
Toward Cleaner Production by Evaluating Opportunities of Saving Energy in a Short-Cycle Time Flowshop

Abstract
:1. Introduction
2. Literature Review
3. Materials and Methods
3.1. Problem Formulation
3.2. Proposed Solution
3.2.1. Scenario A
3.2.2. Scenario B
3.2.3. Scenario C
3.2.4. Scenario D
4. Results
5. Discussion
5.1. Productivity
5.2. Energy Consumption
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chang, Q.; Xiao, G.; Biller, S.; Li, L. Energy Saving Opportunity Analysis of Automotive Serial Production Systems (March 2012). IEEE Trans. Autom. Sci. Eng. 2013, 10, 334–342. [Google Scholar] [CrossRef]
- Li, X.; Lan, Y.; Jiang, P.; Cao, H.; Zhou, J. An Efficient Computation for Energy Optimization of Robot Trajectory. IEEE Trans. Ind. Electron. 2022, 69, 11436–11446. [Google Scholar] [CrossRef]
- Jiang, P.; Wang, Z.; Li, X.; Wang, X.V.; Yang, B.; Zheng, J. Energy consumption prediction and optimization of industrial robots based on LSTM. J. Manuf. Syst. 2023, 70, 137–148. [Google Scholar] [CrossRef]
- ISO 50001:2018; Energy Management Systems. International Organization for Standardization: Geneva, Switzerland, 2018; ISBN 978-92-67-10828-5.
- Diaz, N.; Redelsheimer, E.; Dornfeld, D. Energy Consumption Characterization and Reduction Strategies for Milling Machine Tool Use. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 263–267. [Google Scholar]
- Mouzon, G.; Yildirim, M.B. A framework to minimise total energy consumption and total tardiness on a single machine. Int. J. Sustain. Eng. 2008, 1, 105–116. [Google Scholar] [CrossRef]
- Johansson, B.; Stahre, J.; Berlin, J.; Östergren, K.; Sundström, B.; Tillman, A.M. Discrete Event Simulation with Lifecycle Assessment Data at a Juice Manufacturing System. 2008. Available online: https://www.researchgate.net/profile/Bjoern-Johansson-9/publication/235719537_Discrete_Event_Simulation_with_Lifecycle_Assessment_Data_at_a_Juice_Manufacturing_System/links/5699391f08aeeea985946480/Discrete-Event-Simulation-with-Lifecycle-Assessment-Data-at-a-Juice-Manufacturing-System.pdf (accessed on 10 March 2024).
- Rolle, R.P.; Martucci, V.; Godoy, E.P. Architecture for Digital Twin implementation focusing on Industry 4.0. IEEE Lat. Am. Trans. 2020, 18, 889–898. [Google Scholar] [CrossRef]
- Choi, H.; Yeom, K. Study on an Energy-IoT Service Platform for Energy Saving in Legacy Manufacturing Site. In Proceedings of the Tenth International Conference on Ubiquitous and Future Networks (ICUFN), Prague, Czech Republic, 3–6 July 2018; pp. 811–813. [Google Scholar] [CrossRef]
- Lima, F.; Massote, A.A.; Maia, R.F. IoT Energy Retrofit and the Connection of Legacy Machines Inside the Industry 4.0 Concept. In Proceedings of the IECON 2019-45th Annual Conference of the IEEE Industrial Electronics Society, Lisbon, Portugal, 14–17 October 2019; Volume 1, pp. 5499–5504. [Google Scholar]
- Matt, D.T.; Rauch, E. Biological Transformation in Manufacturing: Overview and Fields of Application. IEEE Eng. Manag. Rev. 2021, 49, 115–122. [Google Scholar] [CrossRef]
