

Impact of Superabsorbent Polymer on Shrinkage and Compressive Strength of Mortar and Concrete
Abstract
:1. Introduction
2. Experimental Program
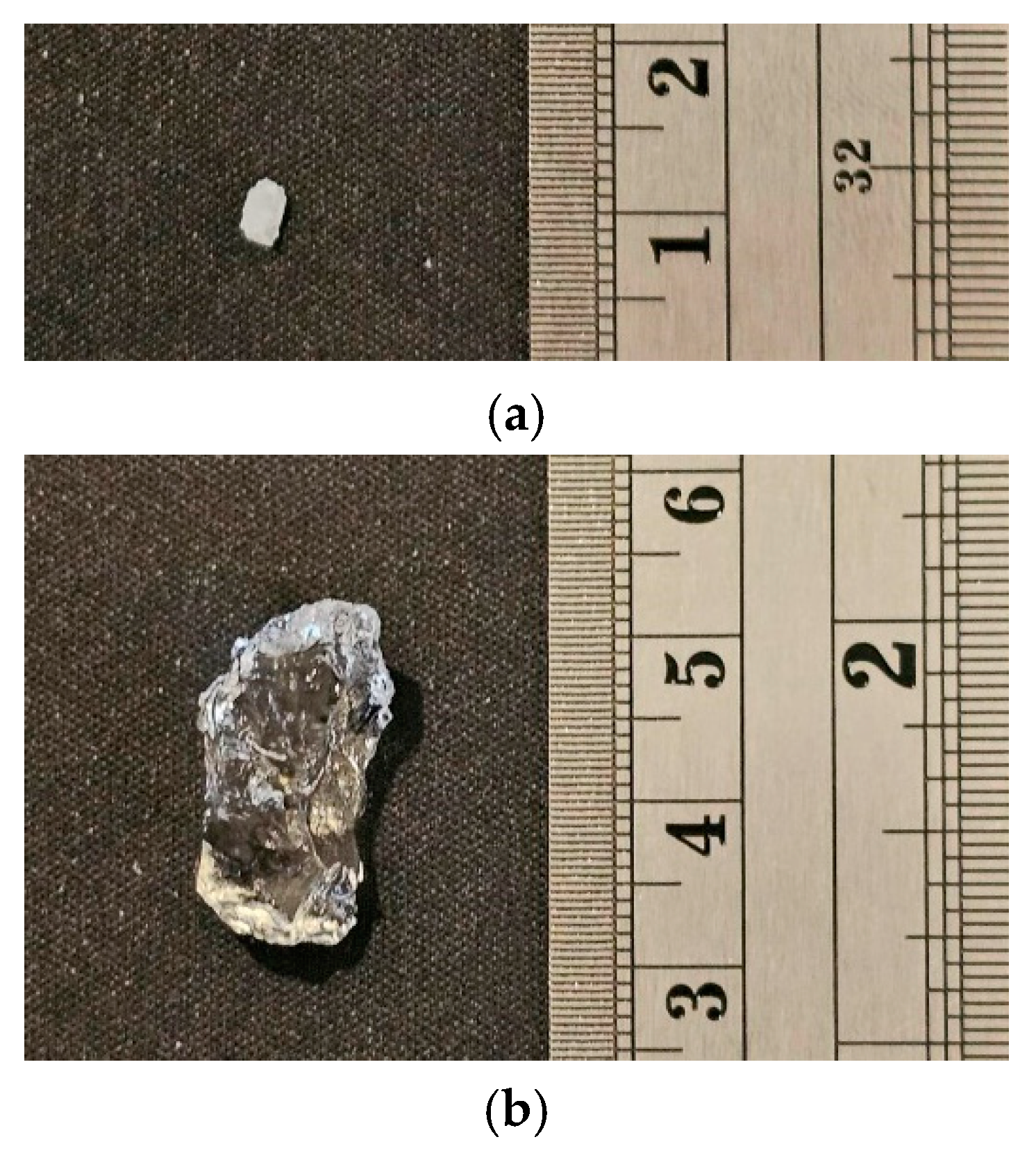
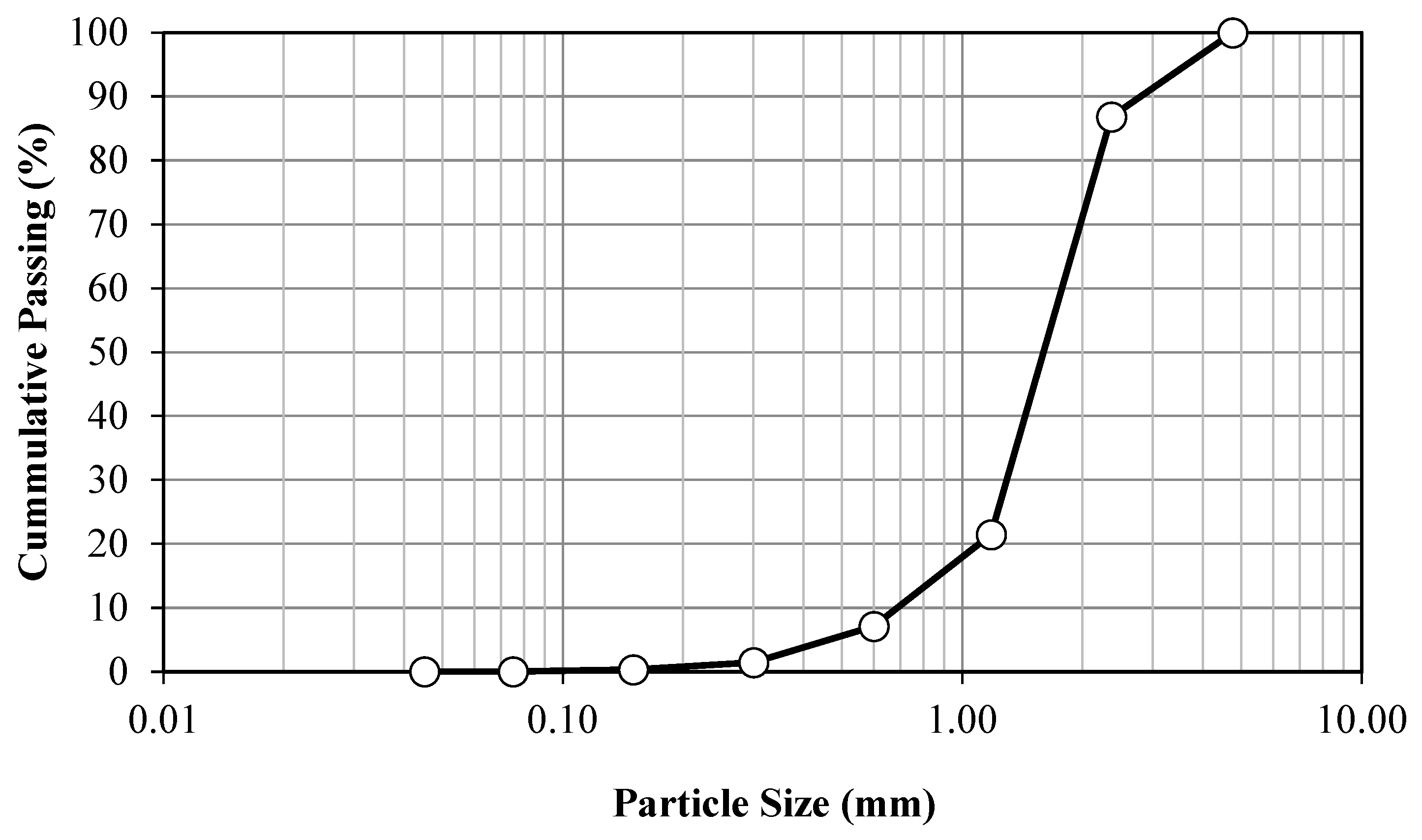
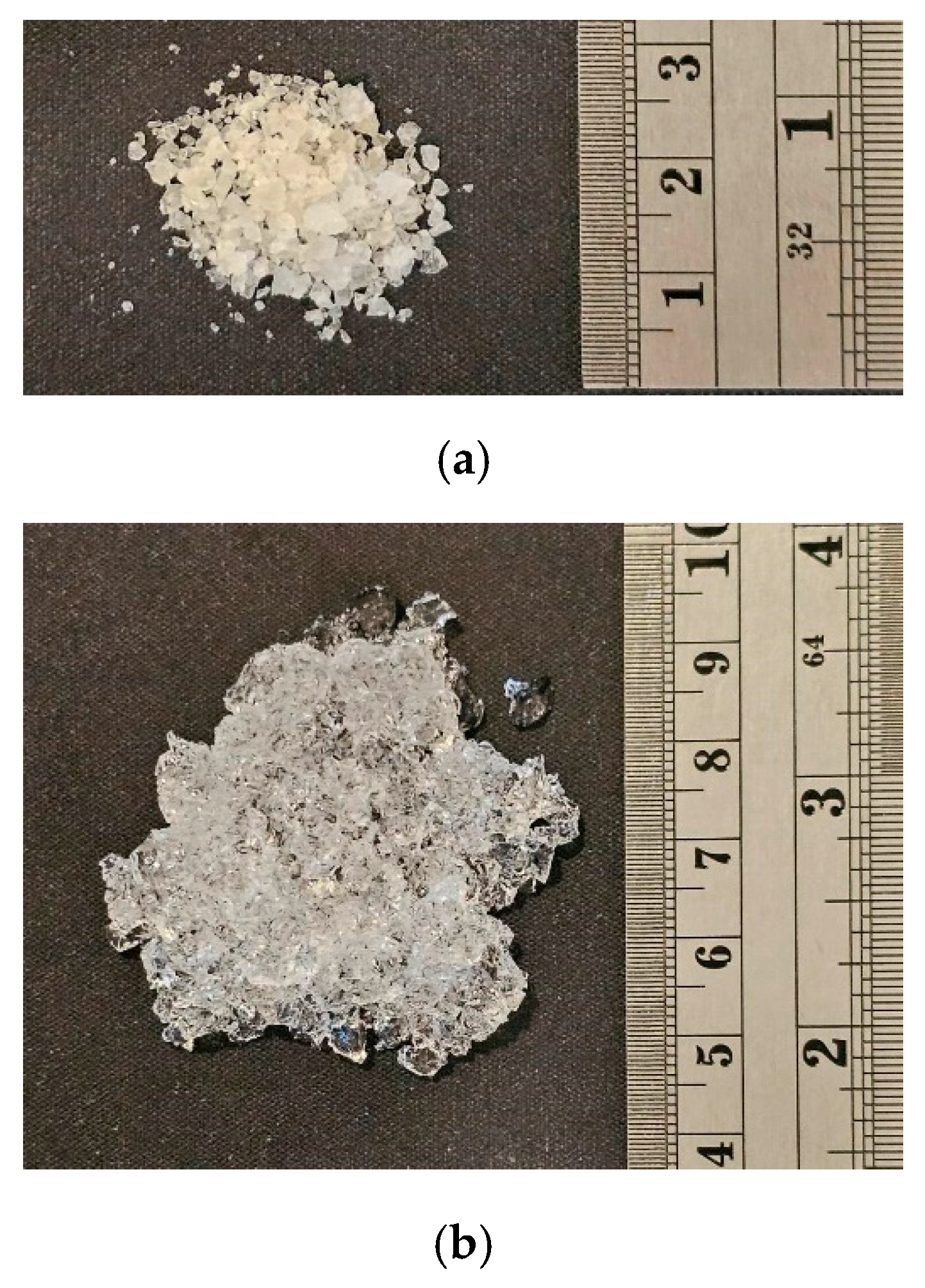
2.1. Materials
