
Simulation and Experimental Design of an Axial Flow Cyclone Separator Suitable for High-Wind–Sand Environments


Abstract
:1. Introduction
2. Research Methodology
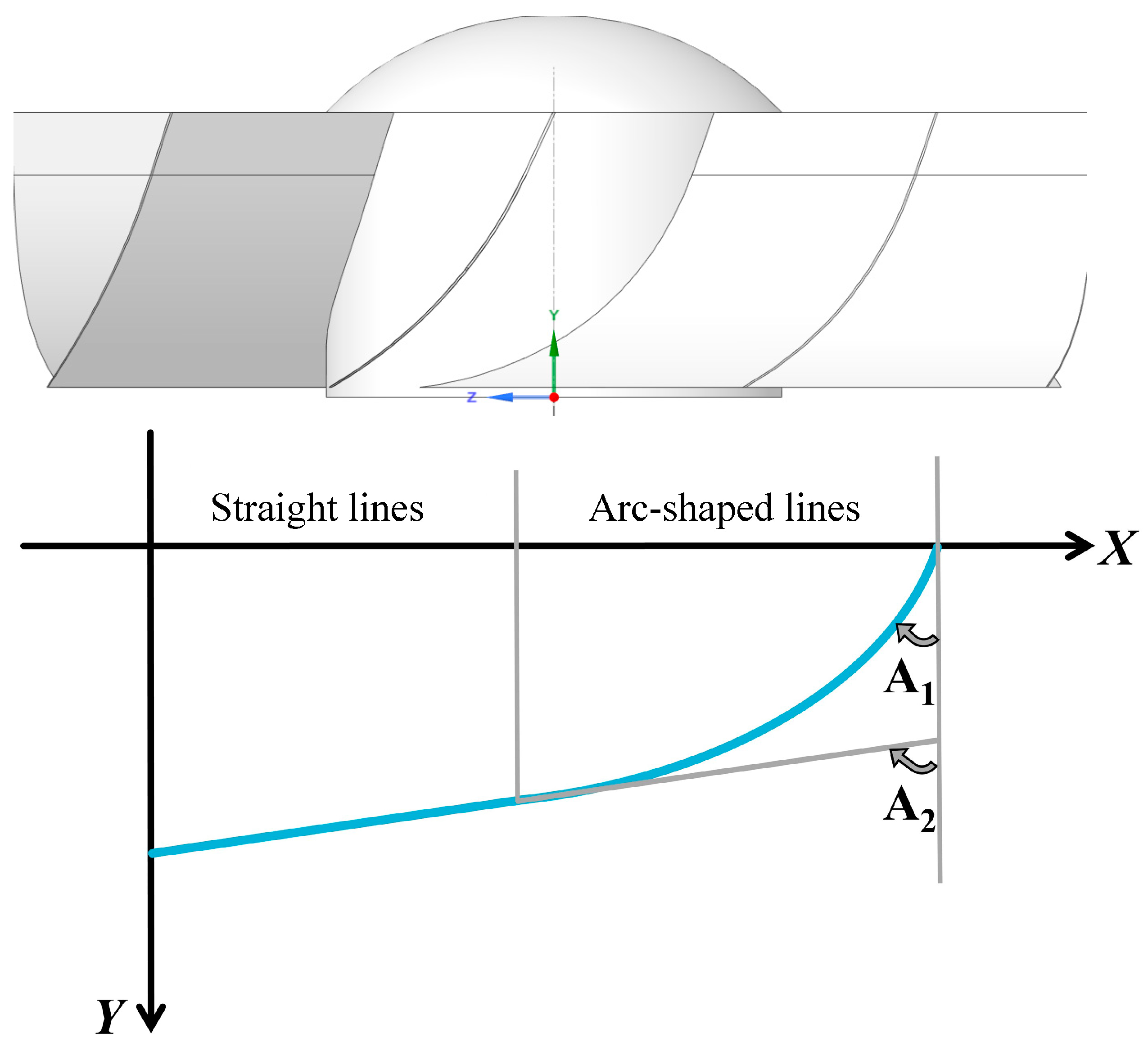
2.1. Axial Flow Cyclone Separator Model
2.2. Numerical Simulation
2.2.1. Turbulence Model
2.2.2. Equations of Particle Motion
2.2.3. Numerical Simulation Methods
- (1)
- Monitoring mass flow rate, momentum, and residuals to ensure residuals remain below 10−4.
- (2)
- Tracking the average static pressure, total pressure, and velocity at the inlet and outlet cross-sections, ensuring their values remain stable.
- (3)
- Applying adaptive mesh refinement once the numerical solution converges under the above conditions.
- (4)
- Checking for changes in computed results after mesh refinement. If no significant variations occur, the solution is considered grid independent. Otherwise, further mesh refinement is performed until a grid-independent converged solution is obtained.
- (1)
- The inlet boundary condition is a velocity inlet, providing the inlet air with a certain initial velocity, and the airflow in the cyclone separator is treated as a constant incompressible flow.
- (2)
- The outlet boundary condition is set as a pressure outlet, with the assumption that the air remains at a constant temperature throughout the simulation.
- (3)
- The wall boundary conditions stipulate that both the tube wall and baffles are adiabatic, and there is no wall slip.
