Abstract
The aim of the study presented in this article is to assess, from an environmental standpoint, a set of eco-innovations applied to the production process of an automotive component. The eco-innovations were developed by a supply network of small- and medium-sized enterprises (SMEs) in the framework of a project named “Hi-reach”. The component considered is a motorcycle rear wheel spindle. The conventional version is obtained by machining a single forged steel part. The Hi-reach version is indeed manufactured by joining a shaft to a flange; in addition, conventional surface treatments are replaced by a plasma-enhanced chemical vapour deposition (PECVD) treatment and other machining steps are improved. This process was conceived with the aim of maintaining (or enhancing) the technical performance of the spindle and reducing production costs. A Life Cycle Assessment (LCA) was carried out to compare the two scenarios described. Those eco-innovations resulted in significant improvements of the environmental performance of the analysed component, ranging, on average, between 50% and 70% for the impact indicators considered. Our results also highlight the role of SMEs in promoting process eco-innovations and the increasing relevance of LCA as a tool to support decision making in manufacturing.
1. Introduction
The automotive industry is recognised as one of the leading industries in developing innovative products, processes and organizational solutions. In recent decades, the management of the increasing product complexity and the technological pressure, along with the need of cost reduction, have encouraged a high fragmentation of activities throughout supply chains. Indeed, suppliers and sub-suppliers—often small- and medium-sized enterprises (SMEs)—have specialised in specific process steps, whilst manufacturers have focused on the assembly and distribution of final products [1,2]. The presence of automotive industrial networks is still considered an invisible asset for many advanced countries, while trends of delocalisation towards emerging countries have been documented [3,4]. In Italy, the domestic production of two-wheeled vehicles currently amounts to approximately 700,000 items per year generating a total income of 4.5 billion €; moreover, Italy is the largest market in Europe for those vehicles [5]. The automotive industry has traditionally been environmentally critical; an increased environmental concern and the evolving regulations [6,7] have recently been changing trends in production and manufacturing activities towards a better efficiency in resource and energy management.
A suitable environmental strategy should include all phases of the life cycle of products and processes, involving both the material and the energy flows, from the extraction of resources, throughout manufacturing and assembly processes, distribution of the final product, use phase and the end of life management [8,9,10,11]. Because of the strong functional and relational links among design, manufacturing, managerial and organisational issues in automotive production [12,13,14], the application of environmentally-conscious strategies in that industry can be more successful if the actors of the supply chain, especially SMEs, are involved in a systemic way [15,16,17,18].
This paper deals with the theme of the joint “green” process development in a context of SME sub-suppliers. A set of process eco-innovations developed in the framework of a project named “Hi-reach” [19] are considered; those eco-innovations are referred to a motorcycle steel component: the rear wheel spindle. The environmental performances of the innovative solutions proposed in the project are assessed by comparing the conventional and the improved version of the product analysed.
Dynamics of Change within Industrial Networks: Innovations and Eco-Innovations
This sub-section describes the theoretical background of the project and explains its placement in the literature on eco-innovations. As regards the dynamics of change within industrial networks, many authors argue that companies belonging to networks generally present a strong propensity to innovate compared to isolated companies; this propensity seems to be due to two factors: the geographical proximity [20,21] and the presence of ties [22,23] that enable the sharing of knowledge and facilitate the creation and the diffusion of innovative products and technologies. Another aspect that historically emerges is that innovations in the automotive supply chains are often driven by the final manufacturer [24]. Those mechanisms have not yet been fully clarified with respect to eco-innovations, while much has been said at the individual company level or at a country level. However, the concept is not new and various definitions have been proposed in the literature since the end of the 1990s [25,26,27,28,29]. Eco-innovation has been defined as “any new or significantly improved product (good or service), process, organisational change or marketing solution that reduces the use of natural resources (including materials, energy, water and land) and decreases the release of harmful substances across the whole life-cycle” [30]. The possibilities of change currently available in terms of eco-innovation are, therefore, very large. The Organization for Economic Co-operation and Development (OECD) [31] proposed a classification of eco-innovations based on two criteria: the objectives and/or the entities involved (processes, products, organizations, institutions) and the mechanisms of change (modification, redesign, evaluation of alternative options, creation of alternatives). From a combined analysis of the two criteria it is possible to identify some broad categories of eco-innovation, which differ in scope and modes of development. In respect to the context in which they are adopted, they may operate at different levels: a first level, purely technological, includes systems for pollution prevention and control and cleaner technologies; its scope is limited to reference processes or process phases; in such cases, the mechanism of action consists of changing their current status to achieve better environmental performances. The second level includes innovative solutions that can address the production output (products and services), in a perspective of redesign. The third level includes organisational and managerial eco-innovations, including the procedures by which production activities are conducted that may have direct or indirect effects on the environment; this is the typical case of the implementation of environmental management systems (EMS). The fourth level includes inter-firm or production-chain solutions and refers to incremental and radical solutions for the assessment and reduction of impacts at every stage of the life-cycle of a product or a process (e.g., Life Cycle Assessment/Life Cycle Design/Reverse Logistics). The fifth level refers to more extensive production systems; the solutions, inspired by Industrial Ecology, aim to exploit synergies arising from the collaborative management of material and energy flows running through the production units involved (e.g., Closed-loop systems, Industrial Symbiosis). In these last two cases, the nature of changes is systemic: the technological, organizational and managerial dimensions of eco-innovations become part of the business strategies. To date, in the automotive sector, a fairly high degree of diffusion of eco-innovations of the first, second and third type can be observed, while experiences of solutions that operate at the system level are more limited.
The eco-innovations included in the Hi-reach project involve aspects that range from the second to the fourth level and, specifically, can be defined as “modular” [12] and incremental process eco-innovations, proposed and managed jointly by the network of the SME sub-suppliers. The external constraints in implementing those eco-innovations are: keeping (or enhancing) the product’s technical characteristics and not increasing (or reducing) the production costs. This would allow the SME sub-suppliers to submit the improved version to final manufacturers as an alternative option to be implemented in mass production. This is an interesting new perspective for eco-innovations: indeed, subcontracting SMEs can seldom participate in the final product design; however, they possess great expertise regarding the production processes, in some cases even greater knowledge than the final manufacturer itself. In addition, subcontractors can leverage relevant synergies within the supply chain by exploiting proximity or existing relations. Such potentials prove to be useful in improving the environmental performance of a product or process [32]. What this paper presents is, therefore, also an organisational and marketing eco-innovation, because the project foresees a new structure and relations in the supply chain and also a new way to relate to the final producer as a customer (Figure 1).
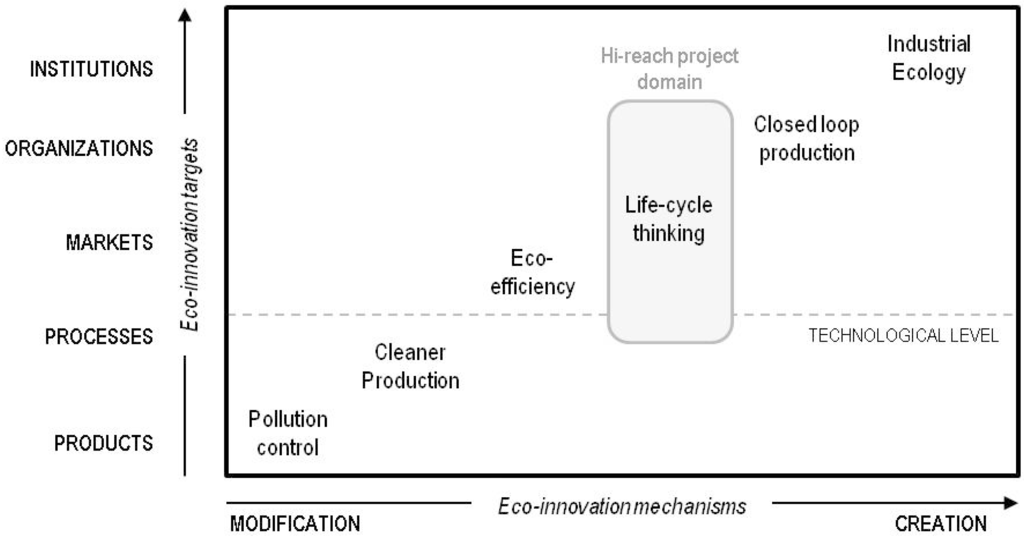
Figure 1.
Targets and mechanisms of eco-innovations (adapted from OECD, 2009 [31]).
Figure 1.
Targets and mechanisms of eco-innovations (adapted from OECD, 2009 [31]).