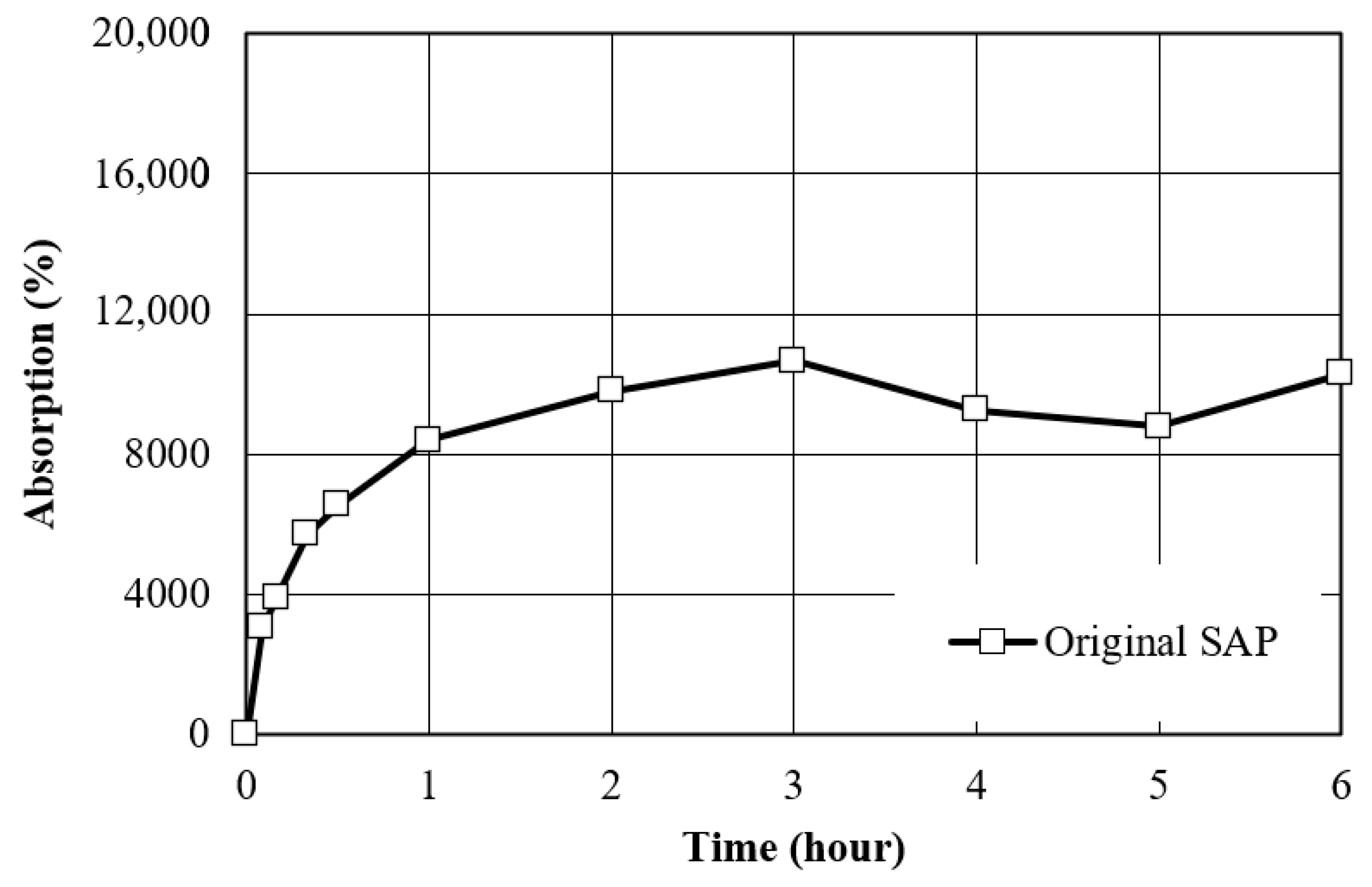
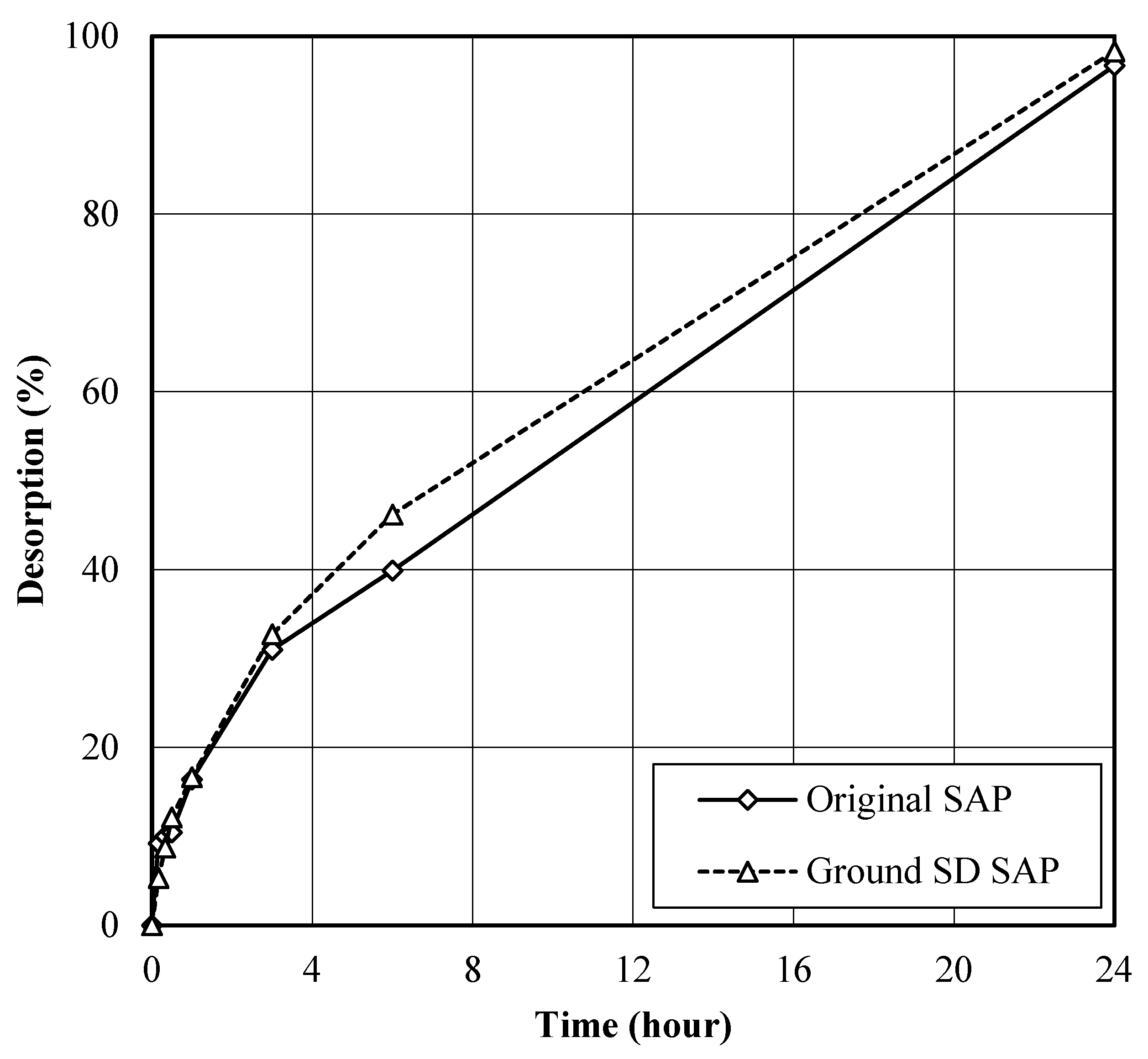
2.2. Absorption and Desorption of SAP
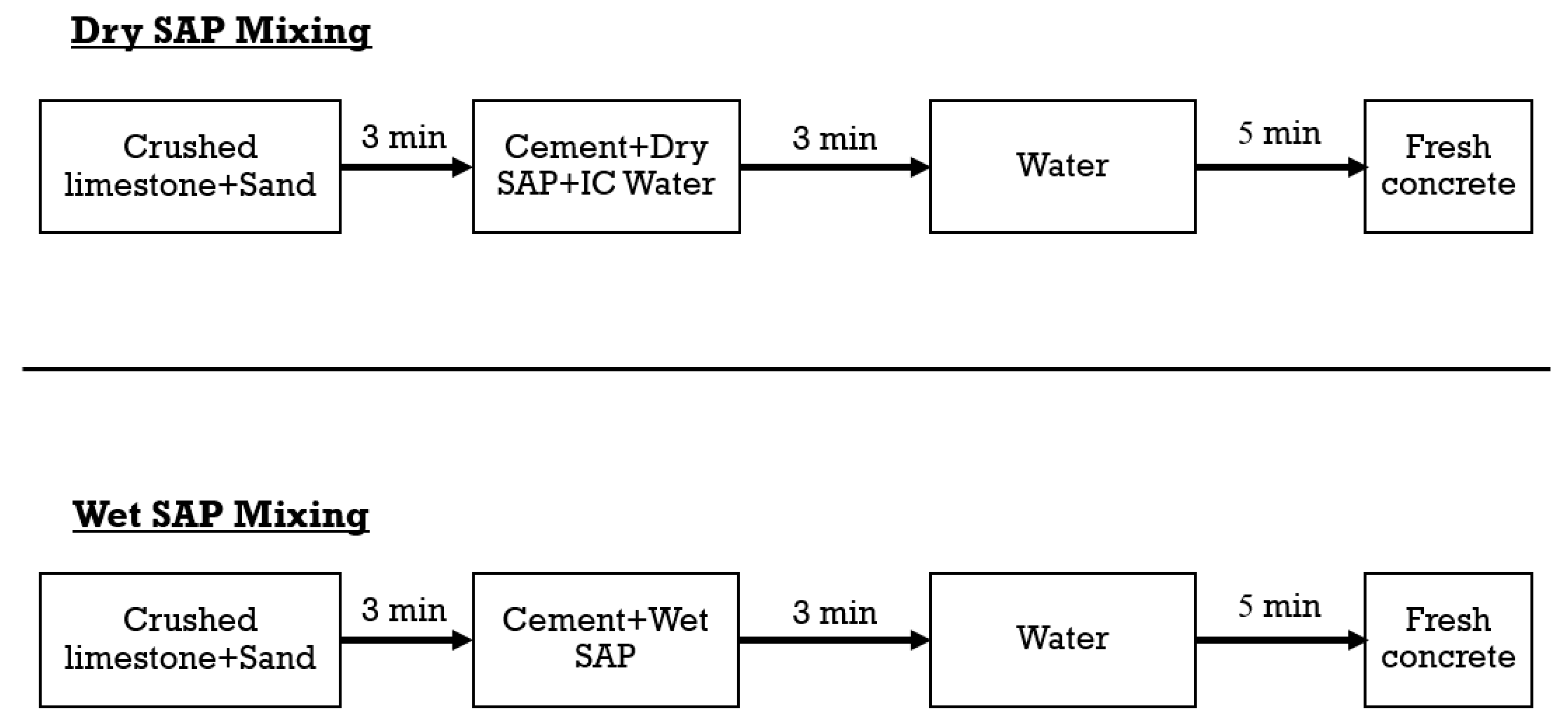
2.3. Mixing Method
2.4. Mixture Proportions
2.5. Flow Table and Setting Time Testing
2.6. Autogenous Shrinkage Testing