2.3. Experimental System and Methods
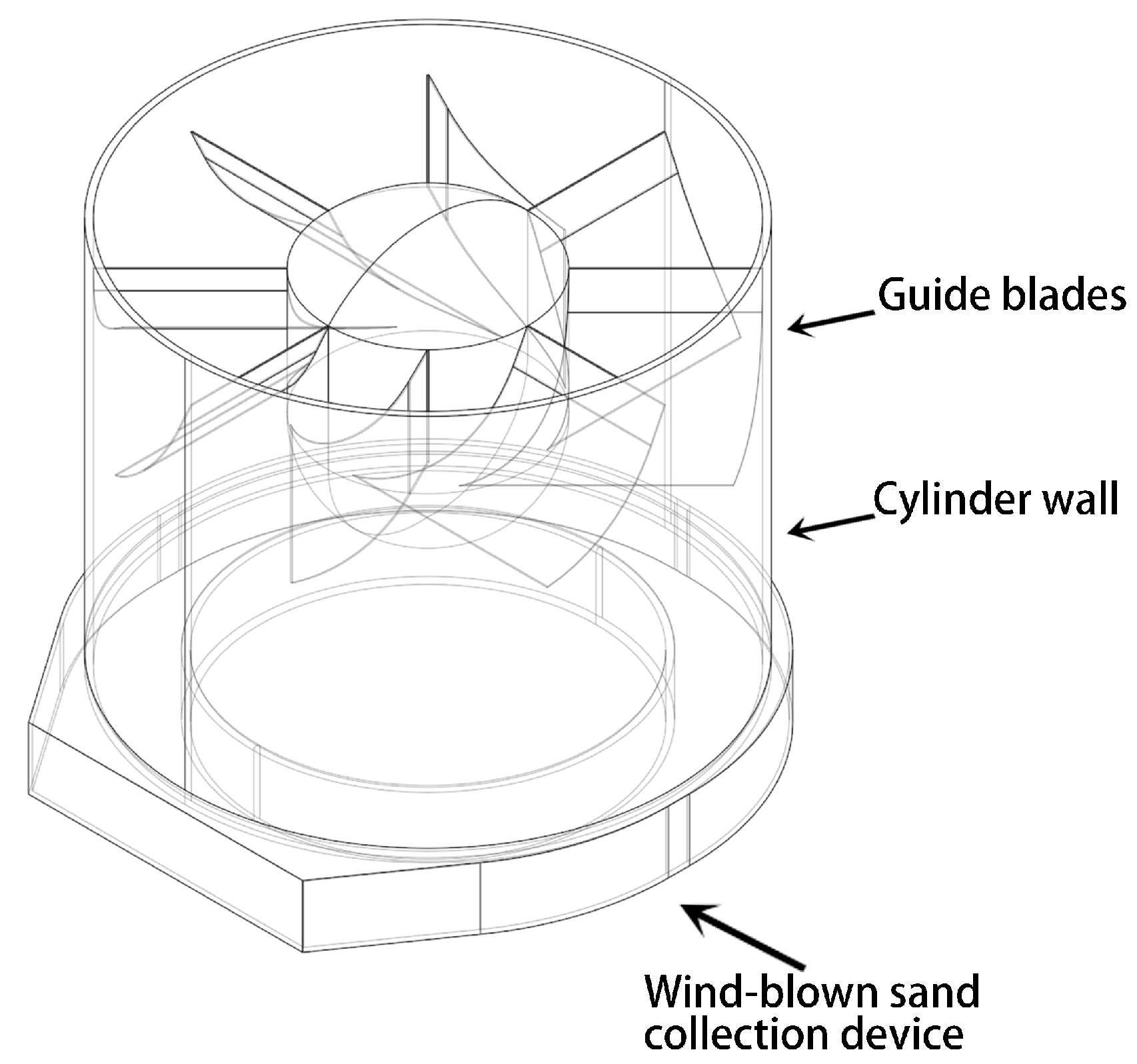
2.3.1. Experimental System Description
2.3.2. Wind Tunnel Experiment
- (1)
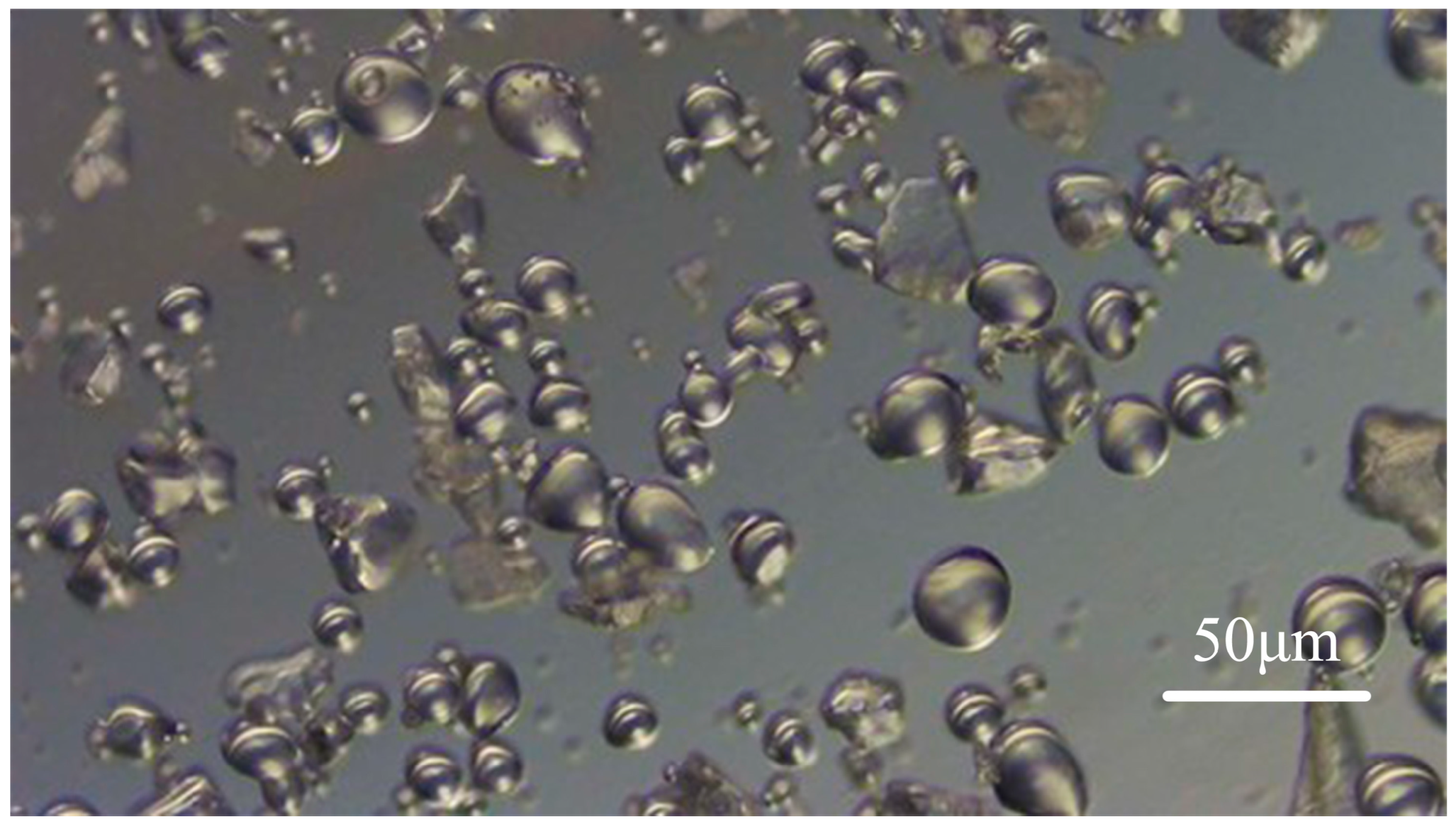
- The experimental particles are placed in a drying oven and heated to 200 °C for 30 min. Afterward, they are allowed to cool naturally to room temperature before being removed. The sand particles of different sizes are mixed evenly, divided into groups, and the initial mass of the particles is weighed using an electronic balance. The particles are then divided into several portions of equal mass.
- (2)
- The experimental setup on the wind tunnel test platform is adjusted to the appropriate position. The environmental atmospheric pressure, temperature, and humidity at this time are recorded, and the flow monitor, differential pressure gauge, and electrostatic dust detector are put to zero.
- (3)
- The fans power supply is turned on and the frequency of the variable frequency fan is adjusted to set the airflow rate at the inlet of the axial flow cyclone separator to 8000 m3/h.
- (4)
- Once the fan has reached stable operation, the differential pressure gauge is used to measure the pressure drop between the inlet and outlet of the axial flow cyclone separator and the values are recorded.
- (5)
- The prepared experimental particles are added into the screw feeding device. The sand injection unit is started and the screw speed adjusted to different preset values to control the particle addition rate, thereby adjusting the inlet particle concentration of the cyclone separator.
- (6)
- During the sand injection process, a stable airflow is maintained. Once the particles have been fully added to the experimental system, the sand injection unit is stopped, and the fan is allowed to run for 1 min before stopping. Throughout the process from the start of sand injection to the stopping of the fan, all data are recorded in real-time using an electrostatic dust detector.
- (7)
- The recorded data are saved for subsequent analysis.
- (8)
- Steps 2–7 were repeat three times to obtain four sets of experimental data under the same operating conditions.
- (9)
- The fan, sand injection device, and other experimental equipment were turned off to conclude the experiment.
