3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach



Abstract
:1. Introduction
1.1. Additive Manufacturing-FFF
1.2. Lab-on-a-Chip
1.3. Applicability of FFF for Lab-on-a-Chip Manufacturing
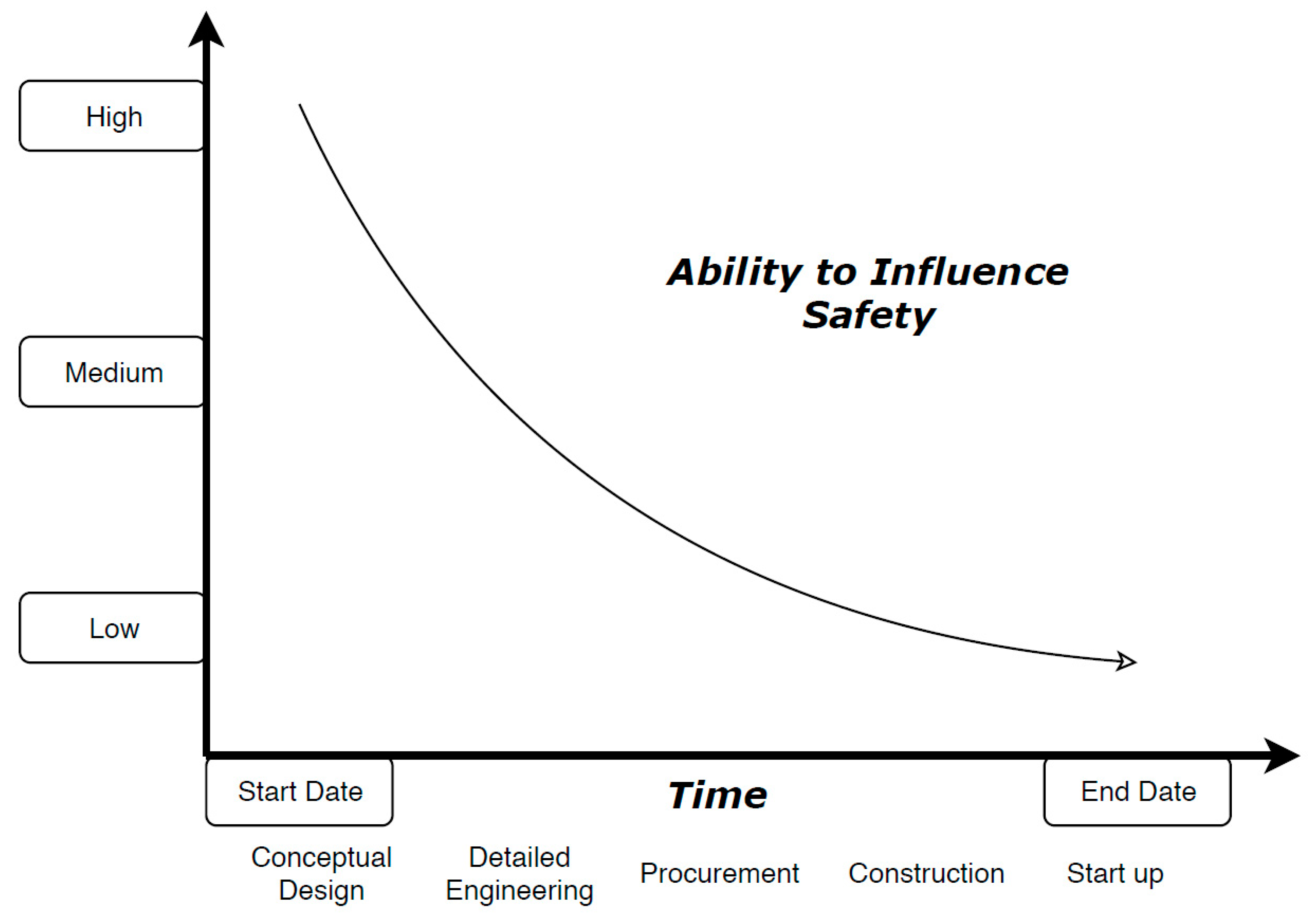
1.4. Safe-by-Design
2. Methodology
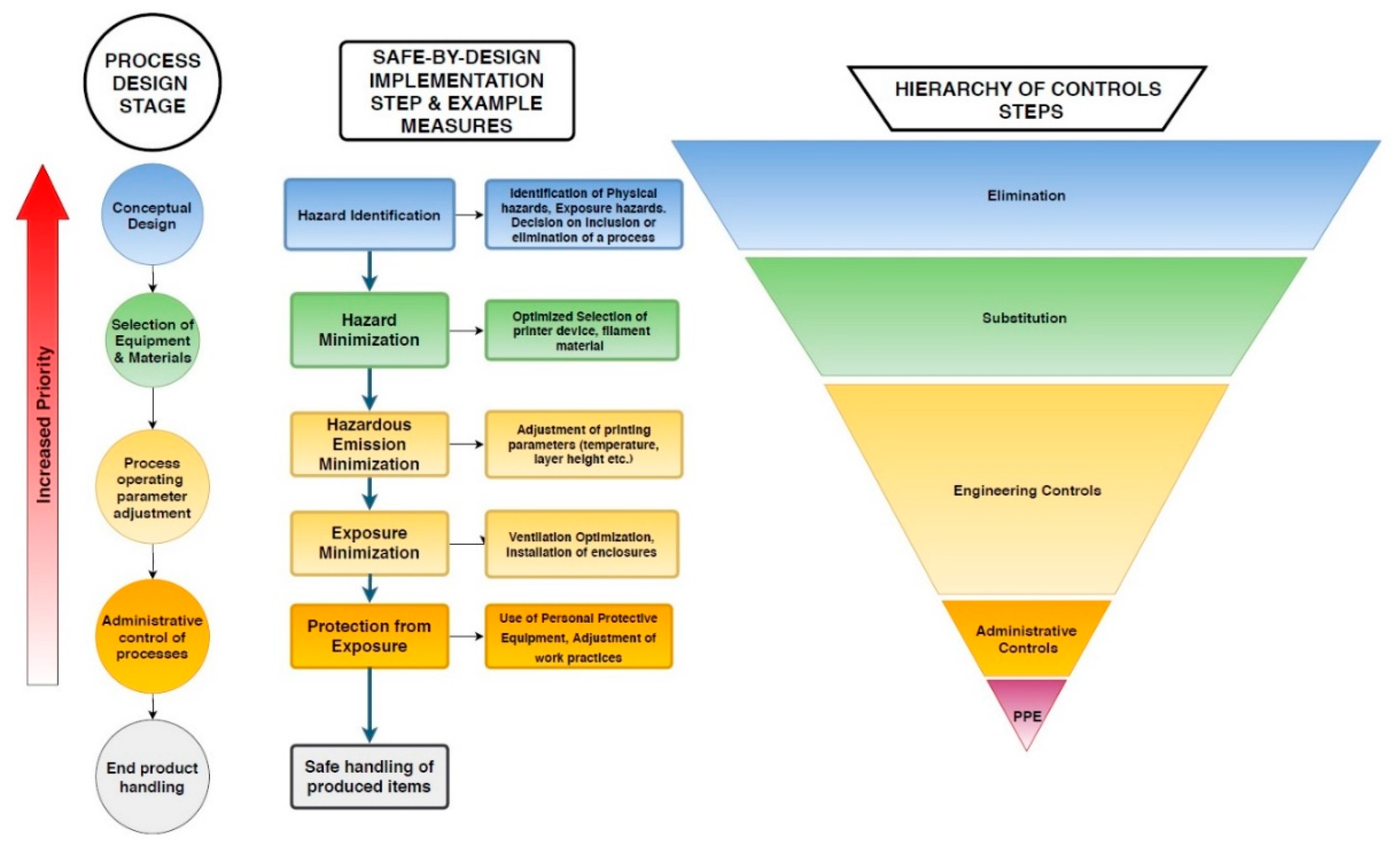
2.1. Structuring a Safe-by-Design Scheme for FFF
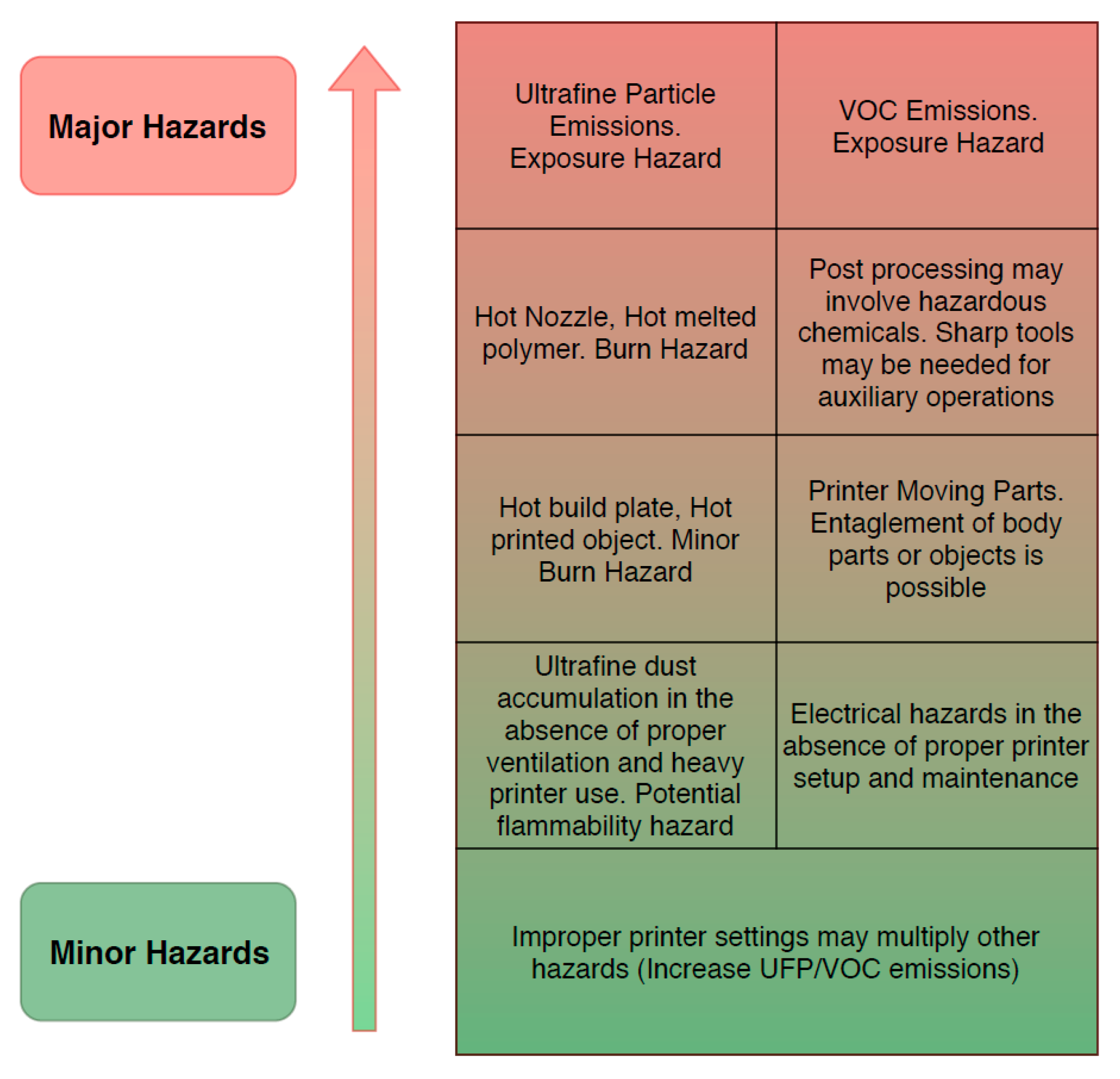
2.2. Hazard Identification-the Necessity of Developing a SbD Strategy for FFF Lab-on-a-Chip Manufacturing
2.2.1. Ultrafine Particle Hazards
2.2.2. VOC Hazards
2.2.3. Fire and Explosion Hazards
2.3. Printer Operation Hazards
2.3.1. Electrical Hazards
2.3.2. Ergonomic Hazards
2.3.3. High Temperature Hazards
2.3.4. Hazards Related to Use of Auxiliary Tools/Processes
2.3.5. Noise Hazards
2.3.6. Software Hazards
2.4. Emissions during FFF 3D Printing as Presented in the Literature
