


A Framework for Sustainable Manufacturing: Integrating Industry 4.0 Technologies with Industry 5.0 Values



Abstract
1. Introduction
2. Background
2.1. Frameworks for Incorporating Technology into the Production Process
2.2. Enabling Technologies of Industry 4.0
2.3. The Sustainable Nature of Enabling Technologies in Industry 4.0
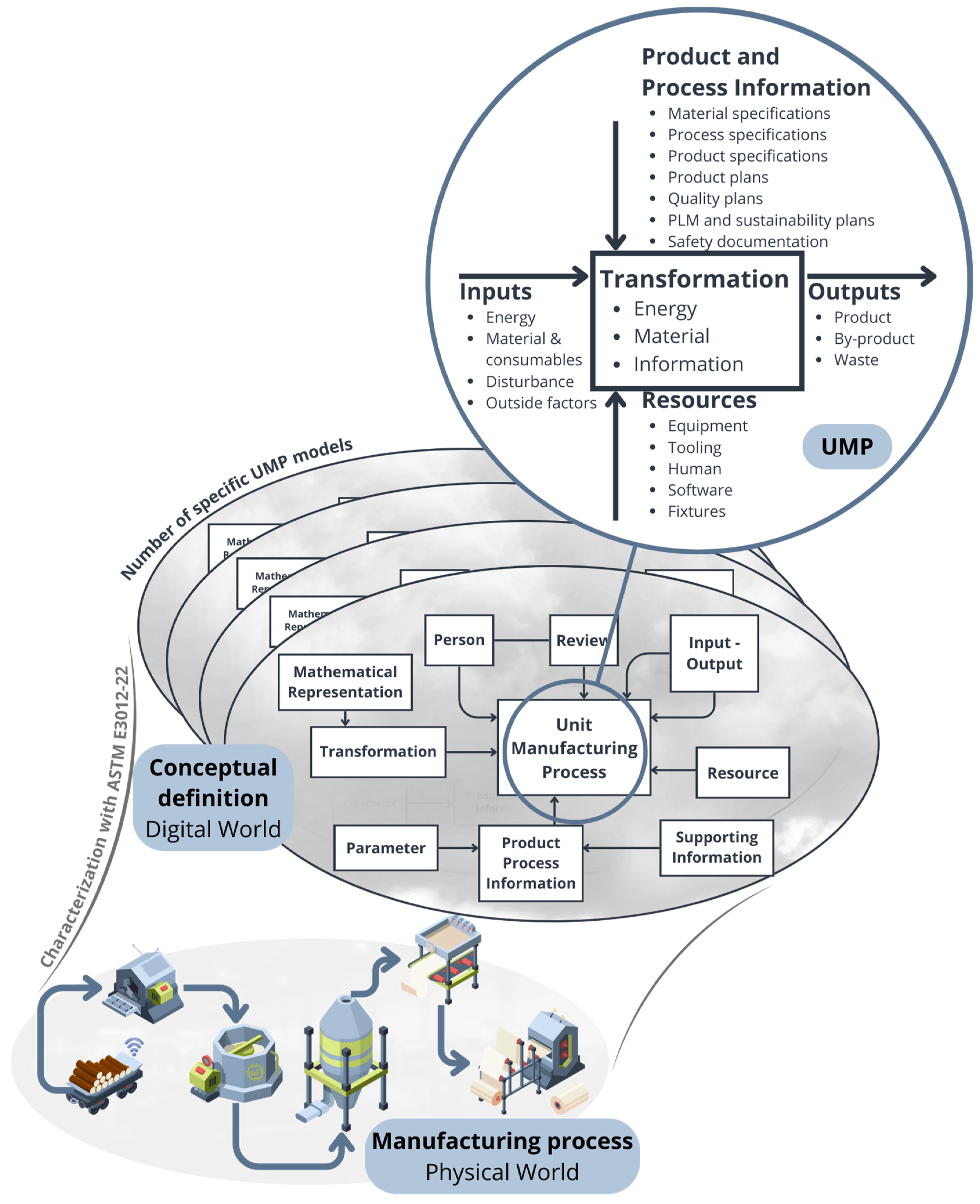
3. Production Process
Characterization of the Production Process
4. Industry 5.0
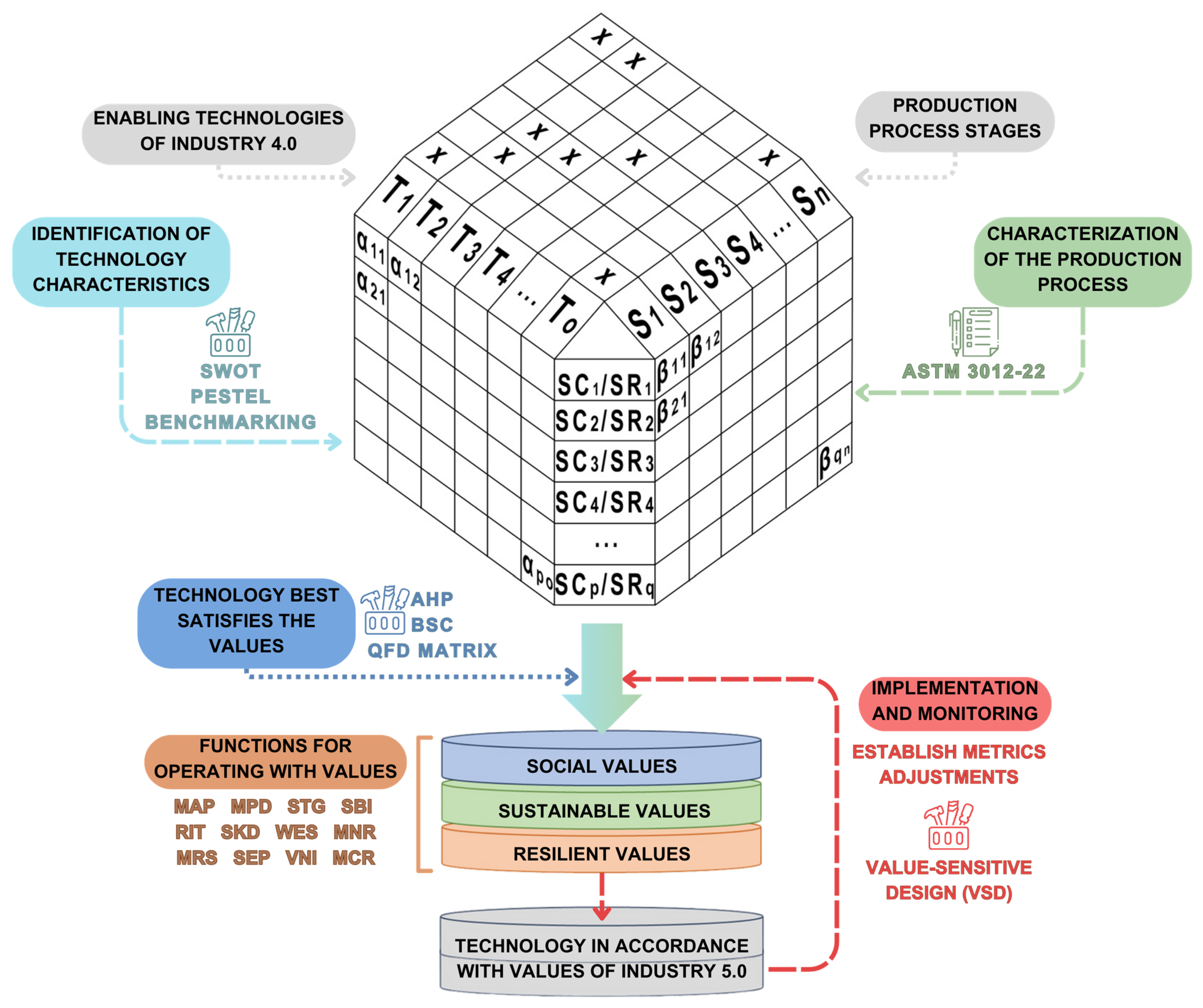
5. Design Framework
5.1. Identification of Stages and Technologies
- P: Presents the entire process.
- S: Stage of the process (S1, S2, …, Sm, …, Sn), with m being a natural number ranging from [1, n].
5.2. Evaluation of Sustainability Characteristics
5.3. Sustainability-Based Selection
- Si: Stage of the process (S1, S2, …, Sm, …, Sn), with m being a natural number ranging from [1, n].
- Tj: Represents a technology of Industry 4.0 with j being a natural number ranging from [1, o].
- C(Si,Tj): Represents the degree of compliance with the sustainability requirements of stage Si by technology Tj in terms of social, environmental, and economic sustainability.
- cSo(Si,Tj), cEv(Si,Tj), cEc(Si,Tj): Indicate the degree of compliance in each of the sustainability aspects. Each of these can be defined following what is represented in Equations (3)–(5).
5.4. Integration with the Values of Industry 5.0
- Si: Stage of the process (S1, S2, …, Sm, …, Sn), with m being a natural number ranging from [1, n].
- Tj: Represents a technology of Industry 4.0 with j being a natural number ranging from [1, o].
- dHv(Si,Tj), dSv(Si,Tj), dRv(Si,Tj): Functions that evaluate technology against the human, sustainable, and resilient values of Industry 5.0.
5.5. Implementation and Monitoring
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Gonzalez, E.S. Understanding the adoption of Industry 4.0 technologies in improving environmental sustainability. Sustain. Oper. Comput. 2022, 3, 203–217. [Google Scholar] [CrossRef]
- Khan, S.A.R.; Tabish, M.; Zhang, Y. Embracement of industry 4.0 and sustainable supply chain practices under the shadow of practice-based view theory: Ensuring environmental sustainability in corporate sector. J. Clean. Prod. 2023, 398, 136609. [Google Scholar] [CrossRef]
- Toth-Peter, A.; de Oliveira, R.T.; Mathews, S.; Barner, L.; Figueira, S. Industry 4.0 as an enabler in transitioning to circular business models: A systematic literature review. J. Clean. Prod. 2023, 393, 136284. [Google Scholar] [CrossRef]
- Costa, F.; Frecassetti, S.; Rossini, M.; Portioli-Staudacher, A. Industry 4.0 digital technologies enhancing sustainability: Applications and barriers from the agricultural industry in an emerging economy. J. Clean. Prod. 2023, 408, 137208. [Google Scholar] [CrossRef]
- Heredia, J.; McIntyre, J.R.; Rubiños, C.; Santibañez, E.; Flores, A. A configuration approach to explain corporate environmental responsibility behavior of the emerging economies firms at industry 4.0. J. Clean. Prod. 2023, 395, 136383. [Google Scholar] [CrossRef]
- Amis, J.M.; Munir, K.A.; Lawrence, T.B.; Hirsch, P.; McGahan, A. Inequality, Institutions and Organizations. Organ. Stud. 2018, 39, 1131–1152. [Google Scholar] [CrossRef]
- Elkington, J. Partnerships from cannibals with forks: The triple bottom line of 21st-century business. Environ. Qual. Manag. 1998, 8, 37–51. [Google Scholar] [CrossRef]
- Ghaithan, A.M.; Alshammakhi, Y.; Mohammed, A.; Mazher, K.M. Integrated Impact of Circular Economy, Industry 4.0, and Lean Manufacturing on Sustainability Performance of Manufacturing Firms. Int. J. Environ. Res. Public Health 2023, 20, 5119. [Google Scholar] [CrossRef]
- Awan, U.; Sroufe, R.; Shahbaz, M. Industry 4.0 and circular economy: A literature review and recommendations for future research. Bus. Strateg. Environ. 2021, 30, 2038–2060. [Google Scholar] [CrossRef]
- Gusmerotti, N.M.; Testa, F.; Corsini, F.; Pretner, G.; Iraldo, F. Drivers and approaches to the circular economy in manufacturing firms. J. Clean. Prod. 2019, 230, 314–327. [Google Scholar] [CrossRef]
- Cholewa, M.; Minh, L.H.B. PLM Solutions in the Process of Supporting the Implementation and Maintenance of the Circular Economy Concept in Manufacturing Companies. Sustainability 2021, 13, 10589. [Google Scholar] [CrossRef]
