1. Introduction
With the rapid development of the wind energy industry in China, the quantity of retired wind turbine blades (rWTBs) will reach 8112 tons by 2025, and after 2025, the total number will increase rapidly and is expected to reach 412,784 tons by 2028 and about 715,664 tons by 2029 [
1,
2,
3]. Since WTBs are mainly made of fiber-reinforced polymer (FRP) composites and most of their polymers are thermosetting materials [
4,
5,
6], their main characteristics are non-biodegradability, high-temperature resistance, corrosion resistance, etc. [
7,
8,
9]. Presently, simple treatment methods, such as stacking, landfill, and incineration, are still commonly adopted [
10,
11,
12], but it is hoped that they will be reused following the adoption of national policies on environmental protection and resource utilization [
13]. Therefore, it is of great urgency and importance to consider how to dispose of rWTBs.
In order to fully realize the resource recycling and reutilization of rWTBs, some companies and researchers at home and abroad have applied their recycled products to different fields [
14,
15,
16,
17]. For example, the National Energy Group used rWTBs to make public transportation platforms; a Danish company made rWTBs into bicycle sheds by designing, cutting, and other means; a Dutch company turned them into play pools; a Chinese company powdered the blades for 3D printing, and the additive manufacturing was used to make them into some structures with low strength requirements; and a researcher from a university in China also tried to powder the blades for wall panel manufacture. Although these recycling methods show obvious social value, they still exhibit low levels of consumption and low added value, and it is difficult to achieve large-scale value-added applications through their adoption. For this reason, it is urgent and necessary to find other high-quality ways to reuse rWTBs.
To achieve the high-value and high-consumption reuse of rWTBs, they are here considered as potential materials that may enhance the engineering performance of asphalt pavements and address the associated issues in terms of storage and the environment. In recent years, there have been almost no studies related to the recycling and reuse of rWTBs in asphalt pavements; however, considering its material characteristics are close to those of FRP composites, some relevant studies in this aspect can be referenced to aid understanding. For example, Lin et al. [
18] used GFRP as a filler to improve the engineering performance of an asphalt mixture and found that GFRP can improve the resistance of the asphalt mixture to rutting, fatigue, aging, peeling, etc., but is not amenable to low-temperature performance. Yang et al. [
19] also found that FRP, as an asphalt reinforcement material, can not only improve the high-temperature performance of asphalt mixtures, including creep stiffness, rutting resistance, and creep-recovery behavior but can also enhance moisture-induced damage resistance. These similar studies demonstrated that FRP, as a filling material, can feasibly be applied in asphalt pavements for the enhancement of their performance characteristics. Therefore, it is believed that rWTBs can potentially be reutilized as an asphalt modifier to improve the properties of pavements.
As it is well known in the field of asphalt studies, SBS is a widely used polymer modifier that can contribute to improving the high- and low-temperature properties of asphalt binders and mixtures, but it is very expensive. Considering this, previously published studies have already investigated whether there are other cheaper materials that can be collectively adopted to replace the incorporation of SBS with no performance compromise in terms of the modified mixtures [
20,
21]. rWTBs normally consist of glass fiber and epoxy resin, which have been proven effective in improving the overall properties of asphalt pavements and are also considered to have the potential to reduce the use of SBS in pavement applications [
22]. Therefore, the combined use of rWTBs and SBS may be necessary to advance the progress of high-quality asphalt pavements.
To achieve this goal, the current study innovatively proposes a new method for the value-added recycling of rWTBs into asphalt modifiers through mechanical crushing and grinding in association with further modification by silane and SBR. Further, this rWTB-based modifier will be examined both individually and in combined use with SBS to modify virgin asphalt in the preparation of modified asphalt binders and mixtures with different mixing proportions. The microscopic morphology and molecular structure of the modifiers will be analyzed, and the properties of the rWTB-modified mixtures will be checked through water immersion and freeze–thaw tests. Further, their engineering performances, especially moisture-induced damage resistance, will be evaluated after aging. Overall, value-added recycling of rWTB into modifiers can contribute to better serving more durable and cost-effective asphalt pavement.
2. Materials and Methods
2.1. Raw Materials
2.1.1. Virgin Bitumen
The asphalt binder used in this study was virgin bitumen (Pen. 70 grade), which was supplied from a local factory. The main physical properties were measured according to the results of standard tests, which are presented in
Table 1.
2.1.2. Recycled Wind Turbine Blades (rWTBs)
The rWTBs were the end-of-life composite materials from a wind farm in China, which were mainly composed of glass fiber and epoxy resin. The physical appearance of the rWTB is shown in
Figure 1. Prior to use, the blade was crushed into powder in different sizes; powder sized less than 0.3 mm was selected for preparing modifiers.
2.1.3. Silane Coupling Agent
The silane coupling agent was an analytically pure γ-aminopropyl triethoxysilane marked with KH550, with a molecular formula of C
9H
23NO
3Si and a structural formula of H
2NCH
2CH
2CH
2Si(OC
2H
5)
3. Its main physical properties are listed in
Table 2.