2.4.1. Quantifying FFF Emissions
2.4.2. Assessment and Characterisation of the Emissions
2.4.3. Toxicity of Emitted Particles
2.4.4. Health Issues Connected with FFF 3D Printer Use
2.4.5. Emissions from Nanofiller-Containing Filaments
3. Discussion
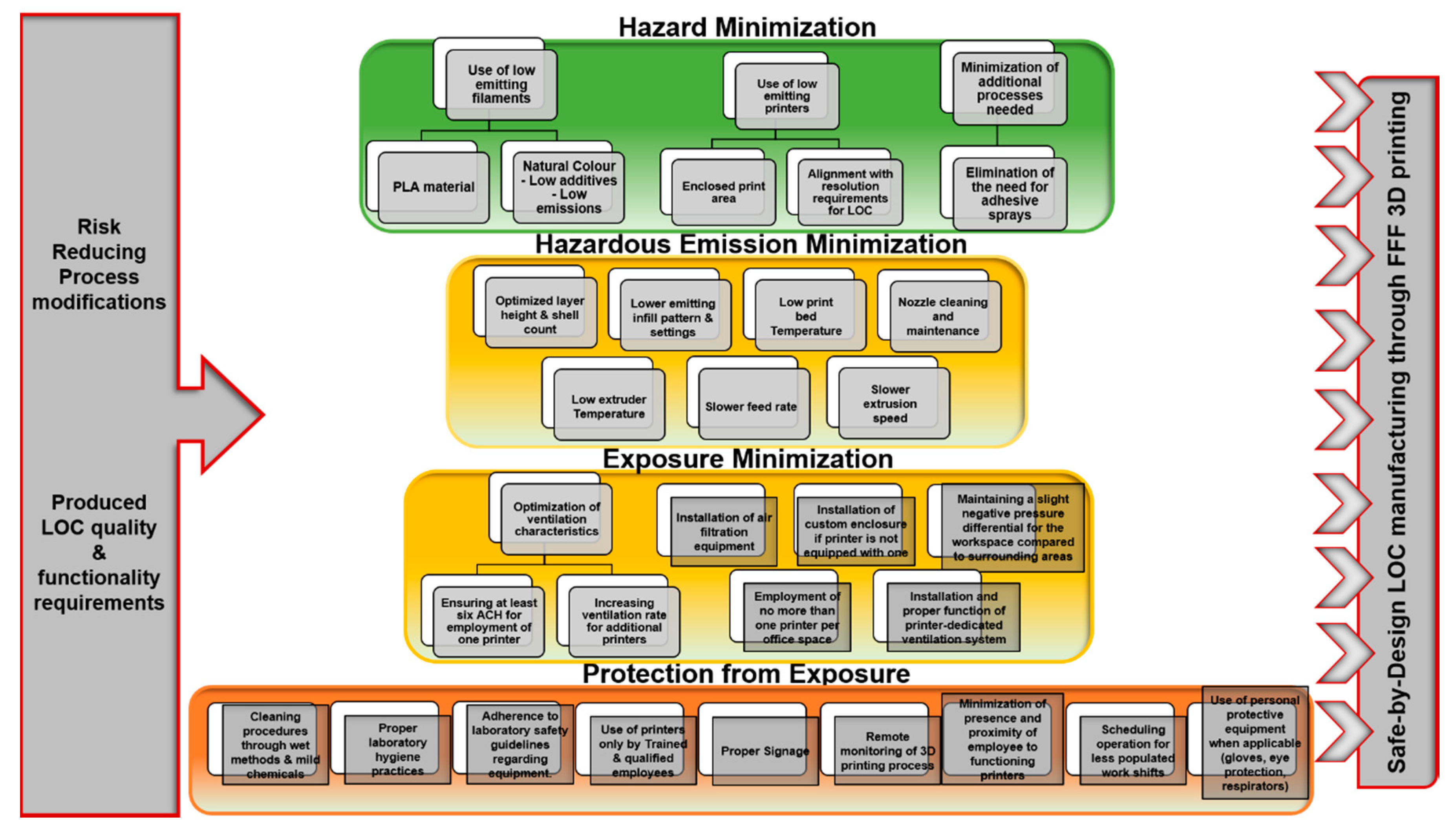
3.1. Hazard Minimization
3.1.1. Material Selection
3.1.2. Equipment Selection
3.1.3. Fire and Explosion Hazard Minimization
3.2. Hazardous Emission Minimization–Adjustment of Print Settings
3.2.1. Shell Number and Layer Height
3.2.2. Temperature
3.2.3. Infill
3.2.4. Print Speed, Feed Rate
3.3. Exposure Minimization
Ventilation
3.4. Protection from Exposure
3.4.1. General Administrative Practices
- Operation of 3D printers should only be allowed for trained and authorized employees. Untrained personnel should not use the devices, unless under the supervision of an authorized employee.