- Mani, M.; Larborn, J.; Johansson, B.; Lyons, K.W.; Morris, K.C. Standard representations for sustainability characterization of industrial processes. J. Manuf. Sci. Eng. 2016, 138, 101008. [Google Scholar] [CrossRef]
- Rebouillat, L.; Barletta, I.; Johansson, B.; Mani, M.; Bernstein, W.Z.; Morris, K.; Lyons, K.W. Understanding Sustainability Data through Unit Manufacturing Process Representations: A Case Study on Stone Production. Procedia CIRP 2016, 57, 686–691. [Google Scholar] [CrossRef]
- Ivanov, D. The Industry 5.0 framework: Viability-based integration of the resilience, sustainability, and human-centricity perspectives. Int. J. Prod. Res. 2023, 61, 1683–1695. [Google Scholar] [CrossRef]
- Agote-Garrido, A.; Martín-Gómez, A.M.; Lama-Ruiz, J.R. Manufacturing System Design in Industry 5.0: Incorporating Sociotechnical Systems and Social Metabolism for Human-Centered, Sustainable, and Resilient Production. Systems 2023, 11, 537. [Google Scholar] [CrossRef]
- Akande, A.; Cabral, P.; Casteleyn, S. Evaluación de la brecha entre tecnología y sostenibilidad ambiental de las ciudades europeas. Inf. Syst. Front. 2019, 21, 581–604. [Google Scholar] [CrossRef]
- Bernardo, E.; Sousa, N.; Kastenholz, E. Souvenirs in Tourism Studies: A Bibliometric Retrospective and Future Research Agenda. Tour. Hosp. Manag. 2023, 29, 249–264. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4.0 Technologies for Manufacturing Sustainability: A Systematic Review and Future Research Directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- ASTM E3012-22; Standard Guide for Characterizing Environmental Aspects of Manufacturing Processes. ASTM International: West Conshohocken, PA, USA, 2022.
- Moktadir, A.; Ali, S.M.; Kusi-Sarpong, S.; Shaikh, A.A. Assessing challenges for implementing Industry 4.0: Implications for process safety and environmental protection. Process. Saf. Environ. Prot. 2018, 117, 730–741. [Google Scholar] [CrossRef]
- Xu, M.; David, J.M.; Kim, S.H. The Fourth Industrial Revolution: Opportunities and Challenges. Int. J. Financial Res. 2018, 9, 90. [Google Scholar] [CrossRef]
- Cassoli, B.B.; Jourdan, N.; Nguyen, P.H.; Sen, S.; Garcia-Ceja, E.; Metternich, J. Frameworks for data-driven quality management in cyber-physical systems for manufacturing: A systematic review. Procedia CIRP 2022, 112, 567–572. [Google Scholar] [CrossRef]
- Butt, J. A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs 2020, 4, 17. [Google Scholar] [CrossRef]
- Yadav, G.; Kumar, A.; Luthra, S.; Garza-Reyes, J.A.; Kumar, V.; Batista, L. A framework to achieve sustainability in manufacturing organisations of developing economies using industry 4.0 technologies’ enablers. Comput. Ind. 2020, 122, 103280. [Google Scholar] [CrossRef]
- Pansare, R.; Yadav, G.; Nagare, M.R. Development of a structural framework to improve reconfigurable manufacturing system adoption in the manufacturing industry. Int. J. Comput. Integr. Manuf. 2023, 36, 349–380. [Google Scholar] [CrossRef]
- Love, P.E.; Matthews, J.; Zhou, J. Is it just too good to be true? Unearthing the benefits of disruptive technology. Int. J. Inf. Manag. 2020, 52, 102096. [Google Scholar] [CrossRef]
- Laskurain-Iturbe, I.; Arana-Landín, G.; Landeta-Manzano, B.; Uriarte-Gallastegi, N. Exploring the influence of industry 4.0 technologies on the circular economy. J. Clean. Prod. 2021, 321, 128944. [Google Scholar] [CrossRef]
- Soori, M.; Arezoo, B.; Dastres, R. Internet of things for smart factories in industry 4.0, a review. Internet ThingsCyber-Phys. Syst. 2023, 3, 192–204. [Google Scholar] [CrossRef]
- Ribeiro, J.; Lima, R.; Eckhardt, T.; Paiva, S. Robotic Process Automation and Artificial Intelligence in Industry 4.0—A Literature review. Procedia Comput. Sci. 2021, 181, 51–58. [Google Scholar] [CrossRef]
- Muñoz-Saavedra, L.; Miró-Amarante, L.; Domínguez-Morales, M. Augmented and Virtual Reality Evolution and Future Tendency. Appl. Sci. 2020, 10, 322. [Google Scholar] [CrossRef]
- Oesterreich, T.D.; Teuteberg, F. Understanding the implications of digitisation and automation in the context of Industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Comput. Ind. 2016, 83, 121–139. [Google Scholar] [CrossRef]
