant material removal rate (constant-MRR) process and variable material removal rate (variable-MRR) process, and the power diagram of this process is shown in Figure 1. Samukawa et al. [28] developed a process energy consumption prediction model based on MRR and specific energy consumption, which predicts the energy consumption of the machining process based on the characteristics of the working material.
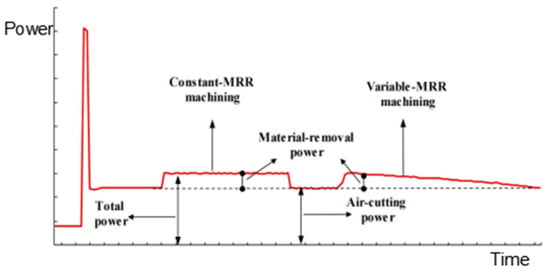
Figure 1.
The power profile of constant-MRR machining vs. variable-MRR machining [26].
The power diagrams show the trend of total EC over time for the constant material removal process and the variable material removal process during machining, and the energy consumption characteristics at different stages are analyzed. In the study of variable-MRR, an empirical model between process parameters and machining EC in the face-turning process is proposed, and the model prediction accuracy is about 95%.
A significant relationship between machining parameters and energy consumption can be found in the literature; some such studies are shown in Table 1. The table demonstrates that at the process level, optimization of parameters such as machining processes and machining parameters can reduce energy consumption.

Table 1.
Process parameter-based energy consumption modeling study.
In addition to the effects of processing parameters and other influences, the characteristics of processed products also affect the total EC of processing. Zhou et al. [35] proposed an EC correlation modeling method based on product design features; divided the product design features into macrostructural features and microstructural features; and, based on the research of Bourhis [36], established a correlation model between product design features and manufacturing EC by correlating the product design information and process paths and verified the reliability of the model. He et al. [37] carried out machining process planning based on workpiece characteristics. They constructed a dynamic energy consumption model of the workpiece machining process using object-oriented hierarchical Petri nets to realize the energy consumption prediction of the machining process.
(2) Equipment layer
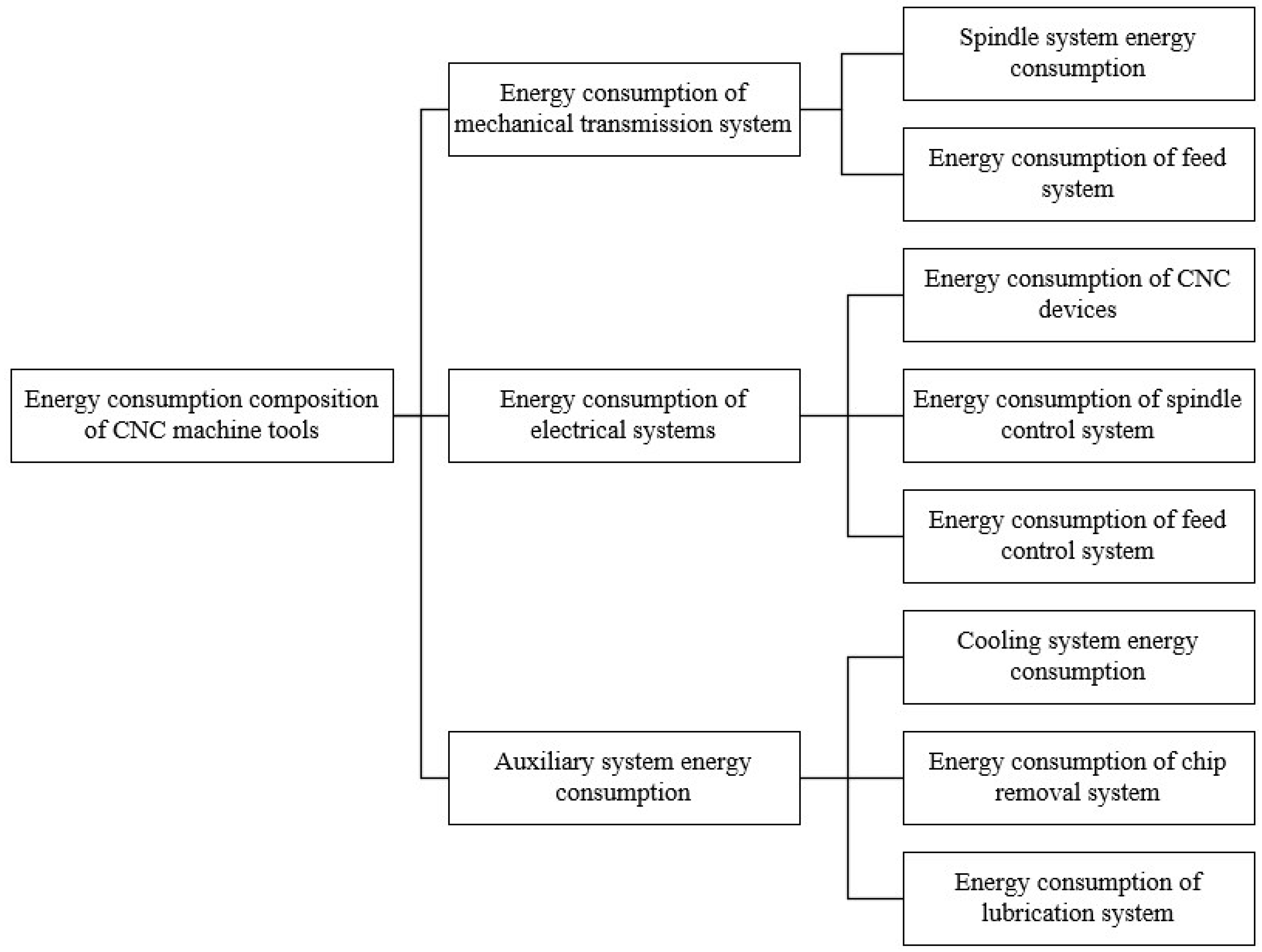
By analyzing the CNC machine tool system, the total energy consumption can be divided into three categories: mechanical transmission system energy consumption, electrical system energy consumption, and auxiliary system energy consumption, as shown in Figure 2. Based on the analysis of the composition of the energy consumption of the machine tool in Figure 3, relevant experts and scholars have conducted corresponding research on the machine tool as a whole, the spindle system, the feed system, and the auxiliary systems.
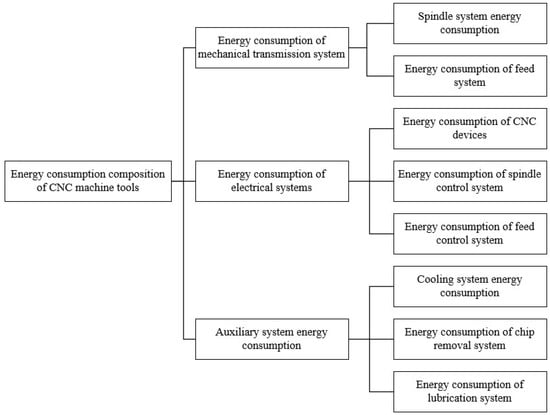
Figure 2.
Energy consumption composition of CNC machine tools.
The study of the energy consumption of a machine tool as a whole requires using other means to correlate the various subsystems, for which different references have been given by experts and scientists. The spindle system and the feed system are the most important and have the greatest potential for optimization, which is why various measures have been proposed. In addition to the spindle system and the feed system, the energy consumption of the auxiliary systems should not be ignored, so various measures have also been proposed. These research tools and optimization targets are summarized and presented in Table 2.
Table 2.
Research analyzing the composition of energy consumption at the appliance level.
When analyzing spindle motion during the operation of the machine tool, it was found that the phenomenon of spindle acceleration occurs frequently, resulting in significant energy consumption in this acceleration process. The power curve of spindle acceleration is shown in Figure 3. In order to study this phenomenon, related scholars have conducted in-depth research. Lv et al. [55] established an energy model of spindle acceleration, and the spindle energy consumption reduction method proposed according to the model can reduce energy consumption by 10.6~50%. Shankarrao et al. [56] established a model for predicting the energy consumption of spindle acceleration, which can predict the power and duration of the spindle acceleration process in a short time.