2. Experimental Section: The Hi-Reach Project and Life Cycle Assessment (LCA)
2.1. The SME Supply Network and the Product Manufactured
The supply network involved in the project is composed of first-tier suppliers of two and four-wheel industries. The leading company of the network deals with the development of high-tech mechanical subsystems; another company is an aluminium foundry specialized in gravity shell casting. These two plants are part of the same industrial corporation and are often involved in co-design activities. Other SMEs in the network are engaged in cutting, coatings and surface treatments, manufacturing of auxiliary components and special processing. The companies directly involved in the eco-innovation of the spindle are four: a manufacturer of semi-finished steel components; the mechanical processing plant and two plants dealing with the forming and the surface coating of steel-made products.
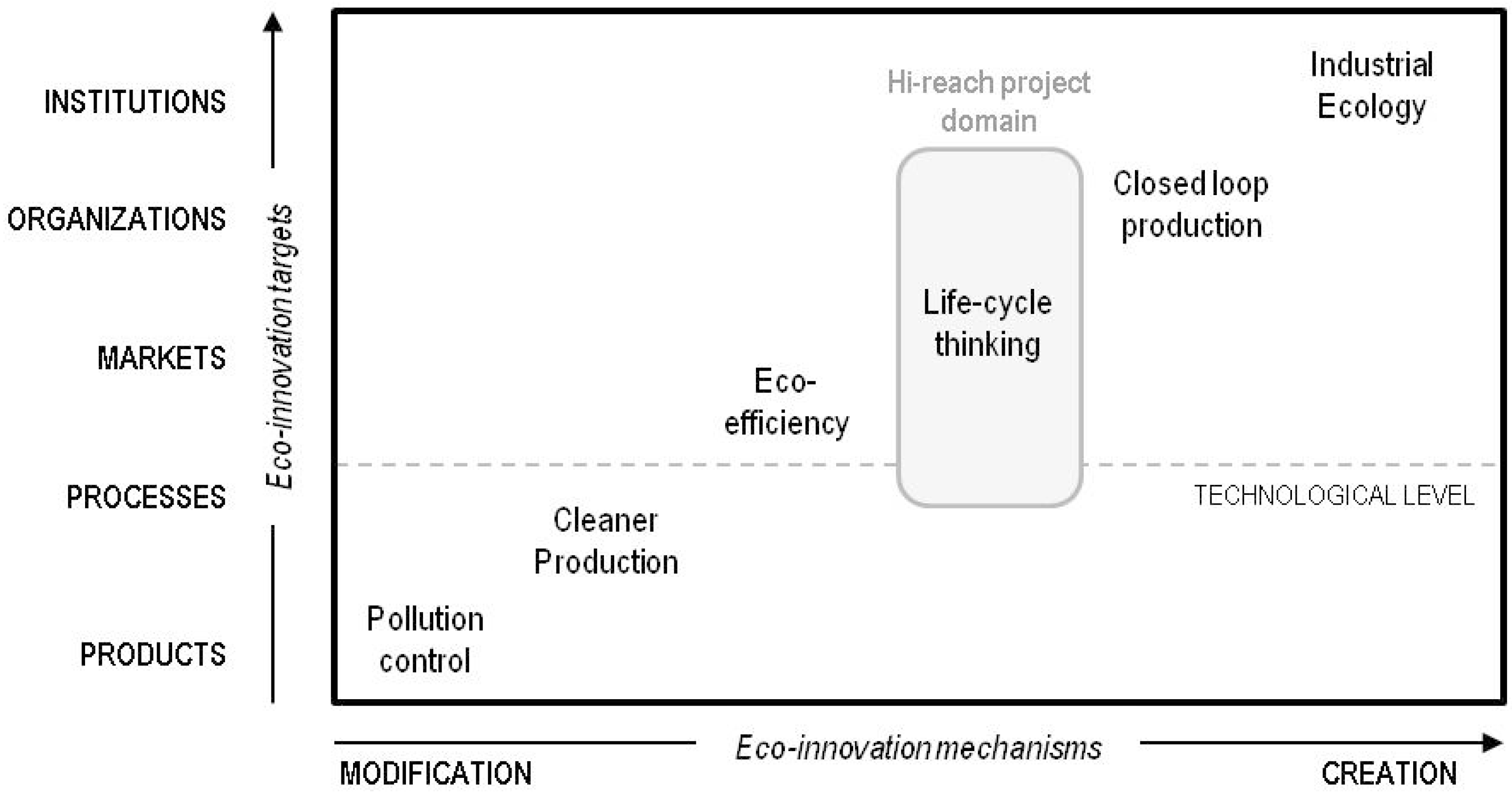
The spindle (Figure 2) is a critical component of the rear traction module of motorcycles, made from a steel alloy and having a final weight of 1.55 kg.
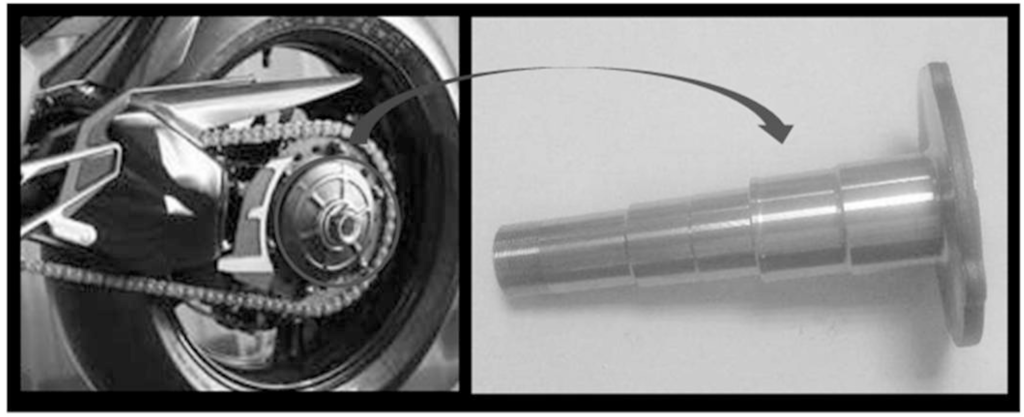
Figure 2.
The rear wheel spindle analysed.
Figure 2.
The rear wheel spindle analysed.
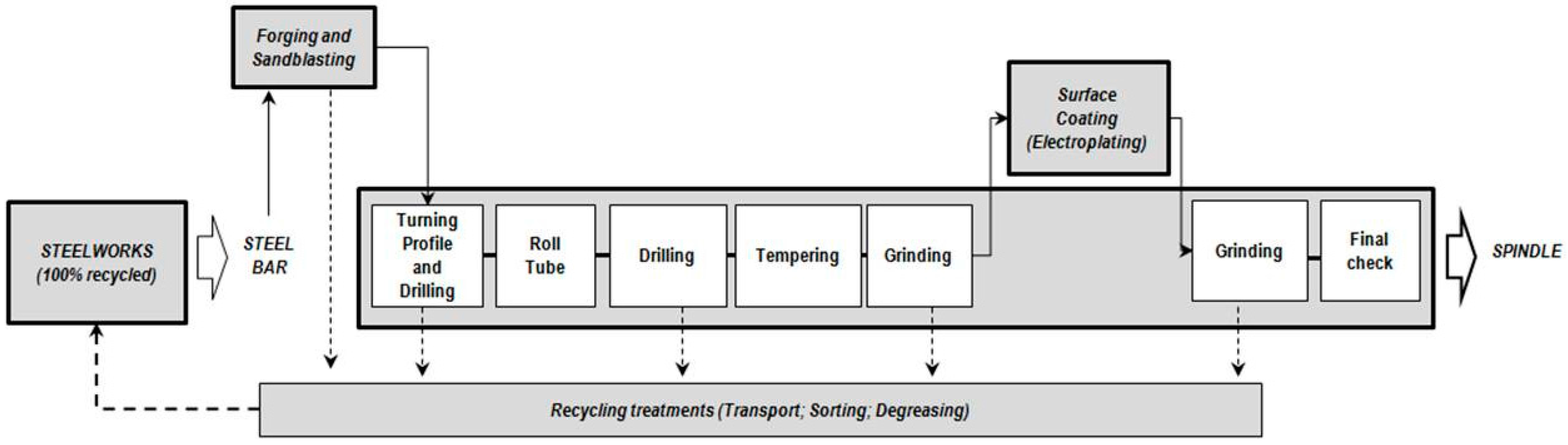
The conventional version is obtained by machining a single part: a bar of 5 kg made of 100% recycled steel is forged and sandblasted by a first sub-supplier, and subsequently undergoes a series of mechanical machining steps (turning profile; drilling; rolling). The component is then subjected to a surface coating (cleaning with caustic soda and hydrochloric acid, zinc coating, induction hardening) and then grinded and checked (s.c. “Penetrant Liquids Test”). The overall process generates relevant amounts of steel scraps in the phases of forging, turning, drilling, grinding, for a total mass of about 3.5 kg. Such scraps are subjected to a process of pre-treatment (sorting and degreasing) and then sent for recycling. Figure 3 shows the process steps and the production plants involved in the manufacturing of the conventional version of the spindle. The steps of the conventional process are shared among the companies that are part of the network as follows (Figure 3): the white cells within the gray box represent the steps performed by the machining facility (the company which also played the role of project leader), the external boxes, the process steps carried out by other companies of the network. The upstream processing steps (steelworks, forging and sandblasting) are localized at a considerable distance (about 500 km) from the machining facility, while the finishing (surface coatings) and subsidiary (recycling treatments) steps are performed by co-located partners (less than 50 km away). The production process of the wheel spindle in its conventional version was developed entirely based on the final producer’s technical specifications.