3. Numerical Simulation Results and Analysis
3.1. Parameter Study Scheme
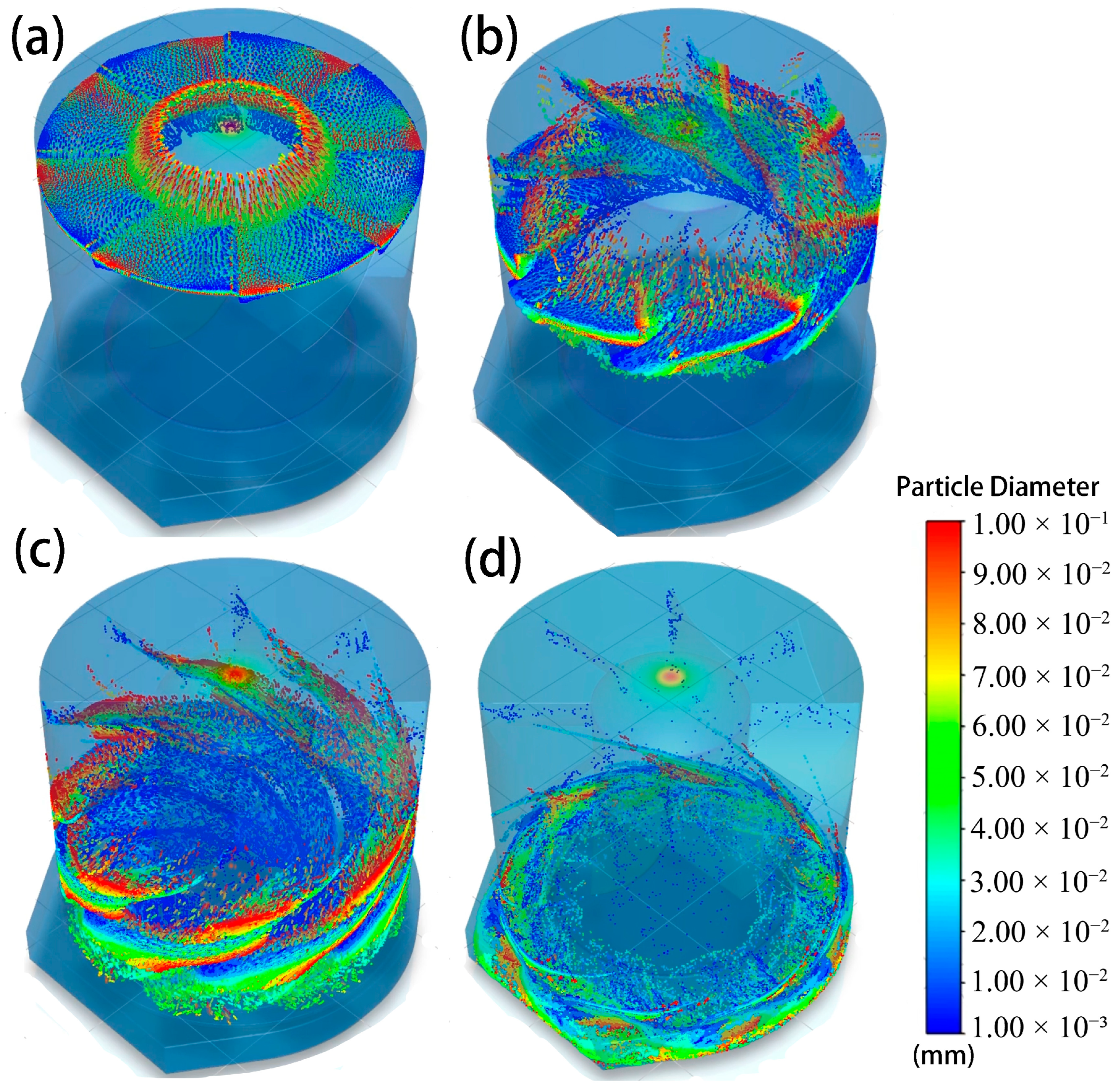
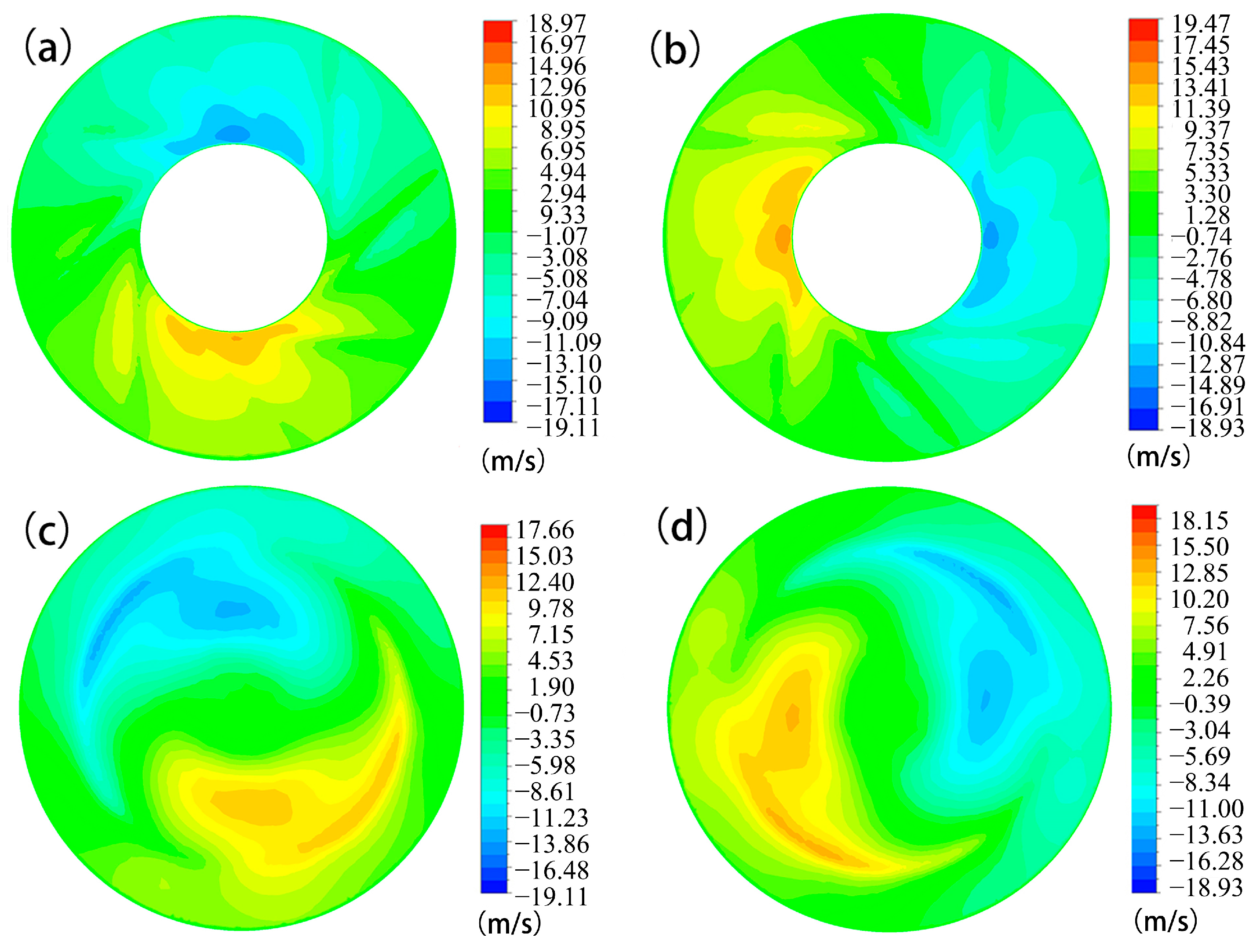
3.2. Internal Flow Field Analysis
3.3. Numerical Simulation Results
4. Experimental Results
5. Conclusions
- (1)
- Optimization of swirling blade parameters: Through orthogonal experimental design, this study optimized the structure of the swirling blades, achieving a pressure drop of 189.7 Pa and a separation efficiency of 91.68% under a zero-extraction ratio. These results demonstrate the separator’s ability to efficiently remove dust particles while minimizing energy loss.
