
Manufacturing Execution System Application within Manufacturing Small–Medium Enterprises towards Key Performance Indicators Development and Their Implementation in the Production Line




Abstract
1. Introduction
1.1. The Goals of Industry 4.0
- To provide IT-enabled mass customisation for manufactured products.
- To make automatic and flexible adaptation of the production chain.
- To track parts and products.
- To facilitate communication among parts, products, and machines.
- To apply human–machine interaction paradigms.
- To achieve IoT-enabled production optimisation in smart factories.
- To provide new types of services and business models of interaction in the value chain.
1.2. Manufacturing Execution System for Industry 4.0
1.3. Differences between SMEs and Large Companies in Industry 4.0
2. State-of-the-Art: MES Integration in Industry 4.0 and SMEs
2.1. Manufacturing Execution Systems (MESs)
- (1)
- Digitalisation and computerisation of an MES: Data from each information source are collected automatically in real-time and sent to the MES.
- (2)
- Visibility and sensor-based MES: MES operations highly rely on sensor readings to figure out the current production status.
- (3)
- Transparency and adding perception to an MES: This level implies the adoption of smart sensors and intelligent software to gather more structured information about the production process.
- (4)
- Prediction and utilising prediction methods in an MES: The system can anticipate the requirement for maintenance of machinery, equipment, and robotics.
- (5)
- Adaptability and self-optimisation: That is the final maturity level, where the use of real-time data allows the system to make the best possible decision in relation to the facing scenario.
2.2. Application within SMEs
- (1)
- Ineffective closed loop: Enterprises measure their performance using specific KPIs. However, if these KPIs are not connected to the shop floor data, the implementation process remains incomplete.
- (2)
- Fragmented infrastructure: The heterogeneity of the production environment poses a strong barrier to data collection and communication between the different technologies involved in MES monitoring.
- (3)
- Inflexible processes: SMEs aspire to quickly respond to a volatile market. However, despite their IT system and MESs being able to manage information effectively, the production system cannot keep up with the demand of the market.
- (4)
- Inefficient data: Inadequate data collection contributes to incomplete information, which can negatively impact the real-time functioning of the MES.
- (5)
- Ineffective data: The selection of raw data from the shop floor is necessary to reconstruct the context, which will give the data a clear meaning. The aim is not the collection of big data but smart data that can aid in effective decision-making.
3. Methodology
- (1)
- Lack of approach that enables SMEs to implement the system and monitor their process through numerical indicators.
- (2)
- Lack of entrepreneurial foresight regarding the benefits of this implementation. This difficulty mainly arises from the challenge of quantifying the economic returns of investments in terms of data collection and management, while the outcomes are clear.
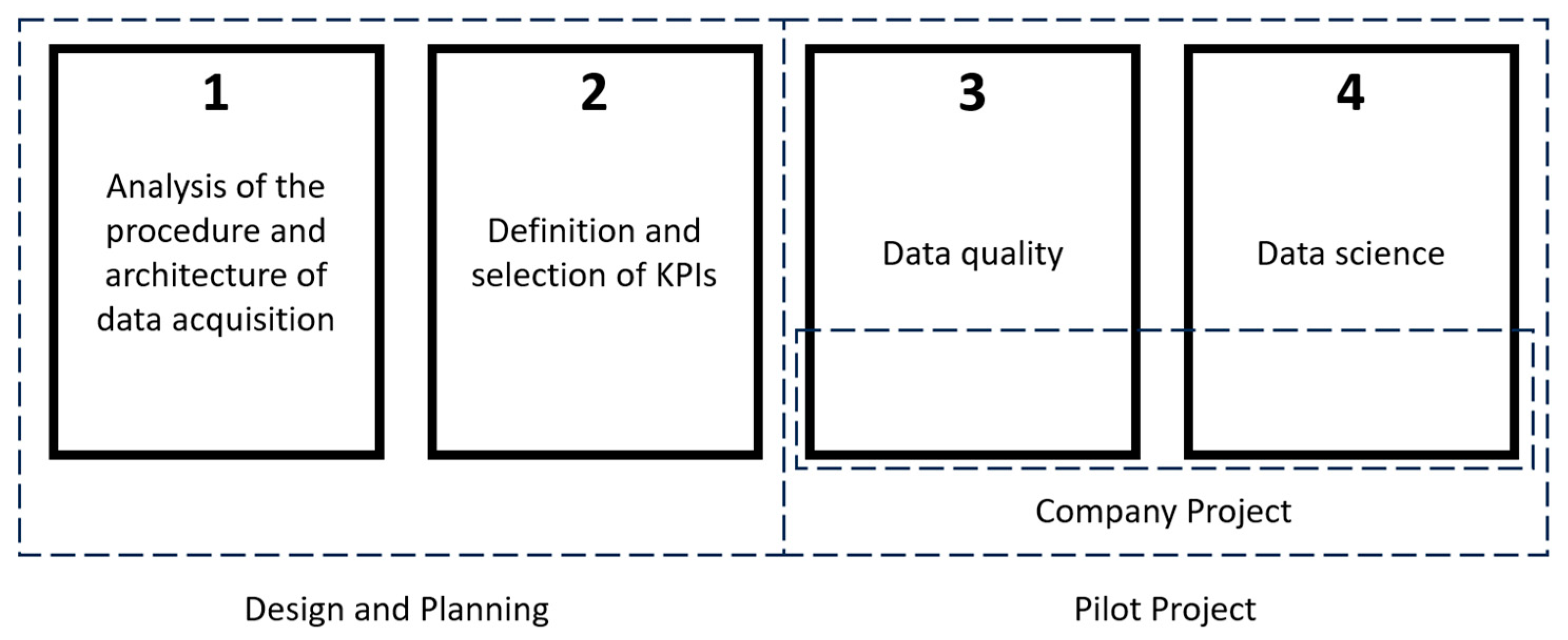
3.1. Methodology Stages