2.1.4. Styrene–Butadiene Rubber
Polymerized styrene–butadiene rubber (SBR) is composed of irregular copolymerized butadiene and styrene. Its physical and processing properties are close to those of natural rubber, and its wear, heat, aging, and water corrosion resistances are even better than those of natural rubber. In addition, with its high flexibility, SBR absorbs the oil in asphalt and develops into a mesh structure, which can effectively improve the high- and low-temperature stress dissipation capacities of asphalt. In this study, SBR was used to prepare an rWTB-based asphalt modifier with the physical characteristics provided in
Table 3.
2.1.5. SBS
In this study, SBS was used for the composite modification of asphalt bitumen with the prepared rWTB-based modifier. The used SBS had a linear structure and was purchased locally; its main controlled indicators are shown in
Table 4.
2.1.6. Sulfur
Sulfur was supplied from a local factory, with some of its main technical indices presented in
Table 5. In this study, sulfur was used in situ to enhance the elasticity of the SBR in the asphalt binder by premixing it into rWTB-based blends to prepare a high-performance modifier.
2.1.7. Aggregates
The natural aggregates and mineral fillers were limestone, which was used to prepare the asphalt mixtures in this study. The primary properties of the coarse and fine aggregates are shown in
Table 6.
2.2. Preparation of rWTB-Based Asphalt Modifiers
To optimally prepare rWTB-based asphalt modifiers, four different kinds of rWTB modifiers were designed and prepared using physical and chemical methods for performance comparisons in this study.
2.2.1. rWTB Modifier
The first asphalt modifier was prepared via a physical method of mechanical crushing and grinding processing. The detailed procedures were as follows: (1) The rWTB was mechanically crushed into flakes of approximately 5–13 mm using a crusher. (2) These crushed rWTB flakes were ground into powders using a grinder for at least 5 min. (3) The obtained powders were passed through a screen to obtain particles sized below 0.3 mm for use as the asphalt modifier. This modifier was labeled the rWTB modifier.
2.2.2. Si-rWTB Modifier
The second asphalt modifier was obtained via a silane surface treatment method as follows: (1) Anhydrous ethanol and deionized water were mixed in a 9:1 mass ratio to produce a mixed solvent. (2) KH550 was added to the mixed solvent in a mass ratio of KH550:ethanol = 1:9, and the mixes were slowly stirred with a glass rod to prepare the hydrolysate. (3) A certain amount of rWTB powder was added to the prepared hydrolysate, which was mechanically stirred for 30 min at 80 °C. (4) The blends were cured in an oven at 105 °C for 2 h; after grinding, the modified powders were used for bitumen modification. The powder was labeled Si-rWTB.
2.2.3. R-rWTB Modifier
The third asphalt modifier was prepared by directly mixing SBR with rWTB in a mechanical mixer. The preparation steps were as follows: (1) Certain amounts of rWTB and SBR, in a mass ratio of 1:0.3, were manually mixed. (2) The blends were added into a chamber for mechanical mixing at 60 °C for 5 min at a shearing speed of 50 rpm. (3) The mixes were then collected for crushing and grinding to obtain particles smaller than 0.3 mm after screening. These powders, labeled R-rWTB, were used for bitumen modification.
2.2.4. R-Si-rWTB Modifier
The fourth asphalt modifier was also prepared by mixing SBR with Si-rWTB in a mechanical mixer. This preparation process was similar to that introduced in
Section 2.2.3. The difference was that the base powder that was modified was the Si-rWTB prepared from the process in
Section 2.2.2. This modifier was labeled R-Si-rWTB.
2.3. Preparation of Different rWTB-Modified Asphalts
First, virgin bitumen was heated to 165 °C. Then, 5% rWTB, by weight of the virgin binder, was mixed with a molten binder and sheared at 165 °C for 30 min at a rate of 2000 rpm. Subsequently, the rWTB-modified asphalt binder was sheared with an increased rate of 4000 rpm and blended for a further 30 min. Their modified asphalt binders were rWTB, Si-rWTB, R-rWTB, and R-Si-rWTB.
2.4. Preparation of Different rWTB/SBS-Modified Asphalt
First, virgin bitumen was heated to 165 °C. Then, 5% SBS, 3.5% SBS + 1.5% rWTB, 1.5% SBS + 3.5% rWTB, and 5.0% rWTB, by weight of the virgin bitumen, were blended into the virgin bitumen and mixed at a rate of 500 rpm for 30 min. Subsequently, the blends were sheared at 170 °C for 40 min at a rate of 4000 rpm to prepare different rWTB/SBS-modified asphalt binders.