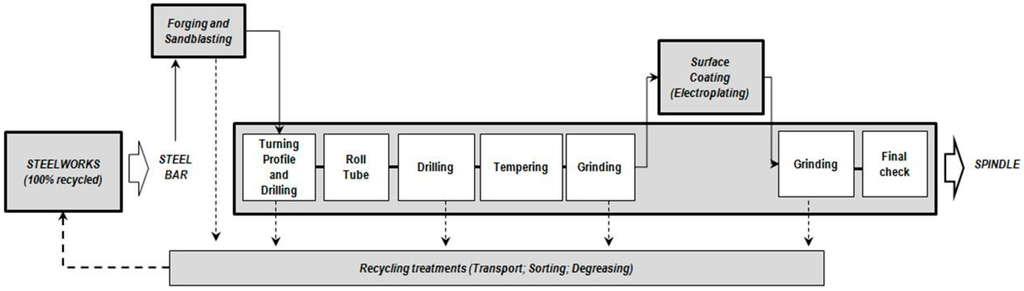
Figure 3.
Flow-chart of the systems analysed—conventional version.
Figure 3.
Flow-chart of the systems analysed—conventional version.
2.2. General Features and Aims of the Proposed Eco-Innovation
The experience and the competences acquired and the relations established between the companies within the supply chain have promoted the development of a proposal for a co-developed alternative process for the manufacturing of the spindle, which includes the integration of new technologies and a new setting of the production steps among the partners involved.
The eco-innovation analysed consists of a series of solutions aimed at: (i) improving the use of materials, resources and energy; (ii) eliminating or reducing the presence of toxic substances; (iii) increasing the recyclability of components and materials, thus obtaining economic benefits resulting from the greater overall system efficiency. The solutions proposed mainly concern the process concept of the spindle, some machining steps and the surface treatment. Such eco-innovations are included in an improved product system scenario, which is compared to the conventional version, described above (Figure 3).
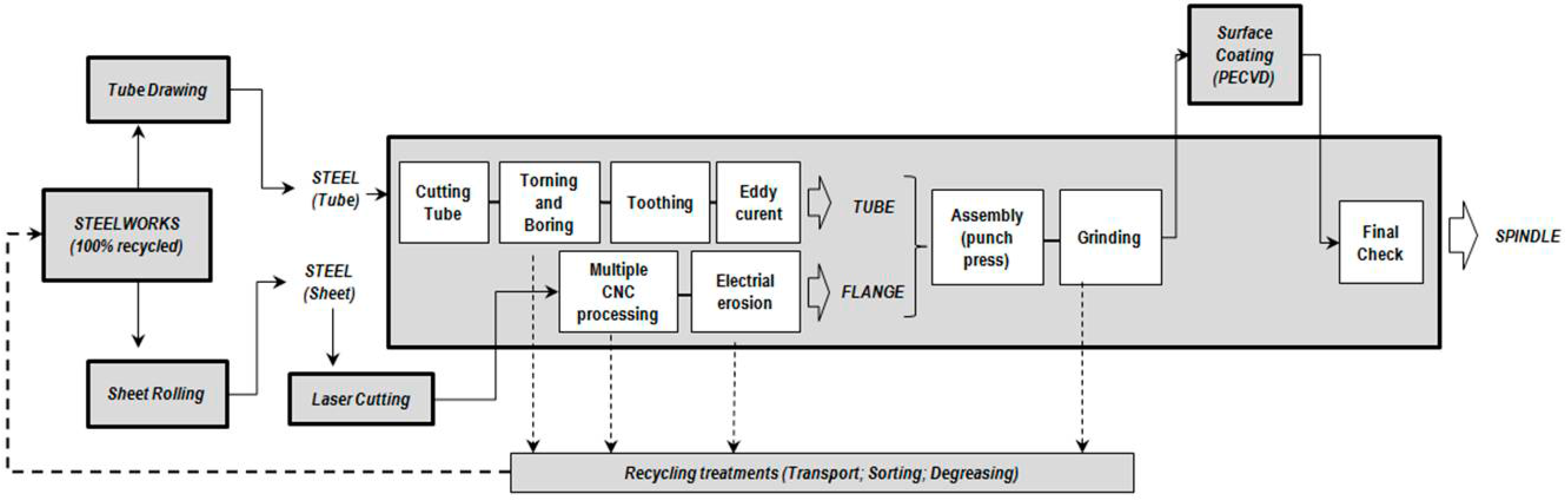
The Hi-reach spindle is manufactured by joining a shaft, that is obtained from a high strength steel tube (outer diameter 51 mm, inner diameter 29 mm), to a flange that is obtained from a steel sheet (thickness 14 mm). The process starts from the supply of the tube and the steel sheet, which undergo different processing phases before final assembly. The tube undergoes a cutting step, and then a series of mechanical machining: turning, drilling, toothing, and a phase of control (s.c. “Eddy current”). The sheet is subjected to a step of laser cutting (realised by an external company), then to multiple Computer Numerical Control (CNC) processing and to an electrical erosion. The two parts obtained are assembled through a thermo-mechanical process (s.c. “Punch press”) and then grinded. Conventional surface treatments are completely replaced by the innovative Plasma-Enhanced Chemical Vapour Deposition (PECVD) treatment [33]. This is a process by which thin films of various materials can be deposited on substrates at lower temperature than that of standard Chemical Vapour Deposition (CVD). In PECVD processes, deposition is achieved by introducing reactant gases between parallel electrodes. The capacitive coupling between the electrodes excites the reactant gases into a plasma, which induces a chemical reaction generating the product being deposited on the substrate. The use of harmful substances such as Cr, Mo, Zn vapours and powders can thus be greatly reduced. The consumption of water and the production of sludges, typical problems of galvanic coatings, are avoided. Figure 4 shows the process steps and the companies (boxes in grey) involved in the manufacturing of the HI-reach version of the spindle. The activities in the network are structured as follows: the main mechanical machining is still carried out in the plant of the leader company, forging is replaced by two phases of metal forming (tube drawing and sheet rolling) that are developed by two other companies of the existing supply chain, while external partners have been involved in the new phases of laser cutting and surface coating (PECVD). The plant identified for laser cutting is located approximately 400 km away from the main processing plant, while that for coating is about 30 km away. As shown in Figure 4, the greater complexity of the process and the new technologies involved have led to a rearrangement of the activities within the network.
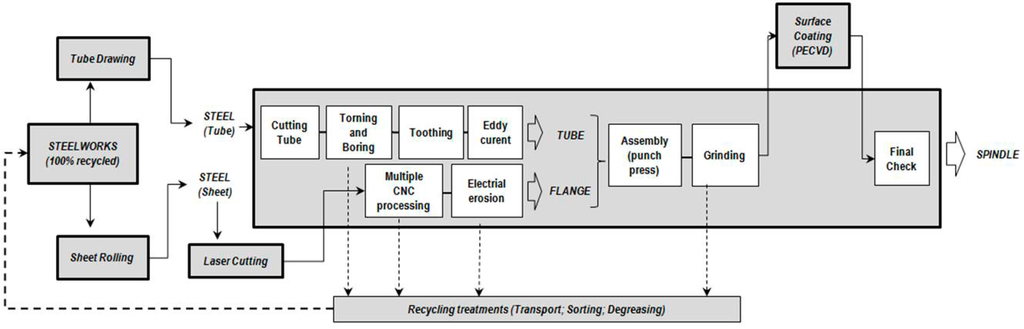
Figure 4.
Flow-chart for the systems analysed—Hi-reach version.
Figure 4.
Flow-chart for the systems analysed—Hi-reach version.
2.3. The LCA Study
The main steps of the analysis are described in the following:
Goal and scope definition—The LCA study carried out considers the “SPINDLE” production process, both in its conventional and improved versions, according to the eco-innovations identified in the Hi-reach project. The goal is to compare the environmental performance of the two spindle versions. The LCA study is based on the ISO 14040 series standards [34] and other technical guidelines [35,36].