3.1.1. Analysis of the Procedure and Architecture of Data Acquisition
- (1)
- Study the process. To ensure an accurate association of operational conditions with the stored data, it is essential to comprehend the operational process of the enterprise or department being considered by recognising a set of KPIs. This procedure is particularly crucial for small enterprises. Therefore, it becomes necessary to map the working procedure under study.
- (2)
- Study the data acquisition mechanism. This study focuses on the architecture of the data acquisition. It is essential to establish the method of recording data in the following terms:
- (a)
- Structure of data acquisition hardware.
- (b)
- Structure of the database.
- (c)
- Acquisition timeframes.
3.1.2. Definition and Selection of KPIs
- Having an objective measure to take short-, medium-, and long-term decisions.
- Exactly identifying critical issues in the production.
- Establishing coherent targets according to the enterprise.
- Encouraging employees’ work.
- (1)
- Study the KPIs. Search the literature for suitable KPIs within the relevant sector. It may be helpful to examine similar systems used in other industrial projects for possible examples of KPI monitoring.
- (2)
- Analyse the available set of data. Once the KPIs have been defined, it is essential to verify whether the data are available to support the factors that make up these KPIs. Additionally, the KPIs should be generated automatically upon project completion. If the data acquisition does not support a KPI factor, it should be removed. Alternatively, it may be possible to obtain the necessary data for KPI calculation by consulting with the data acquisition system supplier.
- (3)
- Selection of the set of KPIs to implement. After completing Steps 1 and 2, the appropriate set of KPIs can be selected. It is essential to involve enterprise management and production managers at this stage to ensure they understand the rationale behind the selection and comprehend how to interpret the data in the future.
- (4)
- Association of data to the operating conditions. It is essential to understand the correlation between data storage and operational parameters to characterise the enterprise process. This understanding is crucial for subsequent steps of the methodology.
- Overall Equipment Effectiveness (OEE) = Availability × Performance × Quality;
- Machine hours-to-man hours ratio = Machine hours/Man hours;
- Order Fulfilment Cycle Time (OFCT) = Source Cycle time + Market cycle time + Delivery cycle time;
- Compliance Index = [1 − (S/R)] × 100; where S represents non-compliant quantities, and R represents the quantity shipped in the period;
- Punctuality of delivery = Lines of orders fulfilled in time/Total lines requested in the period;
- Over Time Rate = Hours of overtime/Total hours.
3.1.3. Data Quality
- (1)
- Implement a method for testing the data. This task requires emphasising the data values that require verification according to the operating system specifications. Additionally, it is imperative to ensure that the stored data can be accessed and interpreted easily.
- (2)
- Plan the test according to the enterprise’s production. It is essential to collaborate with the production manager to schedule testing activities. This will reduce the impact on production and ultimately lower expenses.