2.5. Preparation of rWTB/SBS-Composite-Modified Asphalt Mixtures before and after Aging
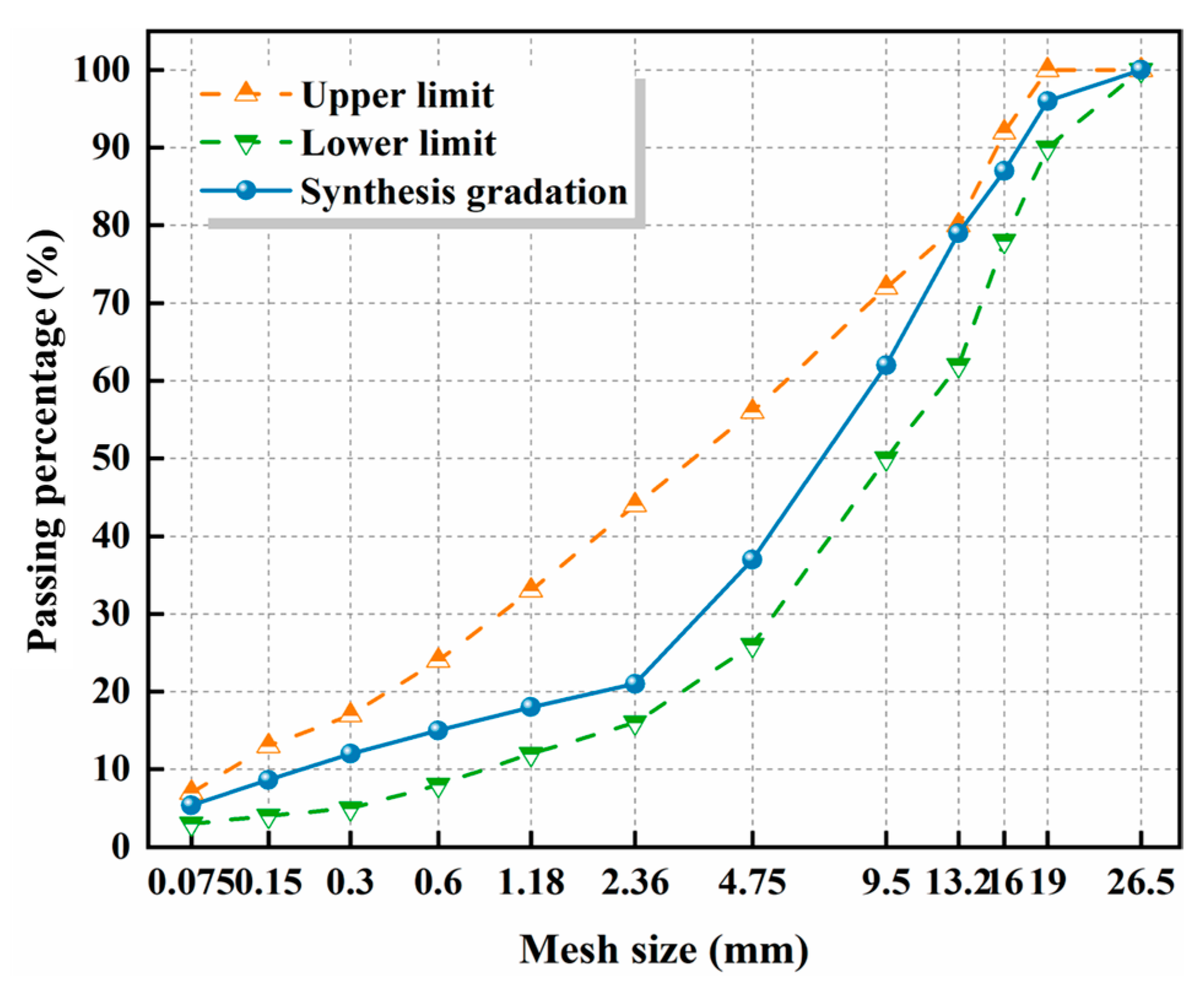
For most highway construction in China, AC-20-type aggregate gradation (
Figure 2) is widely used in the paving of the middle layer. According to the Marshall mix design, the optimal asphalt content (OAC) was determined to be 4.3% through standardized tests. Following this, different rWTB/SBS-composite-modified asphalt mixtures were prepared at 170 °C with a mixing duration of 100 s.
After the modified asphalt mixtures were obtained, short- and long-term aging processes were conducted. For short-term aging, the mixtures were placed in an oven at 135 °C for 4 h under forced ventilation. For long-term aging, the mixtures were first molded into specimens after short-term aging and then were cooled at room temperature for more than 16 h. Once demolded, they were placed in an 85 °C oven for 5 days under forced ventilation.
2.6. Test Methods
2.6.1. Scanning Electron Microscopy (SEM)
To understand the differences in the microstructures of the rWTB, Si-rWTB, and R-Si-rWTB modifiers, SEM images were captured after the treatments. The following steps were conducted: (a) The samples were sprayed with gold at a high vacuum pressure. (b) The samples were placed and fixed into a test chamber. (c) Images were captured at 500× and 5k× under different sets of test parameters. From the microstructural results, the changes in the surface of rWTB particles were observed to verify whether silane could organically modify the rWTB surface and whether the rubber could be better coated onto the Si-rWTB surface.