2.7. Total Shrinkage Testing
2.8. Drying Shrinkage Calculation
2.9. Compressive Strength Testing
3. Test Results and Discussion
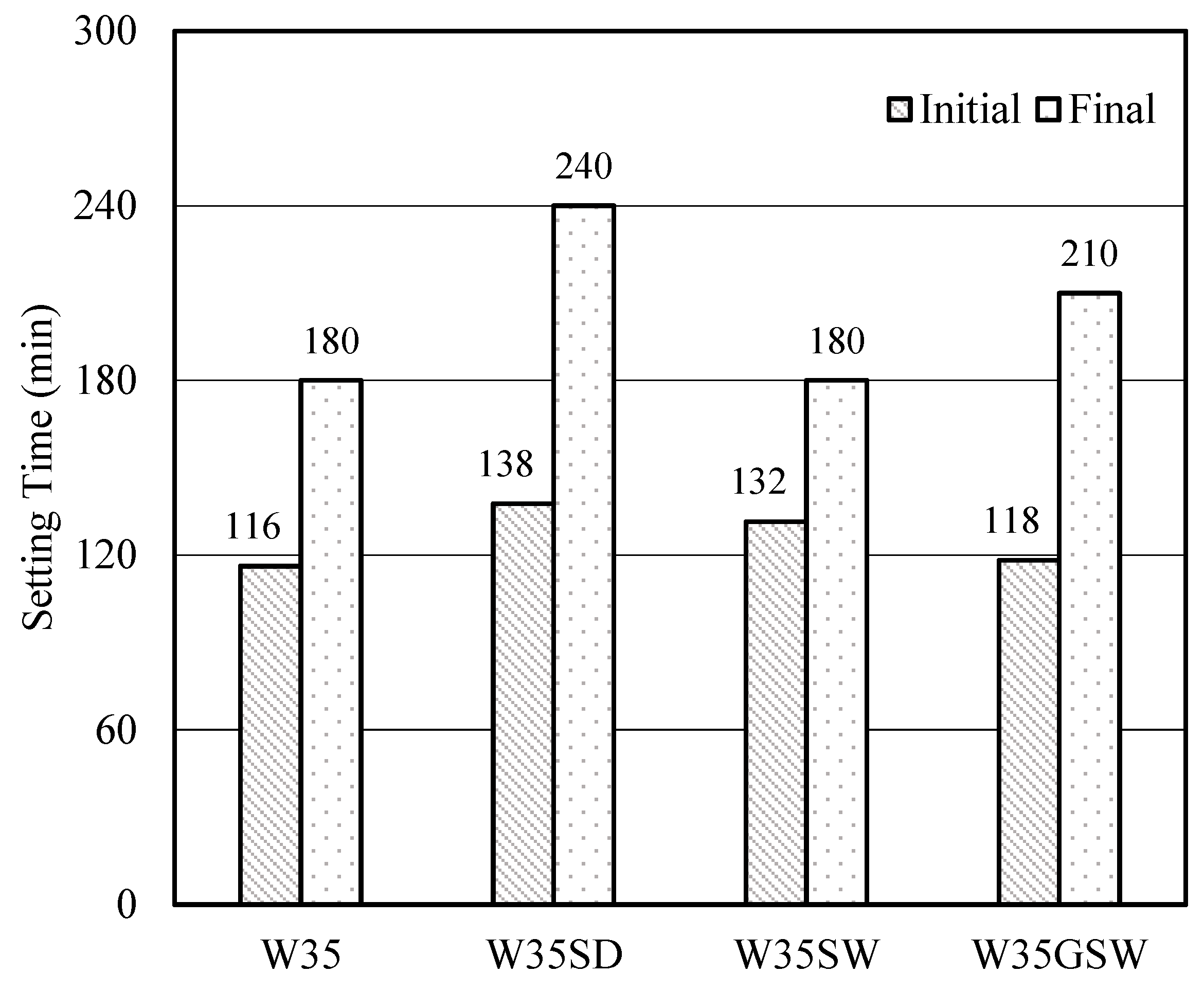
3.1. Setting Time and Flow Table
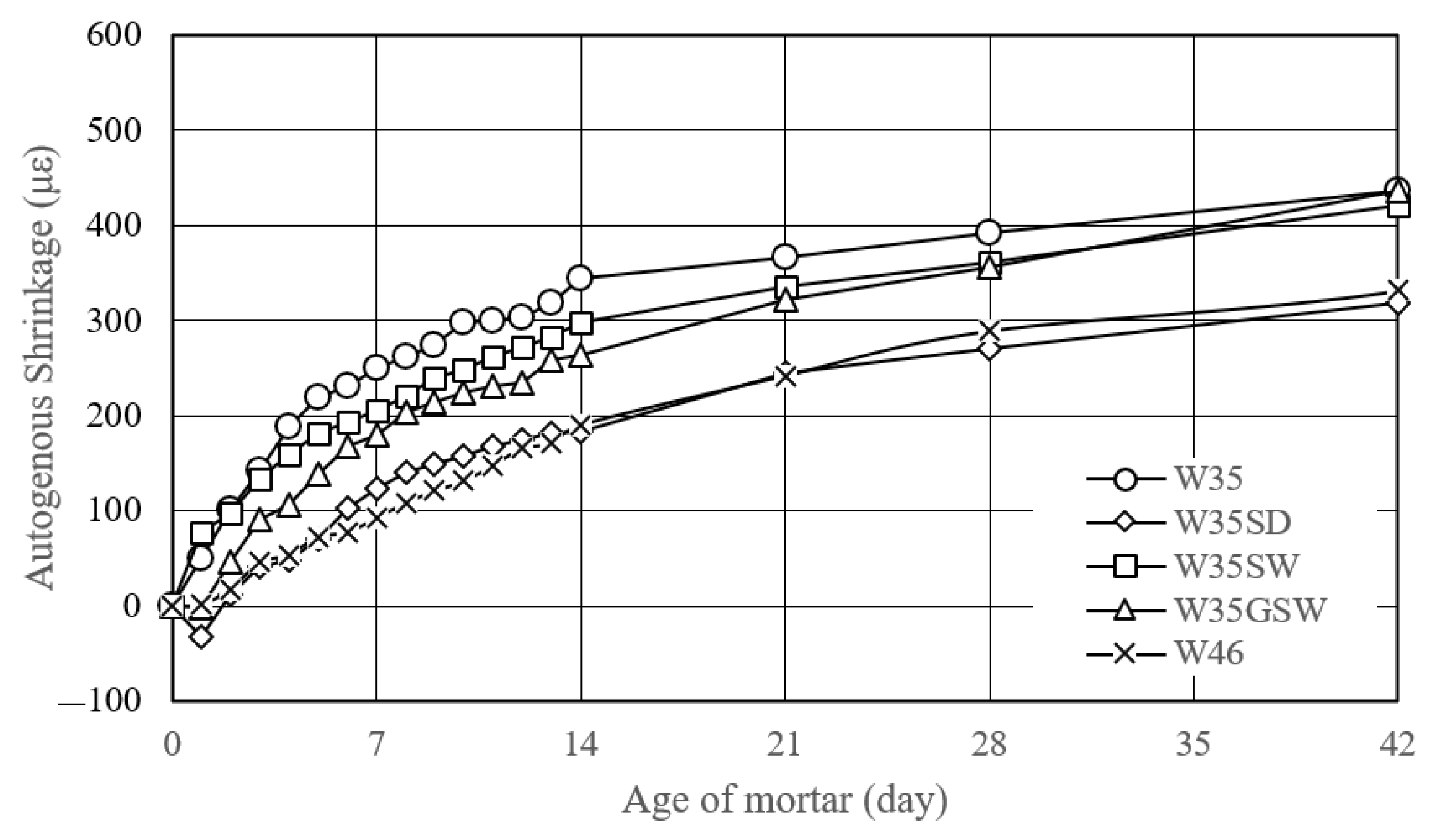
3.2. Shrinkage
3.3. Compressive Strength