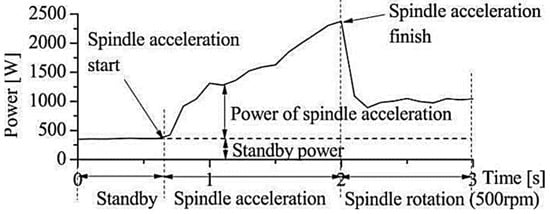
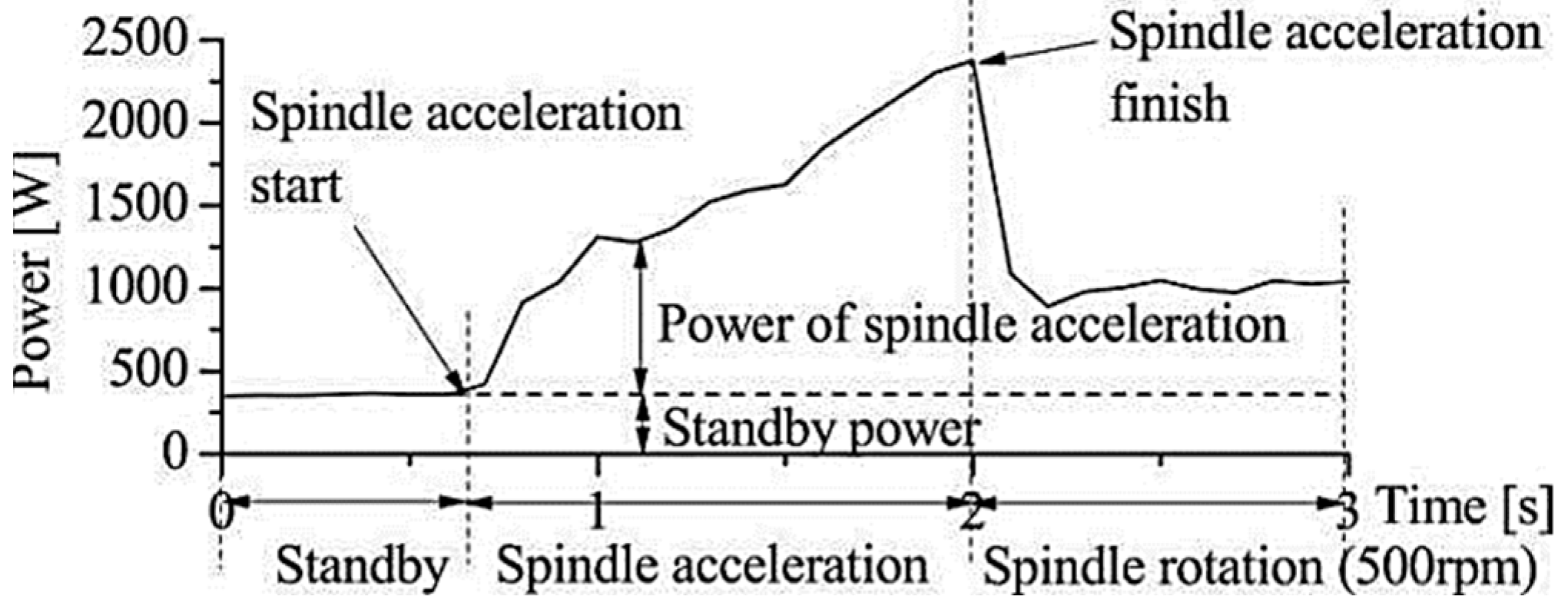
Figure 3.
Spindle acceleration power curve [55].
Figure 3.
Spindle acceleration power curve [55].
Zhu et al. [52] mathematically modeled the cooling system of a machine tool and analyzed the aspects of system design and component selection to reduce energy consumption and improve the system’s economy.
In addition, Li et al. [57] analyzed machine tools from a holistic perspective. They divided them into three levels, namely, the machine, the task, and the auxiliary production level, and established the EC models in the time and space dimensions. The model was then validated by analyzing the energy consumption of a small machining shop, and the results showed that the model could accurately describe the EC characteristics of different equipment and different machining stages.
2.2. Energy Consumption Modeling Method for CNC Machine Tools
The operating states of a machine tool machining process are classified into two categories, standby and machining states, but subsequent studies have identified a standby state between the two states. By analyzing the operating states of the MT, it can be classified into standby, run, and production states. Classifying energy consumption based on production states helps to analyze energy consumption at different machining stages and to identify the high-EC components during the life of the machine tool.
Liu et al. [58] established an EC model of MT based on analyzing the connotation of energy efficiency of MT, dividing the machining phase into three main phases, startup, no-load, and machining, as well as the inter-stop phase. The EC data at discrete speeds were fitted into an energy consumption model, and the prediction error was measured to be 7.7% through experiments. A series model of input power and EC was also developed, and the experimental test yielded a model error of less than 5%. Ma [59] revealed the intrinsic energy efficiency characteristics of MT and established a macro–micro model of EC to classify the total energy consumption into standby, start-up, idle and machining energy consumption and verified the model’s reliability through experiments. Lv et al. [60] studied the power loss caused by cutting loads in the machining stage, and based on this, an EC model characterizing the power loss caused by cutting loads was established. After verifying the model’s reliability, an energy consumption reduction method was proposed, which shows a significant reduction in energy consumption when the method is used in the machining and design of shaft parts. Xie et al. [61] proposed a method for identifying and predicting the EC of MT by fusing integrated modeling and deep learning, using random forest and memory neural network models to identify the cutting time periods to achieve the classification and prediction of EC. Brillinger et al. [62] modeled the energy consumption in the machining stage using mechanical department algorithms and decision trees to achieve the prediction of machining energy consumption. Till et al. [63] developed an energy consumption model based on the machining process to guide the energy consumption optimization strategy. Yuan et al. [64] established an energy consumption model for the machining stage using a combination of a traceless Kalman filter neural networks, which can effectively improve the accuracy and generalization ability of the model.
Summarizing the above literature, dividing the machining process and studying the characteristics of each machining stage separately are prerequisites for establishing the energy consumption model, and introducing new algorithms on this basis can effectively improve the model’s reliability.
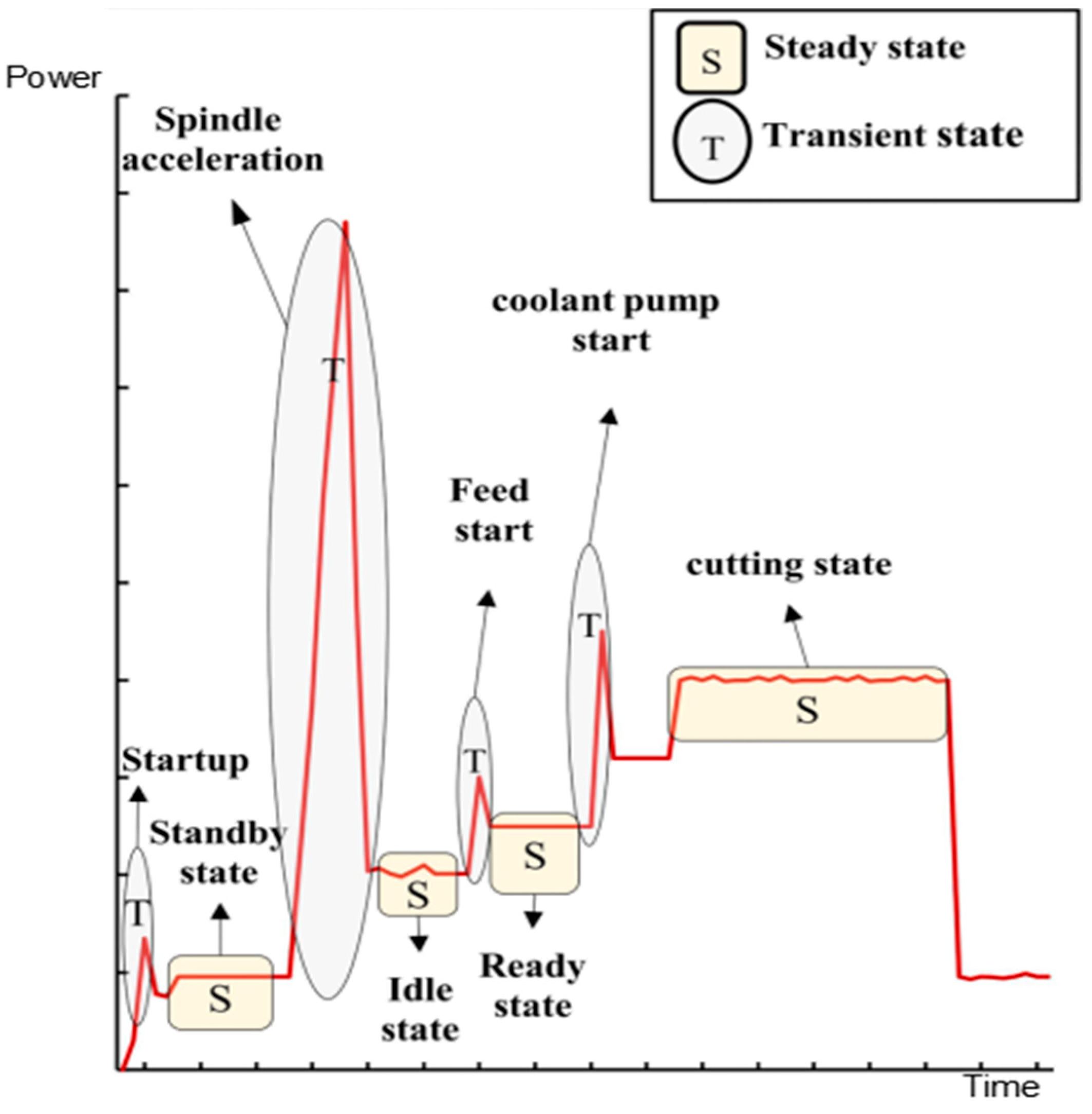
In addition, other criteria can be used for classification. Pawanr et al. [65] analyzed the steady-state and transient EC during machining and plotted a typical power curve, including steady-state and transient EC, as shown in Figure 4.