- Astill, J.; Dara, R.A.; Fraser, E.D.; Roberts, B.; Sharif, S. Smart poultry management: Smart sensors, big data, and the internet of things. Comput. Electron. Agric. 2020, 170, 105291. [Google Scholar] [CrossRef]
- Yu, K.; Lin, L.; Alazab, M.; Tan, L.; Gu, B. Deep Learning-Based Traffic Safety Solution for a Mixture of Autonomous and Manual Vehicles in a 5G-Enabled Intelligent Transportation System. IEEE Trans. Intell. Transp. Syst. 2021, 22, 4337–4347. [Google Scholar] [CrossRef]
- Malik, S.; Muhammad, K.; Waheed, Y. Nanotechnology: A Revolution in Modern Industry. Molecules 2023, 28, 661. [Google Scholar] [CrossRef]
- Mannering, F.; Bhat, C.R.; Shankar, V.; Abdel-Aty, M. Big data, traditional data and the tradeoffs between prediction and causality in highway-safety analysis. Anal. Methods Accid. Res. 2020, 25, 100113. [Google Scholar] [CrossRef]
- Bello, S.A.; Oyedele, L.O.; Akinade, O.O.; Bilal, M.; Delgado, J.M.D.; Akanbi, L.A.; Ajayi, A.O.; Owolabi, H.A. Cloud computing in construction industry: Use cases, benefits and challenges. Autom. Constr. 2021, 122, 103441. [Google Scholar] [CrossRef]
- Ferreira, W.d.P.; Armellini, F.; De Santa-Eulalia, L.A. Simulation in industry 4.0: A state-of-the-art review. Comput. Ind. Eng. 2020, 149, 106868. [Google Scholar] [CrossRef]
- Corallo, A.; Lazoi, M.; Lezzi, M. Cybersecurity in the context of industry 4.0: A structured classification of critical assets and business impacts. Comput. Ind. 2020, 114, 103165. [Google Scholar] [CrossRef]
- Morgan, J.; Halton, M.; Qiao, Y.; Breslin, J.G. Industry 4.0 smart reconfigurable manufacturing machines. J. Manuf. Syst. 2021, 59, 481–506. [Google Scholar] [CrossRef]
- Jan, Z.; Ahamed, F.; Mayer, W.; Patel, N.; Grossmann, G.; Stumptner, M.; Kuusk, A. Artificial intelligence for industry 4.0: Systematic review of applications, challenges, and opportunities. Expert Syst. Appl. 2023, 216, 119456. [Google Scholar] [CrossRef]
- Dalzochio, J.; Kunst, R.; Pignaton, E.; Binotto, A.; Sanyal, S.; Favilla, J.; Barbosa, J. Machine learning and reasoning for predictive maintenance in Industry 4.0: Current status and challenges. Comput. Ind. 2020, 123, 103298. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Khan, S.; Suman, R. Blockchain technology applications for Industry 4.0: A literature-based review. Blockchain: Res. Appl. 2021, 2, 100027. [Google Scholar] [CrossRef]
- Haddud, A.; DeSouza, A.; Khare, A.; Lee, H. Examining potential benefits and challenges associated with the Internet of Things integration in supply chains. J. Manuf. Technol. Manag. 2017, 28, 1055–1085. [Google Scholar] [CrossRef]
- Shrouf, F.; Ordieres, J.; Miragliotta, G. Smart factories in Industry 4.0: A review of the concept and of energy management approached in production based on the Internet of Things paradigm. In Proceedings of the 2014 IEEE International Conference on Industrial Engineering and Engineering Management, Selangor, Malaysia, 9–12 December 2014; pp. 697–701. [Google Scholar]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Drake, R.; Watts, C.; Wilding, S. Additive manufacturing applications in Defence Support Services: Current practices and framework for implementation. Int. J. Syst. Assur. Eng. Manag. 2018, 9, 657–674. [Google Scholar] [CrossRef]
- Stoltz, M.-H.; Giannikas, V.; McFarlane, D.; Strachan, J.; Um, J.; Srinivasan, R. Augmented Reality in Warehouse Operations: Opportunities and Barriers. IFAC-PapersOnLine 2017, 50, 12979–12984. [Google Scholar] [CrossRef]
- Rodič, B. Industry 4.0 and the New Simulation Modelling Paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef]
- Castro-Martin, A.P.; Ahuett-Garza, H.; Guamán-Lozada, D.; Márquez-Alderete, M.F.; Coronado, P.D.U.; Castañon, P.A.O.; Kurfess, T.R.; de Castilla, E.G. Connectivity as a Design Feature for Industry 4.0 Production Equipment: Application for the Development of an In-Line Metrology System. Appl. Sci. 2021, 11, 1312. [Google Scholar] [CrossRef]
- Pereira, T.; Barreto, L.; Amaral, A. Network and information security challenges within Industry 4.0 paradigm. Procedia Manuf. 2017, 13, 1253–1260. [Google Scholar] [CrossRef]
- Villar, L.M.-D.; Oliva-Lopez, E.; Luis-Pineda, O.; Benešová, A.; Tupa, J.; Garza-Reyes, J. Fostering economic growth, social inclusion & sustainability in Industry 4.0: A systemic approach. Procedia Manuf. 2020, 51, 1755–1762. [Google Scholar] [CrossRef]