- (2)
- Impact of blade number and angles on performance: The findings highlight that both the deflection angle (A1–A2) and the number of blades in the hybrid fan blade design significantly influence the pressure drop and separation efficiency. Specifically, increasing the number of blades from six to eight results in a notable improvement in the separation efficiency, while further increases provide only marginal benefits. Additionally, an A1–A2 deflection angle between 25° and 60° enhances the separation efficiency; however, further increases lead to a significant rise in the pressure drop with little to no efficiency improvement.
- (3)
- Experimental validation of the physical model: A 1:1 scale physical model of the optimized axial flow cyclone separator was tested, achieving an average separation efficiency of 87.30% for 10–100 μm particles with a pressure drop of 191.1 Pa. These experimental results confirm the practical feasibility of the proposed design under real-world conditions.
- (4)
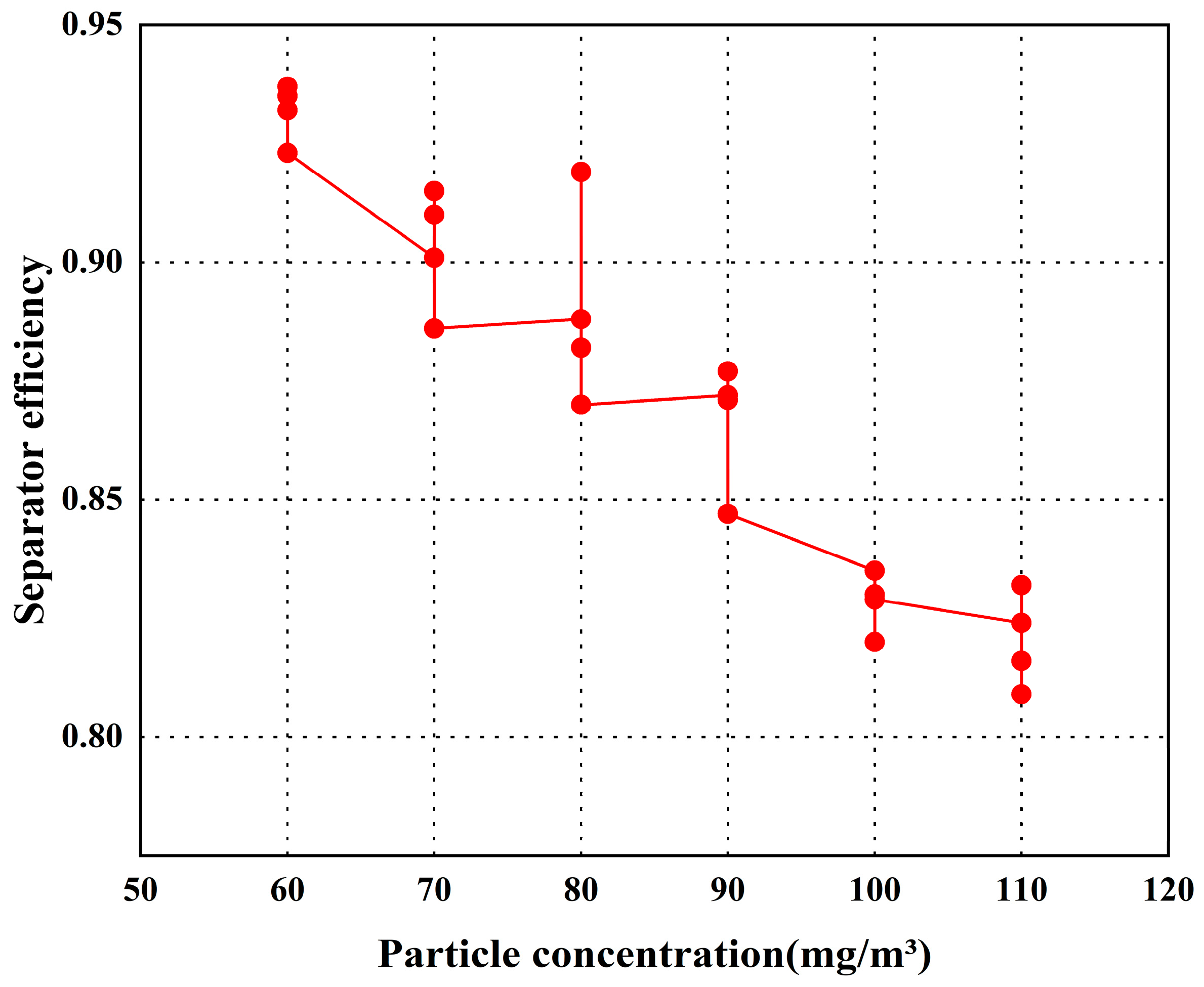
- Effects of dust concentration on performance: Experimental results indicate that as the sand and dust concentration increases, the separation efficiency slightly decreases, while the pressure drop remains relatively stable. This finding is essential for understanding the separator’s performance under variable environmental conditions, particularly in areas with fluctuating dust concentrations.