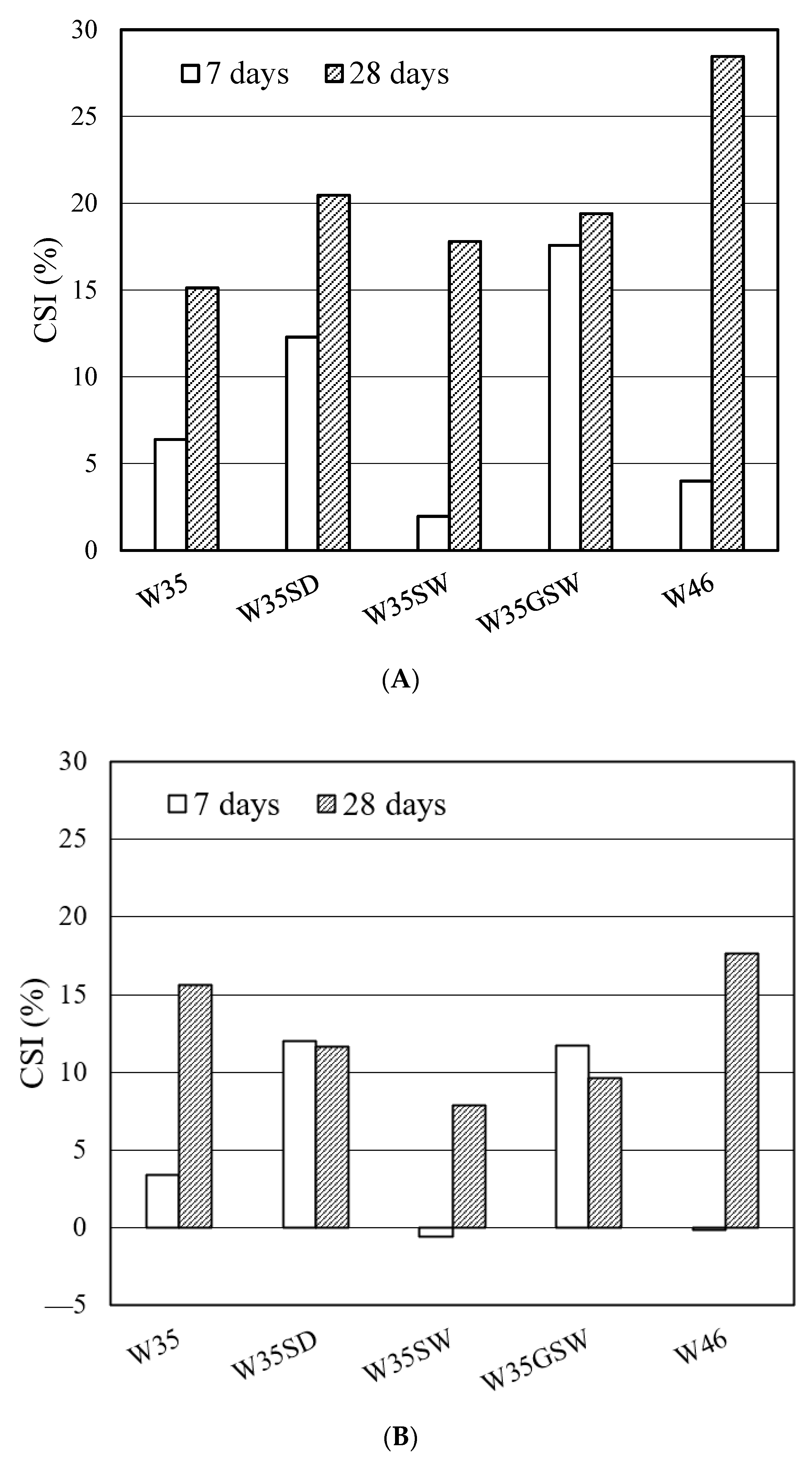
3.4. Curing Sensitivity Index (CSI)
4. Conclusions
- (1)
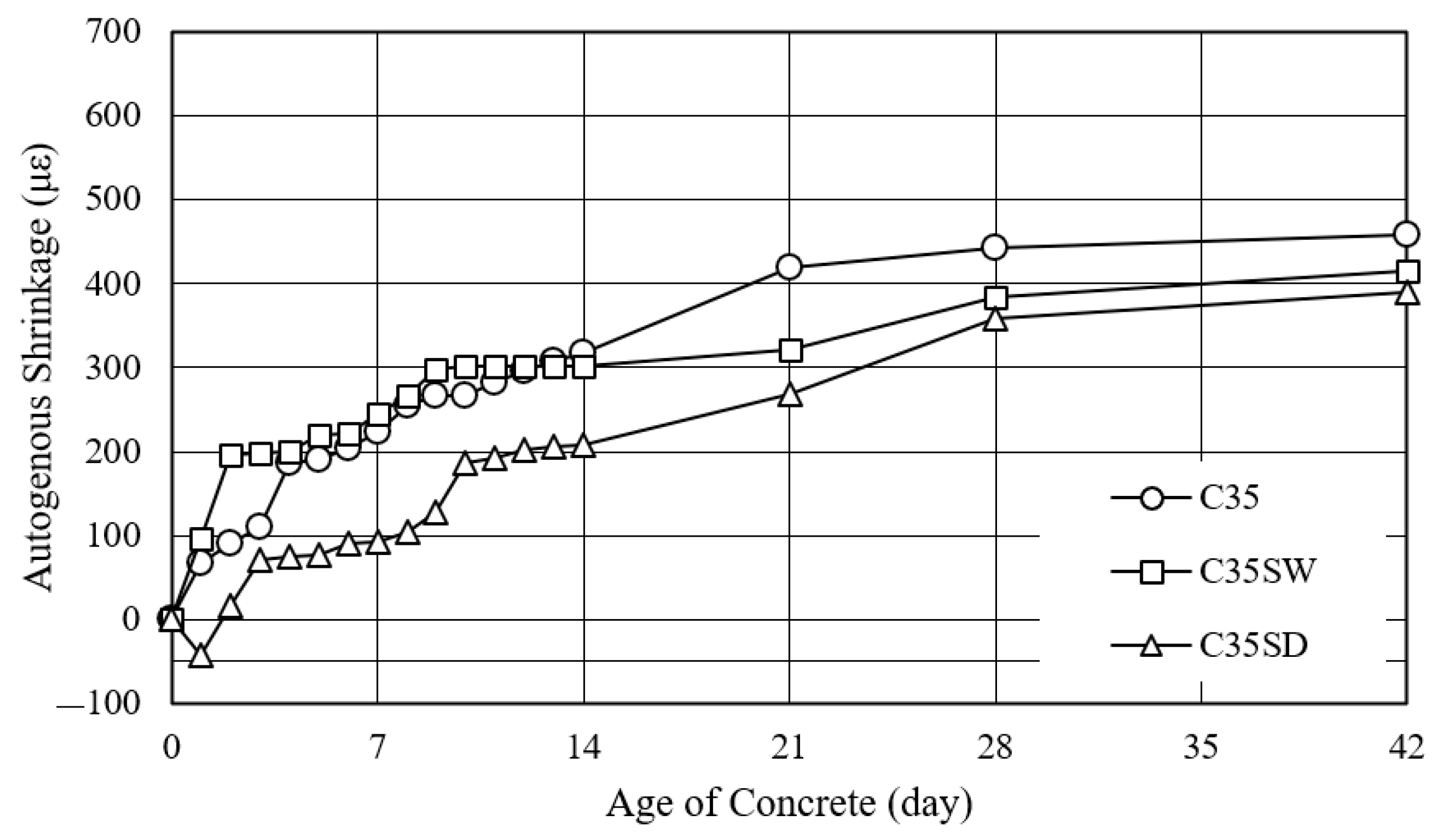
- The use of SAP in the mixtures reduced autogenous shrinkage compared to W35 at 42 days due to the extra water incorporated in the mixtures. Moreover, the