- (3)
- Data check and result evaluation. The purpose of this test is to verify whether the stored data match exactly with the operating conditions established in point one. If the data correspond to the actual conditions, the data acquisition system is considered reliable. However, if there is a mismatch, measures must be taken to mitigate the problem and ensure the reliability of the data acquisition system.
3.1.4. Data Science
- Choose the structure of data to visualise. The objective of an effective KPI visualisation system is to facilitate the prompt and precise identification of critical issues. A well-organised KPI visualisation system allows for the monitoring of individual machining centres for work orders, while also aiming to summarise the work of a department or multiple machining centres.
- Elaborate on the data. After defining the data structure, it is possible to create KPIs as outlined in point one. An initial elaboration and data visualisation can be performed using a spreadsheet.
- Implement data visualisation in a BI software. The final step in the method involves implementing the spreadsheet from point two into a BI software. This is essential for the automatic and continuous management of a large amount of data.
3.1.5. Pilot and Enterprise Project
- Test the system under real-life circumstances.
- Verify the data flow accuracy.
- Verify the accurate interpretation of indicators.
4. Application
4.1. Industrial Case Study: A Machining Industry
- Smooth knowledge transfer.
- Complete control of the production cycle.
- Efficiency control.
- Process streamlining.
- Access to information from any workstation.
- Small batch or prototype production.
- Production often includes orders that have never been placed before.
- Production of complex parts that requires highly skilled employees.
- Industry divided in departments.
- Integration and connectivity with existing software.
- Production planning and management.
- Real-time machine monitoring and control.
- Workflow automation and efficiency.
- Document and data management.
4.2. MES Implementation in a SME
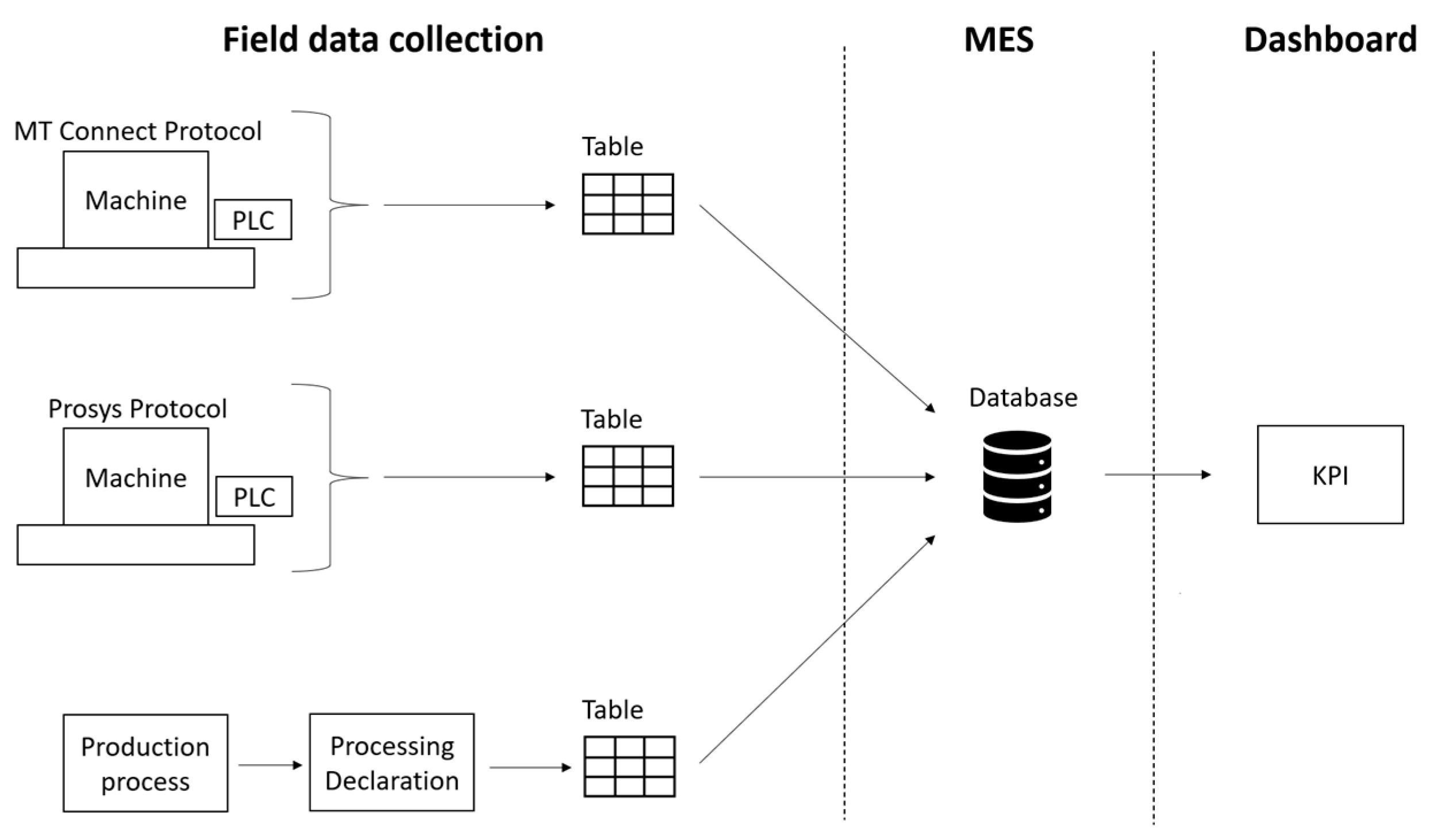
4.2.1. Application of Architecture of Data Acquisition System
- Tooling times: the time required for the technician to load and prepare the component on the device.