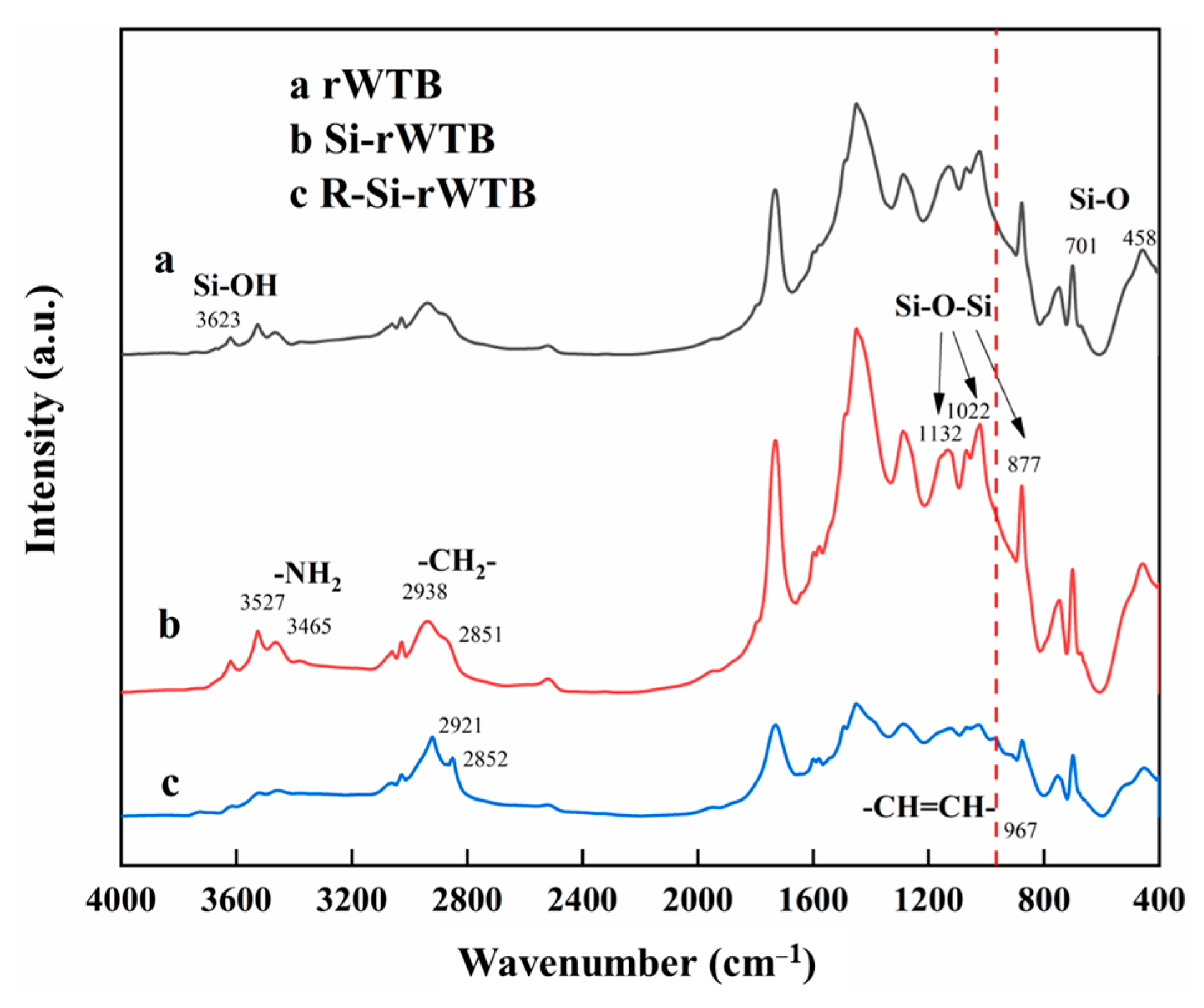
2.6.2. Fourier Transform Infrared Spectroscopy (FTIR)
We employed a Nicolet 6700 FTIR spectrometer to verify the changes in the molecular structure of the prepared modifiers, including whether the silane was grafted onto the rWTB surface and whether the SBR coating was removed from the Si-rWTB surface via mechanical processing. Prior to the test, small modifier particles were mixed with ground KBr powders to prepare sheet specimens after pressing. During the test, the sheet specimen was placed to the sample position in the spectrometer chamber and then tested under the following the conditions: resolution of 4 cm−1, wavenumber range of 4000–400 cm−1, and scanning time of 16.
2.6.3. Immersed Marshall Test
The immersed Marshall test was used in this study to evaluate the effect of the different rWTB modifiers on the moisture-induced damage resistance of the asphalt mixture. Except for the unaged mixtures, the aged mixtures were tested to indicate if the aging negatively impacted the moisture-induced damage of the modified asphalt mixtures. In accordance with JTG E20-2011 [
23], the unaged and aged Marshall specimens were immersed in a 60 °C water bath for 30 min and 48 h, and then the residual Marshall stability values were collected after loading at 50 mm/min. The calculation formula is presented in Equation (1):
where
MSr is the residual Marshall stability after immersion, %;
MSa is the Marshall load after immersion at 60 °C for 48 h, kN; and
MSb is the Marshall load after immersion at 60 °C for 30 min, kN.