- Malek, J.; Desai, T.N. A systematic literature review to map literature focus of sustainable manufacturing. J. Clean. Prod. 2020, 256, 120345. [Google Scholar] [CrossRef]
- Machado, C.G.; Winroth, M.P.; Ribeiro Da Silva, E.H.D. Sustainable manufacturing in Industry 4.0: An emerging research agenda. Int. J. Prod. Res. 2020, 58, 1462–1484. [Google Scholar] [CrossRef]
- Ching, N.T.; Ghobakhloo, M.; Iranmanesh, M.; Maroufkhani, P.; Asadi, S. Industry 4.0 applications for sustainable manufacturing: A systematic literature review and a roadmap to sustainable development. J. Clean. Prod. 2022, 334, 130133. [Google Scholar] [CrossRef]
- Qi, Q.; Xu, Z.; Rani, P. Big data analytics challenges to implementing the intelligent Industrial Internet of Things (IIoT) systems in sustainable manufacturing operations. Technol. Forecast. Soc. Chang. 2023, 190, 122401. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Morales, M.E.; Nilashi, M.; Amran, A. Actions and approaches for enabling Industry 5.0-driven sustainable industrial transformation: A strategy roadmap. Corp. Soc. Responsib. Environ. Manag. 2023, 30, 1473–1494. [Google Scholar] [CrossRef]
- Epstein, M.J.; Elkington, J.; Leonard, H.B. Making Sustainability Work: Best Practices in Managing and Measuring Corporate Social, Environmental and Economic Impacts. In Making Sustainability Work; Taylor & Francis Ltd.: London, UK, 2018. [Google Scholar]
- Panwar, R.; Rinne, T.; Hansen, E.; Juslin, H. Corporate responsibility: Balancing economic, environmental, and social issues in the forest products industry. For Prod. J. 2006, 56, 4–13. [Google Scholar]
- Oláh, J.; Aburumman, N.; Popp, J.; Khan, M.A.; Haddad, H.; Kitukutha, N. Impact of Industry 4.0 on Environmental Sustainability. Sustainability 2020, 12, 4674. [Google Scholar] [CrossRef]
- Aggerholm, H.K.; Andersen, S.E.; Thomsen, C. Conceptualising employer branding in sustainable organisations. Corp. Commun. Int. J. 2011, 16, 105–123. [Google Scholar] [CrossRef]
- Herrmann, C.; Schmidt, C.; Kurle, D.; Blume, S.; Thiede, S. Sustainability in manufacturing and factories of the future. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 283–292. [Google Scholar] [CrossRef]
- Foo, D.C.; Tan, R.R. A review on process integration techniques for carbon emissions and environmental footprint problems. Process. Saf. Environ. Prot. 2016, 103, 291–307. [Google Scholar] [CrossRef]
- Bithas, K. The sustainable residential water use: Sustainability, efficiency and social equity. The European experience. Ecol. Econ. 2008, 68, 221–229. [Google Scholar] [CrossRef]
- Kurapatskie, B.; Darnall, N. Which Corporate Sustainability Activities are Associated with Greater Financial Payoffs? Bus. Strat. Environ. 2013, 22, 49–61. [Google Scholar] [CrossRef]
- Chatterjee, S.; Chaudhuri, R.; Vrontis, D.; Dana, L.-P.; Kabbara, D. Developing resilience of MNEs: From global value chain (GVC) capability and performance perspectives. J. Bus. Res. 2024, 172, 114447. [Google Scholar] [CrossRef]
- Yong, J.Y.; Yusliza, M.Y.; Ramayah, T.; Chiappetta Jabbour, C.J.; Sehnem, S.; Mani, V. Pathways towards sustainability in manufacturing organizations: Empirical evidence on the role of green human resource management. Bus. Strategy Environ. 2020, 29, 212–228. [Google Scholar] [CrossRef]
- Mabkhot, M.M.; Ferreira, P.; Maffei, A.; Podržaj, P.; Mądziel, M.; Antonelli, D.; Lanzetta, M.; Barata, J.; Boffa, E.; Finžgar, M.; et al. Mapping Industry 4.0 Enabling Technologies into United Nations Sustainability Development Goals. Sustainability 2021, 13, 2560. [Google Scholar] [CrossRef]
- Stefanini, R.; Vignali, G. The influence of Industry 4.0 enabling technologies on social, economic and environmental sustainability of the food sector. Int. J. Prod. Res. 2023, 13, 150. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 1342–1361. [Google Scholar] [CrossRef]
- Nižetić, S.; Šolić, P.; González-de-Artaza, D.L.-d.I.; Patrono, L. Internet of Things (IoT): Opportunities, issues and challenges towards a smart and sustainable future. J. Clean. Prod. 2020, 274, 122877. [Google Scholar] [CrossRef] [PubMed]