- Rules and standard operating procedures for each printer and print configuration should be readily available for employees.
- Safety Data Sheet documents ought to be available and accessible for all print media and chemical substances used in the context of the printing.
- Proper hygiene measures corresponding to general laboratory processes can be applied to 3D printing as well. Food and beverages should not be allowed in the 3D printing operation locations. After 3D printing work, employees should wash hands thoroughly.
- Cleaning of work surfaces where particle deposition is expected should take place periodically. Wet cleaning methods should be preferably employed, in order to prevent resuspension of particles and secondary exposure episodes.
- Covers and enclosures should not be opened while printer is operating, unless there is a specific need for interaction with the print or the components.
- Waste materials such as failed prints and support structures can be disposed of and treated as normal waste. Sharps should be disposed in a sharps bin. Nano-enabled filaments may contain toxic materials and may constitute toxicity hazards, necessitating special care in waste handling.
- Employee presence in close proximity to the printer should be minimized if possible. If enclosures are employed, presence of employees at the time of the enclosing hood opening should be minimized. A crucial timeframe for emissions is considered to be the precise initiation of the printing process, often reported to display the maximum UFP number concentrations out of the entire printing process [65,69,74]. This should be taken into account, in an effort to minimize employee presence during this high emission potential stage.
- Printer(s) should preferably be placed in a room dedicated to printing processes, and not in areas shared with office workspaces. As demonstrated in [64], there may be complexity to be observed in the relationship between particle concentration and distance from printers, as a consequence of coagulation, while emitted substances and particles can remain in the breathing atmosphere for long after print completion [77], if not removed by the exposure control systems. Maintaining distance from printers, especially for extended periods of printer operation can be a functional practice for exposure reduction, but may not eliminate the risk. A risk control methodology should not be solely based on ensuring employee distance from equipment, but controlling emissions and providing adequate ventilation.
- As a means for cultivating a constructive 3D printer safety outlook, near misses and potentially hazardous incidents during printer use should be documented.
- The cleaning and maintenance tasks involved in long term employment of 3D printing processes can be structured around safety guidelines as well. Cleaning and maintenance staff should be acquainted with the 3D printing instruments, assessing cooling time after use, interior build space, integrity of mechanical components and moving and heated parts when working, in order to avoid unwanted interference with proper function or potential injuries.
- Harsh chemicals and strong organic solvents for cleaning purposes should be avoided, as they may interact with other materials. Alcohol based wet wipes are considered suitable. For cleaning, disposable paper towel should be used.
- The exposure control system should be regularly maintained, in terms of replacing enclosures, and replacing filters when necessary.
3.4.2. Protection from Printer Operation-Related Hazards
- Clear signage should be installed to indicate risk from hot surfaces, moving parts and potentially hazardous airborne agent concentrations.
- Proper laboratory practices for safe processes with moving machinery involve not interfering with the moving parts of the machinery during function. Loose clothing and jewellery can be entangled in the moving parts and should be avoided.
- Hot surfaces should not be interacted with while printer is operating or during the preheating stage, and hand protection should be used during necessary interaction with the hot parts. In case of contact with hot surfaces, burns should be treated with cold running water as soon as possible. Sufficient time should be allocated for the print and the heated printer components to cool down after print completion, before any direct contact.
- Regular scheduled printer maintenance procedures and electrical inspection tests will be adequate to monitor and treat any electrical hazards.
- Post processing procedures with solvents have been demonstrated to display potential for VOC exposure [91]. Therefore, if they need to be applied, they should be performed in well ventilated locations. Additionally, ventilation of the general printing area should be ensured during bed preparation procedures such as spray use, if such operations are needed.
3.4.3. Administrative Practices Related to Specific Operations
- If ventilated enclosures are used, sufficient time should be allocated after print completion for printer emissions to clear (i.e., the hood clearance time) before opening the enclosing hood. This time interval could be approximately 20 min [89], and can be reduced by increasing the airflow rate and/or reducing the volume of the enclosure. As emitted particle decay or deposition in surfaces is expected to occur [91], it would be reasonable to apply this practice in case simple enclosures are used as well, although the time allowed for particles to settle could be substantially higher.
- In connection with [93] where increased humidity has been proven to enhance particle size growth, adjustment of humidity within the printing workspace may be an approach to promoting the growth of emitted particles to less hazardous larger agglomerates, although sustaining high humidity may present practical issues. 3D printing filament printability and print operation can be adversely affected by the presence of moisture in the air [127]. This could be a low priority measure, employed in cases where multiple printers need to be operated and further risk mitigation is required.
- When jams occur, upsurges in release are expected, and a waiting time for ventilation before opening enclosures has been suggested [74]. For extended protection, a prevention-through-design modification that involves an automated shutoff for the nozzle heater in the event of a jam has been proposed [74]. Print pauses have also been found to induce emission upsurges [76], as well as malfunctions [86], so that should also be taken into account when responding to such episodes.
- Air purifiers have been successfully implemented to diminish ultrafine particle exposure from 3D printers [94,103]. If additional exposure reducing measures are required, installation of air filtration systems can be useful. It is important to note that the system selected for this purpose ought to have both carbon and high-efficiency particulate air filtration capabilities.
- Clearance and cleaning of the nozzle can attenuate emission peaks [76], and should be performed frequently, as it can also contribute in malfunction and blockage/clogging prevention. This operation ought to be undertaken using appropriate protective equipment.
- Optimization of the printing procedure so as to eliminate filament heating may be used as an emission reducing measure, as seen in [71].
- If use of filament materials or process parameters that present increased hazard (like ABS or nano-enabled filaments) is required, these specific processes can be scheduled for less populated working hours, where reduced personnel exposure is reasonably expected.
- Prolonged use of printers may lead to increased emission potential [77]. This is an additional factor that needs to be considered when assessing risks in long-term 3D printer application, necessitating the systematic revision and update of exposure assessments in such cases.
- Individuals diagnosed with asthma or other respiratory health issues, as well as individuals with any history of respiratory issues should use these instruments with increased caution, as they may be more susceptible to display adverse health symptoms in response to the emissions [103].
3.4.4. Personal Protective Equipment
- Respiratory protective equipment should be employed as a last priority measure, if emission and exposure control are absolutely not applicable.
- Gloves should be used when interfering with hot surfaces. Handling of prints made of nano-enabled filaments with gloves is also recommended, as the presence of nanoparticles on such object surfaces has been confirmed [109].
- Eye protection should be used during post processing activities, as certain procedures such as removing supports or additional print structures with sharp objects may lead to projectiles and flying debris. Employees involved with such Post processing activities should be equipped with gloves and lab coats as well.