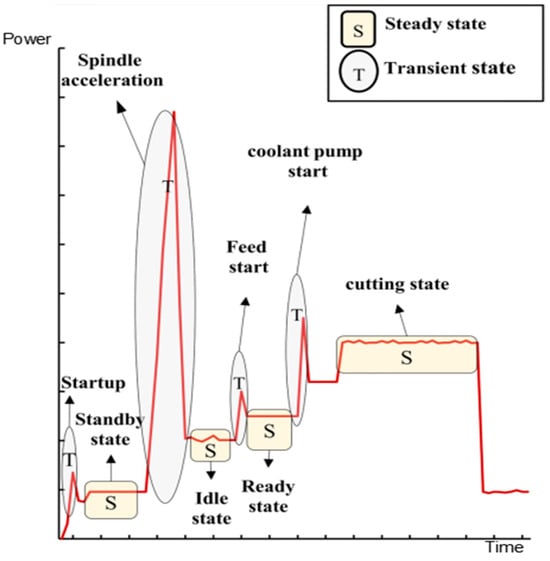
Figure 4.
Typical power curves for a machine tool containing steady-state energy consumption and transient energy consumption [65].
Reference [65] divides the total EC of MT (Etotal) into the sum of steady-state EC (Esteady) and transient EC (Etransient). Steady-state EC is the sum of EC in different steady states, and transient EC is the sum of EC in different transient states, which is calculated as follows:
where Etotal is the total EC of the machine, Esteady is the steady-state EC of the machine, and Etransient is the transient EC of the machine.
where Estandby is the EC in the standby state, Eidle is the EC in the idle state, Eready is the ready-state EC, and Ecutting is the cutting-state EC.
Among them, Estartup is the startup-state EC; Espindle_act is the spindle acceleration EC, which is the integral of the spindle acceleration power over time and can be empirically fitted using the discrete data of spindle angular velocity and EC; Efeed_tr is the feed startup EC; and Ecoolant_tr is the startup EC of the cooling system.
Pawanr et al. [65] established a regression-based empirical model by combining Equations (1)–(3) and experimental data to calculate the spindle acceleration EC of CNC MT at any spindle angular speed. The model’s reliability was verified by experiments, and the p values of the regression model were less than 0.05 under the condition that the confidence interval was 95%.
The above research shows that the key to analyzing and modeling the composition of energy consumption lies in how to effectively identify the energy consumption of each system or processing stage and find out the correlation between different systems so as to use the model to predict the energy consumption of the processing process and reduce the overall energy consumption.
3. Research on Energy Consumption Design Method of CNC Machine Tools
EC design of MT for low-EC and high energy efficiency, especially research on design methods with structural design as the starting point, is a key technology for improving the energy efficiency of MT, which can reduce the EC of MT at the service stage from the source. In this regard, several studies have been carried out at home and abroad to establish machine tool design methods that consider energy consumption characteristics, dynamic and static characteristics, etc., from the perspective of the total EC during operation.
3.1. Design of Machine Components for Energy Consumption
By studying the overall EC law of the MT, it can be seen that in the MT system, the constant EC is dominated by that of the spindle system and the feed system. Therefore, the optimum design of the spindle system unit and the feed system unit can effectively optimize the overall EC characteristics of the mt and reduce the EC of MT.
Lv et al. [66] established an EC model of MT and conducted optimization studies for the machining units and spindle systems, respectively. Firstly, based on the EC function and the agent model, an integrated optimization model was established to reduce tool displacement and EC; secondly, the spindle structure design was optimized using the Biogeography-based Optimization (BBO) algorithm. The optimization method, which considers the energy consumption characteristics and the dynamic and static characteristics, results in a reduction in energy consumption by about 3.7%, an increase in the first-order intrinsic frequency by about 6.8%, and a reduction in mass by about 3.6%.
Hu et al. [67] established a frequency-based energy parameter model of the main drive system and analyzed the EC characteristics of MT under no-load operation on this basis. He et al. [68] carried out a structural optimization study of the spindle system and constructed a spindle unit power model. This was based on the sensitivity analysis, response surface method, and other measures used to establish the spindle unit structural energy-saving design optimization model and combined with the particle swarm algorithm and simulated annealing algorithm for optimization. The solution optimized to guarantee the static and dynamic performance of the spindle effectively reduces the spindle mass and energy consumption of spindle systems. After optimization, the reduction in EC of the spindle system was approximately 3.69%.
Yogi et al. [69] proposed an iterative learning method considering the compensation of the actual contour error, which modifies the CNC program to reduce the contour error and the EC of the feed system, and the total EC is reduced by about 11.7%. Mohammad et al. [70] optimized the feed system by selecting a new sliding die contour control method with a nonlinear sliding die surface, which generates a control signal when the contour error changes, thus reducing the contour error and achieving the goals of reduced energy consumption and improved machining accuracy.
Ji [71] constructed a feed system EC model to study the effects of the feed system transmission unit, moving parts, and servo control unit on the EC of CNC MT; proposed a parameter integration optimization method; constructed an energy-saving feed system transmission unit design optimization process; and, finally, obtained the optimal design parameters of the transmission unit by solving the multi-objective optimization model, which can reduce the EC of the feed system by about 4%, reduce the response time of the CNC MT by about 4.5%, and improve the dynamic accuracy of the machine tool by about 8.5%.
In addition to the spindle system and the feed system, relevant specialties have also carried out corresponding research on the EC design of auxiliary systems. Li et al. [72] established a topological optimization model of fluid-thermal coupling to minimize the average temperature and the constraints of flow energy dissipation and structural flexibility. They conducted a sensitivity analysis of design variables by combining the variational method and Lagrangian function, which can obtain additive manufactured structures with good heat dissipation performance and reasonable flow channel distribution in practical application and effectively improve the temperature-bearing capacity of complex structures. Li et al. [73] developed a coupled flow-heat topology optimization design method considering the variable thermostatic properties and transport properties for the heat transfer performance of cooling structures, which uses energy consumption to constrain the model so that the optimized configuration enhances the local heat transfer performance of cooling structures. Mori et al. [74] proposed a switch cooling method to reduce the energy consumption of a hot gas bypass spindle cooling system, which can simultaneously realize the energy consumption reduction and the normal operation of the system.
The quality of the machine table, as the main supporting component, has a significant impact on the machining energy consumption. In order to optimize the design of the table structure, Triebe et al. [75,76] established an energy consumption model considering the mass. They used genetic algorithms to carry out lightweight design, comparing the energy consumption before and after optimization, and found that the potential energy-saving efficiency is about 38% under the premise of ensuring structural rigidity.
3.2. Overall Energy Consumption Design of Machine Tools
MT’s EC components are numerous, and the total energy consumption composition involves many aspects, resulting in machine tool multi-source energy flow. The energy-consumption process is complex, so in order to comprehensively achieve the goal of energy conservation and consumption reduction of the MT, research on the overall optimization of the machine tool is based on reducing energy consumption and improving energy efficiency design technology.
Lee et al. [77] suggested a simulation-based approach to lower the EC. The approach created a virtual MT to estimate EC during machining and found the best machining conditions through simulation to minimize EC and reduced the MT’s overall EC by 13% after optimization. Wang [78] introduced the energy flow element (EFE) as the basic object of the energy consumption analysis, analyzed the performance of each component through the interface relationship between energy flow elements and energy changes, used the performance of the weight and performance surplus index to analyze the relationship between energy changes and final performance, and proposed a conflict-elimination criterion based on energy flow analysis to balance the conflict between energy-saving and consumption-reducing design and performance guarantee. The author used this criterion to optimize the design of the energy efficiency of the duct system so that the energy loss of the optimized gas passing through each energy flow element per unit time is reduced by 19%. Zhou et al. [79] combined the axiomatic design theory and the design element concept to tightly integrate the design process with the energy information, realize the unity of the information description in each design stage, and create an energy optimization design method. The optimization method associates functional implementation and energy optimization based on obtaining the energy design information of the product, thus obtaining the optimal design solution.