2.6.4. Freeze–Thaw Splitting Test
Similar to the immersed Marshall test, the freeze-–thaw splitting test was adopted in this study to comparatively evaluate the moisture-induced damage of the asphalt mixtures with the incorporation of rWTB modifiers before and after aging. In accordance with JTG E20-2011, the Marshall samples were prepared by compacting each side 50 times, and then approximately 10 mL of water was added to each sample in plastic bags that were closed. Before the test, these samples were preconditioned in a refrigerator at −18 °C for 16 h and then placed in a water bath at 60 °C for 24 h. After this, the samples were tested at a loading rate of 50 mm/min to record the maximum load for the calculation of the splitting strength. On this basis, the freeze–thaw splitting strength ratio (TSR) was calculated to characterize the residual resistance of the samples to moisture-induced damage following Equation (2):
where TSR (%) is the freeze–thaw splitting strength ratio of the asphalt mixture;
ITS0 is the splitting strength of the asphalt mixture without undergoing freeze–thaw; and
ITS1 is the splitting tensile strength of the asphalt mixture after one freeze–thaw cycle.
2.6.5. Wheel Tracking Test (WTT)
The WTT is used to examine the resistance of asphalt mixtures to high-temperature deformation. According to JTG E20-2011, 300 mm × 300 mm × 50 mm rut specimens were prepared through a mechanical rolling method, placed into the test chamber of the rut device, and kept at 5 h at 60 °C. During the test, the specimen was rolled back and forth at a speed of 42 passes/min under a wheel load of 0.7 MPa for 60 min. After completion, the rut depth data were collected to calculate the dynamic stability (DS) as per Equation (3). With an increase in DS, the resistance of the asphalt mixtures to the high-temperature deformation was enhanced.
where DS is the dynamic stability of the asphalt mixture, pass/mm; d
1 and
d2 are the rut depths of the asphalt mixture at 45 and 60 min, respectively, mm; and
N is the back-and-forth rolling speed of the test wheel, usually 42 passes/min.
4. Conclusions
This paper proposed a new method for converting rWTB to a high-value asphalt modifier through mechanical crushing and grinding, in association with further modifications with silane and SBR. In addition to the sole use of this rWTB-based modifier, it was considered in combination with SBS to jointly modify virgin binder for the preparation of composite modified asphalt binders and mixtures in different mixing proportions. With aging, the engineering performance—especially moisture-induced damage resistance—of the resulting asphalt mixtures was evaluated. Our main conclusions are as follows:
The SEM and FTIR results indicated that, after silane and rubber treatments, the silane was successfully grafted onto the rWTB surface to increase compatibility with organic substances; additionally, the microstructure in the presence of rWTB was tougher, and almost all fibers were inside the rubber with no interfaces.
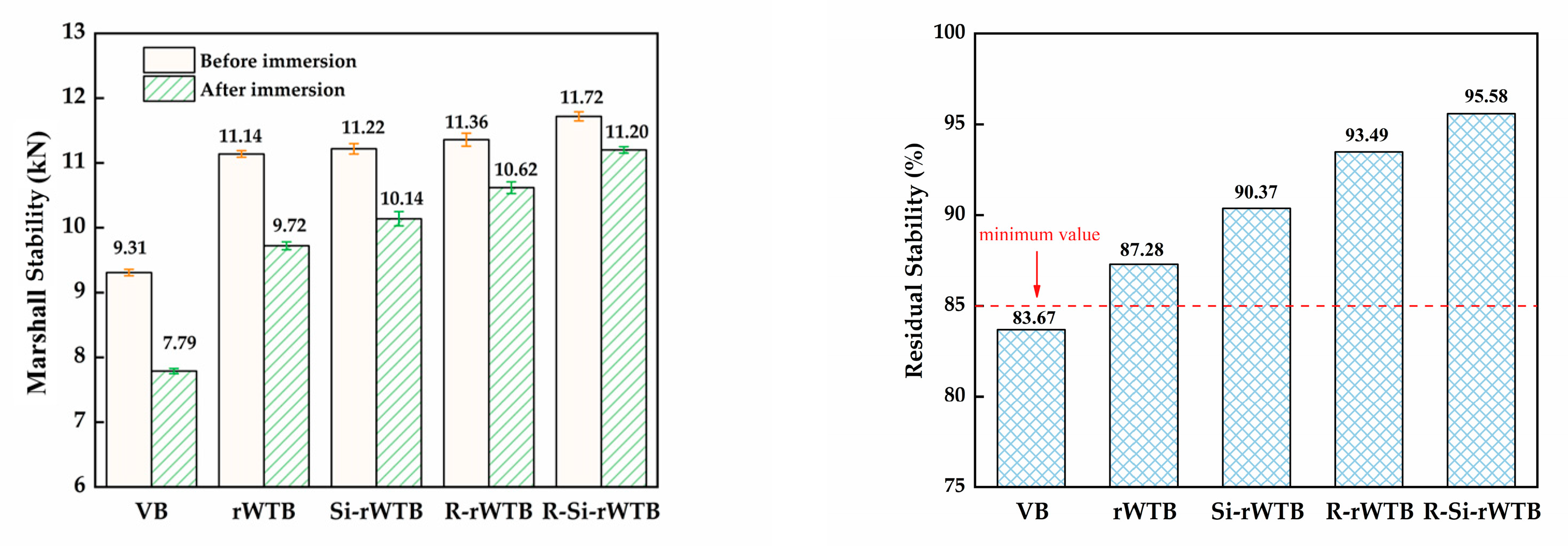
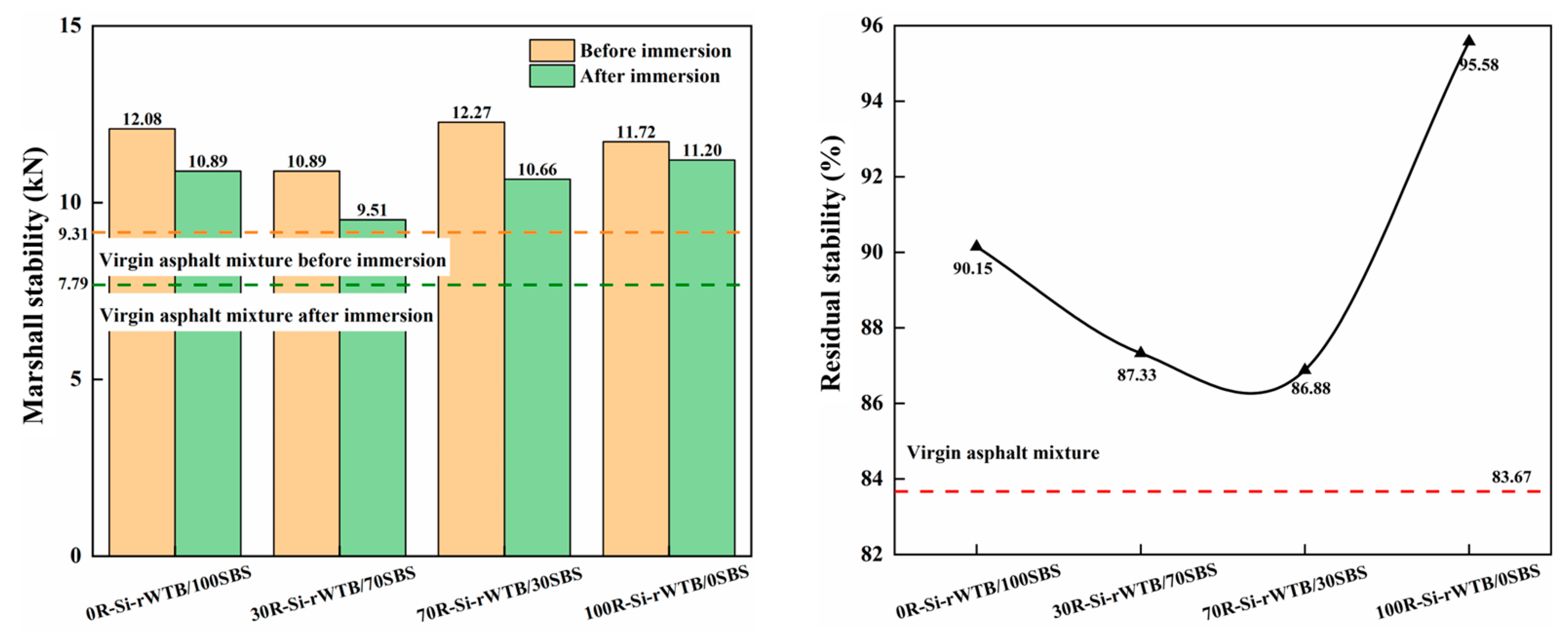
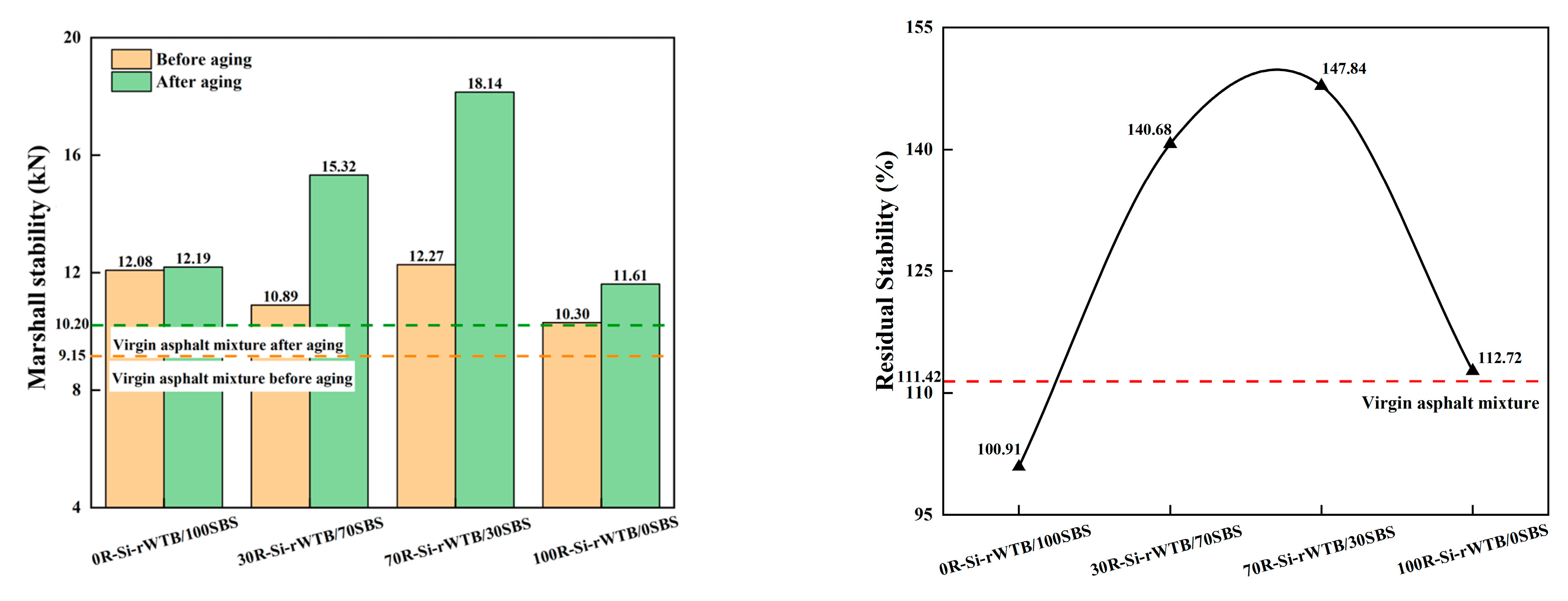
The moisture stability results demonstrated that the R-Si-rWTB modifier contributed to substantially increasing the resistance of the asphalt mixture to moisture-induced damage, increasing the residual Marshall stability from 83.67% to 95.6% after water immersion. When mixed with 70% SBS, the residual Marshall stability remained at 87.33%.
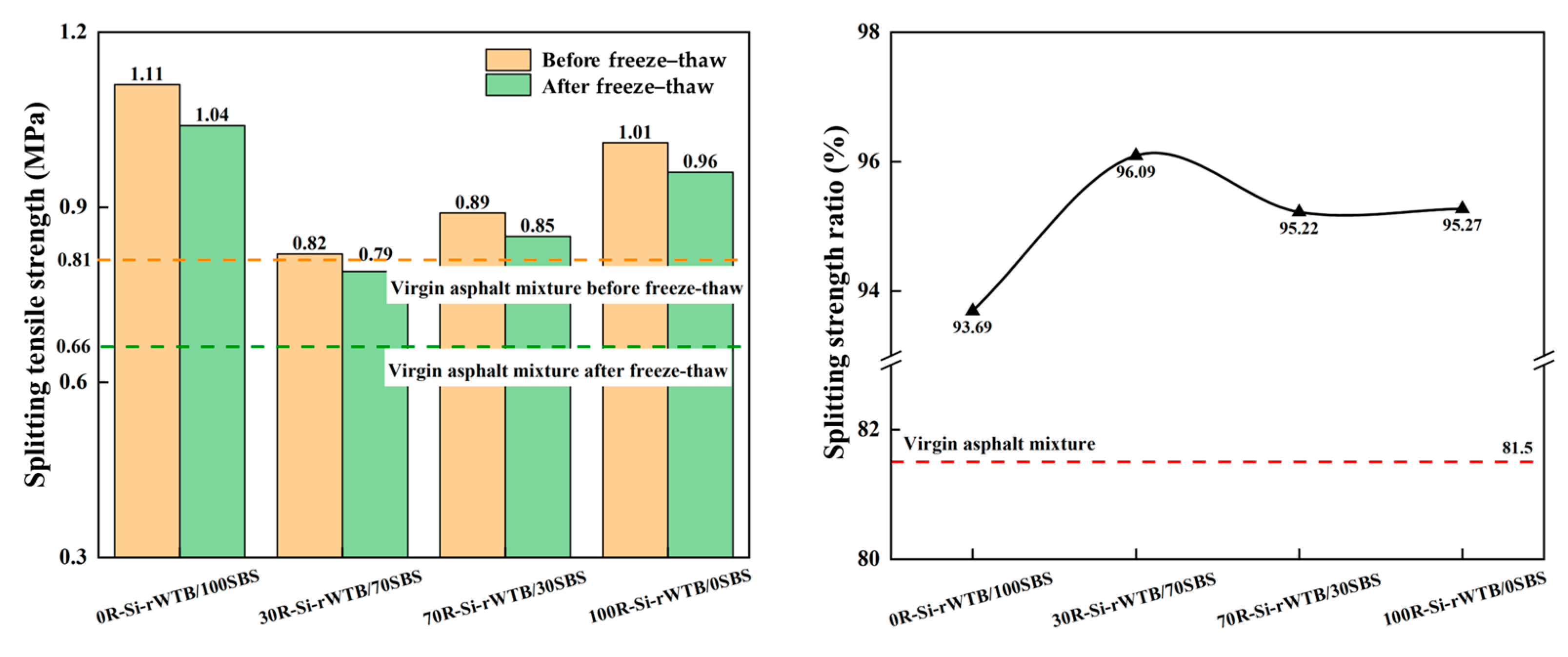
The freeze–thaw test results showed that the splitting strength of the virgin asphalt mixture was higher both before and after freeze–thaw treatment when R-Si-rWTB was added; furthermore, the freeze–thaw splitting strength ratio of the modified asphalt mixtures remained higher, roughly between 93% and 96%, in comparison with that (81.5%) of the virgin mixture, showing that the R-Si-rWTB modifier effectively increased the resistance of the asphalt mixtures to freeze–thaw damage.