- Vo, B.; Kongar, E.; Suárez-Barraza, M.F. Root-Cause Problem Solving in an Industry 4.0 Context. IEEE Eng. Manag. Rev. 2020, 48, 48–56. [Google Scholar] [CrossRef]
- Köberlein, J.; Bank, L.; Roth, S.; Köse, E.; Kuhlmann, T.; Prell, B.; Stange, M.; Münnich, M.; Flum, D.; Moog, D.; et al. Simulation Modeling for Energy-Flexible Manufacturing: Pitfalls and How to Avoid Them. Energies 2022, 15, 3593. [Google Scholar] [CrossRef]
- Smagowicz, J.; Szwed, C.; Dąbal, D.; Scholz, P. A Simulation Model of Power Demand Management by Manufacturing Enterprises under the Conditions of Energy Sector Transformation. Energies 2022, 15, 3013. [Google Scholar] [CrossRef]
- Vyas, V.; Jeon, H.w.; Wang, C. An Integrated Energy Simulation Model of a Compressed Air System for Sustainable Manufacturing: A Time-Discretized Approach. Sustainability 2021, 13, 10340. [Google Scholar] [CrossRef]
- Duflou, J.R.; Kellens, K.; Renaldi; Guo, Y.; Dewulf, W. Critical comparison of methods to determine the energy input for discrete manufacturing processes. CIRP Ann. 2012, 61, 63–66. [Google Scholar] [CrossRef]
- Salonitis, K.; Ball, P. Energy Efficient Manufacturing from Machine Tools to Manufacturing Systems. Procedia CIRP 2013, 7, 634–639. [Google Scholar] [CrossRef]
- Seow, Y.; Rahimifard, S. A framework for modelling energy consumption within manufacturing systems. CIRP J. Manuf. Sci. Technol. 2011, 4, 258–264. [Google Scholar] [CrossRef]
- Abele, E.; Panten, N.; Menz, B. Data Collection for Energy Monitoring Purposes and Energy Control of Production Machines. Procedia CIRP 2015, 29, 299–304. [Google Scholar] [CrossRef]
- May, G.; Stahl, B.; Taisch, M.; Kiritsis, D. Energy management in manufacturing: From literature review to a conceptual framework. J. Clean. Prod. 2017, 167, 1464–1489. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. A literature review of energy efficiency and sustainability in manufacturing systems. Appl. Sci. 2021, 11, 7366. [Google Scholar] [CrossRef]
- Uddin, K.M.K.; Rahman, M.M.; Saha, S. The impact of green tax and energy efficiency on sustainability: Evidence from Bangladesh. Energy Rep. 2023, 10, 2306–2318. [Google Scholar] [CrossRef]
- Mahmood, N.S.; Ajmi, A.A.; Sarip, S.B.; Kaidi, H.M.; Jamaludin, K.R.; Talib, H.H.A. Modeling the Sustainable Integration of Quality and Energy Management in Power Plants. Sustainability 2022, 14, 2460. [Google Scholar] [CrossRef]
- Rampasso, I.S.; Melo Filho, G.P.; Anholon, R.; de Araujo, R.A.; Alves Lima, G.B.; Perez Zotes, L.; Leal Filho, W. Challenges Presented in the Implementation of Sustainable Energy Management via ISO 50001:2011. Sustainability 2019, 11, 6321. [Google Scholar] [CrossRef]
- Cheng, M.; Shao, Z.; Yang, C.; Tang, X. Analysis of Coordinated Development of Energy and Environment in China’s Manufacturing Industry under Environmental Regulation: A Comparative Study of Sub-Industries. Sustainability 2019, 11, 6510. [Google Scholar] [CrossRef]
- Cioca, L.I.; Ivascu, L.; Turi, A.; Artene, A.; Găman, G.A. Sustainable Development Model for the Automotive Industry. Sustainability 2019, 11, 6447. [Google Scholar] [CrossRef]