- Active spindle times: time when the machine runs the programme continuously.
- M0 stop times: scheduled stop times in the Part Programme that are necessary for both spindle cleaning and dimensional checks of the workpiece.
- M1 manual stop times: interruptions that are not scheduled in the Part Programme but are required for manual control of the machine by the operator, like machine cleaning and checking dimensions.
- Hold times: time when the component is fixed onto the machine and is awaiting processing.
- Downtimes: time resulting from malfunctions or anomalies.
4.2.2. Application of Definition and Selection of KPIs
- Machine hours to man hours ratio (I0) = Machine hours/man hours
- ○
- Machine hours: working time of the machine.
- ○
- Man hours: working time of the operator.
- Overall Equipment Effectiveness (I1) = Availability × Performance × Quality
- ○
- Availability: percentage of actual uptime versus available uptime.
- ○
- Performance: percentage of parts produced compared to theoretical capacity when the plant is active (corresponds to actual speed compared to rated speed).
- ○
- Quality: percentage of compliant parts to total parts produced.
- I0, I1, I2, and I3 are all indicators monitored by the enterprise management.
- I0 is monitored by the department manager, as it represents the ability to control multiple machines with the same resources.
- I1 is monitored by the work centre manager, as it reflects the ability to efficiently run the work centre, which in turn affects the machine’s availability.
- I2 is monitored by the technical office, as it reflects the programmer’s ability to minimise the need for programme calibration during execution.
- I3 is monitored by the sales and planning department, as it indicates the saturation level of the machines.
4.2.3. Application of Data Quality
- (1)
- Implement a method for testing the data. To compare the division of coloured hours obtained from the MES with the actual output, it was necessary to compare each machine’s MES processing output with a simulated work cycle. This provided information on the machine’s times and statuses. The supplier was asked to provide a data extraction that would allow for the observation of processing status variations, durations, and colours.
- (2)
- Plan the test according to the enterprise’s production. Test activities were planned with the production manager to minimise their impact on production and costs. Table 7 displays the control sheet template for testing the fictitious cycle executed on each machine to verify the correspondence between cycle characteristics and data processed by the MES.
- (3)
- Data check and result evaluation. After collecting data on the operating conditions, including times and corresponding colours, the recorded results were compared with those stored by the system to assess its reliability. Discrepancies between the data points were observed on certain occasions. The primary errors identified were related to the assignment of colours to the operating conditions of the machines, which were not correct. This was caused by the fact that a single operator was able to operate multiple machines simultaneously. Subsequently, the entire data acquisition chain was retraced to identify and rectify the error. The activity concluded when all machine data from the whole department accurately depicted the work cycles carried out.