dry SAP mixing method reduced autogenous shrinkage more than the wet SAP mixing method in both mortar and concrete mixtures.
- (2)
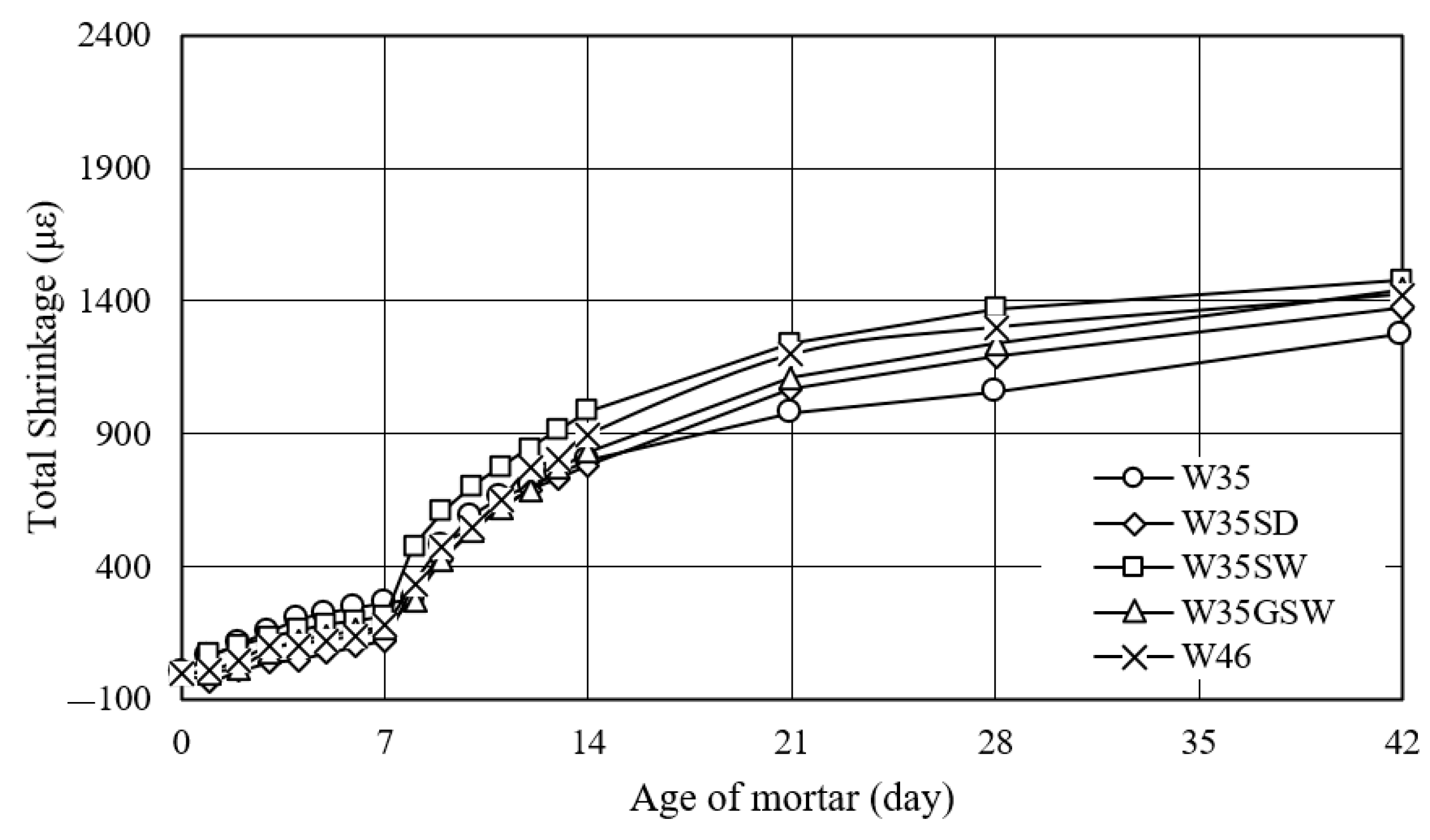
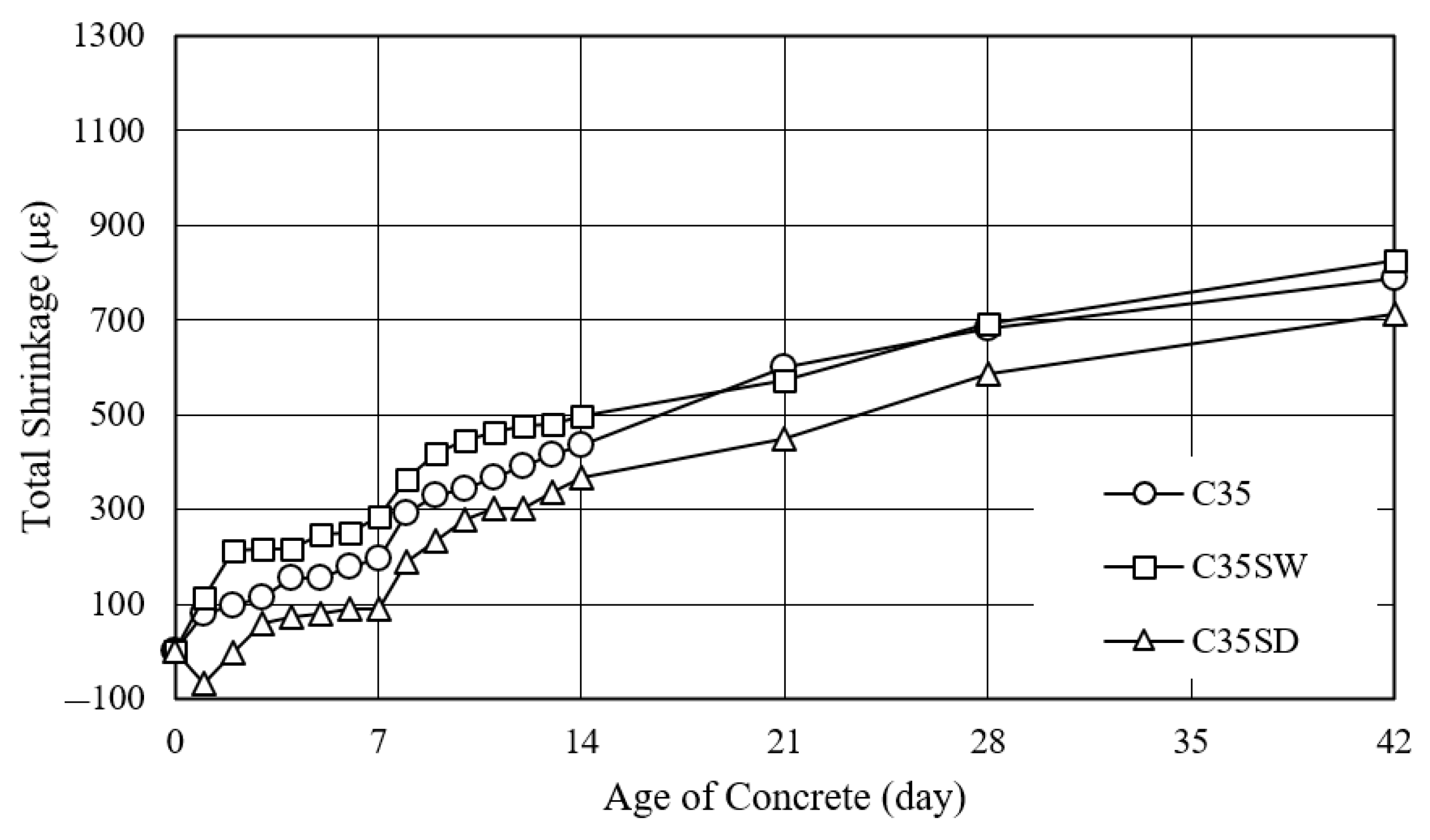
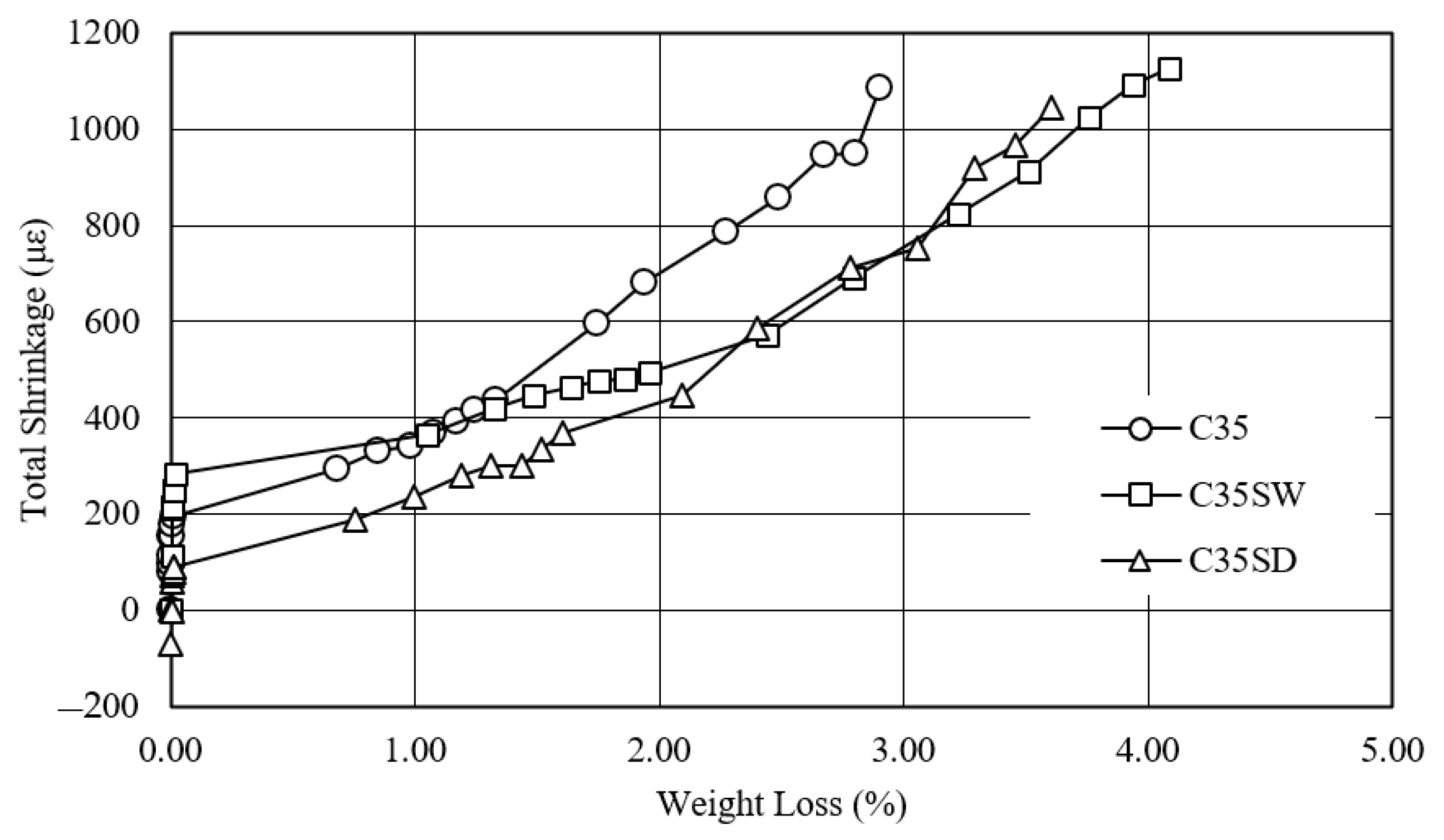
- The total shrinkage of W35SD and W35GSW was less than W35 at 14 and 12 days, respectively. In comparison to W46 and another mixture containing SAP, the dry SAP mixing method reduced total shrinkage more effectively. Moreover, fine SAP showed better performance in reducing total shrinkage than coarse SAP.