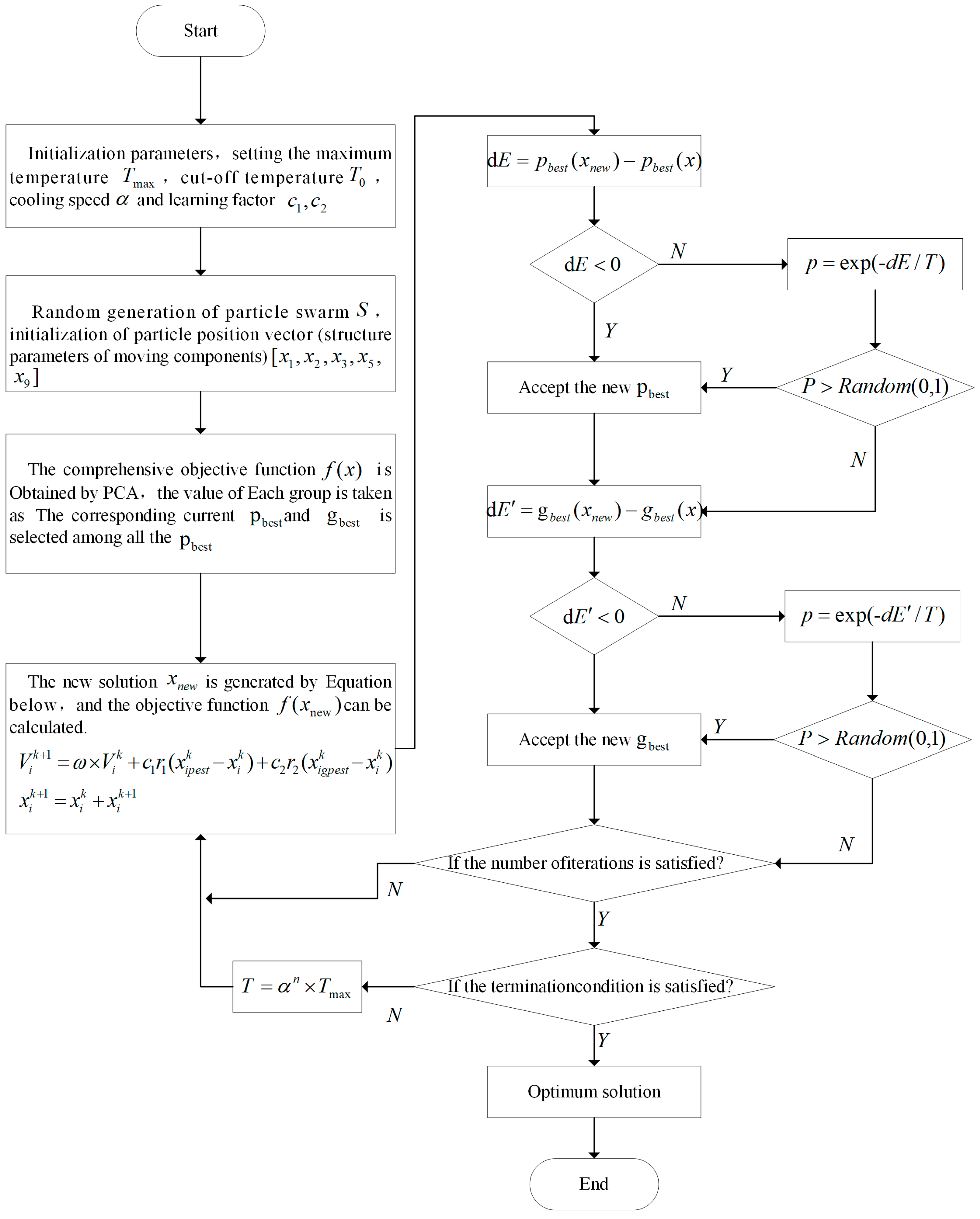
Ji et al. [80] proposed a careful consideration of EC involving the static and dynamic performance of the MT structure design method, which uses a particle swarm simulated annealing algorithm to solve the optimal structure; the algorithm flow chart is shown in Figure 5. Compared with the original structure, the optimized structure reduces the EC by 3.06%, and the structure reduces the EC by 3.22% after reaching maximum lightweightedness.
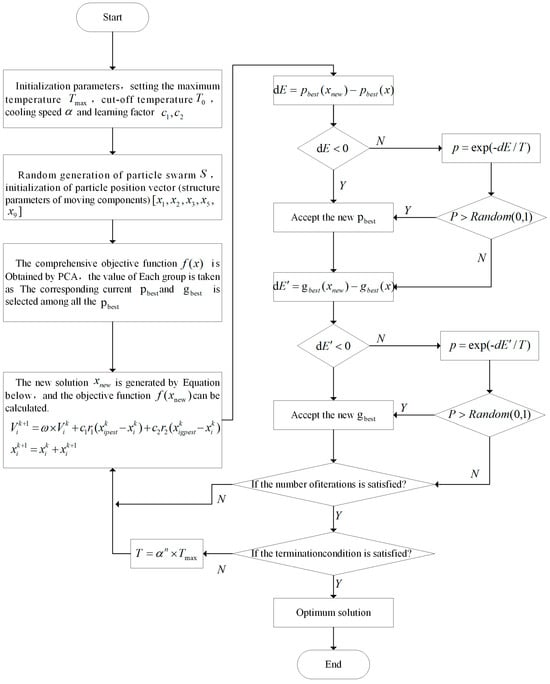
Figure 5.
Flow chart of particle swarm simulated annealing algorithm [80].
Wu et al. [81] proposed a multi-axis machining tool axis optimization method through the introduction of sinusoidal acceleration law curve constraints on the machine tool rotary axis angle change, the tool axis sequence, and experimental verification. The results show that in order to ensure a smooth machining process based on the feed system, the EC should be reduced by about 3.36%. Li et al. [82] established a model correlating machining parameters and EC. Using the multi-objective optimization function for parameter optimization, the optimized EC can be reduced by up to 14.8%.
Summarizing the above research, the current design optimization of machine tool structures focuses more on a single component or system, which requires accurate discovery of the correlation between information such as the dimensions of components and energy consumption to reduce the machining energy consumption by optimizing the structural design. In the overall design optimization, often because of the complexity of the energy correlation between components and the low correlation accuracy, the optimization results are not ideal. Thus, subsequent research needs to master the size information and energy consumption of the correlation based on the study of the coupling relationship between the various systems to optimize the overall structure of the design.
4. Research on Energy Consumption Evaluation of CNC Machine Tools
The evaluation of the EC performance of MT is an important prerequisite for the development and selection of energy-saving MT, so designers and users need an evaluation method to reasonably evaluate the EC characteristics of MT.
In order to evaluate the EC, scholars at home and abroad have researched and developed a variety of evaluation methods [83], which can be divided into the reference sample method, the reference process method, the specific energy method [84], and the intrinsic energy consumption method [85,86].
4.1. Reference Sample Method
The reference sample method refers to the measurement of the EC by an MT for machining a predefined workpiece. A comprehensive evaluation of the EC is achieved by simulating the working conditions that may occur during the entire life cycle of the machine tool using several standard samples. Thomas et al. [87] established a standard machining pattern based on the Job Safety Analysis standard, which includes seventeen machining characteristics used to measure the EC of machining on different models of MT.
However, due to the complexity of the EC characteristics and structure and the many variations in the machining process, there is currently no standardized sample that is common to the whole world; in addition, the reference sample method only specifies the machining characteristics that the standardized sample should have and fails to consider the machining process, which makes the results of the energy-efficiency test susceptible to being affected. Therefore, the reference sample method is suitable for evaluating single-function machine tools. For the more general CNC machine tools, the standard workpiece with only limited features cannot characterize all of the machining features and machining tasks faced by the CNC MT in the service stage and cannot realize effective evaluation.
4.2. Reference Process Approach
The reference process method refers to running the MT according to the preset process program and measuring the energy consumed by the MT in the process. In the use of CNC, MT needs to be divided into energy-consuming time periods. Statistics on the frequency of each time period in the total time period should be created, and standard parts and processes should be established to calculate the periods of energy consumption and the probability of comprehensive evaluation of CNC machine tools for energy-efficient performance. The International Organization for Standardization, in the investigation of a number of machine tool manufacturing enterprises, divided the energy consumption time periods of a large number of CNC machine tools so as to develop standard ISO14955-3 [10]. Researchers have also studied the division of machining processes in machine tools; for example, Anton et al. [88] divided the machine tool service process into different phases and studied the overall energy consumption of each phase based on discrete event simulation of the machine tool energy consumption behavior. Giacone et al. [89] defined the ratio of the effective output to the input of the machining process as the energy efficiency, including the effective energy utilization and specific energy, and calculated the EC of CNC MTs in each machining period using statistical methods.
The reference process method can cover the whole state of the machine tool operation and reflect the EC characteristics of the machine tool through the test results. However, this approach makes it challenging to compare the energy efficiency of different MTs and lacks uniform standards.
4.3. Specific Energy Method
The Specific Energy method examines the relationship between the input and output of MT and evaluates the MT in terms of the energy consumed per unit of output. The Specific Energy Consumption (SEC) refers to the ratio of the EC by the system to the amount of material removed by the system, which can reflect the energy efficiency of the MT. For a given machining volume, the lower the specific cutting energy, the lower the EC of the MT. According to the definition of specific energy, the formula for calculating SEC is
where V is the volume of material removed, and E is the energy consumed to remove that volume.
Kara et al. [90] investigated the material removal rate in relation to the cutting EC. They developed a quantitative model to evaluate the energy consumption characteristics of a machine tool using cutting ratio energy and to calculate the EC using machining parameters. Li et al. [91] investigated the relationship between blade curvature characteristics and energy consumption, modeled the energy consumption, and evaluated the energy consumption characteristics using specific energy. On this basis, the innovation of EC evaluation methods based on the specific energy method was carried out; for example, Wang et al. [92] analyzed the dry cutting machine tool and its cooling system and established an evaluation model to determine the efficiency of the MT that integrally considered the EC of material removal and cooling energy. Introducing new tools and methods can more accurately reveal the energy consumption characteristics under the constraint of MT machining accuracy.
The specific energy method can effectively compare the energy efficiency of similar MT. Still, there is a lack of uniform standards in setting the machining parameters, work-pieces, and other parameters. The test results only consider the machining process while ignoring other working conditions of the machine tools, so there is a certain difference between the test results and the actual results.