- Any PPE recommendations displayed in the SDS documents should be adhered to.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- International Organization for Standardization. Additive Manufacturing—General Principles—Terminology; ISO/ASTM 52900; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Gkartzou, E.; Koumoulos, E.P.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4. [Google Scholar] [CrossRef]
- Tofail, A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Srinivasan, V.; Pamula, V.K.; Fair, R.B. An integrated digital microfluidic lab-on-a-chip for clinical diagnostics on human physiological fluids. Lab Chip 2004, 4, 310–315. [Google Scholar] [CrossRef] [PubMed]
- Shagun, G.; Kritika, R.; Suhaib, A.; Vipan, K. Lab-on-Chip Technology: A Review on Design Trends and Future Scope in Biomedical Applications. IJBSBT 2016, 8, 311–322. [Google Scholar]
- Chang, C.-M.; Wen, H.-C.; Chih, H.-W.; Wang, J.-H.; Mai, J.D.; Lee, G.-B. Nucleic acid amplification using microfluidic systems. Lab Chip 2013, 13, 1225–1242. [Google Scholar] [CrossRef] [PubMed]
- Hulme, S.E.; Shevkoplyas, S.S.; McGuigan, A.P.; Apfeld, J.; Fontana, W.; Whitesides, G.M. Lifespan-on-a-chip: Microfluidic chambers for performing lifelong observation of C. elegans. Lab Chip 2010, 10, 589–597. [Google Scholar] [CrossRef] [PubMed]
- Dong, H.-K.; Kyongtae, K.; Yong, J.-K. An anti-clogging method for improving the performance and lifespan of blood plasma separation devices in real-time and continuous microfluidic systems. Sci. Rep. 2018, 8, 17015. [Google Scholar]
- Squires, T.M.; Quake, S.R. Microfluidics: Fluid physics at the nanoliter scale. Rev. Mod. Phys. 2005, 77, 977–1026. [Google Scholar] [CrossRef]
- Pamme, N. Continuous flow separations in microfluidic devices. Lab Chip 2007, 7, 1644–1659. [Google Scholar] [CrossRef]
- Li, P.C.H. Microfluidic Lab-on-a-Chip for Chemical and Biological Analysis and Discovery; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Wang, S.; Ip, A.; Xu, F.; Giguel, F.F.; Moon, S.; Akay, A.; Kuritzkes, D.R.; Demirci, U. Development of a microfluidic system for measuring HIV-1 viral load. Proc. SPIE 2010, 7666, 76661H. [Google Scholar]
- RIVM—National Institute for Public Health and the Environment, Lab-on-a-Chip Devices for Clinical Diagnostics. Measuring into a New Dimension, RIVM Report 080116001/2013. Available online: https://www.rivm.nl/bibliotheek/rapporten/080116001.pdf (accessed on 10 October 2019).
- Plevniak, K.; Campbell, M.; Myers, T.; Hodges, A.; He, M. 3D Printed Auto-mixing Chip Enables Rapid Smartphone Diagnosis of Anemia. Biomicrofluidics 2016, 10, 054113. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Dong, M.; Rigatto, C.; Liu, Y.; Lin, F. Lab-on-chip technology for chronic disease diagnosis. npj Digit. Med. 2008, 1, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Dong, M.; Santos, S.; Rigatto, C.; Liu, Y.; Lin, F. Lab-on-a-Chip Platforms for Detection of Cardiovascular Disease and Cancer Biomarkers. Sensors 2017, 17, 2934. [Google Scholar] [CrossRef] [PubMed]
- Takagi, J.; Yamada, M.; Yasuda, M.; Seki, M. Continuous particle separation in a microchannelnhaving asymmetrically arranged multiple branches. Lab Chip 2005, 5, 778–784. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.X.; Manz, A. High-speed free-flow electrophoresis on chip. Anal. Chem. 2003, 75, 5759–5766. [Google Scholar] [CrossRef]
- Jones, T.B. On the relationship of dielectrophoresis and electrowetting. Langmuir 2002, 18, 4437–4443. [Google Scholar] [CrossRef]
- Volpatti, L.R.; Yetisen, A.K. Commercialization of microfluidic devices. Trends Biotechnol. 2014, 32, 347–350. [Google Scholar] [CrossRef]
- Global Lab-on-a-Chip Market Size, Market Share, Application Analysis, Regional Outlook, Growth Trends, Key Players, Competitive Strategies and Forecasts, 2017 to 2025. Available online: https://www.researchandmarkets.com/reports/4313303/global-lab-on-a-chip-market-size-market-share (accessed on 15 October 2019).
- Erickson, D.; O’Dell, D.; Jiang, L.; Oncescu, V.; Gumus, A.; Lee, S.; Mancuso, M.; Mehta, S. Smartphone technology can be transformative to the deployment of lab-on-chip diagnostics. Lab Chip 2014, 14, 3159–3164. [Google Scholar] [CrossRef]
- Chen, W.; Yu, H.; Sun, F.; Ornob, A.; Brisbin, R.; Ganguli, A.; Vemuri, V.; Strzebonski, P.; Cui, G.; Allen, K.J.; et al. Mobile Platform for Multiplexed Detection and Differentiation of Disease-Specific Nucleic Acid Sequences, Using Microfluidic Loop-Mediated Isothermal Amplification and Smartphone Detection. Anal. Chem. 2017, 89, 11219–11226. [Google Scholar] [CrossRef]
- ARDUINO. Available online: https://www.arduino.cc/ (accessed on 10 October 2019).
- Trieu, N.; Sune, Z.A.; Anders, W.; Dang, D.B. From Lab on a Chip to Point of Care Devices: The Role of Open Source Microcontrollers. Micromachines 2018, 9, 403. [Google Scholar] [CrossRef]
- Chad, I.R.; Kamran, Q.; Adam, T.W.; Gregory, P.N. 3D printed microfluidic devices with integrated valves. Biomicrofluidics 2015, 9, 016501. [Google Scholar] [CrossRef]
- Rafal, W.; Krzysztof, A. Inkjet 3D printing of microfluidic structures—On the selection of the printer towards printing your own microfluidic chips. J. Micromech. Microeng. 2015, 25, 085013. [Google Scholar] [CrossRef]
- HoliFab project. Available online: https://holifab.eu/ (accessed on 4 October 2019).
- M3DLOC project. Available online: http://www.m3dloc.eu/ (accessed on 4 October 2019).
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paulla, B.; Breadmore, M.C. 3D printed microfluidic devices: Enablers and barriers. Lab Chip 2016, 16, 1993. [Google Scholar] [CrossRef] [PubMed]
- Yazdi, A.A.; Popma, A.; Wong, W.; Nguyen, T.; Pan, Y.; Xu, J. 3D printing: An emerging tool for novel microfluidics and lab-on-a-chip applications. Microfluid. Nanofluid. 2016, 20, 50. [Google Scholar] [CrossRef]
- Pranzo, D.; Larizza, P.; Filippini, D.; Percoco, G. Extrusion-Based 3D Printing of Microfluidic Devices for Chemical and Biomedical Applications: A Topical Review. Micromachines 2018, 9, 374. [Google Scholar] [CrossRef]
- Li, F.; Macdonald, N.-P.; Guijt, R.-M.; Breadmore, M.C. Increasing the functionalities of 3D printed microchemical devices by single material, multimaterial, and print-pause-print 3D printing. Lab Chip 2019, 19, 35–49. [Google Scholar] [CrossRef]
- Zeraatkar, M.; Filippini, D.; Percoco, G. On the Impact of the Fabrication Method on the Performance of 3D Printed Mixers. Micromachines 2019, 10, 298. [Google Scholar] [CrossRef]
- Macdonald, N.-P.; Cabot, J.-M.; Smejkal, P.; Guijt, R.M.; Paull, B.; Breadmore, M.C. Comparing Microfluidic Performance of Three-Dimensional (3D) Printing Platforms. Anal. Chem. 2017, 89, 3858–3866. [Google Scholar] [CrossRef]
- Fluidic Factory 3D Printer. Available online: https://www.dolomite-microfluidics.com/product/fluidic-factory-3d-printer/ (accessed on 3 October 2019).
