1. Introduction
The cycle time (flow time, or manufacturing lead time) of a job is the time required for the job to go through the factory. Shortening the job cycle time is very important for a factory, at least for the following reasons:
- (1)
Each job represents an opportunity cost for the factory. A long cycle time means it is difficult to convert the opportunity cost into profits in the short term.
- (2)
Long job cycle times result in the accumulation of work-in-progress (WIP), which makes the shop floor management a challenging task.
- (3)
In a semiconductor manufacturing factory, the risk that a wafer is contaminated increases if the cycle time is long.
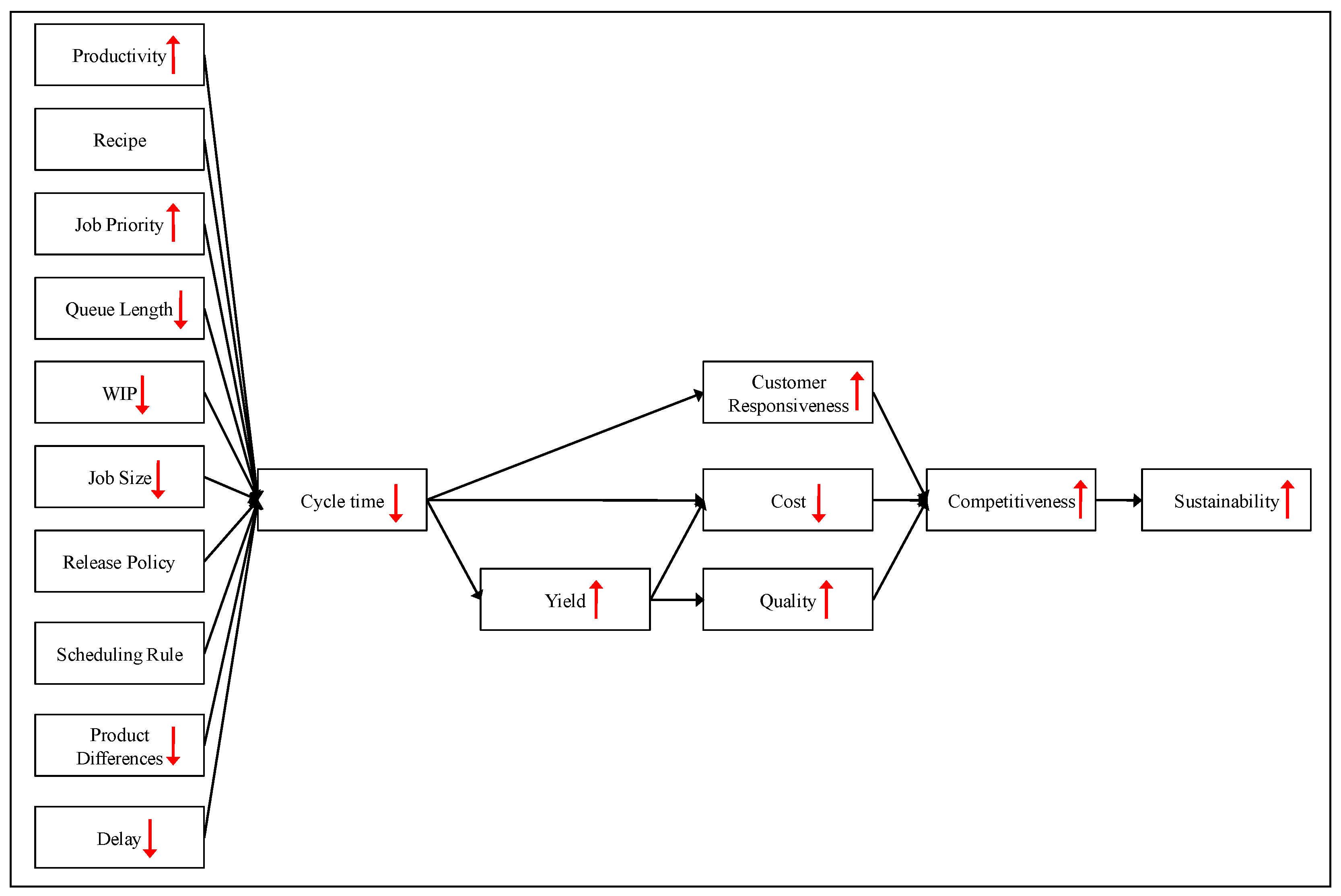
These issues are related with cycle time, cost, and yield (
i.e., product quality). In fact, the three factors are not only the keys to the competitiveness of a semiconductor manufacturer [
1,
2,
3], but also decisive factors for the sustainability of the semiconductor manufacturer. The conclusions of some relevant studies on the competitiveness and sustainability of a semiconductor manufacturer were summarized in
Table 1. In the past, support from the government enabled the continued growth of semiconductor manufacturers in some regions, such as Taiwan and South Korea. After such support disappears, how to continue to maintain competitiveness and sustainability becomes a big problem. For example, not being able to push costs down further has forced many dynamic random access memory (DRAM) manufacturers to exit the market. The survived continue to reduce the job cycle time, so as to respond more quickly to changes in customer demand, and thus gain a competitive advantage [
4]. A shorter job cycle time also means it is possible to commit an attractive due date to the customer. That helps to expand the market share and to ensure sustainability.