- (3)
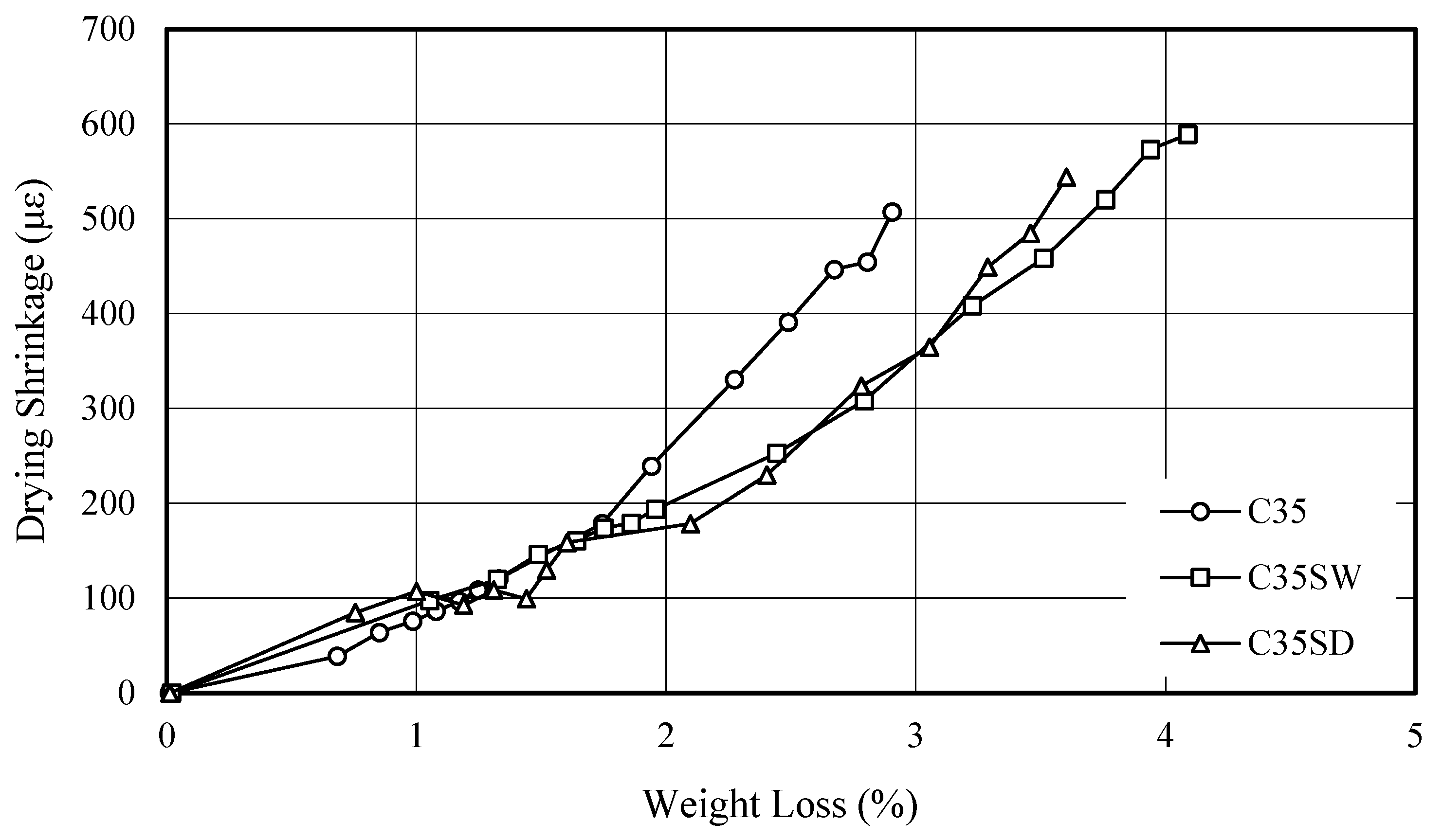
- The dry SAP mixing method was more effective than the wet method in reducing drying shrinkage in both mortar and concrete mixtures. Fine SAP outperformed coarse SAP in decreasing shrinkage, although mixtures containing SAP exhibited higher drying shrinkage compared to those without SAP.
- (4)
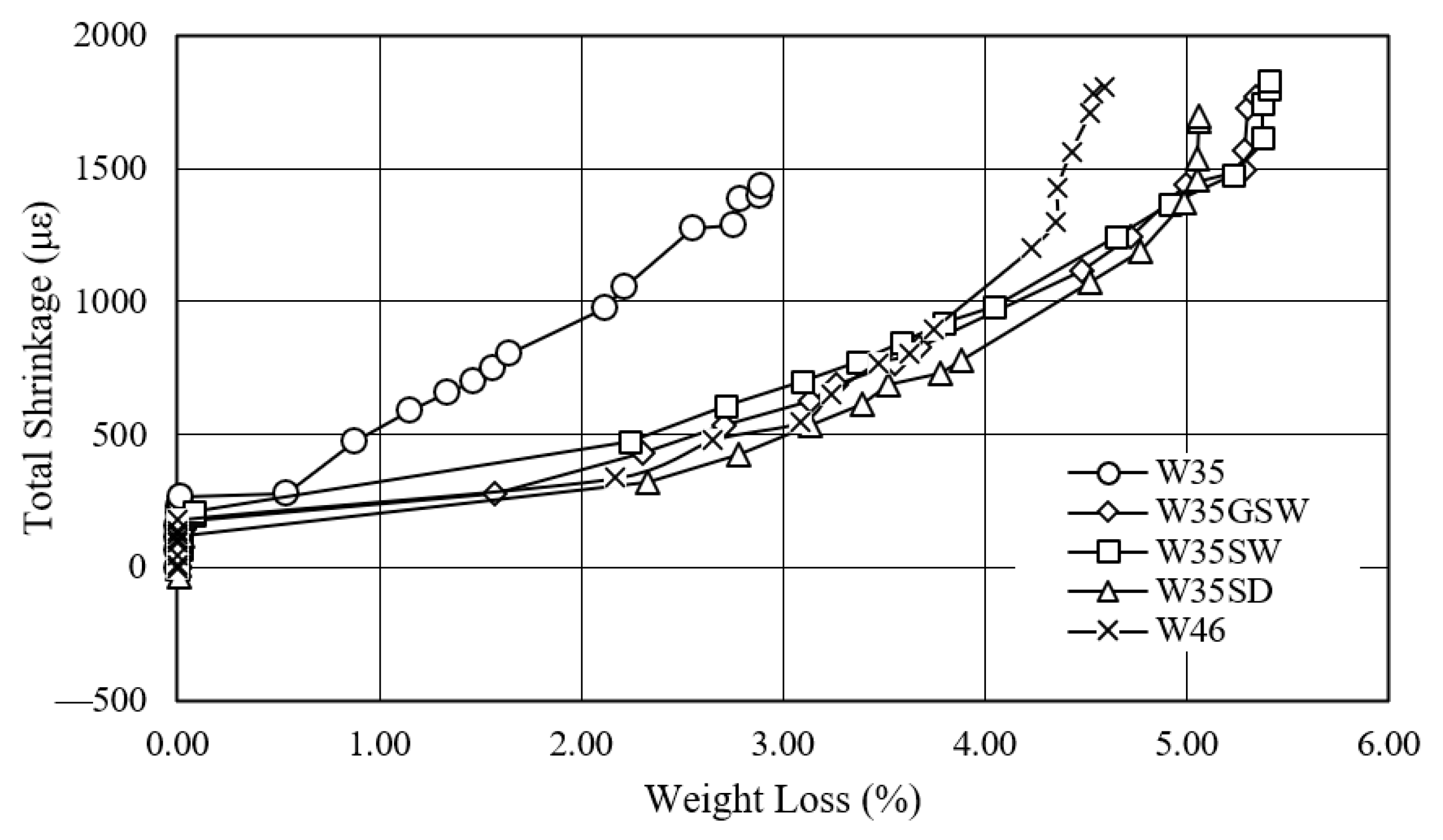
- The mixtures with SAP had consistently lower drying shrinkages compared to W35 and W46 at all weight losses.