4.4. Intrinsic Energy Consumption Method
The inherent energy efficiency assessment method is based on the inherent energy efficiency of the characteristics of the evaluation method; the lower the evaluation indexes, the better the performance of the EC. Inherent energy efficiency [84] refers to the comprehensive consideration of the MT’s own EC characteristics, with the help of the MT service period of all of the possible characteristics of the EC of the machining process, and is used to characterize the energy efficiency of the new concept.
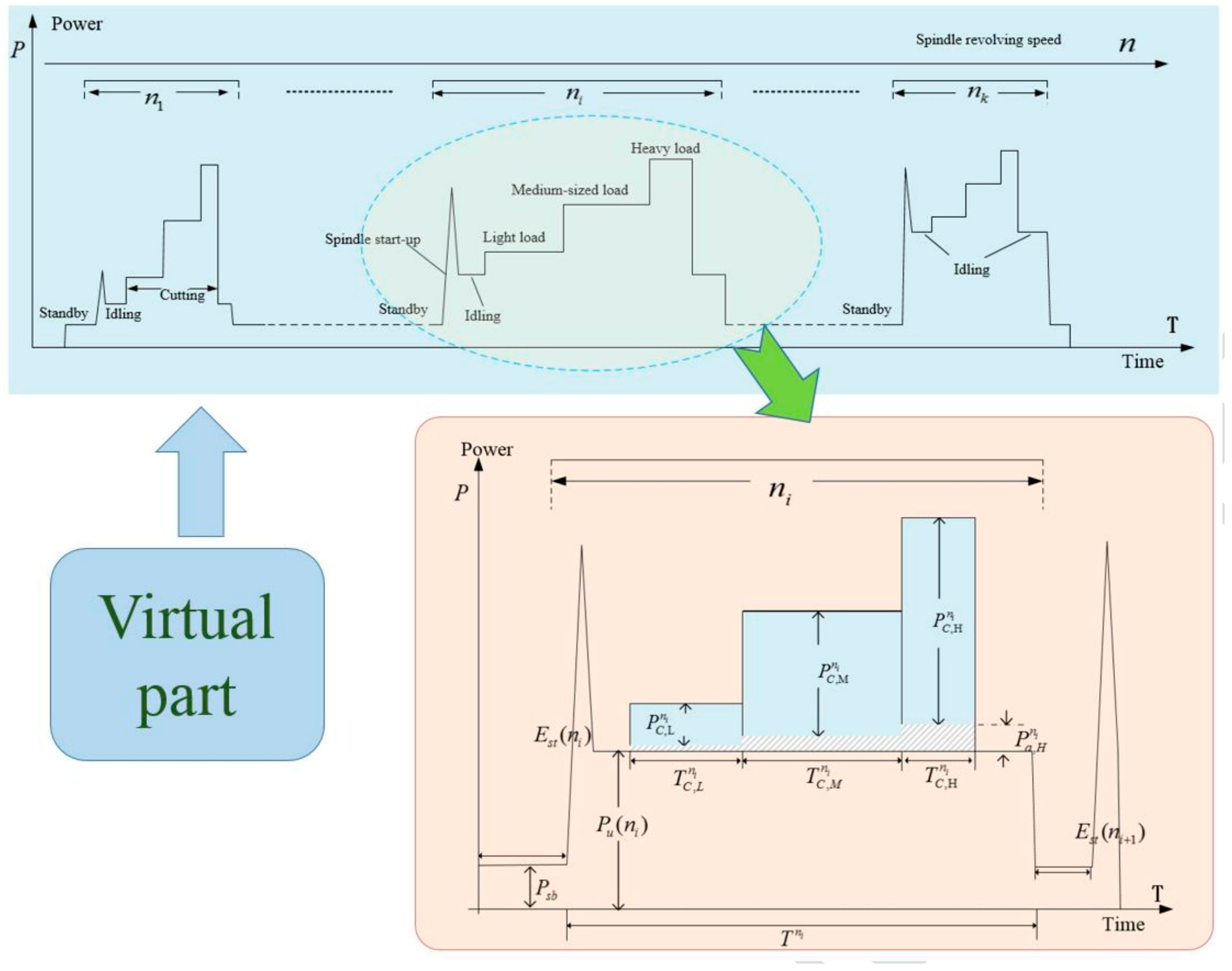
Since the intrinsic energy efficiency involves all of the future machining possibilities of the MT, the traditional standards used to measure EC are inherently inadequate. In order to accurately characterize the EC of the MT itself, an effective description of the intrinsic energy efficiency is proposed by the virtual workpiece method [93], and the machining power curve obtained using this method is shown in Figure 6.
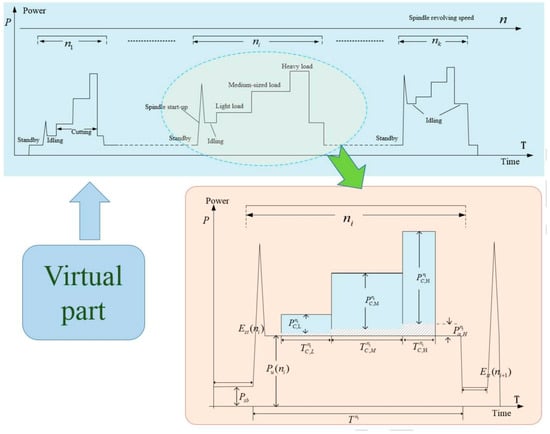
Figure 6.
Power profile of the virtual workpiece machining process [93].
According to Figure 6, four characteristics of the machining process can be derived: the spindle speed characteristics, the start-up and no-load characteristics, the load characteristics, and the time characteristics. Thus, the study of the process with respect to these characteristics can help to improve the reliability of the intrinsic EC assessment method.
We can analyze the virtual workpiece and the machining power curve, study the virtual workpiece machining process of each characteristic situation, and establish a machine tool intrinsic energy efficiency evaluation system based on this result. Tuo et al. [94] introduced the inherent energy performance index extraction method, including the simplified measurement of basic data and the calculation of the index. Liu et al. [95] studied the relationship between the input power of the main drive system and the motor frequency and proposed a new method for calculating the input power of the main drive system, which simplifies the calculation of the EC when the machine is idle and loaded. On this basis, Hu [96] built a kind of online monitoring system for the EC status of CNC MT; Ma [60] established a kind of energy efficiency rating system for the CNC milling system by combining the intrinsic energy efficiency macro–micro model and built an intrinsic energy efficiency prediction and evaluation support system. The system realizes the prediction of inherent EC through the correlation between the characteristic attributes of CNC MT and inherent energy efficiency and can realize the visualization and systematic expression of the inherent EC characteristics.
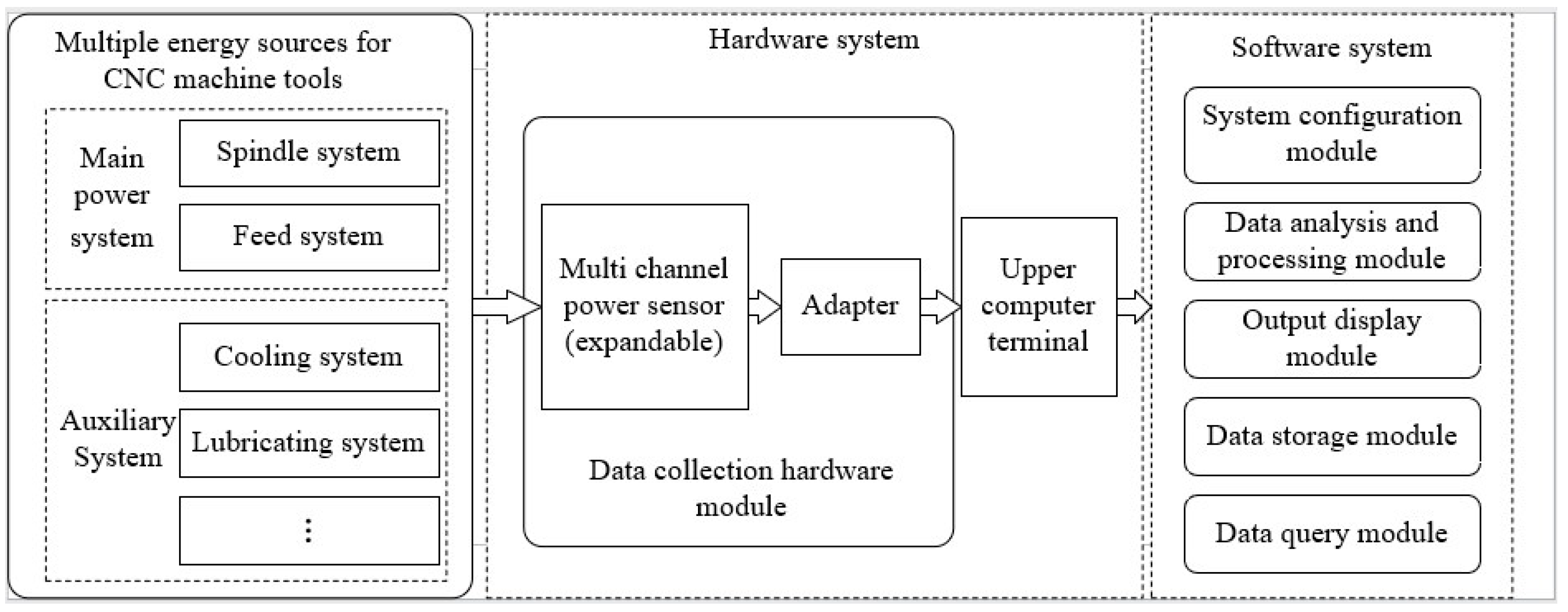
Liu [97] developed a support system for evaluating intrinsic energy efficiency attributes. The system generates NC codes and test steps, processes test data, and generates discrete and fitted functions for energy efficiency elements. Liu et al. [98] developed a corresponding detection system to detect and monitor online the input energy, effective energy, instantaneous efficiency, and energy utilization, as well as the specific energy efficiency of the energy source and the effective utilization of the equipment during the machining process. The hardware and software system composition structure is shown in Figure 7.