- Dzedzickis, A.; Subačiūtė-Žemaitienė, J.; Šutinys, E.; Samukaitė-Bubnienė, U.; Bučinskas, V. Advanced Applications of Industrial Robotics: New Trends and Possibilities. Appl. Sci. 2021, 12, 135. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Sousa, N.; Jorge, F.; Teixeira, M.S.; Losada, N.; Melo, M.; Bessa, M. An Exploratory Study about the Effect of COVID-19 on the Intention to Adopt Virtual Reality in the Tourism Sector. Sustainability 2023, 15, 8725. [Google Scholar] [CrossRef]
- Zizic, M.C.; Mladineo, M.; Gjeldum, N.; Celent, L. From Industry 4.0 towards Industry 5.0: A Review and Analysis of Paradigm Shift for the People, Organization and Technology. Energies 2022, 15, 5221. [Google Scholar] [CrossRef]
- Todd, R.; Allen, D.; Alting, L. Fundamental Principles of Manufacturing Processes; Industrial Press, Inc.: New York, NY, USA, 1994. [Google Scholar]
- Valivullah, L.; Mani, M.; Lyons, K.W.; Gupta, S.K. Manufacturing Process Information Models for Sustainable Manufacturing. In Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference, MSEC 2014 Collocated with the JSME 2014 International Conference on Materials and Processing and the 42nd North American Manufacturing Research Conference, Detroit, MI, USA, 9–13 June 2014; Volume 1. [Google Scholar]
- Mani, M.; Madan, J.; Lee, J.H.; Lyons, K.W.; Gupta, S. Sustainability characterisation for manufacturing processes. Int. J. Prod. Res. 2014, 52, 5895–5912. [Google Scholar] [CrossRef]
- Mani, M.; Madan, J.; Lee, J.H.; Lyons, K.; Gupta, S.K. Characterizing Sustainability for Manufacturing Performance Assessment. In Proceedings of the ASME Design Engineering Technical Conference, Chicago, IL, USA, 17 August 2012; Volume 2, pp. 1153–1162. [Google Scholar]
- Haapala, K.R.; Zhao, F.; Camelio, J.; Sutherland, J.W.; Skerlos, S.J.; Dornfeld, D.A.; Jawahir, I.S.; Clarens, A.F.; Rickli, J.L. A review of engineering research in sustainable manufacturing. J. Manuf. Sci. Eng. 2013, 135, 041013. [Google Scholar] [CrossRef]
- Wang, J.-J.; Jing, Y.-Y.; Zhang, C.-F.; Zhao, J.-H. Review on multi-criteria decision analysis aid in sustainable energy decision-making. Renew. Sustain. Energy Rev. 2009, 13, 2263–2278. [Google Scholar] [CrossRef]
- Siksnelyte, I.; Zavadskas, E.K.; Streimikiene, D.; Sharma, D. An Overview of Multi-Criteria Decision-Making Methods in Dealing with Sustainable Energy Development Issues. Energies 2018, 11, 2754. [Google Scholar] [CrossRef]
- Kibira, D.; Brundage, M.P.; Feng, S.; Morris, K.C. Procedure for Selecting Key Performance Indicators for Sustainable Manufacturing. J. Manuf. Sci. Eng. 2018, 140, 011005. [Google Scholar] [CrossRef]
- Dornelles, J.d.A.; Ayala, N.F.; Frank, A.G. Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities. Comput. Ind. Eng. 2022, 163, 107804. [Google Scholar] [CrossRef]
- Breque, M.; De Nul, L.; Petridis, A. Industry 5.0: Towards a sustainable, human-centric and resilient European industry. In European Commission, Directorate-General for Research and Innovation; European Commission: Brussels, Belgium, 2021. [Google Scholar]
- Dwivedi, A.; Agrawal, D.; Jha, A.; Mathiyazhagan, K. Studying the interactions among Industry 5.0 and circular supply chain: Towards attaining sustainable development. Comput. Ind. Eng. 2023, 176, 108927. [Google Scholar] [CrossRef]
- Gajdzik, B.; Grabowska, S.; Saniuk, S.; Wieczorek, T. Sustainable development and industry 4.0: A bibliometric analysis identifying key scientific problems of the sustainable industry 4.0. Energies 2020, 13, 4254. [Google Scholar] [CrossRef]
- Golovianko, M.; Terziyan, V.; Branytskyi, V.; Malyk, D. Industry 4.0 vs. Industry 5.0: Co-existence, Transition, or a Hybrid. Procedia Comput. Sci. 2023, 217, 102–113. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Friedman, B.; Kahn, P.H., Jr. Human values, ethics, and design. In The Human-Computer Interaction Handbook; CRC Press: Boca Raton, FL, USA, 2007; pp. 1267–1292. [Google Scholar] [CrossRef]
- Khalid, A.; Kirisci, P.; Ghrairi, Z.; Thoben, K.-D.; Pannek, J. A methodology to develop collaborative robotic cyber physical systems for production environments. Logist. Res. 2016, 9, 23. [Google Scholar] [CrossRef]
- Zebrowski, C. The value of resilience: Securing life in the twenty-first century. In The Value of Resilience: Securing Life in the Twenty-First Century; Taylor & Francis Ltd.: London, UK, 2015; pp. 1–160. [Google Scholar]
