Study on a High Performance MEMS Infrared Thermopile Detector

Abstract
:1. Introduction
2. Theoretical Analysis of Infrared Detector
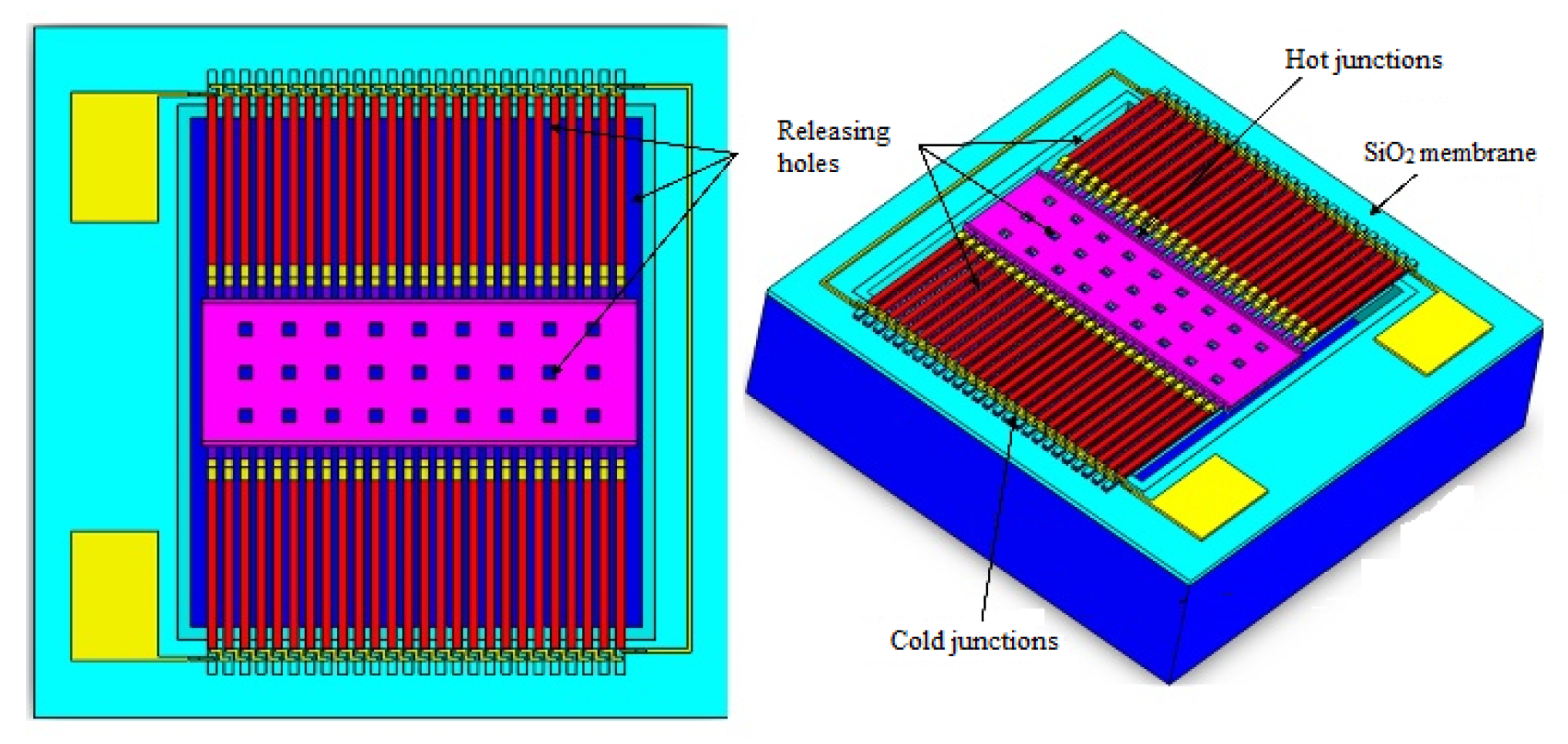
3. Design of the Detector
4. Micro-Fabrication of the Detector
5. Characterization of the Detector
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Park, Y.; Yang, H.; Ahn, J.; Kim, S. Column readout circuit with dual integration CDS for infrared imagers. IEICE Electron. Express 2016, 13, 20151037. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Hokazono, H.; Tsujino, M.; Nakashima, D.; Hamamoto, K. Proposal of multiple-slot silica high-mesa waveguide for infrared absorption. IEICE Electron. Express 2013, 10, 20130871. [Google Scholar] [CrossRef] [Green Version]
- Graf, A.; Arndt, M.; Sauer, M.; Gerlach, G. Review of micromachined thermopiles for infrared detection. Meas. Sci. Technol. 2007, 18, R59–R75. [Google Scholar] [CrossRef]
- Chen, S.J.; Shen, C.H. A new high-filling-factor CMOS-compatible thermopile. IEEE Trans. Instrum. Meas. 2006, 56, 1231–1238. [Google Scholar] [CrossRef]
- Goncalves, L.M.; Couto, C.; Alpuim, P.; Rowe, D.M.; Correia, J.H. Thermoelectric microstructures of Bi2Te3/Sb2Te3 for a self-calibrated micro-pyrometer. Sens. Actuators A Phys. 2006, 130, 346–351. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Xue, C.; Liang, T.; Jiao, B.; Zhang, W.; Chen, D.; Xiong, J. Thermopile infrared detector with detectivity greater than 108 cmHz (1/2)/W. J. Infrared Millim. Terahertz Waves 2010, 31, 810–820. [Google Scholar] [CrossRef]
- Escriba, C.; Campo, E.; Esteve, D.; Fourniols, J.Y. Complete analytical modeling and analysis of micromachined thermoelectric uncooled IR sensors. Sens. Actuators A Phys. 2005, 120, 267–276. [Google Scholar] [CrossRef]