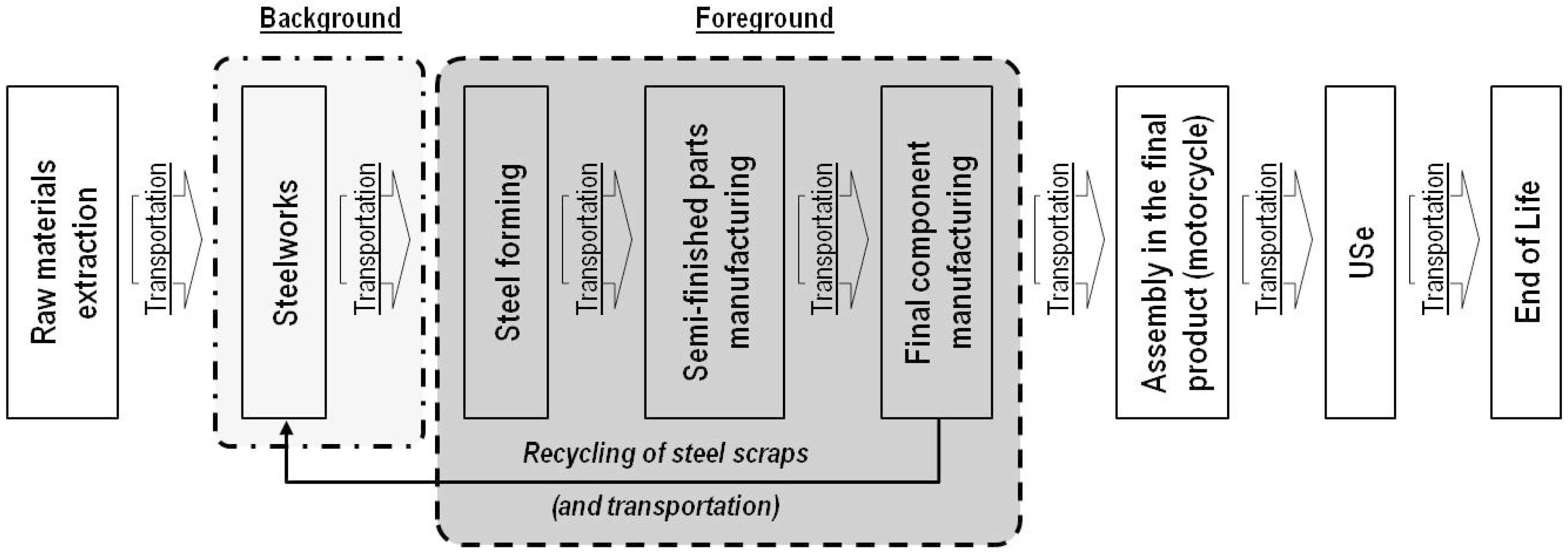
The system boundaries start from the steelworks, and end with the obtainment of the final product—the spindle—as a component of motorcycles (cradle to gate approach) (Figure 5). The following stages were excluded from the system boundaries: extraction of raw materials, being the spindle obtained from 100% recycled steel, and the assembly, use and end of life stages, as they are considered irrelevant for the purposes of this study, being the finished product identical in the two versions. The functional unit selected is one item of spindle and the reference flow is one unit of product for each option considered.
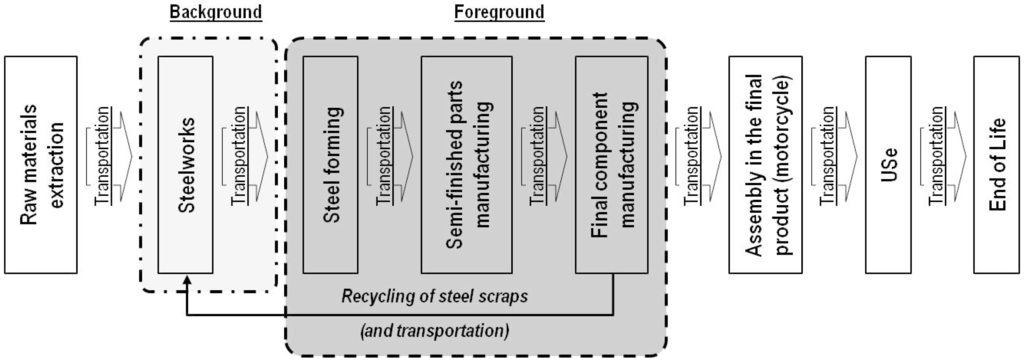
Figure 5.
Life cycle stages included in the system boundaries.
Figure 5.
Life cycle stages included in the system boundaries.
Life Cycle Inventory—Data are referred to the years 2011–2013 and are representative for the sites where the foreground processes take place. Primary data, collected on-site, are referred (as average values) to a production batch of 100 pieces. All the input and output flows have been initially considered in the system analyzed; in all cases in which it was not possible to detect data on site, secondary data have been used. Secondary data were obtained from an internationally recognised Life Cycle Inventory (LCI) database: Eco-Invent v2.0 [37]. In respect of the conventional version of the spindle, the data collected on-site were those concerning the Turning, Drilling, Tempering and Grinding steps; secondary data were used, instead, for the Forging, Rolling and Zinc coating steps. In the Hi-reach version of the process, data related to the tube Cutting, Turning, Laser cutting, CNC Machining, Electro erosion, Assembly (punch press), Rectification and PECVD treatment steps were detected on-site; data related to the Tube drawing, sheet rolling and toothing steps were obtained from the database. It should be noted that the only flows excluded from the system were those related to the substances used in Penetrant Liquids Test (mainly: isopropyl alcohol, acetone, propane, vegetable oil, petroleum distillates); they were not included since reliable data on the their consumption and disposal were not available; however, their incidence were estimated to be negligible for the purposes of this study, also considering the extremely small amounts related to each piece. Some of the most relevant inventory data have been summarized in Appendix.
Life Cycle Impact Assessment—The LCIA method used was ReCiPe 2008 [38], which was considered the most updated one at the time of the project, capable of integrating the damage-oriented and the problem-oriented approaches and including the greatest number of impact categories at the intermediate level (midpoint).
Interpretation—The last step covered the interpretation of the results. In particular, we considered: the overall impact, in terms of mid-point environmental profile, for the two versions analysed; the effects on the most relevant environmental indicators, the contribution of each stage of the process and the contribution of the process steps managed by the SMEs to the total impact have been also detailed.
3. Results and Discussion
This section presents and discusses the results of the study, both in terms of environmental and economic impact of the eco-innovations. As regards the former, comparative environmental profiles and the contribution of the various process units to the overall impact are presented; for the latter, a three-year business plan showing the product manufacturing costs and potential revenues of the conventional and the improved process is described.
3.1. Considerations about the Environmental Performances
The eco-innovations proposed have resulted in significant improvements of the environmental performances of the involved component. These improvements range, on average, between 50% and 70% for the various environmental indicators considered in the ReCiPe 2008 method used (Figure 6).
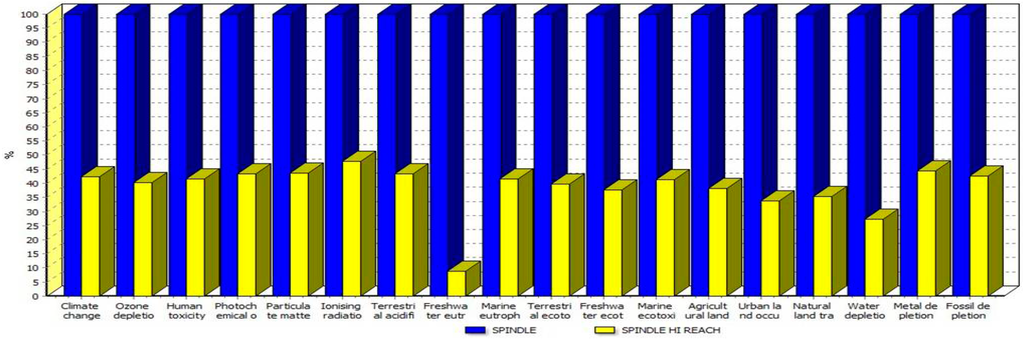
Figure 6.
Environmental performance expressed as % referred to the base version.
Figure 6.
Environmental performance expressed as % referred to the base version.