- Ghobakhloo, M.; Iranmanesh, M.; Foroughi, B.; Tirkolaee, E.B.; Asadi, S.; Amran, A. Industry 5.0 implications for inclusive sustainable manufacturing: An evidence-knowledge-based strategic roadmap. J. Clean. Prod. 2023, 417, 138023. [Google Scholar] [CrossRef]
- Schmitt, T.; Wolf, C.; Lennerfors, T.T.; Okwir, S. Beyond “Leanear” production: A multi-level approach for achieving circularity in a lean manufacturing context. J. Clean. Prod. 2021, 318, 128531. [Google Scholar] [CrossRef]
- Ahmed, A.; Bhatti, S.H.; Gölgeci, I.; Arslan, A. Digital platform capability and organizational agility of emerging market manufacturing SMEs: The mediating role of intellectual capital and the moderating role of environmental dynamism. Technol. Forecast. Soc. Chang. 2022, 177, 121513. [Google Scholar] [CrossRef]
- Mukherjee, A.A.; Raj, A.; Aggarwal, S. Identification of barriers and their mitigation strategies for industry 5.0 implementation in emerging economies. Int. J. Prod. Econ. 2023, 257, 108770. [Google Scholar] [CrossRef]
- Sinsel, S.R.; Riemke, R.L.; Hoffmann, V.H. Challenges and solution technologies for the integration of variable renewable energy sources—A review. Renew. Energy 2020, 145, 2271–2285. [Google Scholar] [CrossRef]
- Cillo, V.; Gregori, G.L.; Daniele, L.M.; Caputo, F.; Bitbol-Saba, N. Rethinking companies’ culture through knowledge management lens during Industry 5.0 transition. J. Knowl. Manag. 2022, 26, 2485–2498. [Google Scholar] [CrossRef]
- Leng, J.; Sha, W.; Lin, Z.; Jing, J.; Liu, Q.; Chen, X. Blockchained smart contract pyramid-driven multi-agent autonomous process control for resilient individualised manufacturing towards Industry 5.0. Int. J. Prod. Res. 2023, 61, 4302–4321. [Google Scholar] [CrossRef]
- Destouet, C.; Tlahig, H.; Bettayeb, B.; Mazari, B. Flexible job shop scheduling problem under Industry 5.0: A survey on human reintegration, environmental consideration and resilience improvement. J. Manuf. Syst. 2023, 67, 155–173. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Tseng, M.-L.; Grybauskas, A.; Stefanini, A.; Amran, A. Behind the definition of Industry 5.0: A systematic review of technologies, principles, components, and values. J. Ind. Prod. Eng. 2023, 40, 432–447. [Google Scholar] [CrossRef]
- Yin, S.; Yu, Y. An adoption-implementation framework of digital green knowledge to improve the performance of digital green innovation practices for industry 5.0. J. Clean. Prod. 2022, 363, 132608. [Google Scholar] [CrossRef]
- Wang, H.; Lv, L.; Li, X.; Li, H.; Leng, J.; Zhang, Y.; Thomson, V.; Liu, G.; Wen, X.; Sun, C.; et al. A safety management approach for Industry 5.0′s human-centered manufacturing based on digital twin. J. Manuf. Syst. 2023, 66, 1–12. [Google Scholar] [CrossRef]
- Grybauskas, A.; Stefanini, A.; Ghobakhloo, M. Social sustainability in the age of digitalization: A systematic literature Review on the social implications of industry 4.0. Technol. Soc. 2022, 70, 101997. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Szum, K.; Nazarko, J. Exploring the Determinants of Industry 4.0 Development Using an Extended SWOT Analysis: A Regional Study. Energies 2020, 13, 5972. [Google Scholar] [CrossRef]
- Stock, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process Saf. Environ. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 technologies assessment: A sustainability perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Manoharan, S.; Haapala, K.R. A Grey Box Software Framework for Sustainability Assessment of Composed Manufacturing Processes: A Hybrid Manufacturing Case. Procedia CIRP 2019, 80, 440–445. [Google Scholar] [CrossRef]
- Agote-Garrido, A.; Martín-Gómez, A.M.; Lama-Ruiz, J.R. Industry 5.0 Values. A bibliometric analysis of the new industrial paradigm from the social approach. DYNA 2023, 98, 531–536. [Google Scholar] [CrossRef]
- Dermol, V.; Širca, N.T. Communication, Company Mission, Organizational Values, and Company Performance. Procedia-Soc. Behav. Sci. 2018, 238, 542–551. [Google Scholar] [CrossRef]
- Hendry, D.G.; Friedman, B.; Ballard, S. Value sensitive design as a formative framework. Ethic-Inf. Technol. 2021, 23, 39–44. [Google Scholar] [CrossRef]
- Van Der Hoven, J.; Manders-Huits, N. Value-sensitive Design. In The Ethics of Information Technologies; Routledge: London, UK, 2020; pp. 329–332. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Physical Technologies | ||