- Benedetti, M.; Cesarotti, V.; Introna, V.; Serranti, J. Energy consumption control automation using Artificial Neural Networks and adaptive algorithms: Proposal of a new methodology and case study. Appl. Energy 2016, 165, 60–71. [Google Scholar] [CrossRef]
- Bunse, K.; Vodicka, M.; Schönsleben, P.; Brülhart, M.; Ernst, F.O. Integrating energy efficiency performance in production management-gap analysis between industrial needs and scientific literature. J. Clean. Prod. 2010, 19, 667–679. [Google Scholar] [CrossRef]
- May, G.; Stahl, B.; Taisch, M.; Prabhu, V. Multi-objective genetic algorithm for energy-efficient job shop scheduling. Int. J. Prod. Res. 2015, 53, 7071–7089. [Google Scholar] [CrossRef]
- Cataldo, A.; Scattolini, R.; Tolio, T. An energy consumption evaluation methodology for a manufacturing plant. CIRP J. Manuf. Sci. Technol. 2015, 11, 53–61. [Google Scholar] [CrossRef]
- Jahangirian, M.; Eldabi, T.; Naseer, A.; Stergioulas, L.K.; Young, T. Simulation in manufacturing and business: A review. Eur. J. Oper. Res. 2010, 203, 1–13. [Google Scholar] [CrossRef]
- Wang, J.; Wang, L.; Wu, C.; Shen, J. A Cooperative Algorithm for Energy-efficient Scheduling of Distributed No-wait Flowshop. In Proceedings of the 2017 IEEE Symposium Series on Computational Intelligence (SSCI), Honolulu, HI, USA, 27 November–1 December 2017; pp. 1–8. [Google Scholar] [CrossRef]
- Rashid, M.F.F.; Hadi Osman, M.A. Optimisation of Energy Efficient Hybrid Flowshop Scheduling Problem using Firefly Algorithm. In Proceedings of the IEEE 10th Symposium on Computer Applications & Industrial Electronics (ISCAIE), Malaysia, 18–19 April 2020; pp. 36–41. [Google Scholar]
- Zhang, B.; Pan, Q.; Gao, L.; Meng, L.; Li, X.; Peng, K. A Three-Stage Multiobjective Approach Based on Decomposition for an Energy-Efficient Hybrid Flow Shop Scheduling Problem. In IEEE Transactions on Systems, Man, and Cybernetics: Systems; IEEE: Piscataway, NJ, USA, 2020; pp. 1–16. [Google Scholar] [CrossRef]
- Singh, A.; Philip, D.; Ramkumar, J.; Das, M. A simulation based approach to realize green factory from unit green manufacturing processes. J. Clean. Prod. 2018, 182, 67–81. [Google Scholar] [CrossRef]
- Herrmann, C.; Thiede, S.; Kara, S.; Hesselbach, J. Energy oriented simulation of manufacturing systems—Concept and application. CIRP Ann. 2011, 60, 45–48. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L. Opportunity Estimation for Real-Time Energy Control of Sustainable Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2013, 10, 38–44. [Google Scholar] [CrossRef]
- Fernandez, M.; Li, L.; Sun, Z. “Just-for-Peak” buffer inventory for peak electricity demand reduction of manufacturing systems. Int. J. Prod. Econ. 2013, 146, 178–184. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L.; Fernandez, M.; Wang, J. Inventory control for peak electricity demand reduction of manufacturing systems considering the tradeoff between production loss and energy savings. J. Clean. Prod. 2014, 82, 84–93. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, L. Simulation Analysis of Dynamic Feedback Correlation Between Advanced Manufacturing Technology (AMT) and Product Innovation Performance. IEEE Eng. Manag. Rev. 2022, 50, 113–131. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Existing Research |