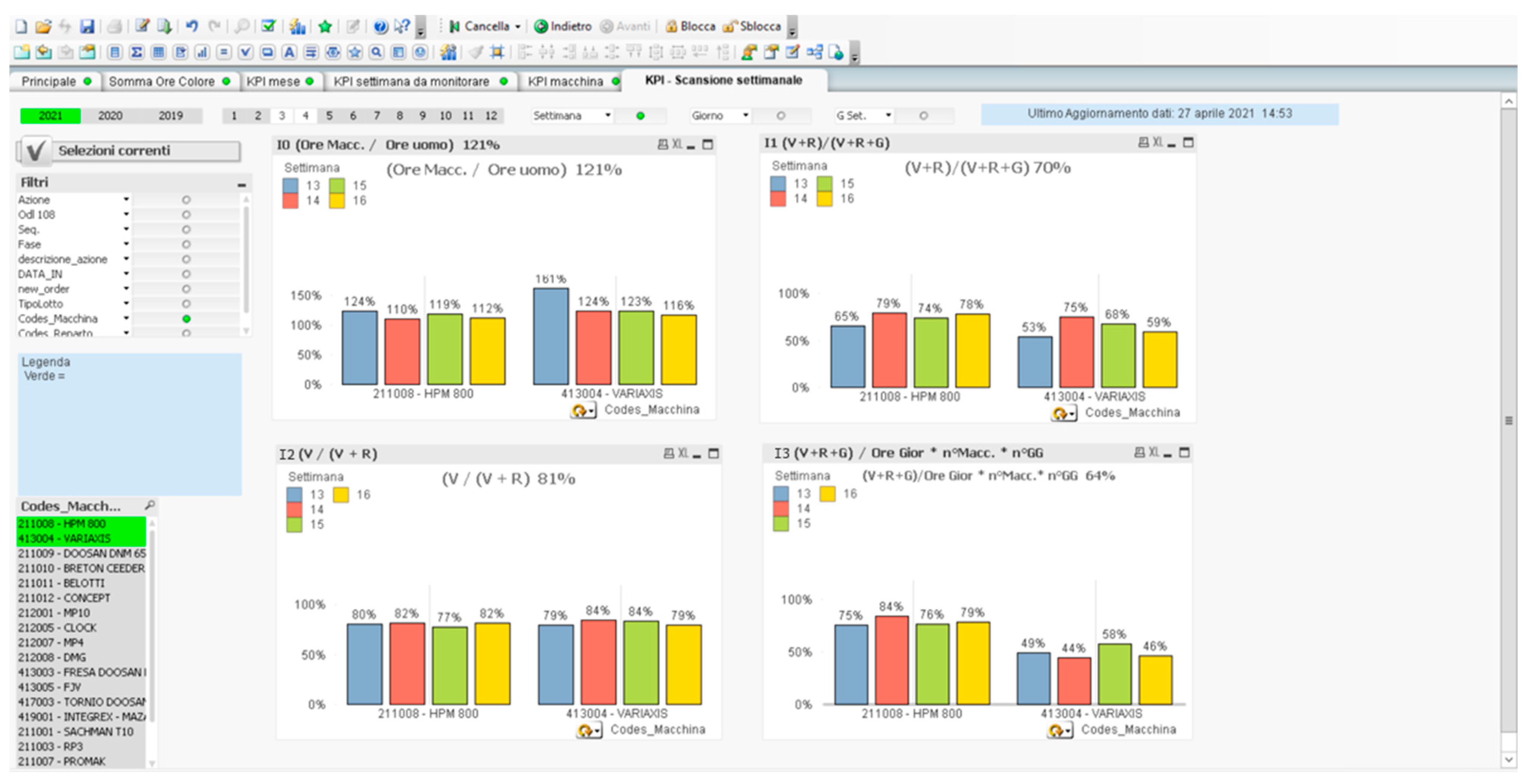
4.2.4. Application of Data Science
- Choose the structure of the data to visualise. In the present case, three different structures of data visualisation have been elected: (i) Management; (ii) Department; (iii) Machine.
- Elaborate on the data. Initially, the exported data from the MES were processed in a spreadsheet. The objective was to create a KPI dashboard with the previously elaborated structure. In the pilot project, this stage verifies whether the selected structure aligns with the set objectives and is convenient to implement.
- Implement data visualisation in a BI software. After processing the data in the spreadsheet and confirming that the visualisation aligns with the objectives and is user-friendly, the same structure was applied in a BI software. This was necessary, as a large volume of data requires automated management.
- Machine name.
- Pie chart showing the colour breakdown of the last 24 h.
- Machine availability indicator (I1, OEE).
- Traffic light graphic indicating the status of the machine (green: running programme, red: M0 stop times and manual stop times, yellow: presetting, piece awaiting processing, and machine downtime).
- Code number of work order in process.
- Quantity produced for the work order.
- Code number and description of the article being processed.
- Operator name.
- A pie chart showing the coloured hours breakdown of the last 24 h of all machines.