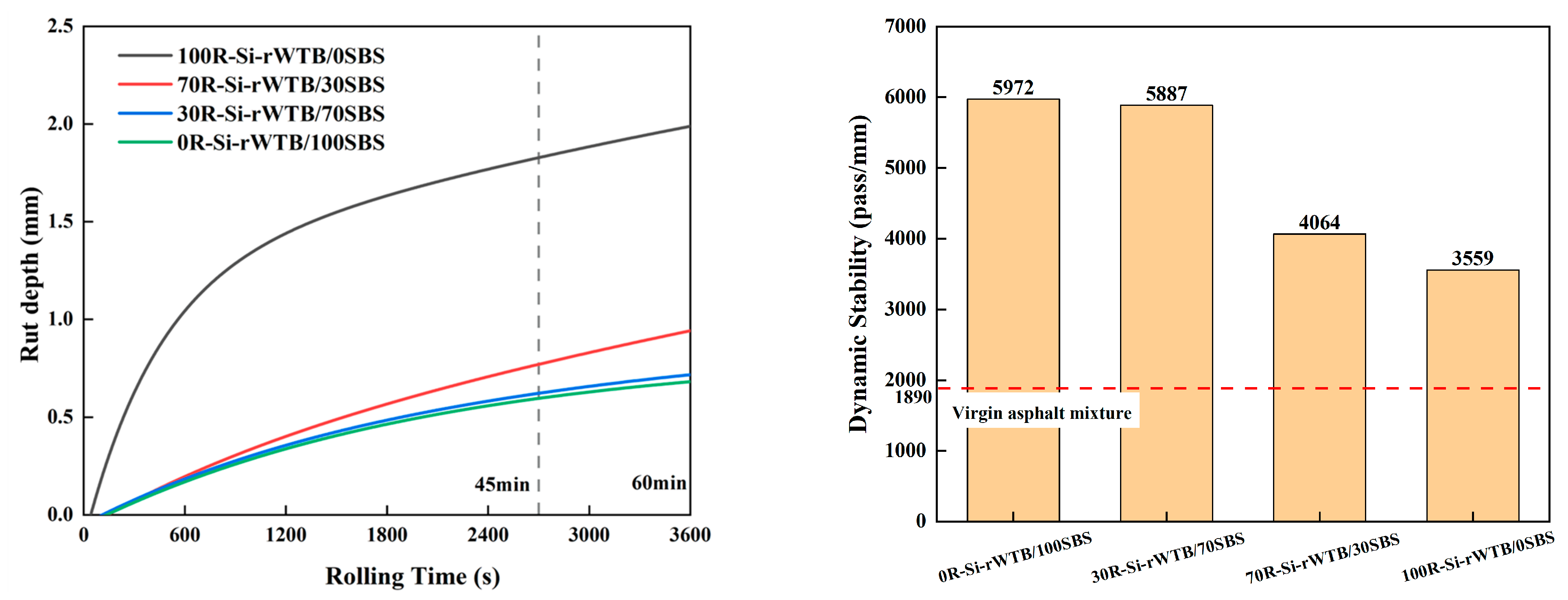
The rut test results showed that the rut depth development of the 30R-Si-rWTB/70SBS asphalt mixture was close to that of the 0R-Si-rWTB/100SBS asphalt mixture, and their dynamic stabilities were also close to each other (5887 and 5972 passes/mm, respectively), indicating that 30% R-Si-rWTB did not notably affect the resistance of the asphalt mixture to high-temperature deformation.
The moisture and freeze–thaw test results suggested that the resistances of the 30R-Si-rWTB/70SBS asphalt mixture to moisture and freeze–thaw treatment increased after a short aging duration.
Overall, this study provides a novel recycling and reuse method to convert rWTB into a value-added modifier that enhances the overall engineering performance of asphalt pavement. The developed modifier effectively replaced some of the SBS in the asphalt binder by increasing the durability of the mixtures to moisture-induced and aging damage while reducing cost savings and protecting the environment. The results indicated that the prepared modifier increased the resistance of asphalt pavement to moisture and freeze–thaw environments, demonstrating its suitability for different applications.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}