- (1)
- Advanced blade geometry optimization: exploring adaptive- or variable-angle blade designs to further balance the separation efficiency and the pressure drop under different airflow conditions.
- (2)
- Long-term performance evaluation: conducting field tests in real-world environments to assess the durability, efficiency, and clogging resistance of the separator over extended operational periods.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dziubak, T.; Boruta, G. Experimental and theoretical research on pressure drop changes in a two-stage air filter used in tracked vehicle engine. Separations 2021, 8, 3577. [Google Scholar] [CrossRef]
- Han, S.; Kim, J.; Ko, S.H. Advances in air filtration technologies: Structure-based and interaction-based approaches. Mater. Today Adv. 2021, 9, 100134. [Google Scholar] [CrossRef]
- Dong, J.; Guanghui, C.; Pan, Z.; Li, J. Separation performance enhancement of gas-solid cyclone separators by flow control and coupling physical fields. Sep. Purif. Rev. 2025, 1–16. [Google Scholar] [CrossRef]
- Yan, Z.; Zhou, J.; Liu, Y.; Lu, C. Performance of an axial inlet cyclone separator and the programming design of guide vanes. Chem. Eng. Process.—Process Intensif. 2022, 179, 109077. [Google Scholar] [CrossRef]
- Wang, C.; Ma, Y.; Sui, W. The secondary flows in a cyclone separator: A review. Processes 2023, 11, 2935. [Google Scholar] [CrossRef]
- Deng, Y.; Yu, B.; Sun, D. Multi-objective optimization of guide vanes for axial flow cyclone using cfd, svm, and nsga ii algorithm. Powder Technol. 2020, 373, 637–646. [Google Scholar] [CrossRef]
- Mao, Y.; Chertovskih, R.; Cai, L. Numerical study of the gas–solid separation performance of axial flow cyclone separators. Inventions 2024, 9, 34. [Google Scholar] [CrossRef]
- Dziubak, T.; Bąkała, L. Computational and experimental analysis of axial flow cyclone used for intake air filtration in internal combustion engines. Energies 2021, 14, 2285. [Google Scholar] [CrossRef]
- Liu, W.; Li, L.; Cao, H.; Dou, J.; Yang, X.a. Structural optimization design and adaptability analysis of a novel axial-flow cyclone. Ind. Eng. Chem. Res. 2024, 63, 17324–17338. [Google Scholar] [CrossRef]
- Patel, P.; Aggarwal, S.G. Theoretical and experimental evaluation of a compact aerosol wind-tunnel and its application for performance investigation of particulate matter instruments. Aerosol Air Qual. Res. 2021, 21, 210006. [Google Scholar] [CrossRef]
- Huang, B.; Li, Z.; Zhang, Z.; Zhao, Z.; Gong, B. Wind tunnel test on windblown sand two-phase flow characteristics in arid desert regions. Appl. Sci. 2021, 11, 11349. [Google Scholar] [CrossRef]
- Qiu, S.; Zhong, L.; Wang, G.; Fang, X.; Yang, Y.; Liu, Q. Effect of structural parameters on the performance of axial-flow inlet hydrocyclones for in situ desanding from natural gas hydrate mixed slurry. ACS Omega 2023, 8, 28531–28542. [Google Scholar] [CrossRef] [PubMed]
- Kou, J.; Jiang, Z.; Cong, Y. Separation characteristics of an axial hydrocyclone separator. Processes 2021, 9, 2288. [Google Scholar] [CrossRef]
- Babaoğlu, N.U.; Parvaz, F.; Foroozesh, J.; Hosseini, S.H.; Ahmadi, G.; Elsayed, K. Geometry optimization of axial cyclone for high performance and low acoustic noise. Powder Technol. 2023, 427, 118738. [Google Scholar] [CrossRef]
- Dziubak, S.; Małachowski, J.; Dziubak, T.; Tomaszewski, M. Numerical studies of an axial flow cyclone with ongoing removal of separated dust by suction from the settling tank. Chem. Eng. Res. Des. 2024, 208, 29–51. [Google Scholar] [CrossRef]