- (5)
- The compressive strength achieved through the dry SAP mixing method surpassed that of the wet SAP mixing method. Moreover, when subjected to water submersion, the mixtures containing SAP exhibited a decrease in compressive strength ranging from 20.01% to 35.83% compared to W35. Notably, fine SAP exhibited greater potential for enhancing compressive strength than coarse SAP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhutovsky, S.; Kovler, K.; Bentur, A. Effect of hybrid curing on cracking potential of high-performance concrete. Cem. Concr. Res. 2013, 54, 36–42. [Google Scholar] [CrossRef]
- Shen, D.J.; Wang, T.; Chen, Y.; Wang, M.L.; Jiang, G.Q. Effect of internal curing with super absorbent polymers on the relative humidity of early-age concrete. Constr. Build. Mater. 2015, 99, 246–253. [Google Scholar] [CrossRef]
- Craeye, B.; Geirnaert, M.; Schutter, G.D. Super absorbing polymers as an internal curing agent for mitigation of early-age cracking of high-performance concrete bridge decks. Constr. Build. Mater. 2011, 25, 1–13. [Google Scholar] [CrossRef]
- Jensen, O.M.; Hansen, P.F. Water-entrained cement-based materials: I. Principles and theoretical background. Cem. Concr. Res. 2001, 31, 647–654. [Google Scholar] [CrossRef]
- Jensen, O.M.; Hansen, P.F. Water-entrained cement-based materials: II. Experimental observations. Cem. Concr. Res. 2002, 32, 973–978. [Google Scholar] [CrossRef]
- Shen, D.; Shi, H.; Tang, X.; Ji, Y.; Jiang, G. Effect of internal curing with super absorbent polymers on residual stress development and stress relaxation in restrained concrete ring specimens. Constr. Build. Mater. 2016, 120, 309–320. [Google Scholar] [CrossRef]
- Shen, D.J.; Wang, X.U.; Cheng, D.B.; Zhang, J.Y.; Jiang, G.Q. Effect of internal curing with super absorbent polymers on autogenous shrinkage of concrete at early age. Constr. Build. Mater. 2016, 106, 512–522. [Google Scholar] [CrossRef]
- Lee, H.X.D.; Wong, H.S.; Buenfeld, N.R. Self-sealing of cracks in concrete using superabsorbent polymers. Cem. Concr. Res. 2016, 79, 194–208. [Google Scholar] [CrossRef]
- Liu, J.M.; Ou, Z.W.; Mo, J.C.; Wang, Y.H.; Wu, H. The effect of SCMs and SAP on the autogenous shrinkage and hydration process of RPC. Constr. Build. Mater. 2017, 155, 239–249. [Google Scholar] [CrossRef]
- Shen, D.J.; Wang, M.L.; Chen, Y.; Wang, W.T.; Zhang, J.Y. Prediction of internal relative humidity in concrete modified with super absorbent polymers at early age. Constr. Build. Mater. 2017, 149, 543–552. [Google Scholar] [CrossRef]
- Shen, D.J.; Jiang, J.L.; Zhang, M.G.; Yao, P.P.; Jiang, G.Q. Tensile creep and cracking potential of high performance concrete internally cured with super absorbent polymers at early age. Constr. Build. Mater. 2018, 165, 451–461. [Google Scholar] [CrossRef]
- Riyazi, S.; Kevern, J.T.; Mulheron, M. Super absorbent polymers (SAPs) as physical air entrainment in cement mortars. Constr. Build. Mater. 2017, 147, 669–676. [Google Scholar] [CrossRef]
- Azarijafari, H.; Kazemian, A.; Rahimi, M.; Yahia, A. Effects of pre-soaked super absorbent polymers on fresh and hardened properties of self-consolidating lightweight concrete. Constr. Build. Mater. 2016, 113, 215–220. [Google Scholar] [CrossRef]
- ASTM C128-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- Schröfl, C.; Mechtcherine, V.; Gorges, M. Relation between the molecular structure and the efficiency of superabsorbent polymer (SAP) as concrete admixture to mitigate autogenous shrinkage. Cem. Concr. Res. 2012, 42, 865–873. [Google Scholar] [CrossRef]
- Schroefl, C.; Mechtcherine, V.; Vontobel, P.; Hovind, J.; Lehmann, E. Sorption kinetics of superabsorbent polymers (SAPs) in fresh Portland cement-based pastes visualized and quantified by neutron radiography and correlated to the progress of cement hydration. Cem. Concr. Res. 2015, 75, 1–13. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Secrieru, E.; Schröfl, C. Effect of superabsorbent polymers (SAPs) on rheological properties of fresh cement-based mortars—Development of yield stress and plastic viscosity over time. Cem. Concr. Res. 2015, 67, 52–65. [Google Scholar] [CrossRef]
- ASTM C1761/C1761M-15; Standard Specification for Lightweight Aggregate for Internal Curing of Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C230/C230M-14; Standard Specification for Flow Table for Use in Test of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C807-13; Standard Test Method for Time of Setting of Hydraulic Cement Mortar by Modified Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C109/C109M-13; Standard Test Method for Compressive Strength of Hydraulic Cement Mortar (Using 2-in. or [50-mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2013.
- Liu, J.; Shi, C.; Ma, X.; Khayat, K.H.; Zhang, J.; Wang, D. An overview on the effect of internal curing on shrinkage of high performance cement-based materials. Constr. Build. Mater. 2017, 146, 702–712. [Google Scholar] [CrossRef]
- Aghaee, K.; Sposito, R.; Thienel, K.C.; Khayat, K.H. Effect of additional water or superplasticizer on key characteristics of cement paste made with superabsorbent polymer and other shrinkage mitigating materials. Cem. Concr. Compos. 2023, 136, 104893. [Google Scholar] [CrossRef]
- Hasholt, M.T.; Jensen, O.M.; Kovler, K.; Zhutovsky, S. Can superabsorent polymers mitigate autogenous shrinkage of internally cured concrete without compromising the strength? Constr. Build. Mater. 2012, 31, 226–230. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Portland Cement Type I |
|---|---|
| SiO2 | 20.90 |
| Al2O3 | 4.80 |
| Fe2O3 | 3.40 |
| CaO | 65.40 |
| K2O | 0.45 |
| TiO2 | 0.26 |
| Others | 4.79 |
| Sample | Mix Proportion (kg/m3) | Type of SAP | Mixing Method | ||||
|---|---|---|---|---|---|---|---|
| Cement | Sand | Water | SAP | Internal Curing Water | |||
| W35 | 899 | 1052 | 315 | - | - | - | - |
| W35SD | 899 | 1052 | 315 | 0.9 | 96 | D | Dry |
| W35SW | 899 | 1052 | 315 | 0.9 | 96 | W | Wet |
| W35GSW | 899 | 1052 | 315 | 0.9 | 96 | GW | Wet |
| W46 | 899 | 1052 | 411 | - | - | - | - |
| Sample | Mix Proportion (kg/m3) | Type of SAP | Mixing Method | |||||
|---|---|---|---|---|---|---|---|---|
| Cement | Sand | Crushed Limestone | Water | SAP | Internal Curing Water | |||
| C35 | 899 | 473 | 574 | 315 | - | - | - | - |
| C35SD | 899 | 473 | 574 | 315 | 0.5 | 57 | D | Dry |
| C35SW | 899 | 473 | 574 | 315 | 0.5 | 57 | W | Wet |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arckarapunyathorn, W.; Markpiban, P.; Sahamitmongkol, R. Impact of Superabsorbent Polymer on Shrinkage and Compressive Strength of Mortar and Concrete. Sustainability 2024, 16, 2158. https://doi.org/10.3390/su16052158
Arckarapunyathorn W, Markpiban P, Sahamitmongkol R. Impact of Superabsorbent Polymer on Shrinkage and Compressive Strength of Mortar and Concrete. Sustainability. 2024; 16(5):2158. https://doi.org/10.3390/su16052158
Chicago/Turabian StyleArckarapunyathorn, Wissawin, Pochpagee Markpiban, and Raktipong Sahamitmongkol. 2024. "Impact of Superabsorbent Polymer on Shrinkage and Compressive Strength of Mortar and Concrete" Sustainability 16, no. 5: 2158. https://doi.org/10.3390/su16052158