- Overall availability indicator of the department:
- ○
- The bar chart shows the average availability of all machines in the department over the last seven days.
- ○
- The histogram shows the indicator’s value over the past seven days.
5. Results and Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MES | Manufacturing Execution System |
| KPI | Key Performance Indicators |
| SME | Small–Medium Enterprise |
| IT | Information Technology |
| OEE | Overall Equipment Effectiveness |
| HMI | Human Machine Interface |
| SCADA | Supervisory Control and Data Acquisition |
| IoT | Internet of Things |
| TQM | Total Quality Management |
| ERP | Enterprise Resource Planning |
| OFCT | Order Fulfilment Cycle Time |
| CNC | Computerised Numerical Control |
| BI | Business Intelligence |
References
- Ahuett-Garza, H.; Kurfess, T.R. A brief discussion on the trends of habilitating technologies for Industry 4.0 and Smart manufacturing. Manuf. Lett. 2018, 15, 60–63. [Google Scholar] [CrossRef]
- Goel, R.; Gupta, P. Robotics and Industry 4.0. In A Roadmap to Industry 4.0: Smart Production, Sharp Business and Sustainable Development; Nayyar, A., Kumar, A., Eds.; Advances in Science, Technology & Innovation; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Aheleroff, S.; Mostashiri, N.; Xu, X.; Zhong, R.Y. Mass personalisation as a service in industry 4.0: A resilient response case study. Adv. Eng. Inform. 2021, 50, 101438. [Google Scholar] [CrossRef]
- Ward, J.S.; Barker, A. Undefined by data: A survey of big data definitions. arXiv 2013, arXiv:1309.5821. [Google Scholar]
- Sarker, S.; Arefin, M.S.; Kowsher, M.; Bhuiyan, T.; Dhar, P.K.; Kwon, O.J. A Comprehensive review on Big Data for Industries: Challenges and Opportunities. IEEE Access 2022, 11, 744–769. [Google Scholar] [CrossRef]
- Almada-Lobo, F. The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). J. Innov. Manag. 2016, 3, 16–21. [Google Scholar] [CrossRef]
- Uhlemann, T.H.; Lehmann, C.W.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical production system for industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Topalović, A.; Azzini, A. Data mining applications in SMEs: An Italian perspective. Bus. Syst. Res. Int. J. Soc. Adv. Innov. Res. Econ. 2020, 11, 127–146. [Google Scholar] [CrossRef]
- Oztemel, E.; Gürsev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2018, 31, 127–182. [Google Scholar] [CrossRef]
- Masood, T.; Sonntag, P. Industry 4.0: Adoption challenges and benefits for SMEs. Comput. Ind. 2020, 121, 103261. [Google Scholar] [CrossRef]
- Canbay, K.; Akman, G. Investigating changes of total quality management principles in the context of Industry 4.0: Viewpoint from an emerging economy. Technol. Forecast. Soc. Chang. 2023, 189, 122358. [Google Scholar] [CrossRef]
- Stock, T.; Seliger, G. Opportunities of sustainable manufacturing in industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Sharma, R.; Jabbour, C.J.C.; De Sousa Jabbour, A.B.L. Sustainable manufacturing and industry 4.0: What we know and what we don’t. J. Enterp. Inf. Manag. 2020, 34, 230–266. [Google Scholar] [CrossRef]
- Research and Innovation. Industry 5.0—Towards a Sustainable, Human-Centric and Resilient European Industry. (n.d.). Available online: https://research-and-innovation.ec.europa.eu/knowledge-publications-tools-and-data/publications/all-publications/industry-50-towards-sustainable-human-centric-and-resilient-european-industry_en (accessed on 8 February 2024).