- Tothill, A.-M.; Partridge, M.; James, S.-W.; Tatam, R.-P. Fabrication and optimisation of a fused filament 3D-printed microfluidic platform. J. Micromech. Microeng. 2017, 27, 035018. [Google Scholar] [CrossRef]
- Morgan, A.J.L.; San Jose, L.H.; Jamieson, W.-D.; Wymant, J.M.; Song, B.; Stephens, P.; Barrow, D.A.; Castell, O.K. Simple and Versatile 3D Printed Microfluidics Using Fused Filament Fabrication. PLoS ONE 2016, 11, e0152023. [Google Scholar] [CrossRef]
- Salentijn, G.I.; Oomen, P.E.; Grajewski, M.; Verpoorte, E. Fused Deposition Modeling 3D Printing for (Bio)analytical Device Fabrication: Procedures, Materials, and Applications. Anal. Chem. 2017, 89, 7053–7061. [Google Scholar] [CrossRef] [PubMed]
- Kadimisetty, K.; Mosa, I.-M.; Malla, S.; Satterwhite-Warden, J.E.; Kuhns, T.M.; Faria, R.C.; Lee, N.H.; Rusling, J.F. 3D-Printed Supercapacitor-Powered Electrochemiluminescent Protein Immunoarray. Biosens. Bioelectron. 2016, 15, 188–193. [Google Scholar] [CrossRef] [PubMed]
- Bauer, M.; Kulinsky, L. Fabrication of a Lab-on-Chip Device Using Material Extrusion (3D Printing) and Demonstration via Malaria-Ab ELISA. Micromachines 2018, 9, 27. [Google Scholar] [CrossRef] [PubMed]
- Duong, L.-H.; Chen, P.-C. Simple and low-cost production of hybrid 3D printed microfluidic devices. Biomicrofluidics 2019, 13, 024108. [Google Scholar] [CrossRef]
- Van de Poel, I.; Robaey, Z. Safe-by-Design: From Safety to Responsibility. Nanoethics 2017, 11, 297–306. [Google Scholar] [CrossRef] [Green Version]
- Szymberski, R. Construction Project Safety Planning. TAPPI J. 1997, 80, 69–74. [Google Scholar]
- Destaillats, H.; Maddalena, R.L.; Singer, B.C.; Hodgson, A.T.; McKone, T.E. Indoor pollutants emitted by office equipment: A review of reported data and information needs. Atmos. Environ. 2008, 42, 1371–1388. [Google Scholar] [CrossRef] [Green Version]
- UL Standards, ANSI/CAN/UL Standard Method for Testing and Assessing Particle and Chemical Emissions from 3D Printers; UL Standard: Northbrook, IL, USA, 2019.
- ICRP. Human Respiratory Tract Model for Radiological Protection. ICRP Publication 66. Ann. ICRP 1994, 24, 1–3. [Google Scholar]
- Oberdörster, G.; Sharp, Z.; Atudorei, V.; Elder, A.; Gelein, R.; Kreyling, W.; Cox, C. Translocation of inhaled ultrafine particles to the brain. Inhal. Toxicol. 2004, 16, 437–445. [Google Scholar] [CrossRef]
- Manufacturers of Emission Controls Association (MECA). Health Effects of Particulate Air Pollution; Manufacturers of Emission Controls Association: Arlington, VA, USA, 2014. [Google Scholar]
- Oberdörster, G. Pulmonary effects of inhaled ultrafine particles. Int. Arch. Occup. Environ. Health 2001, 74, 1–8. [Google Scholar] [CrossRef]
- Oberdörster, G. Toxicology of ultrafine particles: In vivo studies. R. Soc. 2000, 358, 2719–2740. [Google Scholar] [CrossRef]
- Soni, V.; Singh, P.; Shree, V.; Goel, V. Effects of VOCs on Human Health. In Air Pollution and Control. Energy, Environment, and Sustainability; Sharma, N., Agarwal, A., Eastwood, P., Gupta, T., Singh, A., Eds.; Springer: Singapore, 2018. [Google Scholar]
- U.S. Department of Labor, Occupational Safety and Health Administration (OSHA). Hazard Communication Guidance for Combustible Dusts; OSHA 3371-08 2009; U.S. Department of Labor, Occupational Safety and Health Administration (OSHA): Washington, DC, USA, 2009.
- Dobashi, R. Risk of dust explosions of combustible nanomaterials. J. Phys. Conf. Ser. 2009, 170, 012029. [Google Scholar] [CrossRef]
- Abbasi, T.; Abbasi, S.A. Dust explosions–Cases, causes, consequences, and control. J. Hazard. Mater. 2007, 140, 7–44. [Google Scholar] [CrossRef] [PubMed]
- Eckhoff, R.K. Understanding dust explosions. The role of powder science and technology. J. Loss Prevent. Proc. Ind. 2009, 22, 105–116. [Google Scholar] [CrossRef]
- Eckhoff, R.-K. Dust Explosions in the Process Industries; Gulf Professional Publishing: Houston, TX, USA, 2003. [Google Scholar] [CrossRef]
- Holbrow, P.; Wall, M.; Sanderson, E.; Bennett, D.; Rattigan, W.; Bettis, R.; Gregory, D. Fire and Explosion Properties of Nanopowders, Prepared by the Health and Safety Laboratory for the Health and Safety Executive. Available online: http://www.hse.gov.uk/research/rrpdf/rr782.pdf (accessed on 4 September 2019).
- Eckhoff, R.K. Does the dust explosion risk increase when moving from mm-particle powders to powders of nm-particles? J. Loss Prevent. Proc. 2012, 25, 448–459. [Google Scholar] [CrossRef]
- LEON 3D IMPRESION, S.L, 3D LAC-MATERIAL SAFETY DATA SHEET. Available online: https://www.igo3d.com/mediafiles/Sonstiges/3DLac/MSDS%203Dlac.pdf (accessed on 12 September 2019).
- Guillemot, M.; Oury, B.; Melin, S. Identifying thermal breakdown products of thermoplastics. J. Occup. Environ. Hyg. 2017, 14, 551–561. [Google Scholar] [CrossRef]
- Unwin, J.; Coldwell, M.-R.; Keen, C.; Calinden, J.J.-M. Airborne Emissions of Carcinogens and Respiratory Sensitizers during Thermal Processing of Plastics. Ann. Occup. Hyg. 2013, 57, 399–406. [Google Scholar] [CrossRef]
- Stephens, B.; Azimi, P.; Orch, Z.-E.; Ramos, T. Ultrafine particle emissions from desktop 3D printers. Atmos. Environ. 2013, 79, 334–339. [Google Scholar] [CrossRef]
- Zhou, Y.; Kong, X.; Chen, A.; Cao, S. Investigation of Ultrafine Particle Emissions of Desktop 3D Printers in the Clean Room. Procedia Eng. 2015, 121, 506–512. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.; Yoon, C.; Ham, S.; Park, J.; Kim, S.; Kwon, O.; Tsai, P.-J. Emissions of Nanoparticles and Gaseous Material from 3D Printer Operation. Environ. Sci. Technol. 2015, 49, 12044–12053. [Google Scholar] [CrossRef]
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Toluene (Compound); Session: 12.1.1 GHS Classification; From EU REGULATION (EC) No 1272/2008. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Toluene#section=GHS-Classification (accessed on 3 September 2019).
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Ethylbenzene (Compound); Session: 10.1.1 GHS Classification; From EU REGULATION (EC) No 1272/2008. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Ethylbenzene#section=GHS-Classification (accessed on 3 September2019).
- European Chemicals Agency (ECHA). Formaldehyde, Hazard Classification & Labelling. Available online: https://echa.europa.eu/el/substance-information/-/substanceinfo/100.000.002 (accessed on 3 September 2019).
- Azimi, P.; Zhao, D.; Pouzet, C.; Crain, N.-E.; Stephens, B. Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments. Environ. Sci. Technol. 2016, 50, 1260–1268. [Google Scholar] [CrossRef]
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; L-Lactide (Compound); Session: 9.1.1 GHS Classification; From European Chemicals Agency (ECHA). Available online: https://pubchem.ncbi.nlm.nih.gov/compound/L-Lactide#section=Safety-and-Hazards (accessed on 3 September 2019).