| Internet of Things (IoT) | Connection and communication between devices and systems in real-time. | [28] |
| Robotics and Automation | Use of robots and automated systems for production tasks. | [29] |
| Augmented Reality and Virtual Reality | Immersive experiences and overlay of digital information. | [30] |
| 3D Printing or Additive Manufacturing | Creation of three-dimensional objects from a digital design. | [31] |
| Smart Sensors | Devices that collect and process information from the environment and automatically adjust operations in response. | [32] |
| Autonomous Transport Systems | Vehicles and drones that move without direct human intervention. | [33] |
| Nanotechnology | Manipulation of matter at an atomic or molecular scale. | [34] |
| Non-Physical Technologies | ||
| Big Data and Data Analysis | Collection, storage, and analysis of large amounts of data. | [35] |
| Cloud Computing | Storage and access to data and programs over the internet. | [36] |
| Simulation | Virtual models to simulate physical systems. | [37] |
| Cybersecurity | Protection of systems, networks, and programs against digital attacks. | [38] |
| System Integration | Connection and collaboration between different systems and technologies. | [39] |
| Artificial Intelligence | Virtual system capable of performing tasks that require human intelligence. | [40] |
| Machine Learning | Discipline that, using algorithms, allows computers to identify patterns. | [41] |
| Blockchain | Distributed ledger technology that facilitates secure transactions on a network. | [42] |
| Physical Technologies | |
| Internet of Things (IoT) | (So) Improves workplace safety by monitoring conditions in real time. |
| (Ev) Enables real-time monitoring of resource usage, aiding in efficient management. | |
| (Ec) Optimizes production and reduces costs by providing accurate data for decision making. | |
| Robotics and Automation | (So) Can replace hazardous works but also poses challenges in terms of employment. |
| (Ev) Improves process efficiency, reducing waste and consuming fewer resources. | |
| (Ec) Increases productivity and reduces operating costs. | |
| Augmented Reality and Virtual Reality | (So) Empowers workers through virtual training and assistance. |
| (Ev) Reduces the need for physical prototypes and travel, saving resources. | |
| (Ec) Accelerates product design and development, reducing time to market. | |
| 3D Printing or Additive Manufacturing | (So) Enables product customization and adaptability to specific needs. |
| (Ev) Minimizes waste by using only the necessary material. | |
| (Ec) Reduces costs associated with mass production and enables on-demand manufacturing. | |
| Smart Sensors | (So) Enhance safety by detecting abnormal conditions in the work environment. |
| (Ev) Monitor resource consumption and emissions, facilitating environmental management. | |
| (Ec) Optimize operation by providing precise information for maintenance and production. | |
| Autonomous Transport Systems | (So) Reduce accidents by automating transportation tasks. |
| (Ev) Potential to optimize routes and reduce emissions if combined with clean energy. | |
| (Ec) Improves logistical efficiency and reduces costs associated with human errors. | |
| Nanotechnology | (So) Enables developments in medicine and materials to improve the quality of life. |
| (Ev) Allows the creation of more efficient and sustainable materials. | |
| (Ec) Enables the opening of new markets and applications for innovative products. | |
| Non-Physical Technologies | |
| Big Data and Data Analysis | (So) Enables data-driven decision making to enhance the quality of life and services. |
| (Ev) Assists in monitoring and managing environmental impacts. | |
| (Ec) Optimizes operations and business strategies, increasing profitability. | |
| Cloud Computing | (So) Enables collaboration and access to information from anywhere. |
| (Ev) Reduces the need for physical infrastructure and optimizes the use of resources. | |
| (Ec) Lowers costs associated with hardware and IT maintenance. | |
| Simulation | (So) Enables training and education in secure environments. |
| (Ev) Reduces the need for physical prototypes and tests that consume resources. | |