- Brunazzi, E.; Paglianti, A.; Talamelli, A. Simplified design of axial-flow cyclone mist eliminators. AIChE J. 2004, 49, 41–51. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, L.; Duan, C.; Zheng, J.; Liu, Z.; Ma, G. Cfd simulation on wind turbine blades with leading edge erosion. J. Theor. Appl. Mech. 2021, 59, 579–593. [Google Scholar] [CrossRef]
- Corrêa, R.G.; Andrade, J.R.; de Souza, F.J. Improving separation prediction of cyclone separators with a hybrid urans-les turbulence model. Powders 2023, 2, 607–623. [Google Scholar] [CrossRef]
- Wang, S.; Li, H.; Wang, R.; Wang, X.; Tian, R.; Sun, Q. Effect of the inlet angle on the performance of a cyclone separator using cfd-dem. Adv. Powder Technol. 2019, 30, 227–239. [Google Scholar] [CrossRef]
- Feng, M.; Gui, C.; Zhou, Y.; Lei, Z. Numerical study on performance optimization and flow mechanism of a new cyclone separator. Green Chem. Eng. 2025, 6, 76–84. [Google Scholar] [CrossRef]
- Chen, S.-C.; Tsai, C.-J. An axial flow cyclone to remove nanoparticles at low pressure conditions. J. Nanopart. Res. 2006, 9, 71–83. [Google Scholar] [CrossRef]
- Chengming, S.; Pei, B.; Jiang, M.; Wang, B.; Xu, D.; Chen, Y. Numerical analysis of forces exerted on particles in cyclone separators. Powder Technol. 2016, 294, 437–448. [Google Scholar]
- Nakhaei, M.; Lu, B.; Tian, Y.; Wang, W.; Dam-Johansen, K.; Wu, H. Cfd modeling of gas–solid cyclone separators at ambient and elevated temperatures. Processes 2020, 8, 228. [Google Scholar] [CrossRef]
- Liu, S.Y.; Zhang, Y.; Wang, B.G. Cyclone separator three-dimensional turbulent flow-field simulation using the reynolds stress model. Trans. Beijing Inst. Technol. 2005, 25, 377–379+383. [Google Scholar]
- Kang, L.Q.; Guo, L.J. Simulation of windblown sand movement by discrete particle model. J. Eng. Thermophys. 2006, 27, 441–444. [Google Scholar]
- Mu, G.; He, J.X.; Lei, J.Q.; Pang, Y.J.; Xing, W.J.; Yang, F.X.; Liu, G.J.; Mao, D.; Yue, J. A discussion on the transitional zone from oasis to sandy desert: A case study at cele oasis. Arid Land Geogr. 2013, 36, 195–202. [Google Scholar]
- Dziubak, T. Experimental studies of dust suction irregularity from multi-cyclone dust collector of two-stage air filter. Energies 2021, 14, 3577. [Google Scholar] [CrossRef]
- Mao, Y.; Pu, W.; Zhang, H.; Zhang, Q.; Song, Z.; Chen, K.; Han, D. Orthogonal experimental design of an axial flow cyclone separator. Chem. Eng. Process.—Process Intensif. 2019, 144, 107645. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Blades | Blade Deflection Angle | Blade Thickness | Blade Length | Guide Cylinder Diameter | Pressure Drop | Separator Efficiency |
|---|---|---|---|---|---|---|
| 6 | 50° | 2 mm | 250 mm | 200 mm | 128.3 Pa | 53.88% |
| 8 | 50° | 2 mm | 250 mm | 200 mm | 178.6 Pa | 72.14% |
| 10 | 50° | 2 mm | 250 mm | 200 mm | 214.6 Pa | 84.35% |
| 8 | 40° | 2 mm | 250 mm | 200 mm | 147.7 Pa | 64.91% |
| 8 | 50° | 2 mm | 250 mm | 200 mm | 178.6 Pa | 72.14% |
| 8 | 60° | 2 mm | 250 mm | 200 mm | 207.0 Pa | 86.22% |
| 8 | 50° | 1 mm | 250 mm | 200 mm | 169.5 Pa | 68.43% |
| 8 | 50° | 2 mm | 250 mm | 200 mm | 178.6 Pa | 72.14% |
| 8 | 50° | 3 mm | 250 mm | 200 mm | 184.3 Pa | 77.27% |
| 8 | 50° | 2 mm | 200 mm | 200 mm | 165.7 Pa | 67.27% |
| 8 | 50° | 2 mm | 250 mm | 200 mm | 178.6 Pa | 72.14% |
| 8 | 50° | 2 mm | 300 mm | 200 mm | 186.2 Pa | 74.44% |
| 8 | 50° | 2 mm | 250 mm | 150 mm | 183.0 Pa | 75.38% |
| 8 | 50° | 2 mm | 250 mm | 200 mm | 178.6 Pa | 72.14% |
| 8 | 50° | 2 mm | 250 mm | 250 mm | 174.7 Pa | 68.39% |
| Particle Diameter | Particle Count | Proportion |
|---|---|---|