- Deng, Y.; Cao, S.; Chen, A.; Guo, Y. The impact of manufacturing parameters on submicron particle emissions from a desktop 3D printer in the perspective of emission reduction. Build. Environ. 2016, 104, 311–319. [Google Scholar] [CrossRef]
- Johnson, G.A.; French, J.J. Evaluation of Infill Effect on Mechanical Properties of Consumer 3D Printing. Materials. Adv. Technol. Innov. 2018, 3, 179–184. [Google Scholar]
- Cheng, Y.-L.; Zhang, L.-C.; Chen, F.; Tseng, Y.-H. Particle Emissions of Material-Extrusion-Type Desktop 3D Printing: The Effects of Infill. Int. J. Prcis. Eng. Manuf. Green 2018, 5, 487–497. [Google Scholar] [CrossRef]
- Yi, J.; LeBouf, R.F.; Duling, M.G.; Nurkiewicz, T.; Chen, B.T.; Schwegler-Berry, D.; Virji, M.A.; Stefaniak, A.B. Emission of particulate matter from a desktop three-dimensional (3D) printer. J. Toxicol. Environ. Health A 2016, 79, 453–465. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Wong, J.P.S.; Davis, A.Y.; Black, M.S.; Weber, R.J. Characterization of particle emissions from consumer fused deposition modeling 3D printers. Aerosol Sci. Technol. 2017, 51, 1275–1286. [Google Scholar] [CrossRef] [Green Version]
- Simon, T.R.; Lee, W.J.; Spurgeon, B.E.; Boor, B.E.; Zhao, F. An Experimental Study on the Energy Consumption and Emission Profile of Fused Deposition Modeling Process. Procedia Manuf. 2018, 26, 920–928. [Google Scholar] [CrossRef]
- Steinle, P. Characterization of emissions from a desktop 3D printer and indoor air measurements in office settings. J. Occup. Environ. Hyg. 2016, 13, 121–132. [Google Scholar] [CrossRef]
- European Chemicals Agency (ECHA). Methyl Methacrylate, Hazard Classification & Labelling. Available online: https://echa.europa.eu/el/substance-information/-/substanceinfo/100.001.180 (accessed on 3 September 2019).
- Wojtyła, S.; Klama, P.; Baran, T. Is 3D printing safe? Analysis of the thermal treatment of thermoplastics: ABS, PLA, PET, and nylon. J. Occup. Environ. Hygiene 2017, 14, 80–85. [Google Scholar] [CrossRef]
- Wojtyła, S.; Klama, P.; Śpiewak, K.; Baran, T. 3D printer as a potential source of indoor air pollution. Int. J. Environ. Sci. Technol. 2019, 1–12. [Google Scholar] [CrossRef]
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Caprolactam (Compound); Session: 11.1.1 GHS Classification; From EU REGULATION (EC) No 1272/2008. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Caprolactam#section=Safety-and-Hazards (accessed on 3 September 2019).
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Cumene (Compound); Session: 10.1.1 GHS Classification; From European Chemicals Agency (ECHA). Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Cumene#section=GHS-Classification (accessed on 3 September 2019).
- Stefaniak, A.B.; Johnson, A.R.; Preez, S.; Hammond, D.R.; Wells, J.R.; Ham, J.E.; LeBouf, R.F.; Menchaca, K.W.; Martin, S.B.; Duling, M.G.; et al. Evaluation of emissions and exposures at workplaces using desktop 3-dimensional printers. J. Chem. Health Saf. 2019, 26, 19–30. [Google Scholar] [CrossRef]
- Zontek, T.L.; Ogle, B.R.; Jankovic, J.T.; Hollenbeck, S.M. An exposure assessment of desktop 3D printing. J. Chem. Health Saf. 2017, 24, 15–25. [Google Scholar] [CrossRef] [Green Version]
- Floyd, E.L.; Wang, J.; Regens, J.L. Fume emissions from a low-cost 3-D printer with various filaments. J. Occup. Environ. Hyg. 2017, 14, 523–533. [Google Scholar] [CrossRef] [PubMed]
- Mendes, L.; Kangas, A.; Kukko, K.; Mølgaard, B.; Saamanen, A.; Kanerva, T.; Ituarte, I.F.; Huhtiniemi, M.; Stockmann-Juvala, H.; Partanen, J.; et al. Characterization of Emissions from a Desktop 3D Printer. J. Ind. Ecol. 2017, 21, 1–13. [Google Scholar] [CrossRef]
- SER (Social and Economic Council). Provisional Nano Reference Values for Engineered Nanomaterials; Advisory Report 12/01; Social and Economic Council: The Hague, The Netherlands, 2012. [Google Scholar]
- Τhe Health and Safety Executive. Measuring and Controlling Emissions from Polymer Filament Desktop 3D Printers. RR1146—Measuring and Controlling Emissions from Polymer Filament Desktop 3D Printers. Available online: http://www.hse.gov.uk/research/rrhtm/rr1146.htm (accessed on 4 September 2019).
- He, C.; Morawska, L.; Taplin, L. Particle emission characteristics of office printers. Environ. Sci. Technol. 2007, 41, 6039–6045. [Google Scholar] [CrossRef] [Green Version]
- Bharti, N.; Singh, O.S. Three-Dimensional (3D) Printers in Libraries: Perspective and Preliminary Safety Analysis. J. Chem. Educ. 2017, 94, 879–885. [Google Scholar] [CrossRef]
- Preez, S.D.; Johnson, A.; LeBouf, R.F.; Linde, S.J.L.; Stefaniak, A.B.; Plessis, J.D. Exposures during industrial 3-D printing and post-processing tasks. Rapid Prototyp. J. 2018, 24, 865–871. [Google Scholar] [CrossRef]
- Youn, J.-S.; Seo, J.-W.; Hana, S.; Jeon, K.-J. Characteristics of nanoparticle formation and hazardous air pollutants emitted by 3D printer operations: From emission to inhalation. RSC Adv. 2019, 9, 19606–19612. [Google Scholar] [CrossRef] [Green Version]
- Rao, C.; Gu, F.; Zhao, P.; Sharmin, N.; Gu, H.; Fu, J. Capturing PM2.5 Emissions from 3D Printing via Nanofiber-based Air Filter. Sci. Rep. 2017, 7, 10366. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Uhde, E.; Wensing, M.; Xia, F.; Salthammer, T. Emission Control of Desktop 3D Printing: The Effects of a Filter Cover and an Air Purifier. Environ. Sci. Technol. Lett. 2019, 6, 499–503. [Google Scholar] [CrossRef]
- Ding, S.; Ng, B.F.; Shang, X.; Liu, H.; Lu, X.; Wan, M.P. The characteristics and formation mechanisms of emissions from thermal decomposition of 3D printer polymer filaments. Sci. Total Environ. 2019, 692, 984–994. [Google Scholar] [CrossRef] [PubMed]
- Huff, J.; Infante, P.F. Styrene exposure and risk of cancer. Mutagenesis 2011, 26, 583–584. [Google Scholar] [CrossRef] [PubMed]
- Davis, A.Y.; Zhang, Q.; Wong, J.P.S.; Weber, R.J.; Black, M.S. Characterization of volatile organic compound emissions from consumer level material extrusion 3D printers. Build. Environ. 2019, 160, 106209. [Google Scholar] [CrossRef]
- Byrley, P.; George, B.J.; Boyes, W.K.; Rogers, K. Particle emissions from fused deposition modeling 3D printers: Evaluation and meta-analysis. Sci. Total Environ. 2019, 655, 395–407. [Google Scholar] [CrossRef]
- Zhang, Q.; Pardo, M.; Rudich, Y.; Kaplan-Ashiri, I.; Wong, J.P.S.; Davis, A.Y.; Black, M.S.; Weber, R.J. Chemical Composition and Toxicity of Particles Emitted from a Consumer-Level 3D Printer Using Various Materials. Environ. Sci. Technol. 2019, 53, 12054–12061. [Google Scholar] [CrossRef] [Green Version]
- Farcasa, M.T.; Stefaniak, A.B.; Knepp, A.K.; Bowers, L.; Mandler, W.K.; Kashon, M.; Jackson, S.R.; Stueckle, T.A.; Sisler, J.D.; Friend, S.A.; et al. Acrylonitrile butadiene styrene (ABS) and polycarbonate (PC) filaments three-dimensional (3-D) printer emissions-induced cell toxicity. Toxicol. Lett. 2019, 317, 1–12. [Google Scholar] [CrossRef]
- Chan, F.L.; House, R.; Kudla, I.; Lipszyc, J.C.; Rajaram, N.; Tarlo, S.M. Health survey of employees regularly using 3D printers. Occup. Med. 2018, 17, 211–214. [Google Scholar] [CrossRef] [Green Version]
- Gümperlein, I.; Fischer, E.; Dietrich-Gümperlein, G.; Karrasch, S.; Nowak, D.; Jörres, R.A.; Schierl, R. Acute health effects of desktop 3D printing (fused deposition modeling) using acrylonitrile butadiene styrene and polylactic acid materials: An experimental exposure study in human volunteers. Indoor Air. 2018, 28, 611–623. [Google Scholar] [CrossRef]
- House, R.; Rajaram, N.; Tarlo, S.M. Case report of asthma associated with 3D printing. Occup. Med. 2017, 67, 652–654. [Google Scholar] [CrossRef] [Green Version]
- Sigma-Aldrich Chemie GmbH, 3DXNano™ ESD CNT-ABS carbon nanotube reinforced ABS 3D printing filament, 3DXCNT002. Available online: https://www.sigmaaldrich.com/catalog/product/aldrich/3dxcnt002 (accessed on 28 November 2019).