- Elhusseiny, H.M.; Crispim, J. SMEs, Barriers and Opportunities on adopting Industry 4.0: A Review. Procedia Comput. Sci. 2022, 196, 864–871. [Google Scholar] [CrossRef]
- Siedler, C.; Langlotz, P.; Aurich, J.C. Modeling and assessing the effects of digital technologies on KPIs in manufacturing systems. Procedia CIRP 2020, 93, 682–687. [Google Scholar] [CrossRef]
- Zheng, T.; Ardolino, M.; Bacchetti, A.; Perona, M.; Zanardini, M. The impacts of Industry 4.0: A descriptive survey in the Italian manufacturing sector. J. Manuf. Technol. Manag. 2019, 31, 1085–1115. [Google Scholar] [CrossRef]
- Shojaeinasab, A.; Charter, T.; Jalayer, M.; Khadivi, M.; Ogunfowora, O.; Raiyani, N.; Yaghoubi, M.; Najjaran, H. Intelligent manufacturing execution systems: A systematic review. J. Manuf. Syst. 2022, 62, 503–522. [Google Scholar] [CrossRef]
- Iarovyi, S.; Mohammed, W.M.; Lobov, A.; Ferrer, B.R.; Lastra, J.L.M. Cyber–physical systems for open-knowledge-driven manufacturing execution systems. Proc. IEEE 2016, 104, 1142–1154. [Google Scholar] [CrossRef]
- Coronado, P.D.U.; Lynn, R.; Louhichi, W.; Parto, M.; Wescoat, E.; Kurfess, T. Part data integration in the Shop Floor Digital Twin: Mobile and cloud technologies to enable a manufacturing execution system. J. Manuf. Syst. 2018, 48, 25–33. [Google Scholar] [CrossRef]
- Kuys, B.; Koch, C.; Renda, G. The priority given to sustainability by industrial designers within an industry 4.0 paradigm. Sustainability 2022, 14, 76. [Google Scholar] [CrossRef]
- MESA International. MES Explained: A High Level Vision; MESA International White Paper 6; MESA International: Chandler, AZ, USA, 1997. [Google Scholar]
- Menezes, S.; Creado, S.; Zhong, R.Y. Smart manufacturing execution systems for small and medium-sized enterprises. Procedia CIRP 2018, 72, 1009–1014. [Google Scholar] [CrossRef]
- Pfeifer, M.R. Development of a Smart Manufacturing Execution System architecture for SMEs: A Czech case study. Sustainability 2021, 13, 10181. [Google Scholar] [CrossRef]
- Dutta, G.; Kumar, R.; Sindhwani, R.; Singh, R. Overcoming the barriers of effective implementation of manufacturing execution system in pursuit of smart manufacturing in SMEs. Procedia Comput. Sci. 2022, 200, 820–832. [Google Scholar] [CrossRef]
- Welsch, B. Integrating production machines in a manufacturing execution system (MES). In Proceedings of the Third European Seminar on Precision Optics Manufacturing, Teisnach, Germany, 12–13 April 2016. [Google Scholar] [CrossRef]
- Parmenter, D. The new thinking on key performance indicators. Financ. Manag. Mag. 2006, 133, 10–12. [Google Scholar]
- Eckerson, W.W. Performance management strategies. Bus. Intell. J. 2009, 14, 24–27. [Google Scholar]
- Kaganski, S.; Eerme, M.; Tungel, E. Optimization of enterprise analysis model for KPI selection. Proc. Est. Acad. Sci. 2019, 68, 371–375. [Google Scholar] [CrossRef]
- Tokola, H.; Gröger, C.; Järvenpää, E.; Niemi, E. Designing manufacturing dashboards on the basis of a Key Performance Indicator survey. Procedia CIRP 2016, 57, 619–624. [Google Scholar] [CrossRef]
- Mahmood, K.; Lanz, M.; Toivonen, V.; Otto, T. A performance evaluation concept for production systems in an SME network. Procedia CIRP 2018, 72, 603–608. [Google Scholar] [CrossRef]
- Eckerson, W.W. Performance Dashboards: Measuring, Monitoring, and Managing Your Business; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- ISO 22400-2; Automation Systems and Integration—Key Performance Indicators (KPIs) for Manufacturing Operations Management—Part 2: Definitions and Descriptions. ISO (International Organization for Standardization): Geneva, Switzerland, 2014.
- ISO 9001; Quality Management Systems—Requirements. ISO (International Organization for Standardization): Geneva, Switzerland, 2015.
- Directive (EU) 2022/2464 of the European Parliament and of the Council of 14 December 2022. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:32022L2464 (accessed on 8 February 2024).