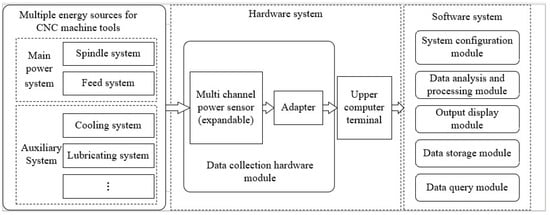
Figure 7.
Machine tool multi-source energy consumption state online detection system framework [98].
In general, the intrinsic energy consumption evaluation method can reduce the EC under the premise of guaranteeing machining accuracy and provide theoretical support for MT design. However, it is difficult to realize the association of machine tool development programs and the association of workpiece parameters of the expected tasks.
Summarizing the above four common evaluation methods of energy consumption characteristics, a unified comparison standard needs to be established before evaluation, and there are obvious differences in the establishment of standards for different methods. At the same time, the evaluation indices need to be streamlined as much as possible under the premise of comprehensive coverage so as to achieve more accurate evaluation with fewer indices.
5. Summary and Prospects
With the continuous expansion of the application range of MT, the problem of their total energy consumption and low energy efficiency is becoming more and more prominent. In this context, this paper studies and analyses the design and optimization of MT based on energy consumption. Taking MT as the research object, the article discusses three aspects, namely, the energy consumption composition analysis and model building method, energy consumption-based design method research, and energy consumption evaluation method, and discusses the characteristics and scope of application of the energy consumption-based research method in the design process of MT.
At the analysis stage, the EC is mainly classified from the sources and processing stages; for example, according to its characteristics, EC is classified into constant EC and variable EC, and according to the sources, it is classified into spindle-system, feed-system, and auxiliary-system EC, and so on. Based on the completion of the composition analysis carried out on the model establishment research, for the establishment of the machine model, there are two main methods: analysis of energy flow between different systems of the MT and based on the construction of mathematical models. According to the working conditions, the machining stage is reasonably divided into different stages of the study of the characteristics of energy consumption and the integration of the formation of the EC model.
At the design stage, EC becomes a design indicator that cannot be ignored. For individual systems or components such as spindle systems and feed systems, the design is mainly carried out using methods such as structural optimization or dimensional optimization. At this stage, the optimal EC or the overall optimal goal is solved using a particle swarm simulation annealing algorithm and other methods. Due to the existence of energy flow and mechanical motion transfer between different systems, etc., it is necessary to consider the assembly relationship between different systems and components when carrying out the overall optimal design and to study the total EC as the optimization target.
At the evaluation stage, the requirements for the use of the four evaluation methods and the evaluation criteria are mainly introduced, such as the reference sample method, the reference process method, etc., among which the specific energy method and the intrinsic EC method can better evaluate the EC characteristics of the machine tool. At this stage, the basic indexes such as the EC are mainly obtained through experiments and other means, and the evaluation indexes are calculated through mathematical relations. On this basis, an online EC index acquisition system is built, which in turn realizes the digitalization and intelligence of the energy consumption evaluation process.
Based on the summary of previous research, the EC design optimization method is formed by combining the multidisciplinary knowledge of computer-aided technology, dynamic and static characteristics analysis of MT, intelligent optimization algorithms, and MT design theory. These methods correlate the key structures and dimensions of MT subsystems with EC and combine process parameter optimization measures with design optimization measures. In addition, it is also necessary to couple the various systems through the energy flow and other information to establish an overall EC model so that the analysis, modeling, and design phases are holistic and comprehensive. The proposal and refinement of these new technologies can provide a reference for low-energy MT design, high-energy MT retrofit, and MT energy efficiency evaluation, which can help to reduce the total EC during the working period of the MT and reduce the environmental pollution of the manufacturing industry.
Author Contributions
Conceptualization, methodology, validation, H.W. and X.D.; investigation, writing, original draft preparation, H.W. and X.W.; review, editing, H.W. and X.D.; supervision, X.D.; funding acquisition, X.D., H.S. and X.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was financially supported by the National Natural Science Foundation of China (52175472; 62302263), the Zhejiang Provincial Natural Foundation of China (LD24E050011; LGG22E050031; LZY21E050002), the Natural Science Foundation of Zhejiang Province for Distinguished Young Scholars (LR22E050002), and the Science and Technology Plan Project of Quzhou (2022K90; 2021K41).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are unavailable due to privacy.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Fichman, B.T. Annual Energy Review DOE/EIA-0384; USDOE Energy Information Administration (EIA): Washington, DC, USA, 2011; pp. 3–4. [Google Scholar]
- National Bureau of Statistics. China Statistical Yearbook; China Statistics Press: Beijing, China, 2018. [Google Scholar]
- Melngk, S.A.; Smith, R.T. Green Manufacturing; Society of Manufacturing Engineers: Dearborn, MI, USA, 1996. [Google Scholar]
- Duffle. Trends in Green Manufacturing. CASA/SME Technol. Trends 1998, 8. Available online: http://www.sme.org (accessed on 10 January 2024).
- Liu, F.; Zhang, H.; Chen, X.H. Integrated characteristics of green manufacturing and green integrated manufacturing system. Comput. Integr. Manuf. 1999, 4, 10–14. [Google Scholar]
- Liu, F.; Wang, Q.L.; Liu, G.J. Content system and development trend of energy efficiency research of machining system. J. Mech. Eng. 2013, 49, 87–94. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Branham, M.S.; Dahmus, J.B.; Jones, A.J.; Thiriez, A.; Sekulic, D.P. Thermodynamic Analysis of Resources Used in Manufacturing Processes. Environ. Sci. Technol. 2009, 43, 1584–1590. [Google Scholar] [CrossRef]
- Dahmus, J.B.; Gutowski, T.G. An environmental analysis of machining. In Proceedings of the 2004 ASME International Mechanical Engineering Congress and RD&D Expo, Anaheim, CA, USA, 13–19 November 2004; pp. 1–10. [Google Scholar]
- ISO 14955-1; Machine Tools-Environmental Evaluation of Machine Tools-Part 1: Design Methodology for Energy-Efficient Machine Tools. ISO: Geneva, Switzerland, 2017.
- ISO 14955-2; Machine Tools-Environmental Evaluation of Machine Tools-Part 2: Methods for Measuring Energy Supplied to Machine Tools and Machine Tool Components. ISO: Geneva, Switzerland, 2018.
- ISO 14955-3; Machine Tools-Environmental Evaluation of Machine Tools-Part 3: Principles for Testing Metal-Cutting Machine Tools with Respect to Energy Efficiency. ISO: Geneva, Switzerland, 2020.