- FUNCTIONALIZE, Inc. F-Electric PLA, SAFETY DATA SHEET Version 1.0; FUNCTIONALIZE, Inc.: Seattle, WA, USA, 2015. [Google Scholar]
- Graphene 3D Lab, Inc. Conductive Graphene Filament; Material Safety Data Sheet; Graphene 3D Lab, Inc.: Ronkonkoma, NY, USA.
- Jiang, Y.; Wang, H.; Li, S.; Wen, W. Applications of Micro/Nanoparticles in Microfluidic Sensors: A Review. Sensors 2014, 14, 6952–6964. [Google Scholar] [CrossRef] [Green Version]
- Duarte, L.C.; Chagas, C.L.S.; Ribeiro, L.E.B.; Coltro, W.K.T. 3D printing of microfluidic devices with embedded sensing electrodes for generating and measuring the size of microdroplets based on contactless conductivity detection. Sens. Actuators B Chem. 2017, 251, 427–432. [Google Scholar] [CrossRef]
- Stefaniak, A.B.; Bowers, L.N.; Knepp, A.K.; Virji, M.A.; Birch, E.M.; Ham, J.E.; Wells, J.R.; Qi, C.; Schwegler-Berry, D.; Friend, S.; et al. Three-dimensional printing with nano-enabled filaments releases polymer particles containing carbon nanotubes into air. Indoor Air 2018, 28, 840–851. [Google Scholar] [CrossRef] [PubMed]
- Potter, P.M.; Al-Abed, S.R.; Lay, D.; Lomnicki, S.M. VOC Emissions and Formation Mechanisms from Carbon Nanotube Composites During 3D Printing. Environ. Sci. Technol. 2019, 53, 4364–4370. [Google Scholar] [CrossRef] [PubMed]
- The National Institute for Occupational Safety and Health (NIOSH) Pocket Guide to Chemical Hazards. Available online: https://www.cdc.gov/niosh/npg/npgd0102.html (accessed on 2 September 2019).
- BSI–British Standards Institute. Nanotechnologies—Part 2: Guide to Safe Handling and Disposal of Manufactured Nanomaterials; PD 6699-2: 2007; BSI: London, UK, 2007. [Google Scholar]
- IFA–Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfallversicherungen. Criteria for Assessment of the Effectiveness of Protective Measures; IFA: Sankt Augustin, Germany.
- Department of Health and Human Services. Centers for Disease Control and Prevention. In Current Intelligence Bulletin 65: Occupational Exposure to Carbon Nanotubes and Nanofibres; National Institute for Occupational Safety and Health (NIOSH): Cincinnati, OH, USA, 2013. [Google Scholar]
- Donaldson, K.; Murphy, F.A.; Duffin, R.; Poland, C.A. Asbestos, carbon nanotubes and the pleural mesothelium: A review of the hypothesis regarding the role of long fibre retention in the parietal pleura, inflammation and mesothelioma. Part. Fibre Toxicol. 2010, 7, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moalli, P.A.; Macdonald, J.L.; Goodglick, L.A.; Kane, A.B. Acute injury and regeneration of the mesothelium in response to asbestos fibers. Am. J. Pathol. 1987, 128, 426–445. [Google Scholar] [PubMed]
- Risk Assessment of 3D Printers and 3D Printed Products; Survey of Chemical Substances in Consumer Products No. 161; The Danish Environmental Protection Agency: Copenhagen, Denmark, 2017; ISBN 978-87-93614-00-0.
- Barata, D.; Provaggi, E.; van Blitterswijk, C.; Habibovic, P. Development of a microfluidic platform integrating high-resolution microstructured biomaterials to study cell–material interactions. Lab Chip 2017, 17, 4134–4147. [Google Scholar] [CrossRef] [PubMed]
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Styrene (Compound); From ChEBI. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Styrene#section=NFPA-Hazard-Classification (accessed on 3 September 2019).
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Methyl Methacrylate (Compound) Session 11.1.2 NFPA Hazard Classification, HSDB. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Methyl-methacrylate#section=NFPA-Hazard-Classification (accessed on 3 September 2019).
- National Fire Protection Association. NFPA 704: Standard System for the Identification of the Hazards of Materials for Emergency Response; National Fire Protection Association: Quincy, MA, USA, 2017. [Google Scholar]
- PubChem, U.S. National Library of Medicine National Center for Biotechnology Information; Acrylonitril. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Acrylonitrile (accessed on 3 September 2019).
- Fire Safety: Unattended 3D Printer Nearly Burns House Down. Available online: https://all3dp.com/fire-safety-unattended-3d-printer-nearly-burns-house-down/ (accessed on 2 September 2019).