Table 1.
Conclusions of some relevant studies on the competitiveness and sustainability of a semiconductor manufacturer.
Table 1.
Conclusions of some relevant studies on the competitiveness and sustainability of a semiconductor manufacturer.
| Reference | Objective |
|---|
| Armstrong [5] | Four principles for competitive semiconductor manufacturing were proposed. |
| Jenkins et al. [6] | The importance of quality is stressed.Quality should be designed into products and processes. |
| Fulcher [7] | The accuracy of forecasting technology trends and emerging markets is important to the competitiveness of a semiconductor manufacturer. |
| Leachman [8] | Factors that influence competitive semiconductor manufacturing (CSM) were identified. |
| Peng and Chien [1] | Shortening cycle time, producing high-quality products, on-time delivery of orders, continual cost reductions, and improving efficiency were considered as the most direct and effective ways to create value for customers. |
| Walsh et al. [9] | The competitiveness and sustainability of a semiconductor manufacturer are closely related. |
| Liao and Hu [10] | Knowledge management is a decisive factor for a semiconductor manufacturer to develop and maintain its competitive advantage. |
| Chen [2] | Allocating more factory capacity to a product can change the yield learning process and enhance the competitiveness. |
| Chien and Zheng [11] | A semiconductor manufacturer has to constantly develop and employ the latest technology to maintain a competitive advantage. |
| Nakagawa et al. [12] | Distributors can create good cooperation and collaboration by mediates between semiconductor manufacturers and user companies. |
| Chen [3] | Cost competitiveness is a subjective concept that can be modeled with a fuzzy value.The long-term competitiveness can be assessed by observing the trend in the mid-term competitiveness. |
| Chen and Wang [13] | Productivity is crucial to the competitiveness of a semiconductor manufacturer.The long-term competitiveness is the key to the sustainability of a factory. |