- Mesa, D.; Renda, G.; Gorkin, R., III; Kuys, B.; Cook, S.M. Implementing a Design Thinking Approach to De-Risk the Digitalisation of Manufacturing SMEs. Sustainability 2022, 14, 14358. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Function |
|---|---|
| 1 | Resource allocation and status |
| 2 | Operations scheduling |
| 3 | Dispatching product units |
| 4 | Document control |
| 5 | Data collection and acquisition |
| 6 | Labour management |
| 7 | Quality management |
| 8 | Process management |
| 9 | Maintenance management |
| 10 | Product tracking |
| 11 | Performance analysis |
| Typology | Connectable | N° of Machines | Control | Hardware Integrations | Communication Protocol |
|---|---|---|---|---|---|
| Old generation | No | 3 | Analogic | / | / |
| New generation | Yes | 3 | Digital | No | MT Connect |
| New generation | Yes | 12 | Digital | Yes, for three of these | Prosys |
| Work Order Open | Activity | Signal Spindle Active | Signal for Alarm | Signal M0 Stop | Colour Stored on Data Base |
|---|---|---|---|---|---|
| no | --- | off | off | off | GREY |
| no | --- | on | off | off | GREY |
| no | --- | off | on | off | GREY |
| no | --- | off | off | on | GREY |
| yes | PRESETTING | off | off | off | YELLOW |
| yes | PRESETTING | on | off | off | YELLOW |
| yes | PRESETTING | off | on | off | YELLOW |
| yes | PRESETTING | off | off | on | RED |
| yes | PROCESSING | off | off | off | YELLOW |
| yes | PROCESSING | on | off | off | GREEN |
| yes | PROCESSING | off | on | off | YELLOW |
| yes | PROCESSING | off | off | on | RED |
| Colour | Meaning |
|---|---|
| GREY | Machine not connected Undeclared work order |
| GREEN | Running Programme |
| YELLOW | Presetting Piece awaiting processing Machine downtime |
| RED | M0 scheduled stop times M1 manual stop times |
| KPI | Description |
|---|---|
| I0 = Hm/Hu | N° of machines a single operator can operate |
| I1 = (v + r)/(v + r + g) | Availability of the Machine (OEE) |
| I2 = v/(v +r ) | Machine cycle efficiency |
| I3 = (v + r + g)/24 × n°mach × n°days | Fleet Saturation |
| Legend | |
|---|---|
| Hm | Machine hours |
| Hu | Man hours |
| V | Green hours |
| R | Red hours |
| G | Yellow hours |
| n° mach | Number of machines considered |
| n° days | Number of days considered |
| Kind of Activity | Set Times | Activity | Detected Colour (Actual) | Stored Colour |
|---|---|---|---|---|
| No odl | 2′ | |||
| Declaration Start Presetting | ||||
| Presetting | 2′ | |||
| Presetting | 2′ | Loading programme | ||
| Presetting | 2′ | Refer the Piece | ||
| Declaration End Presetting | ||||
| Declaration Start Processing | ||||
| Processing | 2′ | Spindle Running | ||
| Processing | 2′ | M0 (Manual Operation Expected by the programme) | ||
| Processing | 2′ | Manual Operation | ||
| Processing | 2′ | Joystick | ||
| Processing | 2′ | Alarm (If possible) | ||
| Declaration End Processing |
| Technology | Area of Application |
|---|---|
| Big data | Data acquisition from shopfloor |
| Data analytics and business intelligence | Data science |
| Cyber physical system | Process management |
| Machine interconnection | Data acquisitition system |
| HMI on each workstation | Workers engagement |
| Cyber security | Protection of company know-how |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bianchini, A.; Savini, I.; Andreoni, A.; Morolli, M.; Solfrini, V. Manufacturing Execution System Application within Manufacturing Small–Medium Enterprises towards Key Performance Indicators Development and Their Implementation in the Production Line. Sustainability 2024, 16, 2974. https://doi.org/10.3390/su16072974
Bianchini A, Savini I, Andreoni A, Morolli M, Solfrini V. Manufacturing Execution System Application within Manufacturing Small–Medium Enterprises towards Key Performance Indicators Development and Their Implementation in the Production Line. Sustainability. 2024; 16(7):2974. https://doi.org/10.3390/su16072974
Chicago/Turabian StyleBianchini, Augusto, Ivan Savini, Alessandro Andreoni, Matteo Morolli, and Valentino Solfrini. 2024. "Manufacturing Execution System Application within Manufacturing Small–Medium Enterprises towards Key Performance Indicators Development and Their Implementation in the Production Line" Sustainability 16, no. 7: 2974. https://doi.org/10.3390/su16072974
APA StyleBianchini, A., Savini, I., Andreoni, A., Morolli, M., & Solfrini, V. (2024). Manufacturing Execution System Application within Manufacturing Small–Medium Enterprises towards Key Performance Indicators Development and Their Implementation in the Production Line. Sustainability, 16(7), 2974. https://doi.org/10.3390/su16072974