| 10 μm | 9983 | 9% |
| 20 μm | 11,504 | 10% |
| 30 μm | 12,237 | 11% |
| 40 μm | 12,618 | 11% |
| 50 μm | 12,052 | 10% |
| 60 μm | 11,643 | 11% |
| 70 μm | 10,949 | 11% |
| 80 μm | 10,236 | 9% |
| 90 μm | 9903 | 9% |
| 100 μm | 9729 | 9% |
| Number | Number of Blades | A1 | A2 | Pressure Drop | Separator Efficiency |
|---|---|---|---|---|---|
| 1 | 6 | 15° | 50° | 131.9 Pa | 42.34% |
| 2 | 6 | 20° | 55° | 147.3 Pa | 63.14% |
| 3 | 6 | 25° | 60° | 155.9 Pa | 70.88% |
| 4 | 6 | 30° | 65° | 179.5 Pa | 75.56% |
| 5 | 6 | 35° | 70° | 198.1 Pa | 84.63% |
| 6 | 8 | 15° | 50° | 142.0 Pa | 53.43% |
| 7 | 8 | 20° | 55° | 167.6 Pa | 72.13% |
| 8 | 8 | 25° | 60° | 189.7 Pa | 91.68% |
| 9 | 8 | 30° | 65° | 231.5 Pa | 91.08% |
| 10 | 8 | 35° | 70° | 277.8 Pa | 92.96% |
| 11 | 10 | 15° | 50° | 172.5 Pa | 50.18% |
| 12 | 10 | 20° | 55° | 196.3 Pa | 71.50% |
| 13 | 10 | 25° | 60° | 231.8 Pa | 79.28% |
| 14 | 10 | 30° | 65° | 253.2 Pa | 89.51% |
| 15 | 10 | 35° | 70° | 297.4 Pa | 92.13% |
| 16 | 12 | 15° | 50° | 193.8 Pa | 59.51% |
| 17 | 12 | 20° | 55° | 235.8 Pa | 81.36% |
| 18 | 12 | 25° | 60° | 251.9 Pa | 91.68% |
| 19 | 12 | 30° | 65° | 274.5 Pa | 92.14% |
| 20 | 12 | 35° | 70° | 317.6 Pa | 93.45% |
| Particle Diameter | Inlet Particle Count | Outlet Particle Count | Separation Efficiency |
|---|---|---|---|
| 10 μm | 9983 | 4256 | 57.37% |
| 20 μm | 11,504 | 2467 | 78.56% |
| 30 μm | 12,237 | 1247 | 89.81% |
| 40 μm | 12,618 | 637 | 94.95% |
| 50 μm | 12,052 | 468 | 96.12% |
| 60 μm | 11,643 | 109 | 99.06% |
| 70 μm | 10,949 | 73 | 99.33% |
| 80 μm | 10,236 | 35 | 99.66% |
| 90 μm | 9903 | 27 | 99.73% |
| 100 μm | 9729 | 48 | 99.51% |
| Number | Particle Concentration | Pressure Drop | Separator Efficiency |
|---|---|---|---|
| 1 | 60 mg/m3 | 194.1 Pa | 93.20% |
| 2 | 60 mg/m3 | 186.3 Pa | 93.50% |
| 3 | 60 mg/m3 | 191.1 Pa | 93.70% |
| 4 | 60 mg/m3 | 189.3 Pa | 92.30% |
| 5 | 70 mg/m3 | 184.6 Pa | 90.10% |
| 6 | 70 mg/m3 | 186.2 Pa | 91.50% |
| 7 | 70 mg/m3 | 196.6 Pa | 91.00% |
| 8 | 70 mg/m3 | 185.5 Pa | 88.60% |
| 9 | 80 mg/m3 | 187.8 Pa | 88.80% |
| 10 | 80 mg/m3 | 193.1 Pa | 91.90% |
| 11 | 80 mg/m3 | 196.2 Pa | 88.20% |
| 12 | 80 mg/m3 | 184.1 Pa | 87.00% |
| 13 | 90 mg/m3 | 187.6 Pa | 87.20% |
| 14 | 90 mg/m3 | 194.4 Pa | 87.10% |
| 15 | 90 mg/m3 | 186.6 Pa | 87.70% |
| 16 | 90 mg/m3 | 195.5 Pa | 84.70% |
| 17 | 100 mg/m3 | 187.7 Pa | 83.50% |
| 18 | 100 mg/m3 | 195.3 Pa | 82.00% |
| 19 | 100 mg/m3 | 194.2 Pa | 83.00% |
| 20 | 100 mg/m3 | 193.2 Pa | 82.90% |
| 21 | 110 mg/m3 | 196.0 Pa | 82.40% |
| 22 | 110 mg/m3 | 195.1 Pa | 80.90% |
| 23 | 110 mg/m3 | 192.8 Pa | 81.60% |
| 24 | 110 mg/m3 | 193.4 Pa | 83.20% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Jin, A.; Liu, M. Simulation and Experimental Design of an Axial Flow Cyclone Separator Suitable for High-Wind–Sand Environments. Sustainability 2025, 17, 3355. https://doi.org/10.3390/su17083355
Wang Z, Jin A, Liu M. Simulation and Experimental Design of an Axial Flow Cyclone Separator Suitable for High-Wind–Sand Environments. Sustainability. 2025; 17(8):3355. https://doi.org/10.3390/su17083355
Chicago/Turabian StyleWang, Zhiyuan, Afang Jin, and Mingdong Liu. 2025. "Simulation and Experimental Design of an Axial Flow Cyclone Separator Suitable for High-Wind–Sand Environments" Sustainability 17, no. 8: 3355. https://doi.org/10.3390/su17083355
APA StyleWang, Z., Jin, A., & Liu, M. (2025). Simulation and Experimental Design of an Axial Flow Cyclone Separator Suitable for High-Wind–Sand Environments. Sustainability, 17(8), 3355. https://doi.org/10.3390/su17083355