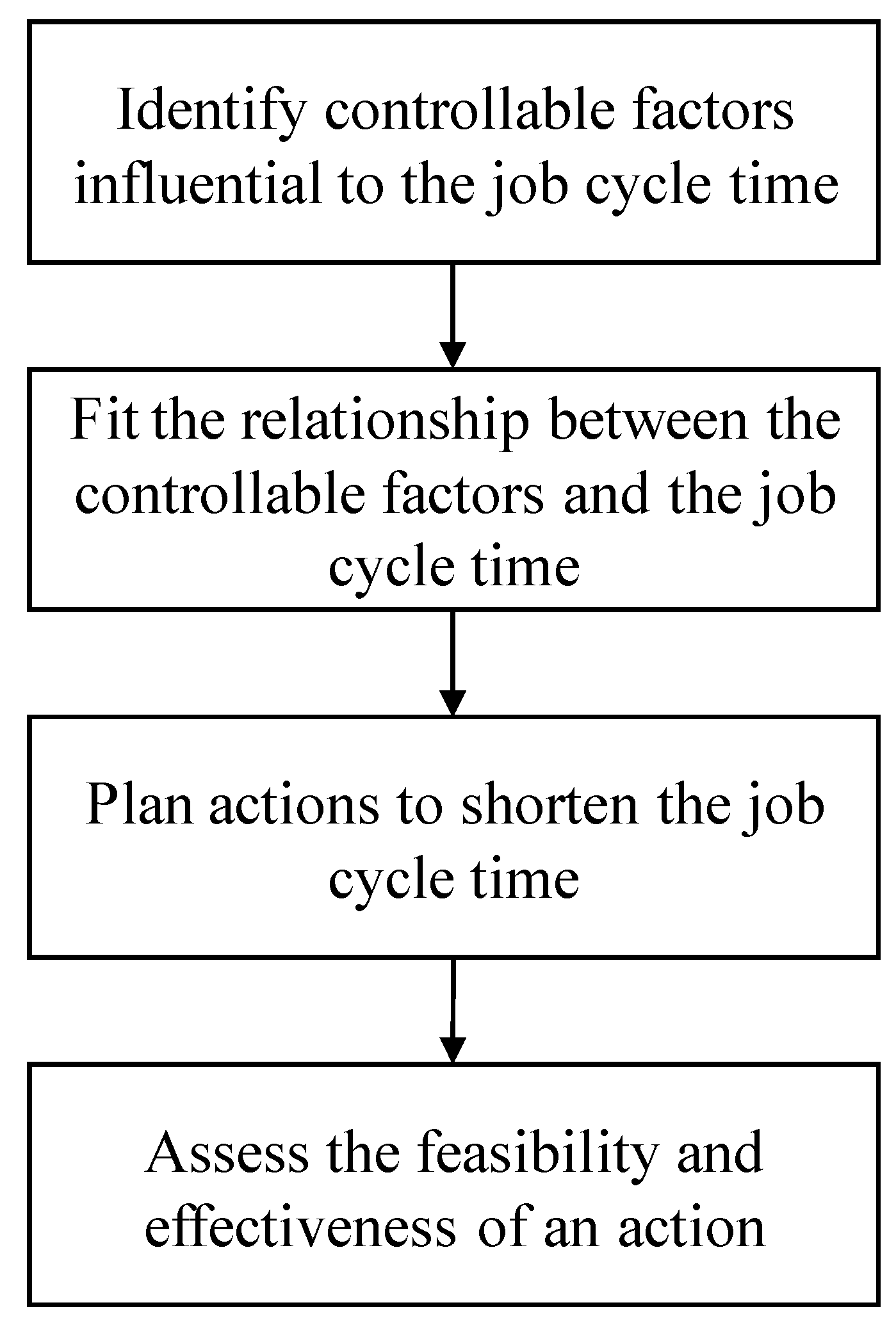
However, in the past, cycle time reduction was usually unplanned owing to the lack of a systematic and quantitative procedure. To tackle this problem, this study aims to establish a systematic procedure for planning cycle time reduction actions to enhance the competitiveness and sustainability of a semiconductor manufacturer (see
Figure 1). To this end, a four-step procedure is followed:
- (1)
Identify factors that are influential to the job cycle time and are controllable: The cycle time of a job is subject to capacity constraints, the factory congestion level, the quality of job scheduling, and many other factors [
14]. However, these factors must be operable to be useful, and this step is to adjust such operable factors so that the job cycle time can be shortened.
- (2)
Fit the relationship between the controllable factors and the job cycle time: The existing methods for fitting the relationship between the controllable factors and the job cycle time can be divided into several categories: probability-based statistical methods, case-based reasoning (CBR), artificial neural networks (ANNs), simulation, and hybrid approaches. A recent literature review on these methods can be seen in Chen and Wang [
15]. In this study, an ANN is used. A number of studies have shown that linear methods are incapable of estimating the job cycle time [
4]. Nonlinear method, such as ANNs, are more appropriate to estimate the job cycle time.
- (3)
Plan actions to shorten the job cycle time: We can take actions to change the attributes and processing order of a job, or the size of the storage area to adjust the values of the controllable factors, which shortens the job cycle time according to the mechanism fitted in (2). In addition, adopting a more effective scheduling rule has also been shown to shorten the cycle time [
16]; however, it requires extensive and time-consuming evaluation, usually after a series of simulation experiments.