- Li, Y.K.; Hao, Z. Study of macroscopic slip energy dissipation characteristics of connected structures. J. Mech. Eng. 2018, 54, 125–131. [Google Scholar] [CrossRef]
- Jewell, E.; Allen, M.S.; Zare, I.; Wall, M. Application of quasi-static modal analysis to a finite element model and experimental correlation. J. Sound. Vib. 2020, 479, 115376, prepublish. [Google Scholar] [CrossRef]
- Prabhat, R.; Kumar, A.P. Effect of misaligned plates and varying interfacial area on bolted structures. Int. J. Mech. Sci. 2022, 233, 107640. [Google Scholar]
- Wemming, H.; Lindström, S.B.; Johansson, L.; Kapidžić, Z. Modelling and experimental parameter identification for fasteners in composite–aluminum bolted structures. Compos. Struct. 2023, 323, 117464. [Google Scholar] [CrossRef]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, Z.; He, Y.; Cao, H.; Guo, Y. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Nitesh, S.; Kuldip, S.S. A systematic literature review on machine tool energy consumption. J. Clean. Prod. 2020, 275, 123125. [Google Scholar]
- Brillinger, M.; Wuwer, M.; Smajic, B.; Hadi, M.A.; Trabesinger, S.; Oberegger, B.; Jäger, M. Novel method to predict the energy consumption of machined parts in the design phase to attain sustainability goals. J. Manuf. Process 2023, 101, 1046–1054. [Google Scholar] [CrossRef]
- Franci, P.; Peter, K.; Janez, K. Transitioning to sustainable production-Part I: Application on machining technologies. J. Clean. Prod. 2009, 18, 174–184. [Google Scholar]
- Li, W.; Kara, S. An empirical model for predicting energy consumption of manufacturing processes: A case of turning process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1636–1646. [Google Scholar] [CrossRef]
- Gutowski, T.; Murphy, C.; Allen, D.; Bauer, D.; Bras, B.; Piwonka, T.; Sheng, P.; Sutherland, J.; Thurston, D.; Wolff, E. Environmentally benign manufacturing: Observations from Japan, Europe and the United States. J. Clean. Prod. 2005, 13, 1–17. [Google Scholar] [CrossRef]
- Kordonowy, D.N. A Power Assessment of Machining Tools; Massachusetts Institute of Technology: Cambridge, MA, USA, 2002. [Google Scholar]
- Sun, Q.C.; Wei, J.; Sun, W.; Zang, H.S. Energy consumption information description and integration for energy-saving design of mechanical equipment. J. Mech. Eng. 2014, 50, 111–119. [Google Scholar] [CrossRef]
- He, Y.; Lin, S.L.; Wang, Y.L.; Li, Y.F.; Wang, L.X. Dynamic energy consumption modelling and simulation method of CNC machine tools with multiple energy sources. J. Mech. Eng. 2015, 51, 123–132. [Google Scholar] [CrossRef]
- Pawanr, S.; Garg, G.K.; Routroy, S. Modelling of Variable Energy Consumption for CNC Machine Tools. Procedia Cirp 2021, 98, 247–251. [Google Scholar] [CrossRef]
- Shailendra, P.; Kant, G.G.; Srikanta, R. A novel approach to model the energy consumption of machine tools for machining cylindrical parts. J. Manuf. Process 2022, 84, 28–42. [Google Scholar]
- Samukawa, T.; Shimomoto, K.; Suwa, H. Estimation of In-Process Power Consumption in Face Milling by Specific Energy Consumption Models. Int. J. Autom. Technol. 2020, 14, 951–958. [Google Scholar] [CrossRef]
- Ni, H.X.; Yan, C.P.; Sun, H.; Xu, T.; Huang, Y.G.; Zhou, C. Distribution characteristics of energy consumption of high-speed dry cutting hobbing machine and its prediction model. Chin. Mech. Eng. 2022, 33, 842–851. [Google Scholar]
- Lv, J.X.; Tang, R.Z.; Jia, S. Therblig-based energy supply modeling of computer numerical control machine tools. J. Clean. Prod. 2014, 65, 168–177. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Tang, W.; Jia, S.; Liu, Y.; Cao, Y. An investigation into methods for predicting material removal energy consumption in turning. J. Clean. Prod. 2018, 193, 128–139. [Google Scholar] [CrossRef]
- Vincent, A.B.; Paul, T.M. Modelling of direct energy requirements in mechanical machining processes. J. Clean. Prod. 2013, 41, 179–186. [Google Scholar]
- Ge, R.; Zhang, S.; Wang, R.; Luan, X.; Ullah, I. Energy consumption investigation of a three-axis machine tool and ball-end milling process. Int. J. Adv. Manuf. Technol. 2022, 121, 5223–5233. [Google Scholar] [CrossRef]
- Hayashi, A.; Arai, F.; Morimoto, Y. Simulation of Energy Consumption During Machine Tool Operations Based on NC Data: Special Issue on Advanced Precision Engineering for Digital Transformation. Int. J. Autom. Technol. 2021, 15, 764–773. [Google Scholar] [CrossRef]
- Zhou, L.R.; Li, F.Y.; Li, J.F.; Xu, X.S.; Li, J. Associative modelling of energy consumption of mechanical product manufacturing based on design features. Comput. Integr. Manuf. 2016, 22, 1037–1045. [Google Scholar]
- Bourhis, F.L.; Kerbrat, O.; Hascoet, J.Y.; Mognol, P. Sustainable manufacturing: Evaluation and modeling of environmental impacts in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 69, 1927–1939. [Google Scholar] [CrossRef]
- He, Y.; Chen, W.Q.; Wang, Y.L.; Yue, G.N.; Li, Y.F.; Tian, X.C. A prediction method for machining energy consumption of turning workpieces by integrating design parameters and manufacturing parameters. Comput. Integr. Manuf. 2020, 26, 2355–2366. [Google Scholar]
- Wang, Q.L.; Liu, F. Systematic mathematical modelling of multi-source energy flow in CNC machine tools. J. Mech. Eng. 2013, 49, 5–12. [Google Scholar] [CrossRef]
- Shen, N.; Cao, Y.; Li, J.; Zhu, K.; Zhao, C. A practical energy consumption prediction method for CNC machine tools: Cases of its implementation. Int. J. Adv. Manuf. Technol. 2018, 99, 2915–2927. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Li, L.L.; Liu, W.; Zhao, J.H.; Cai, W.; Li, L. Study on dynamic characteristic analysis and energy consumption modelling of five-axis linked CNC machine tool based on bonding diagram. J. Mech. Eng. 2023, 59, 241–251. [Google Scholar]
- He, Y.; Wu, P.; Li, Y.; Wang, Y.; Tao, F.; Wang, Y. A generic energy prediction model of machine tools using deep learning algorithms. Appl. Energy 2020, 275, 115402. [Google Scholar] [CrossRef]
- Shang, Z.; Gao, D.; Jiang, Z.; Lu, Y. Towards less energy intensive heavy-duty machine tools: Power consumption characteristics and energy-saving strategies. Energy 2019, 178, 263–276. [Google Scholar] [CrossRef]
- Oliver, I.A.; Paul, X. Evaluating the use phase energy requirements of a machine tool system. J. Clean. Prod. 2010, 19, 699–711. [Google Scholar]
- Hayashi, A.; Shirase, K.; Sato, R. Energy Consumption of Feed Drive Systems Based on Workpiece Setting Position in Five-Axis Machining Center. J. Manuf. Sci. Eng. 2017, 140, 021008. [Google Scholar]
- Shi, J.L.; Liu, F.; Xu, D.J.; Xie, D. Power balance equations for main drive system of frequency-controlled CNC machine tools. J. Mech. Eng. 2010, 46, 118–124. [Google Scholar] [CrossRef]
- Shi, J.L.; Liu, F.; Xu, D.J.; Chen, G.R. Energy-saving decision-making model and practical method for CNC machine tools during no-load operation. Chin. Mech. Eng. 2009, 20, 1344–1346. [Google Scholar]
- Paolo, A. Energy saving opportunities in direct drive machine tool spindles. J. Clean. Prod. 2017, 165, 855–873. [Google Scholar]
- Abele, E.; Sielaff, T.; Schiffler, A.; Rothenbücher, S. Analyzing Energy Consumption of Machine Tool Spindle Units and Identification of Potential for Improvements of Efficiency. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 280–285. [Google Scholar]
- Abele, E.; Altintas, Y.; Brecher, C. Machine tool spindle units. Cirp Ann. Manuf. Technol. 2010, 59, 781–802. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, L.; Liu, W.; Li, L.; Cai, W.; Sutherland, J.W. Dynamics analysis and energy consumption modelling based on bond graph: Taking the spindle system as an example. J. Manuf. Syst. 2022, 62, 539–549. [Google Scholar] [CrossRef]
- Yoon, H.; Singh, E.; Min, S. Empirical power consumption model for rotational axes in machine tools. J. Clean. Prod. 2018, 196, 370–381. [Google Scholar] [CrossRef]
- Zhu, L.; Cao, H.; Huang, H.; Yang, X. Energy analysis and multi-objective optimization of air-cooling system for dry machining. Int. J. Adv. Manuf. Technol. 2017, 93, 3175–3188. [Google Scholar] [CrossRef]
- Lai, K.; Cao, H.; Li, H.; Li, B.; Huang, D. Coupling evaluation for material removal and thermal control on precision milling machine tools. Front. Mech. Eng. 2022, 17, 12. [Google Scholar] [CrossRef]
- Zhou, L.; Li, F.; Wang, Y.; Wang, L.; Wang, G. A new empirical standby power and auxiliary power model of CNC machine tools. Int. J. Adv. Manuf. Technol. 2022, 120, 3995–4010. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Tang, W.; Liu, Y.; Zhang, Y.; Jia, S. An investigation into reducing the spindle acceleration energy consumption of machine tools. J. Clean. Prod. 2016, 143, 794–803. [Google Scholar] [CrossRef]