|---|---|
| Energy in Manufacturing | May et al. [20] presented frameworks for electrical energy use in manufacturing systems. |
| Ref. [18] emphasized the need to evaluate energy consumption efficiency and productivity, as well as advocated for new methodologies. | |
| Ref. [30] highlighted the importance of computational tools to predict the energy consumption for designing and managing energy-efficient factories. | |
| Holistic Perspective and Individual Machine Analysis | Refs. [29,36] stressed the necessity of analyzing individual machines and equipment for improved energy efficiency. |
| Categorization of Machine Energy Consumption/Energy Consumption Reduction through Process Improvements | Refs. [17,19] emphasized the need for new approaches to implement energy efficiency solutions in dynamic manufacturing systems. |
| Real-time Electricity Control Methods | Ref. [37] proposed a real-time electricity control method for multi-machine manufacturing systems. |
| Ref. [35] utilized a bee-colony-based algorithm to minimize energy consumption in a flowshop system, thereby enhancing sustainability. | |
| Importance of Understanding Energy Behavior/Peak Electricity Demand | Ref. [37] proposed a real-time electricity control method for multi-machine manufacturing systems. |
| Ref. [35] utilized a bee-colony-based algorithm to minimize energy consumption in a flowshop system, thereby enhancing sustainability. | |
| Refs. [38,39] aimed to analyze and reduce electricity demand during peak consumption periods in multi-machine systems. | |
| Key Performance Indicators (KPIs) for Energy Efficiency | Ref. [28] emphasized the need for exclusive key performance indicators (KPIs) that are focused on energy efficiency. |
| Station | Resources | Cycle Time (s) | Availability (%) | MTTR (min.) | Buffer Capacity |
|---|---|---|---|---|---|
| M1 | 1 | 0.286 | 52.98 | - | |
| M2 | 2 | 0.500 | 36.45 | 60,000 | |
| M3 | 1 | 0.278 | 42.57 | - | |
| M4 | 1 | 0.231 | 26.94 | - | |
| M5 | 2 | 0.500 | 39.65 | 60,000 | |
| M6 | 1 | 0.200 | 62.07 | - | |
| M7 | 1 | 0.250 | 56.21 | 60,000 | |
| M8 | 2 | 0.500 | 43.52 | 60,000 | |
| M9 | 2 | 0.500 | 51.85 | - | |
| M10 | 2 | 0.500 | 29.71 | - | |
| M11 | 2 | 0.500 | 46.37 | - |
| Station | Energy Consumption (kWh) | |||
|---|---|---|---|---|
| Processing | Operational | Failure | Standby | |
| M1 | 21.53 | 8.61 | 8.61 | 2.15 |
| M2 | 46.57 | 18.63 | 18.63 | 4.66 |
| M3 | 16.00 | 6.40 | 6.40 | 1.60 |
| M4 | 8.55 | 3.42 | 3.42 | 0.86 |
| M5 | 5.98 | 2.39 | 2.39 | 0.60 |
| M6 | 3.33 | 3.33 | 1.33 | 0.33 |
| M7 | 18.21 | 7.29 | 7.29 | 1.82 |
| M8 | 4.42 | 1.77 | 1.77 | 0.44 |
| M9 | 3.73 | 1.49 | 1.49 | 0.37 |
| M10 | 2.10 | 0.84 | 0.84 | 0.21 |
| M11 | 1.83 | 0.73 | 0.73 | 0.18 |
| Scenario | A | B | C | D |
|---|---|---|---|---|