- (4)
Assess the feasibility and effectiveness of an action: We can compare the new values of the controllable factors to those that have been used in the past to assess the feasibility and effectiveness of an action. To this end, two indexes, based on the mean absolute percentagedeviation (MAPD) between the target values and the historical/original values, have been proposed.
The remainder of this paper is organized as follows.
Section 2 is divided into four parts; each of them details a step of the proposed methodology. To illustrate the applicability of the proposed methodology, a real case from a semiconductor manufacturing factory is used. Based on the application results, the advantages and/or disadvantages of the proposed methodology are discussed. Based on them, some points are concluded. At last, some directions for future exploration are also given in the last section.
Figure 1.
The motive for the proposed methodology.
Figure 1.
The motive for the proposed methodology.
3. Illustrative Examples
To illustrate the application of the proposed methodology, the data of 120 jobs from a semiconductor manufacturing factory have been collected, including the attributes and cycle time of each job, the factory conditions when each job was released into the factory, and delay-related information (see
Table 3). Except the cycle time, which is the dependent variable, all the other variables were filtered to remove uncontrollable ones.
Table 3.
The collected variables.
Table 3.
The collected variables.
| Category | Variables |
|---|
| Job Attributes | Job size |
| Cycle time |
| Number of steps |
| Number of reentraces |
| Total processing time |
| Due date |
| Factory Conditions | Factory WIP when a job is released |
| Factory utilization of the day before a job is released |
| Queue length before bottleneck machines when a job is released |
| Queue length on the processing route of a job when the job is released |
| Delay-related Information | Delay |
| Waiting time |
After backward elimination of regression analysis, six controllable variables that were the most influential for the job cycle time were determined as:
xj1–the job size,
xj2–factory WIP,
xj3–the queue length before the bottleneck,
xj4–the queue length on the route,
xj5–the average waiting time, and
xj6–factory utilization, as shown in
Table 4. The fitted regression equation is
aj = −373 + 5.273
xj1 + 1.834
xj2 + 1.220
xj3 – 1.853
xj4 +0.080
xj5 + 286
xj6.
R2 = 0.73 and adjusted
R2 = 0.72. The analysis of variance (ANOVA) results are shown in
Table 5.
Table 4.
The six controllable variables.
Table 4.
The six controllable variables.
| j | xj1 (pieces) | xj2 (jobs) | xj3 (jobs) | xj4 (jobs) | xj5 (hrs) | xj6 | aj (hrs) |
|---|
| 1 | 24 | 1223 | 158 | 807 | 99 | 0.842 | 953 |
| 2 | 23 | 1225 | 164 | 665 | 142 | 0.948 | 1248 |
| 3 | 25 | 1232 | 154 | 718 | 373 | 0.884 | 1299 |
| 4 | 23 | 1282 | 165 | 813 | 148 | 0.929 | 976 |
| 5 | 22 | 1352 | 182 | 760 | 389 | 0.931 | 1189 |
| 116 | 23 | 1322 | 154 | 664 | 82 | 0.930 | 1561 |
| 117 | 22 | 1292 | 156 | 805 | 209 | 0.803 | 1241 |
| 118 | 23 | 1173 | 157 | 791 | 111 | 0.801 | 859 |
| 119 | 24 | 1270 | 175 | 688 | 38 | 0.909 | 1148 |
| 120 | 22 | 1319 | 159 | 777 | 326 | 0.888 | 1285 |
Table 5.
ANOVA results.