- Shankarrao, S.P.; Chandra, T.B.; Singh, K.S. Modelling of spindle energy consumption in CNC milling. Procedia Cirp 2022, 105, 192–197. [Google Scholar]
- Li, Y.; He, Y.; Wang, Y.; Yan, P.; Liu, X. A framework for characterising energy consumption of machining manufacturing systems. Int. J. Prod. Res. 2014, 52, 314–325. [Google Scholar] [CrossRef]
- Liu, S.; Liu, F.; Wang, Q.L. Method for obtaining energy efficiency of machine tool electromechanical main drive system during service. J. Mech. Eng. 2012, 48, 111–117. [Google Scholar] [CrossRef]
- Ma, F. Research on the Creation and Evaluation of Macro-Micro Model of Inherent Energy Efficiency of CNC Milling System; Wuhan University of Science and Technology: Wuhan, China, 2019. [Google Scholar]
- Lv, J.X.; Peng, Y.; Tang, R.Z. Energy modeling and a method for reducing energy loss due to cutting load during machining operations. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 699–710. [Google Scholar] [CrossRef]
- Xie, Y.; Dai, Y.Q.; Zhang, C.Y.; Liu, J.F. A method for machine tool energy consumption identification and prediction by fusing integrated model and deep learning. Chin. Mech. Eng. 2023, 34, 2963–2974. [Google Scholar]
- Brillinger, M.; Wuwer, M.; Hadi, M.A.; Haas, F. Energy prediction for CNC machining with machine learning. Cirp J. Manuf. Sci. Technol. 2021, 35, 715–723. [Google Scholar] [CrossRef]
- Till, B.; Johan, K.; Devarajan, R. Machine-Specific Estimation of Milling Energy Consumption in Detailed Design. J. Manuf. Sci. Eng. 2021, 143, 081010. [Google Scholar]
- Yuan, J.; Ji, Z.; Wang, Y. UKFNN-based cutting energy consumption model of numerical control machine tools. Mod. Phys. Lett. B 2018, 32, 8. [Google Scholar] [CrossRef]
- Pawamr, S.; Garg, G.K.; Routroy, S. Development of a Transient Energy Prediction Model for Machine Tools. Procedia Cirp 2021, 98, 678–683. [Google Scholar] [CrossRef]
- Lv, Y.; Li, C.; Jin, Y.; He, J.; Li, J. Energy saving design of the spindle of CNC lathe by structural optimization. Int. J. Adv. Manuf. Technol. 2021, 114, 541–562. [Google Scholar] [CrossRef]
- Hu, S.H.; Liu, F.; He, Y.; Hu, T. Characterizations of no-load energy parameters of inverter main drive system for CNC machine tools. Comput. Integr. Manuf. 2012, 18, 326–331. [Google Scholar]
- He, J.X.; Li, C.B.; Lv, Y.; Li, J. Optimised design of energy-saving spindle unit structure of CNC lathe. Chin. Mech. Eng. 2021, 32, 1330–1340. [Google Scholar]
- Yogi, M.H.; Abdallah, F.; Naoki, U. Iterative NC program modification and energy saving for a CNC machine tool feed drive system with linear motors. Int. J. Adv. Manuf. Technol. 2019, 102, 3543–3562. [Google Scholar]
- Mohammad, A.A.E.K.; Uchiyama, N.; Sano, S. Energy Saving in Feed Drive Systems Using Sliding-Mode-Based Contouring Control with a Nonlinear Sliding Surface. IEEE/ASME Trans. Mechatron. 2015, 20, 572–579. [Google Scholar] [CrossRef]
- Ji, Q.Q. Research on Optimisation of Energy-Saving Design of CNC Hobbing Machine Tool Feed System; Chongqing University: Chongqing, China, 2022. [Google Scholar]
- Li, R.Q.; Yan, T.; He, Z.C.; Mi, D.; Jiang, C.; Zheng, J. Topology optimisation design method for high performance structures with flow-heat-force coupling. Chin. Mech. Eng. 2024, 1–12. Available online: http://kns.cnki.net/kcms/detail/42.1294.TH.20231122.1338.002.html (accessed on 10 January 2024).
- Li, X.L.; Wu, K.; Zhao, L.Y.; Fang, X.J. Topological optimisation of fluid-heat coupling for engine regenerative cooling. J. Mech. 2023, 55, 2661–2674. [Google Scholar]
- Mori, K.; Bergmann, B.; Kono, D.; Denkena, B.; Matsubara, A. Energy efficiency improvement of machine tool spindle cooling system with on-off control. Cirp J. Manuf. Sci. Technol. 2019, 25, 14–21. [Google Scholar] [CrossRef]
- Triebe, M.J.; Zhao, F.; Sutherland, J.W. Modelling the effect of slide table mass on machine tool energy consumption: The role of light weighting. J. Manuf. Syst. 2022, 62, 668–680. [Google Scholar] [CrossRef]
- JTriebe, M.J.; Zhao, F.; Sutherland, J.W. Genetic Optimization for the Design of a Machine Tool Slide Table for Reduced Energy Consumption. J. Manuf. Sci. Eng. 2021, 143, 101003. [Google Scholar] [CrossRef]
- Lee, W.; Kim, S.H.; Park, J.; Min, B.K. Simulation-based machining condition optimization for machine tool energy consumption reduction. J. Clean. Prod. 2017, 150, 352–360. [Google Scholar] [CrossRef]
- Wang, H.L. Energy Flow Modelling, Optimization and Application for Energy Saving and Consumption Reduction Design of Typical Electromagnetically Products; Tsinghua University: Beijing, China, 2011. [Google Scholar]
- Zhou, D.; Liu, G.F.; Song, S.X.; Ke, Q. Energy optimisation design method based on design element and axiomatic design theory. J. Mech. Eng. 2013, 49, 114–120. [Google Scholar] [CrossRef]
- Ji, Q.; Li, C.; Zhu, D.; Jin, Y.; Lv, Y.; He, J. Structural design optimization of moving component in CNC machine tool for energy saving. J. Clean. Prod. 2020, 246, 118976. [Google Scholar] [CrossRef]
- Wu, B.; Liang, M.; Han, F.; Zhang, Y. Optimization of cutter orientation for multi-axis NC machining based on minimum energy consumption of motion axes. Int. J. Adv. Manuf. Technol. 2019, 104, 1855–1867. [Google Scholar] [CrossRef]
- Li, J.-G.; Lu, Y.; Zhao, H.; Li, P.; Yao, Y.-X. Optimization of cutting parameters for energy saving. Int. J. Adv. Manuf. Technol. 2014, 70, 117–124. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, Q.; Liu, P.J.; Yu, F.Y. Research on multi-scenario comprehensive evaluation of machine tool energy efficiency testing methods. J. Mech. Eng. 2023, 59, 265–275. [Google Scholar]
- Timo, S.; Simon, Z.; Konrad, W. Methods for evaluation of energy efficiency of machine tools. Energy 2015, 93, 1964–1970. [Google Scholar]
- Tou, J.B.; Liu, F.; Zhang, H.; Liu, P.J.; Cai, W. Connotation of intrinsic energy efficiency of machine tools and its evaluation method. J. Mech. Eng. 2018, 54, 167–175. [Google Scholar]
- GB/T 40735-2021; State Administration for Market Regulation, Standardization Administration. Evaluation Method of Inherent Energy Efficiency of CNC Machine Tools. Standards Press of China: Beijing, China, 2022.
- Thomas, B.; Andre, Z.; Sangkee, M. Development of an energy consumption monitoring procedure for machine tools. Cirp Ann. Manuf. Technol. 2012, 61, 43–46. [Google Scholar]
- Anton, D.; Alexander, V. A generic energy consumption model for decision making and energy efficiency optimisation in manufacturing. Int. J. Sustain. Eng. 2009, 2, 123–133. [Google Scholar]
- Giaocone, E.; Manco, S. Energy efficiency measurement in industrial processes. Energy 2012, 38, 331–345. [Google Scholar] [CrossRef]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. Cirp Ann. 2011, 1, 60. [Google Scholar] [CrossRef]
- Liu, X.; Han, L.; Wu, S.; Meng, Y.; Yue, C.; Liang, S.Y. Influence of blade curvature characteristics on energy consumption in machining process. Int. J. Adv. Manuf. Technol. 2022, 121, 1867–1885. [Google Scholar] [CrossRef]
- Wang, Q.Q.; Cao, H.; Lin, J.; Lai, K.; Li, B.; Ge, W. Analysis and evaluation model of dry cutting machine tool efficiency considering cooling energy consumption. Chin. Mech. Eng. 2023, 34, 2333. [Google Scholar]
- Tuo, J.; Liu, F.; Liu, P.; Zhang, H.; Cai, W. Energy efficiency evaluation for machining systems through virtual part. Energy 2018, 159, 172–183. [Google Scholar] [CrossRef]
- Tuo, J.B.; Liu, F.; Liu, P.J. Key performance indicators for assessing inherent energy performance of machine tools in industries. Int. J. Prod. Res. 2019, 57, 1811–1824. [Google Scholar] [CrossRef]
- Liu, P.J.; Liu, F.; Liu, G.J. A new approach for calculating the input power of machine tool main transmission systems. Adv. Mech. Eng. 2017, 9, 1687814017723791. [Google Scholar] [CrossRef]
- Hu, S.H. Research on Multi-Source Energy Consumption Characteristics of Modern CNC Machine Tools; Chongqing University: Chongqing, China, 2012. [Google Scholar]
- Liu, P.J. Research on the Acquisition Method of Machine Tool Inherent Energy Efficiency Elements and Its Application; Chongqing University: Chongqing, China, 2019. [Google Scholar]
- Liu, G.J.; Liu, F.; Liu, P.J.; Wu, P.F. Online inspection method and inspection system of machine tool multi-source energy consumption status. Comput. Integr. Manuf. 2016, 22, 1550–1557. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).