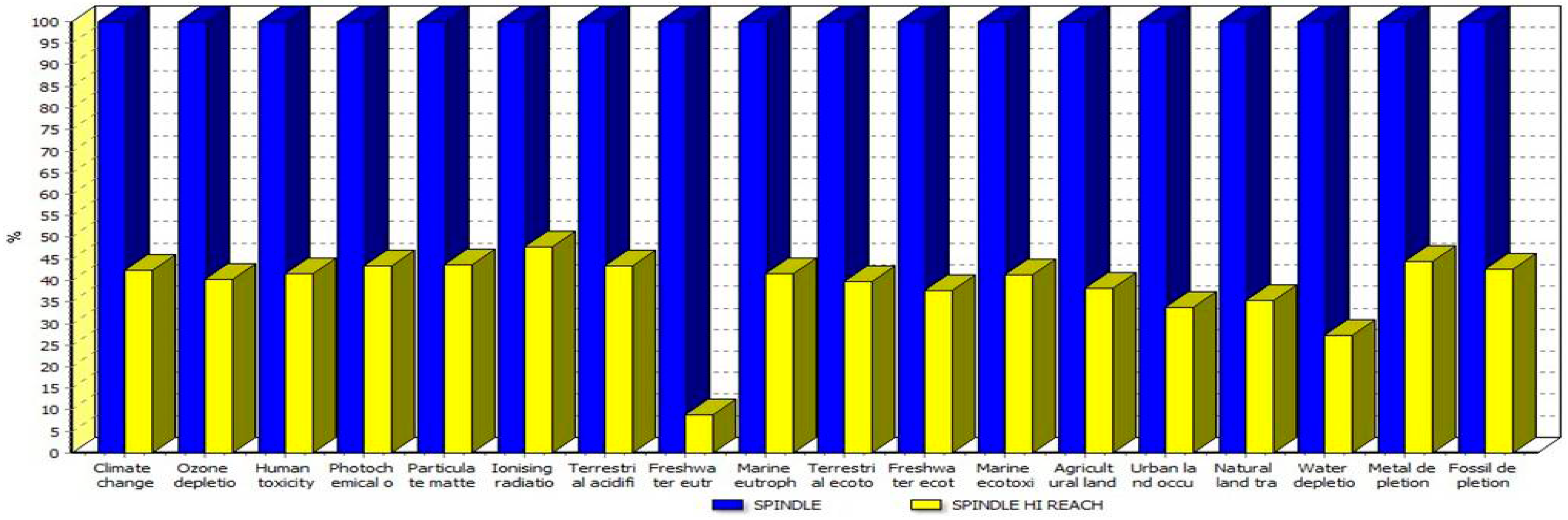
Such variations become more evident (–90%) for the Freshwater Eutrophication indicator. The improved performances could be mainly referred to a reduction in terms of material flow (mainly steel) managed within the product system: in the conventional process, indeed, the Spindle is obtained starting from a bar of forged steel, whilst in the Hi-reach process it is obtained starting from a tube and a flange. The different process concept results in a reduction of the mass of steel managed, handled and processed along the supply chain, for each spindle, from 5.004 kg to 2.22 kg. Another issue that could contribute to the overall significant environmental improvement is the different surface treatment, involving the PECVD technology, which avoids the environmental issues traditionally related to surface treatment, such as freshwater consumption, emission of toxic substances, treatment of sludges. Other differences can be recognised in the metal machining steps, especially in the elimination of forging activities in the first part of the process. In Figure 7 and Figure 8, percentage contributions of each process unit to the environmental performances of the component of the Hi-reach project are summarised.
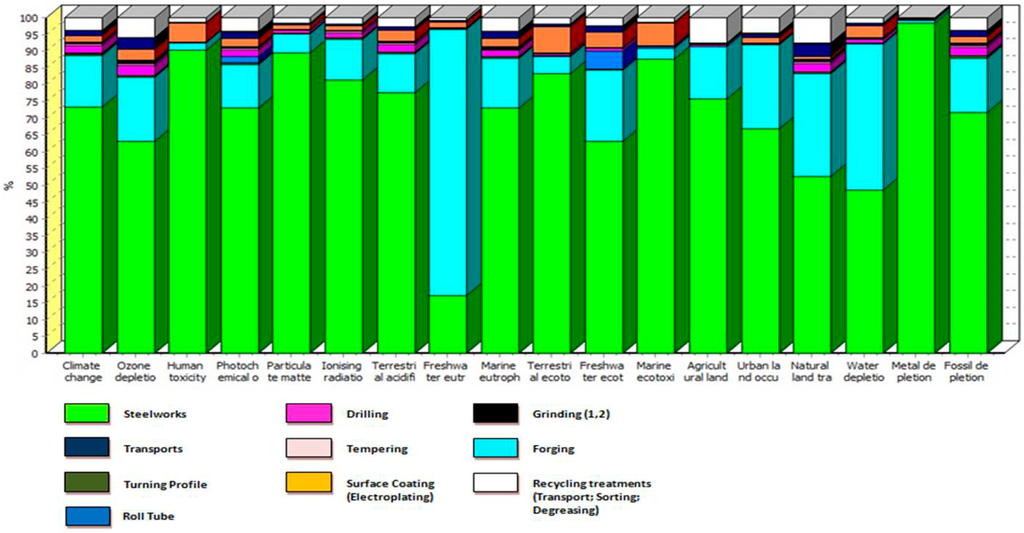
Figure 7.
Conventional scenario: contributions of each process unit.
Figure 7.
Conventional scenario: contributions of each process unit.
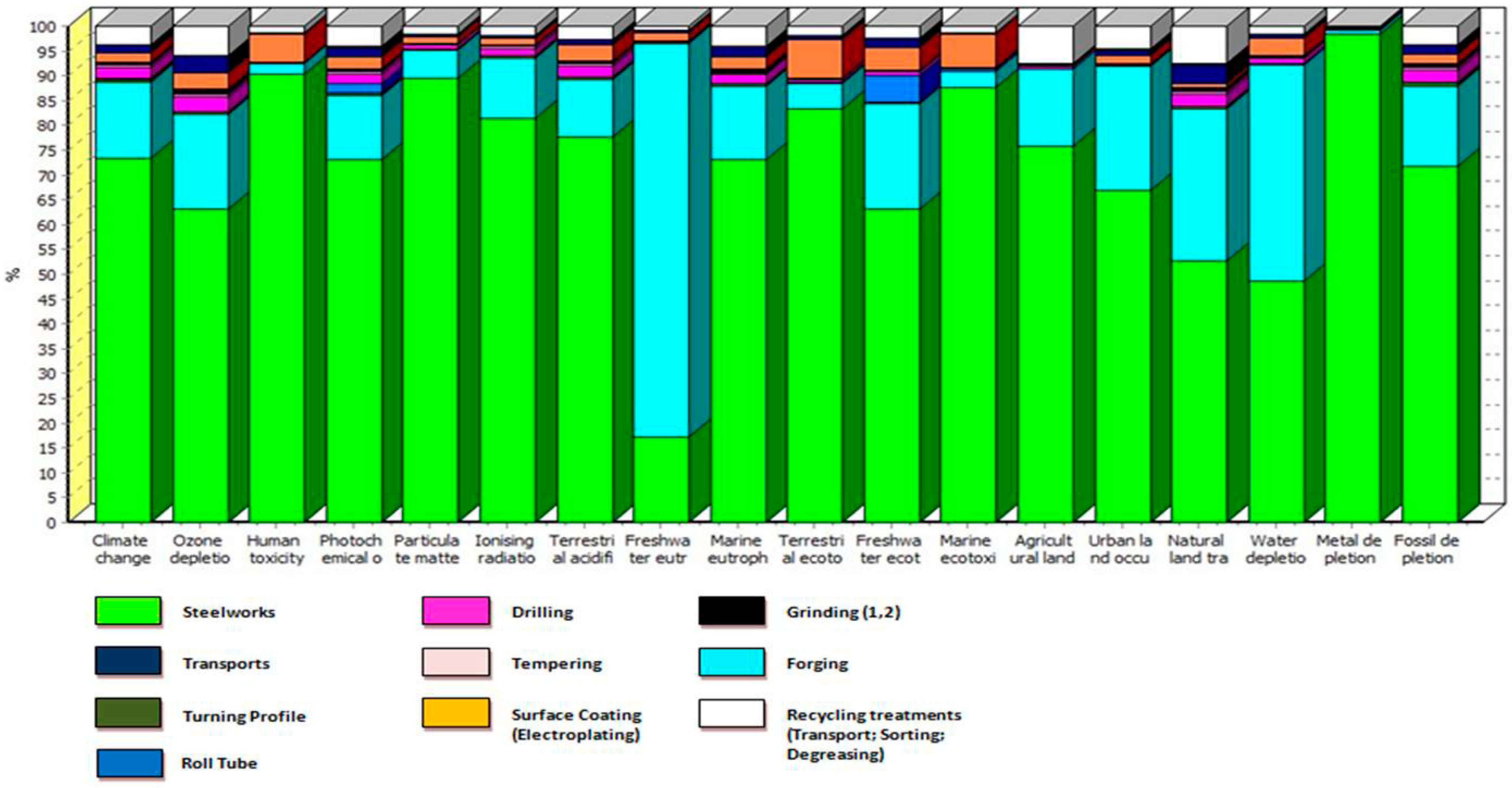
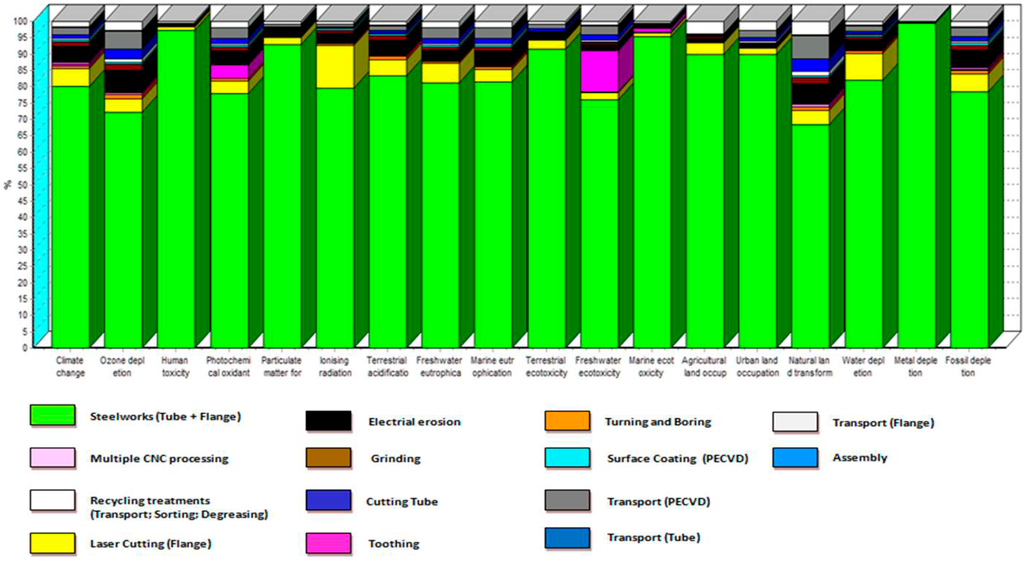
Figure 8.