| Degree of freedom | SS | MS | F | significance |
|---|
| Regression | 6 | 3,687,846 | 614,641 | 52.14 | 2.58×10−30 |
| Residuals | 113 | 1,332,180 | 11,789 | | |
| Sum | 119 | 5,020,027 | | | |
Subsequently, the values of the six controllable variables were normalized to 0.1–0.9 (see
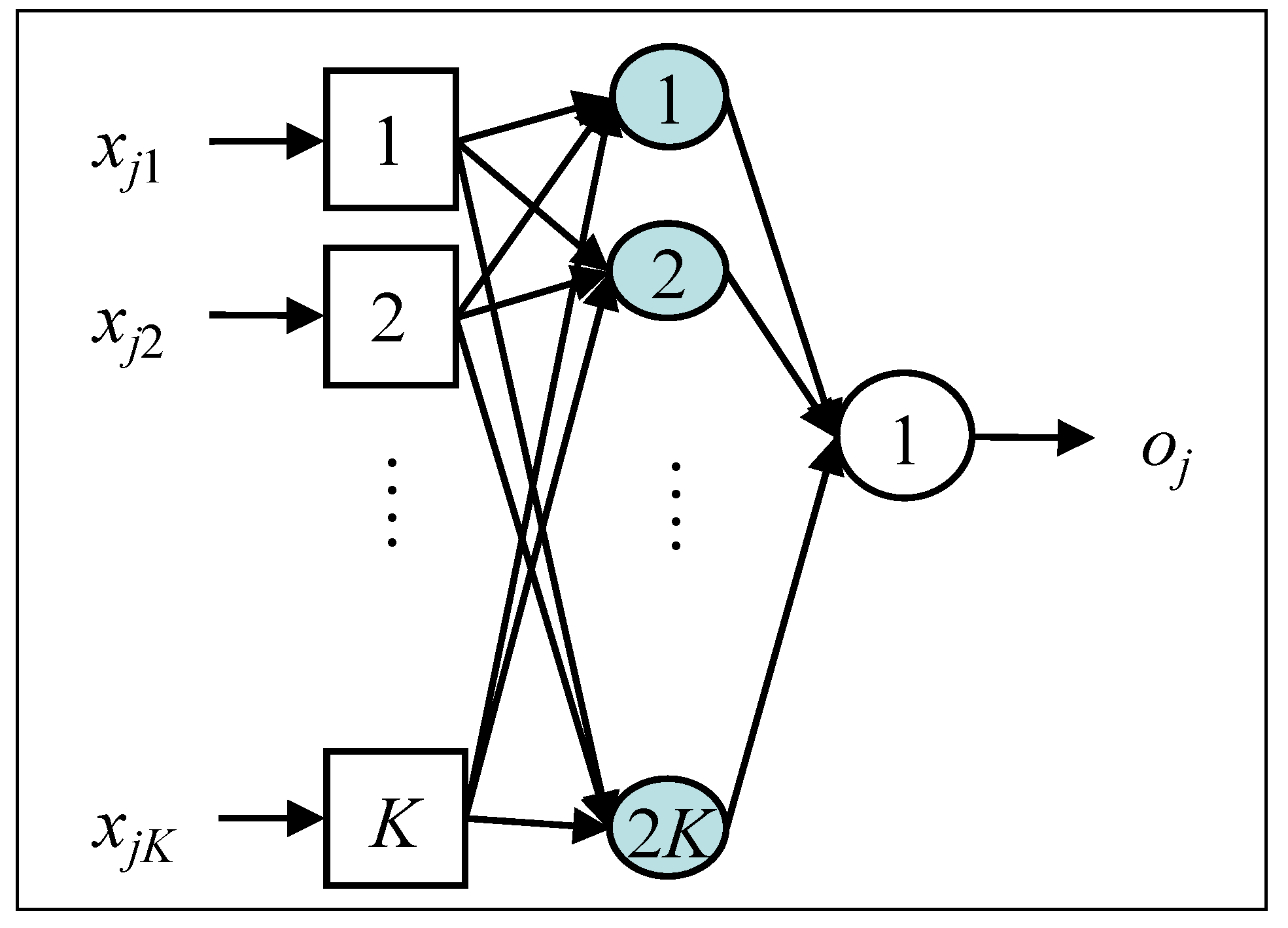
Table 6). Then, a BPN was established to fit the relationship between the job cycle time and the six controllable variables. The BPN has a single hidden