| No random unplanned stops occurring. | Random unplanned stops occurring. | Random unplanned stops and management of the machine state as a function of the number of parts in the buffers and in the feeding system of each workstation. | Machine state management based on the number of parts in the buffers and feeding system of each workstation and daily planned maintenance shutdowns. | |
| Goal | Identify the maximum system productivity under ideal conditions. | Analyze the system and identify current energy consumption and productivity. | Analyze the impact on energy consumption through machine state control by the level of intermediate buffers and feeding systems for manufacturing systems with short- cycle time processes. | Analyze the impact on energy consumption through machine state control by the level of intermediate buffers, feeding systems, and the planning of daily maintenance shutdowns for manufacturing systems with short-cycle time processes. |
| Machine states | Processing, Operational | Processing, Operational, and Failed | Processing, Operational, Failed, and Off | Processing, Operational, Failed, and Off |
| Programming rules | None | None | Machine state control depending on the number of parts in the feeding system and buffers. | Machine state control depending on the number of parts in the feeding system and buffers. Planning of maintenance shutdowns. |
| KPI | Production Volume and Energy Efficiency (Lean Energy Indicator and Energy consumed per piece) | |||
| Scenarios | |||
|---|---|---|---|
| Scenario A | Scenario B | Scenario C | Scenario D |
| Parameters: Cycle time and consumption of electricity. Parts distribution: Random for the forward available station. Machine States: Processing (Working), Operational (Operational). Programming Rules (Energy consumption): There are no rules for programming, the evolution of the system is simply measured through the unbalance of cycle times between workstations. | Parameters: Cycle time, random stops (Availability, MTTR, and normal statistics distribution), and consumption of electricity. Parts distribution: Random for the forward available station. Machine States: Processing (Working), Operational (Operational), and Maintenance (Failed). Programming Rules (Energy consumption): There are no rules for programming, the evolution of the system is simply measured through the unbalance of the cycle times between workstations and unplanned stops. | Parameters: Cycle time
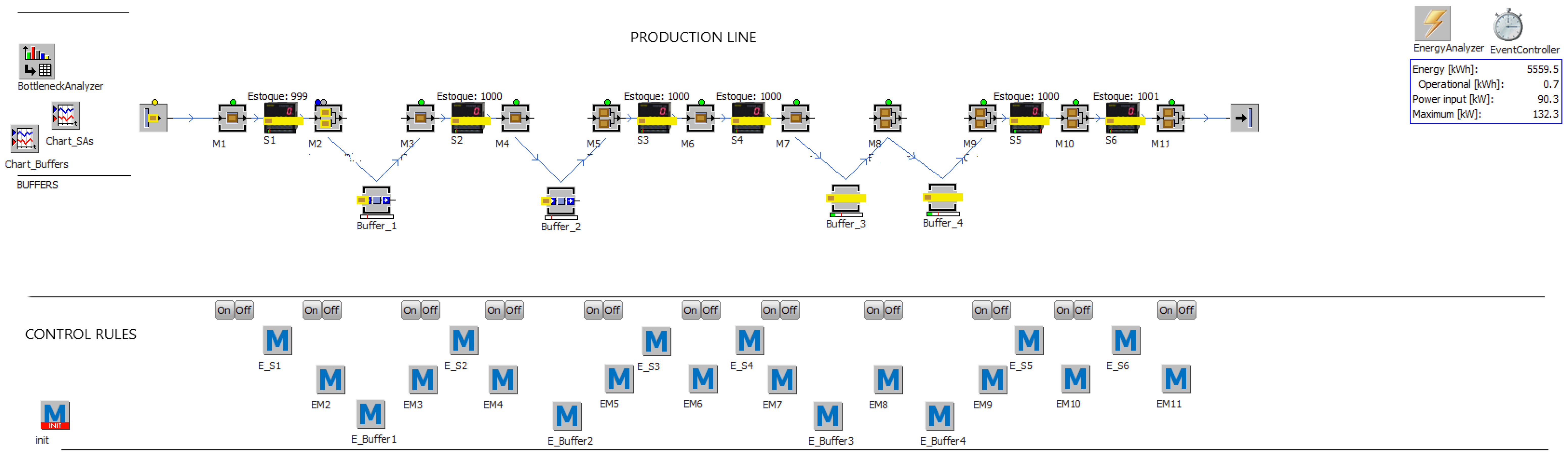
, random stops (Availability, MTTR, and normal statistics distribution), and consumption of electricity. Parts distribution: Random for the forward available station and according to the programming rules. Machine States: Processing (Working), Operational (Operational), Maintenance (Failed), Standby, and Off. Programming Rules (Energy Consumption): Rule 1: When the quantity of pieces of Buffer1 is equal to zero, Station M3 must enter Standby mode; Rule 2: When the quantity of pieces of Buffer2 is equal to zero, Station M5 must enter Standby mode; Rule 3: When the quantity of pieces of Buffer3 is less than 10,000 units, Station M8 must enter Standby mode; Rule 4: When the quantity of pieces of Buffer4 is less than 10,000 units, Station M9 must enter Standby mode; Rule 