Hi-reach scenario: contributions of each process unit.
Figure 8.
Hi-reach scenario: contributions of each process unit.
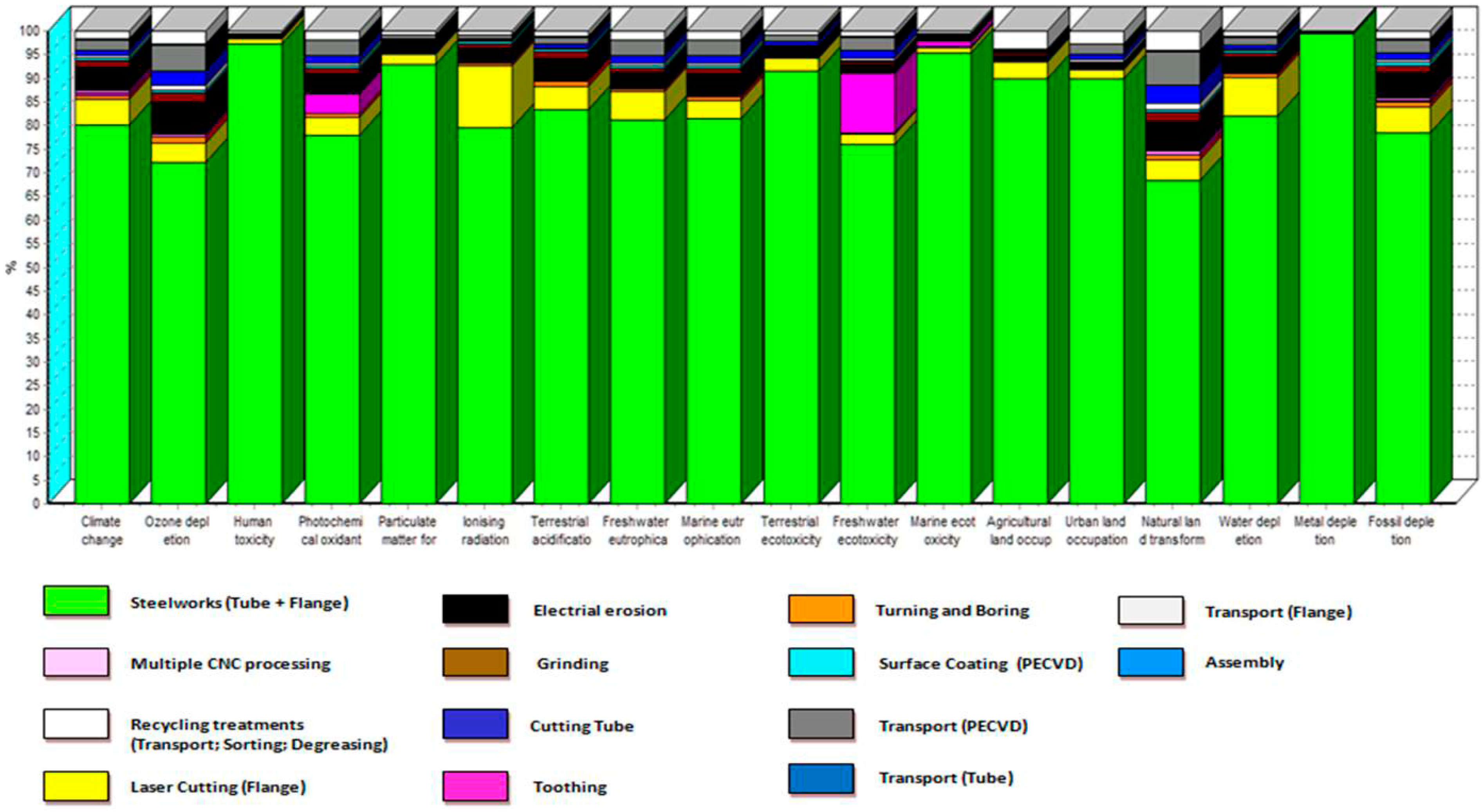
Comparing the two profiles, the (relative) impacts of upstream steel working processes in both scenarios are evident. However, while in the Hi-reach solution, the overall relative impact of the other process-units ranges from 5% to 30%; in the conventional process, it ranges from 10% to 80% (on average, approximately 30%). In particular, in the conventional process, the impact of forging (especially on eutrophication of fresh water) and surface coating should be highlighted; equally important is the impact of the activities of pre-treatment and recycling (which refer to more than 3 kg of waste material). In the improved process, on the one hand, additional impacts emerge related to the process of “toothing” (on the hollow tube rolling is no longer possible); on the other hand, a strong reduction of the impacts from steel forming is achieved (laser cutting is significantly more efficient than forging) and the surface coating impacts become negligible. The relative weight of recycling is reduced—on average—by about 60% (in proportion to the reduction of steel waste). Instead, the impacts of transport slightly increase; this is related to the increase in external processing steps involved in the improved process. However, the overall impact generated by the processes carried out by the SME sub-supplier network, is considerably reduced, on average.
3.2. Economic Issues and Market Risks Related to the Eco-Innovation Proposed
The novelty of the process and the technical performances of the spindle have a strategic importance in order to ensure the economic sustainability of the eco-innovation proposed. According to the estimates in the business plan for the investments, the expected impact in terms of sales is, for the initial market, 30,000 units/year sold, and, for the final market, 74,000 units/year. The new process is expected to reduce the production costs by 370,000 €/year. The main savings derive from the reduction of raw materials and machining time and from the utilisation of cheaper materials (the cylinder portion is obtained from a tube and a flange, instead of a bar of solid steel). The positive impact on the operating profit is expected to further improve the economic sustainability of the new process, to shorten the payback of the related investments and finally to reinforce the relations with the partners in addressing new markets. Nevertheless, some market risks can be identified: (i) slow acceptance of the new process and the supply model in the target markets. Even though the final producers are strongly interested in rationalising the supply chain, they could be slower than expected in taking decisions for a change in purchasing approaches. Information and involvement of the potential clients will be continued and strengthened in order to incorporate their feedback into the product and process refinement phase timely; (ii) limited confidence of the market about the quality and reliability of the new product. Prototypes of the components have already been successfully tested in labs and will be further assessed and refined, but certification is expected to be a key factor for market acceptance.