layer with 12 nodes, and was trained with 3/4 of the collected data using the gradient descent algorithm. The remaining 1/4 were reserved for evaluating the performance of the BPN. BPN training stopped if the MSE was less than 10
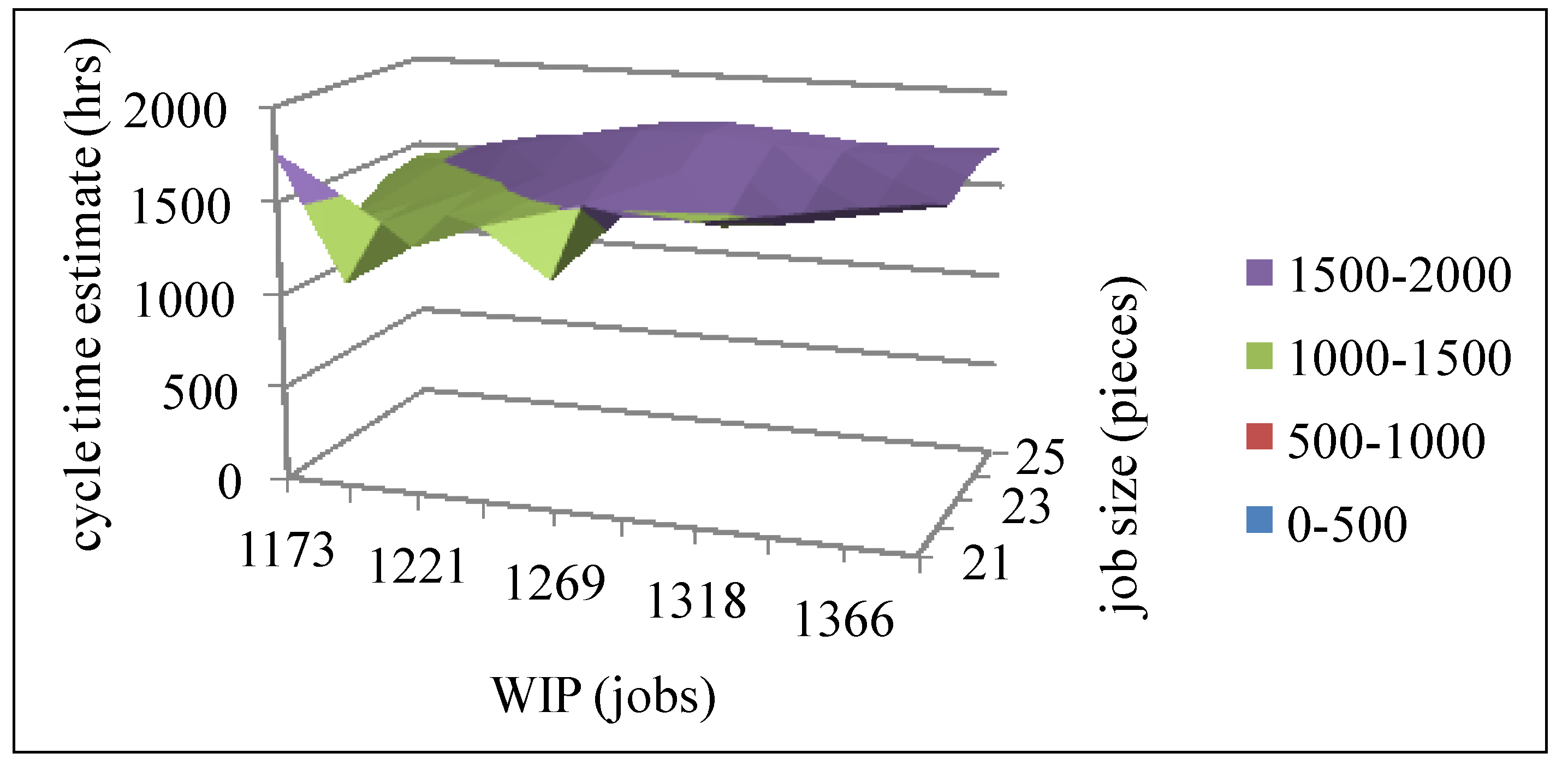
−5 or 15000 epochs have been run. To visualize the relationship, it was projected down to the three-dimensional space, as shown in
Figure 4
Table 6.
The normalized values of the six controllable variables.
Table 6.