5: When the quantity of pieces in the M2 feeding system is smaller than 1000 units, Station M2 must enter Standby mode or, when the number of parts in the M2 feeding system is equal to 10,000 units, Station M1 must go into Standby mode; Rule 6: When the quantity of pieces in the M4 feeding system is smaller than 1000 units, Station M4 must enter Standby mode or, when the number of parts in the M4 feeding system equals 10,000 units, Station M3 must enter Standby mode; Rule 7: When the quantity of pieces in the M6 feeding system is smaller than 1000 units, Station M6 must enter Standby mode or, when the number of parts in the M6 feeding system equals 10,000 units, Station M5 must go into Standby mode; Rule 8: When the quantity of pieces in the M7 feeding system is smaller than 1000 units, Station M7 must enter Standby mode or, when the number of parts in the M7 feeding system is equal to 10,000 units, Station M6 must go into Standby mode; Rule 9: When the quantity of pieces in the M10 feeding system is smaller than 1000 units, Station M10 must enter Standby mode or, when the number of parts in the M10 feeding system equals 10,000 units, Station M9 must go into Standby mode; Rule 10: When the quantity of pieces in the M11 feeding system is smaller than 1000 units, Station M11 must enter Standby mode or, when the number of parts in the M11 feeding system is equal to 10,000 units, Station M10 must go into Standby mode; | Parameters: Cycle time, planned stops (time of stop, period, and frequency), and consumption of electricity. Parts distribution: Random for the forward available station and according to the programming rules. Machine States: Processing (Working), Operational (Operational), Maintenance (Failed), Standby, and Off. Programming Rules (Energy Consumption): Rule 1: When the quantity of pieces of Buffer1 is equal to zero, Station M3 must enter Standby mode; Rule 2: When the quantity of pieces of Buffer2 is equal to zero, Station M5 must enter Standby mode; Rule 3: When the quantity of pieces of Buffer3 is less than 10,000 units, Station M8 must enter Standby mode; Rule 4: When the quantity of pieces of Buffer4 is less than 10,000 units, Station M9 must enter Standby mode; Rule 5: When the quantity of pieces in the M2 feeding system is smaller than 1000 units, Station M2 station must enter Standby mode or, when the number of parts in the M2 feeding system equals 10,000 units, Station M1 must go into Standby mode. Rule 6: When the quantity of pieces in the M4 feeding system is smaller than 1000 units, Station M4 must enter Standby mode or, when the number of parts in the M4 feeding system equals 10,000 units, Station M3 must enter Standby mode; Rule 7: When the quantity of pieces in the M6 feeding system is smaller than 1000 units, Station M6 must enter Standby mode or, when the number of parts in the M6 feeding system equals 10,000 units, Station M5 must go into Standby mode; Rule 8: When the quantity of pieces in the M7 feeding system is smaller than 1000 units, Station M7 must enter Standby mode or, when the number of parts in the M7 feeding system