- Wang, Z.; Leonov, V.; Fiorini, P.; Van Hoof, C. Realization of a wearable miniaturized thermoelectric generator for human body applications. Sens. Actuators A Phys. 2009, 156, 95–102. [Google Scholar] [CrossRef]
- Zhou, H.; Kropelnicki, P.; Tsai, J.M.; Lee, C. Development of a thermopile infrared sensor using stacked double polycrystalline silicon layers based on the CMOS process. J. Micromech. Microeng. 2013, 23, 065026. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, H.; Li, T.; Wang, Y.; Liu, Y.; Wang, Y. CMOS-compatible 8 × 2 thermopile array. Sens. Actuators A Phys. 2010, 161, 120–126. [Google Scholar] [CrossRef]
- Allison, S.C.; Smith, R.L.; Howard, D.W.; Gonzalez, C.; Collins, S.D. A bulk micromachined silicon thermopile with high sensitivity. Sens. Actuators A Phys. 2003, 104, 32–39. [Google Scholar] [CrossRef]
- McConnell, A.D.; Uma, S.; Goodson, K.E. Thermal conductivity of doped polysilicon layers. J. Microelectromech. Syst. 2001, 10, 360–369. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, A.; Lei, C.; Mao, H.; Li, R.; Guan, Y. Study on a High Performance MEMS Infrared Thermopile Detector. Micromachines 2019, 10, 877. https://doi.org/10.3390/mi10120877
Bao A, Lei C, Mao H, Li R, Guan Y. Study on a High Performance MEMS Infrared Thermopile Detector. Micromachines. 2019; 10(12):877. https://doi.org/10.3390/mi10120877
Chicago/Turabian StyleBao, Aida, Cheng Lei, Haiyang Mao, Ruirui Li, and Yihao Guan. 2019. "Study on a High Performance MEMS Infrared Thermopile Detector" Micromachines 10, no. 12: 877. https://doi.org/10.3390/mi10120877