3.3. The Role of the SMEs in Eco-Innovation
The motorcycles market is characterised by a very strong competition and reduced margins. In such a context, the decision to manufacture high-quality components in a perspective of a joint “green” process development within a network of SMEs belongs to a strategy that is consistent with the above mentioned trends of rationalising and “greening” the supply chains. It must be emphasized that all of the SMEs participating in the Hi-reach project are characterized by a long-lasting working experience and a strong focus on environmental issues (all of them are ISO14000 certified and some of them have been EMAS registered); They have already participated, in partnership with Universities and/or research centres, in initiatives related to innovation, training and environmental communication. In general, one of the main limitations to the implementation of an independent project for the development of a new product/process is the lack of financial resources; in the case of the Hi-reach project, these were obtained through the external financing. The lack of competence in R&D in some of the companies involved has made it difficult to boot the preliminary stages of the project, while great attitudes and skills have emerged in the technical and engineering phases. The SMEs have proved to be open and available in respect to the development of the LCA study, both in the preparatory stages (knowledge of the plants and processes involved) and in the early stages of the data collection. Companies have shown interest in the life-cycle approach, recognizing it as a great value as a communication and decision support tool. The complexity of the method and the costs for the supporting software have emerged as the main obstacles to the widespread dissemination of LCA, for which SMEs turn to external practitioners (Universities or professionals/consultants). Another important aspect emerged at the end of the project, regardless of the results of the new process, is the possibility of involving new partners, competences and technologies that reinforce the strategic and operational capabilities of the network.
In summary, the project brings to light two main pieces of evidence: (i) changing (and improving) the structure of the process, while maintaining the functional characteristics of the product, is possible to greatly improve its environmental performance along the life-cycle; (ii) by exploiting network synergies, subcontracting SMEs are able to propose relevant innovations in the supply chain and make it as a distinctive feature on the market. This is even more evident in the case of eco-innovations, due to the environmental pressures that increasingly seem to affect suppliers with respect to final producers.
4. Conclusions
The study presented in this article was carried out with the aim of evaluating, from an environmental standpoint, the eco-innovations concerning the production processes of automotive components related to the Hi-reach project and developed by a network of SME sub-suppliers of the automotive industry. The processes assessed in the present study by means of a comparative LCA, concern the spindle, a critical component of the rear traction module of a motorcycle, both in its original and improved version. The proposed eco-innovations concern mainly the structure of the spindle, some machining processes and the surface treatment. Results highlight significant improvements of the environmental performances of the whole process, ranging, on average, between 50% and 70% for the various environmental indicators considered. Such better performances could be mainly referred to: (i) a reduction in terms of material flow managed within the product system (in the conventional process the spindle is obtained starting from a bar of forged steel, whilst in the Hi-reach version it is obtained joining a tube and a flange); (ii) a different surface treatment, that involves the PECVD as an alternative; (iii) different metal machining steps, especially the elimination of forging activities. Besides the results of the above mentioned relevant eco-innovations, some other phases of the life cycle of the components analysed have emerged as significant in terms of environmental impacts and, therefore, potentially a subject of interest for future improvement. For instance, some potential benefits may derive from the internalisation of some stages of the supply chain (e.g., laser cutting; PECVD), to minimise transportation, and the implementation of closed loop strategies for steel (e.g., recovery at the end of life). Future analyses would be desirable to obtain further details on these issues. Equally significant are the economic results potentially achievable by the project; the savings derived from the reduction of raw materials and machining and from the utilisation of cheaper materials are expected to reduce the production costs by 370,000 €/year. With respect to the eco-innovative dimension of the project, results indicate that a joint development of more environmentally-sound products can strengthen the ties and the relations among the sub-supplier SMEs and their potential for innovations. Specifically, the separation of roles and activities within the supply chains have led to important consequences regarding the development and adoption of eco-innovation: SMEs currently preside over technologies and processes, produce and dispose of most of the waste, and suffer the burden of inefficiency, while the final producer, being focused on assembly, perceives the need of an efficient management of materials as less urgent. In a current context of economic crisis and delocalisation, the capabilities of SMEs to develop integrated and more environmentally-sound processes may become a distinctive element, and a source of competitive advantage to be exploited.
Acknowledgments
The authors would like to thank the staff of the Cometa Group S.p.a for their helpful collaboration and technical assistance during the study.
Author Contributions
All the authors (Alberto Simboli; Andrea Raggi and Pietro Rosica) contributed equally to this article, in conceiving and performing the study, analysing the data and writing the manuscript. All authors have read and approved the final manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix

Table A1.
LCI data (selected as requested by the EU Commission for the Hi-reach project).
| Substances | Unit | CONVENTIONAL | HI REACH | ||
|---|---|---|---|---|---|
| GHG | Carbon dioxide | kg | 31.02 | 13.09 | |
| Methane | kg | 6.40 × 10−2 | 2.70 × 10−2 | ||
| AIR QUALITY | Particulates, <2.5 µm | kg | 4.94 × 10−2 | 2.20 × 10−2 | |
| Particulates, >10 µm | kg | 2.88 × 10−2 | 1.20 × 10−2 | ||
| Particulates, >2.5 µm, and <10 µm | kg | 3.10 × 10−2 | 1.33 × 10−2 | ||
| Nitrogen oxides | kg | 7.65 × 10−2 | 3.31 × 10−2 | ||
| Carbon monoxide, biogenic | kg | 1.43 × 10−3 | 4.83 × 10−4 | ||
| NMVOC, non-methane volatile organic compounds, unspecified origin | kg | 1.24 × 10−2 | 4.58 × 10−3 | ||
| Sulfur dioxide | kg | 1.04 × 10−1 | 4.55 × 10−2 | ||
| Carbon monoxide, fossil | kg | 5.93 × 10−2 | 2.20 × 10−2 | ||
| Methane, fossil | kg | 6.42 × 10−2 | 2.71 × 10−2 | ||
| Pentane | kg | 3.50 × 10−4 | 1.24 × 10−4 | ||
| Butane | kg | 2.31 × 10−4 | 9.49 × 10−5 | ||
| Ethane | kg | 9.17 × 10−4 | 3.75 × 10−4 | ||
| Propane | kg | 4.28 × 10−4 | 1.78 × 10−4 | ||
| Propene | kg | 5.10 × 10−5 | 2.21 × 10−5 | ||
| Cumene | kg | 5.54 × 10−6 | 1.48 × 10−6 | ||
| Hexane | kg | 1.14 × 10−4 | 4.91 × 10−5 | ||
| Sulfur dioxide | kg | 0.1035 | 4.55 × 10−2 | ||
| Nitrogen oxides | kg | 7.65 × 10−2 | 3.31 × 10−2 | ||
| Ammonia | kg | 1.75 × 10−3 | 4.85 × 10−4 | ||
| Hydrogen fluoride | kg | 3.02 × 10−4 | 1.37 × 10−4 | ||
| Arsenic | kg | 3.02 × 10−5 | 1.29 × 10−5 | ||
| Formaldehyde | kg | 5.98 × 10−5 | 2.27 × 10−5 | ||
| Nickel | kg | 7.68 × 10−5 | 3.38 × 10−5 | ||
| Manganese | kg | 2.17 × 10−5 | 9.15 × 10−6 | ||
| Cadmium | kg | 1.859 × 10−6 | 7.616 × 10−7 | ||
| Particulates, <2.5 µm | kg | 4.94 × 10−2 | 2.20 × 10−2 | ||
| Arsenic | kg | 3.015 × 10−5 | 1.288 × 10−5 | ||
| PAH, polycyclic aromatic hydrocarbons | kg | 1.092 × 10−5 | 6.063 × 10−6 | ||
| Benzo(a)pyrene | kg | 3.985 × 10−7 | 1.796 × 10−7 | ||
| WASTES | Steel (recovery) | kg | 3.50 | 0.66 | |
| USE OF RESOURCES | Steel | kg | 3.50 | 0.66 | |
| Water, cooling, unspecified natural origin | m3 | 6.43 × 10−1 | 3.11 × 10−1 | ||
| Water, lake | m3 | 1.35 × 10−2 | 2.67 × 10−4 | ||
| Water, river | m3 | 1.47 × 10−1 | 5.07 × 10−2 | ||
| Water, salt, ocean | m3 | 1.48 × 10−2 | 6.78 × 10−3 | ||
| Water, salt, sole | m3 | 1.20 × 10−3 | 5.13 × 10−4 | ||
| Water, turbine use, unspecified natural origin | m3 | 3.438 × 102 | 153.44 | ||
| Water, unspecified natural origin/m3 | m3 | 6.30 × 10−2 | 1.35 × 10−2 | ||
| Water, well, in ground | m3 | 5.34 × 10−2 | 1.14 × 10−2 | ||
| Energy, gross calorific value, in biomass | MJ | 6.032 | 2.487 | ||
| Energy, gross calorific value, in biomass, primary forest | MJ | 5.5 × 10−2 | 2.0 × 10−2 | ||
| Energy, kinetic (in wind), converted | MJ | 1.760 | 0.847 | ||
| Energy, potential (in hydropower reservoir), converted | MJ | 34.601 | 15.456 | ||
| Energy, solar, converted | MJ | 2.4 × 10−2 | 1.2 × 10−2 | ||
| Energy consumption, electricity mix IT | MJ | 15.980 | 6.900 |
References and Notes
- Feenstra, R.C. Integration of trade and disintegration of production in the global economy. J. Econ. Perspect. 1998, 12, 31–50. [Google Scholar]
- Mercer, G. Modular Supply in the 1990s: The Keys to Success. Eur. Automot. Compon. Bus. 2nd Quart. 1995, 2, 112–135. [Google Scholar]
- Pavlínek, P.; Zĕnka, J. Upgrading in the automotive industry: Firm-level evidence from Central Europe. J. Econ. Geogr. 2011, 11, 5595–5586. [Google Scholar] [CrossRef]
- Hammami, R.; Frein, Y.; Hadj-Alouane, A.B. Supply chain design in the delocalization context: Relevant features and new modeling tendencies. Int. J. Prod. Econ. 2008, 113, 641–656. [Google Scholar] [CrossRef]
- Ancma. Associazione Nazionale Ciclo Moto Accessori. 2012. Available online: http://www.ancma.it/moto/statistiche (accessed on 22 June 2014).