The normalized values of the six controllable variables.
| j | xj1 | xj2 | xj3 | xj4 | xj5 | xj6 | aj |
|---|
| 1 | 0.700 | 0.284 | 0.200 | 0.811 | 0.202 | 0.337 | 0.186 |
| 2 | 0.500 | 0.292 | 0.350 | 0.237 | 0.283 | 0.738 | 0.432 |
| 3 | 0.900 | 0.318 | 0.100 | 0.452 | 0.717 | 0.495 | 0.475 |
| 4 | 0.500 | 0.502 | 0.375 | 0.835 | 0.294 | 0.667 | 0.205 |
| 5 | 0.300 | 0.760 | 0.800 | 0.621 | 0.748 | 0.674 | 0.383 |
| 116 | 0.500 | 0.649 | 0.100 | 0.233 | 0.170 | 0.670 | 0.693 |
| 117 | 0.300 | 0.539 | 0.150 | 0.803 | 0.409 | 0.190 | 0.426 |
| 118 | 0.500 | 0.100 | 0.175 | 0.746 | 0.224 | 0.181 | 0.108 |
| 119 | 0.700 | 0.458 | 0.625 | 0.330 | 0.087 | 0.592 | 0.348 |
| 120 | 0.300 | 0.638 | 0.225 | 0.690 | 0.629 | 0.513 | 0.463 |
Figure 4.
The relationship projected down to the three-dimensional space.
Figure 4.
The relationship projected down to the three-dimensional space.
Finally, the BPN can be used to estimate the cycle time with any setting of the six controllable variables.
3.1. Example 1
If the job size = 25 pieces, factory WIP = 1246 jobs, the queue length before the bottleneck = 170 jobs, the queue length on the route = 726 jobs, the average waiting time = 243 h, and factory utilization = 89%, then the estimated cycle time is 1665 h.
In addition, we can assess the effectiveness of a cycle time reduction action.
3.2. Example 2
In the previous example, if factory WIP, the queue length before the bottleneck, and the queue length on the route can all be reduced by 5%,
i.e.,
factory WIP = 1183 jobs;
the queue length before the bottleneck = 161 jobs;
the queue length on the route = 690 jobs;
then the estimated cycle time can be shortened from 1665 hours to 1586 hours, with a reduction of 4.75%.
Further, it is also possible to develop an action to achieve the cycle time improvement target.
3.3. Example 3
In the previous example, if the cycle time is to be improved by 7%, by lowering the WIP level in the factory, then the factory WIP should be reduced from 1246 jobs to 1208 jobs, which is equal to a percentage of 3.1%.
There are a number of possible actions that may achieve the cycle time reduction target. For example, in the previous example, five such actions are listed in
Table 7. However, not all of them are feasible, or even effective. To assess the feasibility of each action, the mean absolute percentage deviation between the target values and the historical values, MAPD
h, has to be less than a threshold
θ1 that was set to 4%. The assessment results were summarized in
Table 8. Among the five actions, only three of them were feasible. Subsequently, the most effective cycle time reduction action is the feasible one that minimizes the mean absolute percentage deviation between the target values and the original values of the controllable variables,
i.e., MAPD
o. The results are shown in
Table 9. Obviously, the most effective action is action #2 in this example. Subsequently, the conclusion was handed over to a production control engineer to be confirmed. The confirmation results were shown in
Table 10. The expert believed that the proposed action was basically feasible.
The financial benefits of the cycle time reduction action can be described by the following analysis. The factory releases about 30,000 pieces of wafers per month. The unit cost of each finished wafer is about $17000. Therefore, the opportunity cost of a wafer in progress can be approximated as 17000/2 = 8500 dollars per day, assuming it is half-finished. A reduction of 7% in the cycle time is about five days. In total, the annual savings of the opportunity costs by the cycle time reduction action is about 8500 × 30,000 × 12 × 5 = 15.3 billion dollars. As capital adequacy is very important for a semiconductor manufacturer, we believe such benefits can improve the sustainable development of the semiconductor manufacturer.
Table 7.
Five possible actions to achieve a cycle time reduction of 7%.
Table 7.