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.-M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [Green Version]
- American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE). Classification of Laboratory Ventilation Design Levels; American Society of Heating, Refrigerating and Air-Conditioning Engineers: Atlanta, GA, USA, 2018. [Google Scholar]
- American Conference of Governmental Industrial Hygienists. Industrial Ventilation: A Manual of Recommended Practice; American Conference of Governmental Industrial Hygienists: Cincinnati, OH, USA, 2007. [Google Scholar]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Filament Materials Tested | Main Highlight Findings Regarding Emissions | Suggestions and Identified Risk Mitigation Measures |
|---|---|---|---|
| Stephens et al. [63] | ABS, PLA | Both materials are high emitters. ABS displayed higher emission rates than PLA. Emitted particles were solely in the nano-scale range (< 116 nm). ABS-emitted particles were smaller compared to particles emitted from PLA. | Installation of ventilation and air-filtration systems. |
| Zhou et al. [64] | ABS (two colours) | Higher particle concentrations were observed for positions further away from the printer. No ultrafine particle data reported. Simultaneous operation of two printers led to increased concentrations. | Indoor ventilation for removal of particle contaminants. |
| Kim et al. [65] | ABS, PLA (two types) | Higher emissions reported for ABS. One type of PLA emitted mostly non-ultrafine particles. High upsurges in ultrafine PNC were observed during print operation initiation. Emission of hazardous VOCs (e.g., formaldehyde) is possible. | Use of safer filament materials, use of filters/adsorbents. |
| Azimi et al. [69] | ABS, PLA, HIPS, nylon, laybrick, laywood, polycarbonate, PCTPE, TGlase | ABS displayed the highest emission rates, while PLA displayed the lowest. High print bed temperatures were connected to high emission rates. Extruder temperature presented reduced significance in determining emissions. A partial enclosure can diminish the exposure potential to a minimum extent. | Development of low-emitting printing materials and technologies. Use of sealed enclosures for devices. Use of filtration systems. |
| Deng et al. [71] | ABS, PLA | ABS produced higher emissions than PLA. Middle range feed rates resulted in higher emissions compared to slower or faster feed rates. The heating stage is reported as the most crucial for emissions. Increase of nozzle temperature leads to increased emissions. When using temperatures high enough to approximate decomposition temperature, emissions can rise significantly. | External pre-heating before filament loading drastically reduced emissions. Development of optimized printer cooling systems in relation to particle emissions. |
| Cheng et al. [73] | ABS | Use of the hexagonal infill pattern resulted in higher emissions compared to other patterns. Higher infill density reduced emissions. The “bridging” effect results in high emission peaks. | Use of “linear” infill pattern and higher infill density. Slower feed rate in the 1st top print layer can reduce emission peaks. |
| Yi et al. [74] | ABS, PLA (4 different colours for each material) | PLA emitted particles were smaller compared to ABS. Filament colour influences emission concentrations and emitted particle size. Nozzle jams can induce emission peaks. Loose covers can offer moderate protection from exposure. | Use of enclosures, use of printers in a well-ventilated space, direct ventilation of the printer, maintaining distance from the printer. Selection of safer materials and printer devices. Optimization of response to nozzle jams to reduce exposure. |
| Zhang et al. [75] | ABS, PLA, Nylon | Most particles emitted were in the ultrafine size range. Influencing factors for emission magnitude were extruder temperature, filament brand, filament colour and build plate temperature. | Development of standardized testing and data analysis methods. Toxicity evaluation of emitted particles. |
| Simon et al. [76] | ABS | High emission peaks just before the print initiation stage, and smaller peaks during print pauses were observed. For particles larger than 420 nm, no statistical difference in PNC was observed, while most emitted particles were less than 25 nm in diameter. | Nozzle cleaning and clearance can result in emission reduction. |
| Steinle [77] | PLA, ABS | Prolonged use of printers can lead to higher emission rates. Lighter objects and objects requiring short print duration can display higher emission rates. Printing in a large and well-ventilated office is regarded as safe, as UFP and VOC concentrations were not significantly increased. In areas with poor ventilation, contaminants can be detected for many hours after printing. | Hazardous levels of exposure are not expected for adequately ventilated workspaces. |
| Wojtyła et al. [79] | ABS, PLA, PET, Nylon | Although temperatures employed in FFF are lower than polymer decomposition temperatures, they can cause partial decomposition of polymers, inducing emission of volatile organic compounds. ABS displays higher hazard compared to PLA, presenting increased concentration of produced organic pollutants. | Printing in a well-ventilated workplace is considered safe, but continuous printing operations in poorly-ventilated areas may result in increased VOC concentrations. Development of dedicated 3D printing filters and exposure protection systems. |
| Wojtyła et al. [80] | ABS (various colours), HIPS, ABS + PC, Nylon, PET-g + carbon fibres, Polyamide + carbon nanotubes, nylon + carbon nanotubes, PLA (various colours) | Apart from polymer thermal degradation, thermal degradation of additives is a contributing factor for VOC emissions. Temperature, filament type and colour were found to be influencing parameters as well. | Development of new and advanced air filtration technologies. |
| Stefaniak et al. [83] | ABS (various colours), PLA (various colours), ABS+, Silver ink | Emission magnitude was determined by instrument design, filament material and print operation parameters. For the conditions studied, personal exposures to metals and organic chemicals were all below Recommended Exposure Limits. | Effective contaminant concentration reduction through a custom-built ventilated enclosure was confirmed. |
| Zontek et al. [84] | PLA, ABS | Higher printing temperatures resulted in higher number particle concentrations. In appropriate ventilation conditions, particle concentration is reduced in areas further away from the printer. In spaces with poor ventilation, continuous function of the printer can result in elevated concentration levels throughout the printing room. | Development of ventilation recommendations, determination of suitable printer locations. Operation of printers without enclosures only in large, highly ventilated spaces. Maintaining the printer enclosure under slight negative pressure with respect to the surrounding areas. |
| Floyd et at. [85] | ABS, PLA, PVA, HIPS, PCABS, nylon, bronze- PLA, and PET | Highest particle emission potential was displayed by ABS+PCABS, bronze-infilled PLA, and PVA. Particles emitted presented a modal size of less than 100 nm, and also rod-shaped fragments were observed. These dimensional qualities lead to higher probability of penetration to the alveolar region of the respiratory tract. | Personal exposure assessment through field studies. Performance of toxicological studies. Investigation of the emission potential of post-printing processes. |
| Mendes et al. [86] | ABS, PLA | Increasing nozzle temperature led to increased emissions. Emission of very small (1–3 nm) nanoparticles was observed. Printer malfunction episodes can lead to emission peaks. Emission concentrations from PLA filaments do not exceed the representative exposure limit corresponding to biopersistent nanomaterials, but exposures from ABS filaments slightly exceed it. VOC concentrations detected were not expected to pose health risks. | Caution is suggested during simultaneous operation of multiple printers. Cleaning of the heated parts of the printer. Use of low extruder temperatures. Use of enclosures, local exhaust ventilation, and air filtering systems. |
| Health and Safety Executive [88] | PLA, ABS, HIPS, NinjaFlex® | All print operations emitted sub-micron particles. Increase of the nozzle temperature resulted in decreased emitted average particle size and higher emissions. PLA filaments were found to display reduced emissions than ABS, and ABS emitted particles were smaller than PLA. When testing identical filament materials, emission rates and emitted particle size varied for different printers. | Conducting more experiments under workplace conditions, for representative exposure assessment. Choosing low emitting filaments. Employing lower nozzle temperatures. Enclosing the printer and ensuring air filtration. Allocation of time for emission clearance before opening the enclosure. |
| Du Preez et al. [91] | ABS (various colours), PLA (various colours), PC, ultem | Particle emissions displayed variance depending on filament colour. Removal of printer cover results in particle emission peaks. TVOC concentrations increased during post processing activities. | Checking on prints without cover removal, through transparent viewing ports. Installation of filtration systems. Use of fume hoods when conducting post processing tasks. |
| Youn et al. [92] | PLA | Smaller particles were primarily emitted (dominant peak at 10 nm) during the initiation of printer operation while larger particles were emitted (dominant peak at 88 nm) after a short time interval. Low concentrations of several HAPs were observed. | Performing closed chamber studies to evaluate emissions. Quantifying dangerous substance doses in the human respiratory tract, towards producing complete exposure assessments. |
| Rao et al. [93] | ABS | Identification and analysis of the mechanisms and stages of emissions. Increase in humidity can lead to enhanced emitted particle growth. | Confirmed effectiveness of nanofiber-based membranes to capture particles emitted from 3D printing. |
| Gu et al. [94] | ABS | Most emitted particles were in the ultrafine size range. VOC emission from the exposure control devices employed was also reported. | A filter cover provided effective removal of UFP. Lower effectiveness in decreasing exposure was provided by an air purifier. |
| Ding et al. [95] | ABS, PLA, PVA, Nylon | Emissions of UFP from the nozzle were directly visualised. Emissions initiate at the start of the glass transition process and peak during liquefaction of the filament. | Filament reuse is suggested as a method for emission reduction. Low heating rate can restrain the formation of hazardous substances. |
| Davis et al. [97] | ABS, PLA, Nylon, PVA, HIPS (several different types) | Filament colour was found to be a significant influencing factor for VOC emissions. Natural coloured filaments were reported to lead to very low VOC emissions. HIPS and ABS displayed the highest TVOC emission rates. ABS filaments emitted numerous different VOC species. Both VOC and particle emissions increased with higher extrusion temperature. Filament brand was also an important determinant, with filaments displaying high VOC emissions releasing fewer and smaller particles for both ABS and PLA. | Use of low-emitting filaments. Decrease of the printer nozzle temperature. Providing adequate ventilation. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karayannis, P.; Petrakli, F.; Gkika, A.; Koumoulos, E.P. 3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach. Micromachines 2019, 10, 825. https://doi.org/10.3390/mi10120825
Karayannis P, Petrakli F, Gkika A, Koumoulos EP. 3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach. Micromachines. 2019; 10(12):825. https://doi.org/10.3390/mi10120825
Chicago/Turabian StyleKarayannis, Panagiotis, Fotini Petrakli, Anastasia Gkika, and Elias P. Koumoulos. 2019. "3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach" Micromachines 10, no. 12: 825. https://doi.org/10.3390/mi10120825
APA StyleKarayannis, P., Petrakli, F., Gkika, A., & Koumoulos, E. P. (2019). 3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach. Micromachines, 10(12), 825. https://doi.org/10.3390/mi10120825