is equal to 10,000 units, Station M6 must go into Standby mode; Rule 9: When the quantity of pieces in the M10 feeding system is smaller than 1000 units, Station M10 must enter Standby mode or, when the number of parts in the M10 feeding system equals 10,000 units, Station M9 must go into Standby mode. Rule 10: When the quantity of pieces in the M11 feeding system is smaller than 1000 units, Station M11 must enter Standby mode or, when the number of parts in the M11 feeding system is equal to 10,000 units, Station M10 must go into Standby mode. |
| Station | Resources | Cycle Time (s) | Availability (%) | MTTR (min.) | Buffer Capacity |
|---|---|---|---|---|---|
| M1 | 1 | 0.286 | NA | - | |
| M2 | 2 | 0.500 | NA | 60,000 | |
| M3 | 1 | 0.278 | NA | - | |
| M4 | 1 | 0.231 | NA | - | |
| M5 | 2 | 0.500 | NA | 60,000 | |
| M6 | 1 | 0.200 | NA | - | |
| M7 | 1 | 0.250 | NA | 60,000 | |
| M8 | 2 | 0.500 | NA | 60,000 | |
| M9 | 2 | 0.500 | NA | - | |
| M10 | 2 | 0.500 | NA | - | |
| M11 | 2 | 0.500 | NA | - |
| Station | Energy Consumption (kWh) | |||
|---|---|---|---|---|
| Processing | Operational | Failure | Standby | |
| M1 | 21.53 | 8.61 | NA | NA |
| M2 | 46.57 | 18.63 | NA | NA |
| M3 | 16.00 | 6.40 | NA | NA |
| M4 | 8.55 | 3.42 | NA | NA |
| M5 | 5.98 | 2.39 | NA | NA |
| M6 | 3.33 | 3.33 | NA | NA |
| M7 | 18.21 | 7.29 | NA | NA |
| M8 | 4.42 | 1.77 | NA | NA |
| M9 | 3.73 | 1.49 | NA | NA |
| M10 | 2.10 | 0.84 | NA | NA |
| M11 | 1.83 | 0.73 | NA | NA |
| Station | Resources | Cycle Time (s) | Availability (%) | MTTR (min.) | Buffer Capacity |
|---|---|---|---|---|---|
| M1 | 1 | 0.286 | 52.98 | - | |
| M2 | 2 | 0.500 | 36.45 | 60,000 | |
| M3 | 1 | 0.278 | 42.57 | - | |
| M4 | 1 | 0.231 | 26.94 | - | |
| M5 | 2 | 0.500 | 39.65 | 60,000 | |
| M6 | 1 | 0.200 | 62.07 | - | |
| M7 | 1 | 0.250 | 56.21 | 60,000 | |
| M8 | 2 | 0.500 | 43.52 | 60,000 | |
| M9 | 2 | 0.500 | 51.85 | - | |
| M10 | 2 | 0.500 | 29.71 | - | |
| M11 | 2 | 0.500 | 46.37 | - |
| Station | Energy Consumption (kWh) | |||
|---|---|---|---|---|
| Processing | Operational | Failure | Standby | |
| M1 | 21.53 | 8.61 | 8.61 | NA |
| M2 | 46.57 | 18.63 | 18.63 | NA |
| M3 | 16.00 | 6.40 | 6.40 | NA |
| M4 | 8.55 | 3.42 | 3.42 | NA |
| M5 | 5.98 | 2.39 | 2.39 | NA |
| M6 | 3.33 | 3.33 | 1.33 | NA |
| M7 | 18.21 | 7.29 | 7.29 | NA |
| M8 | 4.42 | 1.77 | 1.77 | NA |
| M9 | 3.73 | 1.49 | 1.49 | NA |
| M10 | 2.10 | 0.84 | 0.84 | NA |
| M11 | 1.83 | 0.73 | 0.73 | NA |
| Station | Resources | Cycle Time (s) | Availability (%) | MTTR (min.) | Buffer Capacity |
|---|---|---|---|---|---|
| M1 | 1 | 0.286 | 52.98 | - | |
| M2 | 2 | 0.500 | 36.45 | 60,000 | |
| M3 | 1 | 0.278 | 42.57 | - | |
| M4 | 1 | 0.231 | 26.94 | - | |
| M5 | 2 | 0.500 | 39.65 | 60,000 | |
| M6 | 1 | 0.200 | 62.07 | - | |
| M7 | 1 | 0.250 | 56.21 | 60,000 | |
| M8 | 2 | 0.500 | 43.52 | 60,000 | |
| M9 | 2 | 0.500 | 51.85 | - | |
| M10 | 2 | 0.500 | 29.71 | - | |
| M11 | 2 | 0.500 | 46.37 | - |
| Station | Energy Consumption (kWh) | |||
|---|---|---|---|---|
| Processing | Operational | Failure | Standby | |
| M1 | 21.53 | 8.61 | 8.61 | 2.15 |