- Directive 2000/53/EC of the European Parliament and of the Council of 18 September 2000 on end-of-life vehicles. Official Journal L 269 of 21.10.2000.
- Regulation No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC. Official Journal L 396 of 30.12.2006.
- Commission Recommendation of 9 April 2013 on the use of common methods to measure and communicate the life cycle environmental performance of products and organizations. Official Journal of the European Union L 124, 04.05.2013.
- European Commission, Directorate-General for the Environment, Joint Research Centre (2009). Making sustainable consumption and production a reality. A guide for business and policy makers to Life Cycle Thinking and Assessment. Available online: http://bookshop.europa.eu/en/making-sustainable-consumption-and-production-a-reality-pbKH3109259/ (accessed on 7 October 2015).
- Heiskanen, E. The institutional logic of life cycle thinking. J. Clean. Prod. 2002, 10, 427–437. [Google Scholar] [CrossRef]
- Seuring, S. Integrated chain management and supply chain management comparative analysis and illustrative cases. J. Clean. Prod. 2004, 12, 1059–1071. [Google Scholar] [CrossRef]
- Henderson, R.M.; Clark, K.B. Architectural innovation: The reconfiguration of existing product technologies and the failure of established firms. Admin. Sci. Quart. 1990, 35, 9–30. [Google Scholar] [CrossRef]
- Langlois, R.N.; Robertson, P.L. Network and innovation in a modular system: Lesson from the microcomputer and stereo component industries. Res. Policy 1992, 21, 297–313. [Google Scholar] [CrossRef]
- Sanchez, R.; Mahoney, J.T. Modularity, flexibility, and knowledge management in product and organization design. Strateg. Manag. J. 1996, 17, 63–76. [Google Scholar] [CrossRef]
- Simboli, A.; Raggi, A.; Morgante, A.; Biondi, O. Product end-of-life in the motorcycle industry: An integrated management perspective. In Proceedings of LCM 2009-4th International Conference on Life Cycle Management, Cape Town, South Africa, 6–9 September 2009.
- Simboli, A.; Taddeo, R.; Morgante, A. Analysing the development of Industrial Symbiosis in a motorcycle local industrial network: The role of contextual factors. J. Clean. Prod. 2014, 66, 372–383. [Google Scholar] [CrossRef]
- Salvado, M.F.; Azevedo, S.G.; Matias, J.C.O.; Ferreira, L.M. Proposal of a Sustainability Index for the Automotive Industry. Sustainability 2015, 7, 2113–2144. [Google Scholar] [CrossRef]
- Udoncy Olugu, E.; Wong, K.Y.; Shaharoun, A.M. A Comprehensive Approach in Assessing the Performance of an Automobile Closed-Loop Supply Chain. Sustainability 2010, 2, 871–889. [Google Scholar] [CrossRef]
- European Commission’s Executive Agency for Competitiveness and Innovation (EACI), Call 2009. Available online: http://www.hireach.eu (accessed on 11 October 2015).
- Malerba, F. Sectoral systems of innovation and production. Res. Policy 2002, 31, 247–264. [Google Scholar] [CrossRef]
- Cooke, P. Regional innovations systems: An evolutionary approach. In Regional Innovation Systems; Baraczyk, H., Cooke, P., Heidenriech, R., Eds.; London University Press: London, UK, 1996. [Google Scholar]
- Giuliani, E. The Selective Nature of knowledge Networks in Clusters: Evidence from the Wine Industry. J. Econ. Geogr. 2007, 7, 139–168. [Google Scholar] [CrossRef]
- Keeble, D.; Wilkinson, F. Collective learning and knowledge development in the evolution of regional clusters of high technology SMEs in Europe. Reg. Stud. 1999, 4, 295–303. [Google Scholar] [CrossRef]
- Pavitt, K. Sectoral patterns of technical change: Towards a taxonomy and a theory. Res. Policy 1984, 13, 343–373. [Google Scholar] [CrossRef]
- Rennings, K. Redefining Innovation—Eco-Innovation Research and the Contribution from Ecological Economics. Ecol. Econ. 2000, 32, 319–332. [Google Scholar] [CrossRef]
- Kemp, R.; Rotmans, J. The Management of the Co-Evolution of Technical, Environmental and Social Systems. In Towards Environmental Innovation Systems; Weber, M., Hemmelskamp, J., Eds.; Springer Verlag: Heidelberg, Germany, 2005; pp. 33–35. [Google Scholar]
- Foxon, T.; Pearson, P. Overcoming barriers to innovation and diffusion of cleaner technologies: Some features of a sustainable innovation policy regime. J. Clean. Prod. 2008, 16 (Suppl. S1), 148–169. [Google Scholar] [CrossRef]
- CML, PSI, CSM. ECO-DRIVE: A Framework for Measuring Eco-Innovation: Typology of Indicators Based on Causal Chains; Final Report, FP6-2005-SSP-5-A; Institute of Environmental Science (CML), University of Leiden: South Holland, The Netherlands, 2008. [Google Scholar]
- Andersen, M.M. Eco-innovation—Towards a taxonomy and a theory. In Proceedings of the DRUID Conference Entrepreneurship and Innovation, Copenhagen, Denmark, 17–20 June 2008.
- Eco-innovation Observatory (EIO). The Eco-Innovation Challenge: Pathways to a Resource-Efficient EUROPE; Annual Report; Eco-Innovation Observatory: Brussels, Belgium, 2010. [Google Scholar]
- Organisation for Economic Co-Operation and Development (OECD). Eco-Innovation in Industry. Enabling Green Growth. 2009. Available online: http://www.oecd.org/sti/inno/eco-innovationinindustryenablinggreengrowth.htm (accessed on 20 March 2014).
- Simboli, A.; Raggi, A.; Morgante, A.; Del Grosso, M.; Rosica, P. Eco-innovation of sand cores in aluminium gravity casting for the automotive supply-chain: An LCA-based analysis. In What Is Sustainable Technology? The Role of Life Cycle-Based Methods in Addressing the Challenges of Sustainability Assessment of Technologies, Proceedings of the 2nd DIRE Working Group Meeting, Rome, Italy, 27 September 2012; Barberio, G., Rigamonti, L., Zamagni, A., Eds.; ENEA: Rome, Italy; pp. 15–17.
- Martinu, L.; Zabeida, O.; Klemberg-Sapieha, J.E. Plasma-Enhanced Chemical Vapor Deposition of Functional Coatings in Martin. In Handbook of Deposition Technologies for Films and Coatings; Martin, P.M., Ed.; Elsevier: Oxford, UK, 2010; pp. 392–465. [Google Scholar]
- ISO 14040. Environmental Management—Life Cycle Assessment—Principles and Framework; International Organisation for Standardisation (ISO): Geneva, Switzerland, 2006. [Google Scholar]
- European Commission. Joint Research Centre—Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance, 1st ed.; March 2010; EUR 24708 EN; Publications Office of the European Union: Luxembourg, Luxembourg, 2010.
- Weidema, B.P.; Cappellaro, F.; Carlson, R.; Notten, P.; Pålsson, A.C.; Patyk, A.; Regalini, E.; Sacchetto, F.; Scalbi, S. Procedural Guideline for Collection, Treatment and Quality Documentation of LCA Data; ENEA: Bologna, Italy, 2004. [Google Scholar]
- Swiss Centre for Life Cycle Inventories. The Life Cycle Inventory Data; Ecoinvent v2.0.; Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- Goedkoop, M.J.; Heijungs, R.; Huijbregts, R.; de Schryver, A.; Struijs, J.; van Zelm, R. ReCiPe 2008, A Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level. First edition Report I: Characterisation. Available online: http://www.lcia-recipe.net (accessed on 8 March 2009).
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).