Five possible actions to achieve a cycle time reduction of 7%.
| Action # | Content | Estimated Cycle time Reduction |
|---|
| 1 | Reduce factory WIP by 3.1% | 7% |
| 2 | Reduce the job size by 8% | 7% |
| Reduce factory WIP by 1% |
| Reduce the queue length before the bottleneck by 3% |
| Reduce the queue length on the route by 3% |
| Reduce the average waiting time by 3% |
| 3 | Reduce the job size by 4% | 7% |
| Reduce the queue length before the bottleneck by 8% |
| Reduce the average waiting time by 31% |
| Reduce factory utilization by 8% |
| 4 | Reduce the job size by 4%% | 7% |
| Reduce factory WIP by 4% |
| Reduce the queue length before the bottleneck by 4% |
| Reduce the queue length on the route by 9%, |
| Reduce the average waiting time by 59% |
| Reduce factory utilization by 3% |
| 5 | Reduce the job size by 8% | 7% |
| Increase factory WIP by 2% |
| Reduce the queue length before the bottleneck by 4% |
| Reduce the queue length on the route by 6% |
| Reduce the average waiting time by 14% |
| Reduce factory utilization by 1% |
Table 8.
The feasibility assessment results.
Table 8.
The feasibility assessment results.
| Action # | MAPDh | Feasibility |
|---|
| 1 | 4.2% | Infeasible |
| 2 | 2.5% | Feasible |
| 3 | 3.7% | Feasible |
| 4 | 4.1% | Infeasible |
| 5 | 2.7% | Feasible |
Table 9.
The effectiveness evaluation results.
Table 9.
The effectiveness evaluation results.
| Action # | MAPDo | Effectiveness |
|---|
| 2 | 3.1% | Most effective |
| 3 | 8.6% | - |
| 5 | 5.8% | - |
Table 10.
The confirmation results.
Table 10.
The confirmation results.
| Action | Confirmation Result |
|---|
| Reduce the queue length before the bottleneck by 3% | It can be taken, but will it lead to a reduction in the factory monthly output? |
| Reduce the queue length on the route by 3% | It can be taken by controlling the inputs to the route. |
| Reduce the average waiting time by 3% | It is a good direction, but unsure how to take. |
4. Conclusions and Future Research Directions
Enhancing the competitiveness and sustainability has been pursued by every semiconductor manufacturer. A key to this is the production cycle time. Shortening the production cycle time improves the responsiveness to customer demands, and leads to significant profits from yield improvement and cost reduction. However, in the past, cycle time reduction is usually unplanned owing to the lack of a systematic and quantitative procedure. To tackle this problem, a systematic procedure was established in this study for planning cycle time reduction actions to enhance the competitiveness and sustainability of a semiconductor manufacturer. First, some controllable factors that are influential to the job cycle time are identified. Subsequently, the relationship between the controllable factors and the job cycle time is fitted with a BPN. Based on this relationship, actions to shorten the job cycle time can be planned. The feasibility and effectiveness of an action have to be assessed before it is taken in the practice.
An example containing the real data of hundreds of jobs has been used to illustrate the applicability of the proposed methodology. The results showed that the proposed methodology is indeed an easy-to-use and efficient procedure. It guided the planning of cycle time reduction step by step, and was also able to list a number of possible solutions to choose from. That provides much flexibility in practice. Further, from the financial analysis, the value of the cycle time reduction action to the sustainable development of the semiconductor manufacturer is even more obvious, since semiconductor manufacturing is a burning-money industry. However, any conclusion from the proposed procedure has to be confirmed by the production control engineer.










 is the threshold on this node;
is the threshold on this node;  is the weight of the connection between input node k and hidden-layer node l. hl is passed to the output node in the same way, and finally the network output, i.e., the cycle time estimate of job j, is generated as
is the weight of the connection between input node k and hidden-layer node l. hl is passed to the output node in the same way, and finally the network output, i.e., the cycle time estimate of job j, is generated as



 is the threshold on the output node;
is the threshold on the output node;  is the weight of the connection between hidden-layer node l and the output node.
is the weight of the connection between hidden-layer node l and the output node.





 ,
,  ,
,  , and
, and  indicate the adjustments that should be made to the corresponding parameters. η is the learning rate.
indicate the adjustments that should be made to the corresponding parameters. η is the learning rate.
{kind=link}
{kind=link}
{kind=link}
{kind=link}