| M2 | 46.57 | 18.63 | 18.63 | 4.66 |
| M3 | 16.00 | 6.40 | 6.40 | 1.60 |
| M4 | 8.55 | 3.42 | 3.42 | 0.86 |
| M5 | 5.98 | 2.39 | 2.39 | 0.60 |
| M6 | 3.33 | 3.33 | 1.33 | 0.33 |
| M7 | 18.21 | 7.29 | 7.29 | 1.82 |
| M8 | 4.42 | 1.77 | 1.77 | 0.44 |
| M9 | 3.73 | 1.49 | 1.49 | 0.37 |
| M10 | 2.10 | 0.84 | 0.84 | 0.21 |
| M11 | 1.83 | 0.73 | 0.73 | 0.18 |
| Station | Resources | Cycle Time (s) | Planned Stops | Buffer Capacity | ||
|---|---|---|---|---|---|---|
| Start (H:M:S) | Duration (min) | Interval (H:M:S) | ||||
| M1 | 1 | 0.286 | 20:00:00 | 60 | 23:00:00 | - |
| M2 | 2 | 0.500 | 20:00:00 | 60 | 23:00:00 | 60,000 |
| M3 | 1 | 0.278 | 19:00:00 | 60 | 23:00:00 | - |
| M4 | 1 | 0.231 | 19:00:00 | 60 | 23:00:00 | - |
| M5 | 2 | 0.500 | 18:00:00 | 60 | 23:00:00 | 60,000 |
| M6 | 1 | 0.200 | 18:00:00 | 60 | 23:00:00 | - |
| M7 | 1 | 0.250 | 18:00:00 | 60 | 23:00:00 | 60,000 |
| M8 | 2 | 0.500 | 17:00:00 | 60 | 23:00:00 | 60,000 |
| M9 | 2 | 0.500 | 16:00:00 | 60 | 23:00:00 | - |
| M10 | 2 | 0.500 | 16:00:00 | 60 | 23:00:00 | - |
| M11 | 2 | 0.500 | 16:00:00 | 60 | 23:00:00 | - |
| Station | Energy Consumption (kWh) | |||
|---|---|---|---|---|
| Processing | Operational | Failure | Standby | |
| M1 | 21.53 | 8.61 | 8.61 | 2.15 |
| M2 | 46.57 | 18.63 | 18.63 | 4.66 |
| M3 | 16.00 | 6.40 | 6.40 | 1.60 |
| M4 | 8.55 | 3.42 | 3.42 | 0.86 |
| M5 | 5.98 | 2.39 | 2.39 | 0.60 |
| M6 | 3.33 | 3.33 | 1.33 | 0.33 |
| M7 | 18.21 | 7.29 | 7.29 | 1.82 |
| M8 | 4.42 | 1.77 | 1.77 | 0.44 |
| M9 | 3.73 | 1.49 | 1.49 | 0.37 |
| M10 | 2.10 | 0.84 | 0.84 | 0.21 |
| M11 | 1.83 | 0.73 | 0.73 | 0.18 |
| Energy Consumption x Energy States | EU | LEI | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Scenario | Throughput | Total Consumption | Processing | Operational | Failed | Standby | ||||||
| (Unities) | (kWh) | (%) | (kWh) | (%) | (kWh) | (%) | (kWh) | (%) | (kWh) | kWh | Factor | |
| A | 624,182 | 6156.25 | 97.92 | 6028.35 | 2.08 | 127.09 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0099 | 0.9792 |
| B | 527,926 | 5571.29 | 90.77 | 5056.90 | 6.23 | 346.89 | 3.01 | 167.54 | 0.0 | 0.0 | 0.0106 | 0.9077 |
| C | 524,570 | 5257.15 | 94.85 | 4986.57 | 0.32 | 16.61 | 3.19 | 167.50 | 1.64 | 86.47 | 0.0100 | 0.9485 |
| D | 573,006 | 5559.51 | 96.91 | 5387.57 | 0.01 | 0.72 | 1.87 | 104.06 | 1.21 | 67.26 | 0.0097 | 0.9691 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lopes Junior, M.M.; de Mattos, C.A.; Lima, F. Toward Cleaner Production by Evaluating Opportunities of Saving Energy in a Short-Cycle Time Flowshop. Sustainability 2024, 16, 2455. https://doi.org/10.3390/su16062455
Lopes Junior MM, de Mattos CA, Lima F. Toward Cleaner Production by Evaluating Opportunities of Saving Energy in a Short-Cycle Time Flowshop. Sustainability. 2024; 16(6):2455. https://doi.org/10.3390/su16062455
Chicago/Turabian StyleLopes Junior, Marcos Manoel, Claudia Aparecida de Mattos, and Fábio Lima. 2024. "Toward Cleaner Production by Evaluating Opportunities of Saving Energy in a Short-Cycle Time Flowshop" Sustainability 16, no. 6: 2455. https://doi.org/10.3390/su16062455