| (Ec) Accelerates design and development, reducing costs associated with testing and errors. | |
| Cybersecurity | (So) Protects the privacy and data of individuals. |
| (Ev) Ensures the integrity of systems monitoring and managing environmental impacts. | |
| (Ec) Safeguards business assets and prevents financial losses from attacks. | |
| System Integration | (So) Enables interaction between different teams and departments, improving job satisfaction. |
| (Ev) Allows more efficient use of resources by enhancing coordination between processes. | |
| (Ec) The effective integration of systems can lead to higher productivity. | |
| Artificial Intelligence | (So) Enhances the ability to make decisions that impact social aspects. |
| (Ev) Ensures smarter resource allocation through advanced data analysis. | |
| (Ec) Optimizes business models through supply chain optimization. | |
| Machine Learning | (So) Provides human-centric services. |
| (Ev) Reduces waste through predictive analytics. | |
| (Ec) Improves efficiency through better pattern prediction. | |
| Blockchain | (So) Increases transparency and reliability in transactions and agreements. |
| (Ev) Enables tracking and verification of sustainable products. | |
| (Ec) Reduces costs associated with intermediaries and fraud. | |
| S | T | SCSo | SCEv | SCEc |
|---|---|---|---|---|
| S1 | T1 | αSo,1,1 | αEv,1,1 | αEc,1,1 |
| Tm | αSo,1,m | αEv,1,m | αEc,1,m | |
| S2 | T2 | αSo,2,2 | αEv,2,2 | αEc,2,2 |
| S3 | T2 | αSo,3,2 | αEv,3,2 | αEc,3,2 |
| T3 | αSo,3,3 | αEv,3,3 | αEc,3,3 | |
| ⋯ | ⋯ | ⋯ | ⋯ | ⋯ |
| Sn | T1 | αSo,n,1 | αEv,n,1 | αEc,n,1 |
| T2 | αSo,n,2 | αEv,n,2 | αEc,n,2 | |
| To | αSo,n,o | αEv,n,o | αEc,n,o |
- S: Stage of the process (S1, S2, …, Sm, …, Sn), with m being a natural number ranging from [1, n].
- T: Technology used in that stage (T1, T2, ..., Tm, ..., To), with m being a natural number ranging from [1, o].
- SCSo: Social sustainability characteristics.
- SCEv: Environmental sustainability characteristics.
- SCEc: Economic sustainability characteristics.
- αSo,n,o: Contribution of technology Tm in stage Sm in terms of social sustainability. This is a real number in the range of [0, 1].
- αEv,n,o: Contribution of technology Tm in stage Sm in terms of environmental sustainability. This is a real number in the range of [0, 1].
- αEc,n,o: Contribution of technology Tm in stage Sm in terms of economical sustainability. This is a real number in the range of [0, 1].
| SRSo | SREv | SREc | |
|---|---|---|---|
| S1 | βSo,1 | βEv,1 | βEc,1 |
| S2 | βSo,2 | βEv,2 | βEc,3 |
| S3 | βSo,3 | βEv,3 | βEc,3 |
| ⋯ | ⋯ | ⋯ | ⋯ |
| Sn | βSo,n | βEv,n | βEc,n |
- S: Stage of the process (S1, S2, …, Sm, …, Sn), with m being a natural number ranging from [1, n].
- SRSo: Social sustainability requirements.
- SREv: Environmental sustainability requirements.
- SREc: Economic sustainability requirements.
- βSo,n: Indicates if the stage has specific social sustainability requirements. This is a real number in the range of [0, 1].
- βEv,n: Indicates if the stage has specific environmental sustainability requirements. This is a real number in the range of [0, 1].
- βEc,n: Indicates if the stage has specific economic sustainability requirements. This is a real number in the range of [0, 1].
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martín-Gómez, A.M.; Agote-Garrido, A.; Lama-Ruiz, J.R. A Framework for Sustainable Manufacturing: Integrating Industry 4.0 Technologies with Industry 5.0 Values. Sustainability 2024, 16, 1364. https://doi.org/10.3390/su16041364
Martín-Gómez AM, Agote-Garrido A, Lama-Ruiz JR. A Framework for Sustainable Manufacturing: Integrating Industry 4.0 Technologies with Industry 5.0 Values. Sustainability. 2024; 16(4):1364. https://doi.org/10.3390/su16041364
Chicago/Turabian StyleMartín-Gómez, Alejandro M., Alejandro Agote-Garrido, and Juan Ramón Lama-Ruiz. 2024. "A Framework for Sustainable Manufacturing: Integrating Industry 4.0 Technologies with Industry 5.0 Values" Sustainability 16, no. 4: 1364. https://doi.org/10.3390/su16041364
APA StyleMartín-Gómez, A. M., Agote-Garrido, A., & Lama-Ruiz, J. R. (2024). A Framework for Sustainable Manufacturing: Integrating Industry 4.0 Technologies with Industry 5.0 Values. Sustainability, 16(4), 1364. https://doi.org/10.3390/su16041364