Micromachined Silicon Platform for Precise Assembly of 2D Multilayer Laue Lenses for High-Resolution X-ray Microscopy

 , ,
, ,
Abstract
1. Introduction
2. Results
2.1. Design of the Micromachined Silicon Platform
2.1.1. Angular Position Control
2.1.2. Lateral Position Control
2.1.3. Silicon Springs and Aperture
2.2. Microfabrication of Silicon Platform
2.3. Characterization of Platform
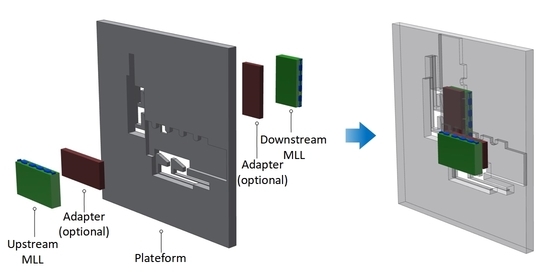
2.3.1. MLLs Assembly
2.3.2. Mutual Orthogonality of Linear MLL Optics
2.3.3. Separation Distance along the X-ray Beam Direction
2.3.4. Repeatability of Installation and Stability of the Assembly
3. Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ulvestad, A.; Hruszkewycz, S.O.; Holt, M.V.; Hill, M.O.; Calvo-Almazán, I.; Maddali, S.; Huang, X.; Yan, H.; Nazaretski, E.; Chu, Y.S.; et al. Multimodal X-ray imaging of grain-level properties and performance in a polycrystalline solar cell. J. Synchrotron Radiat. 2019, 26, 1316–1321. [Google Scholar] [CrossRef]
- Hill, M.O.; Calvo-Almazan, I.; Allain, M.; Holt, M.V.; Ulvestad, A.; Treu, J.; Koblmüller, G.; Huang, C.; Huang, X.; Yan, H.; et al. Measuring Three-Dimensional Strain and Structural Defects in a Single InGaAs Nanowire Using Coherent X-ray Multiangle Bragg Projection Ptychography. Nano Lett. 2018, 18, 811–819. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Kisslinger, K.; Huang, X.; Lu, M.; Camino, F.; Lin, C.-H.; Yan, H.; Nazaretski, E.; Chu, Y.; Ravel, B.; et al. Bi-continuous pattern formation in thin films via solid-state interfacial dealloying studied by multimodal characterization. Mater. Horiz. 2019, 6, 1991–2002. [Google Scholar] [CrossRef]
- Victor, T.W.; O’Toole, K.H.; Easthon, L.M.; Ge, M.; Smith, R.J.; Huang, X.; Yan, H.; Chu, Y.S.; Chen, S.; Gursoy, D.; et al. Lanthanide-Binding Tags for 3D X-ray Imaging of Proteins in Cells at Nanoscale Resolution. J. Am. Chem. Soc. 2020, 142, 2145–2149. [Google Scholar] [CrossRef]
- Pattammattel, A.; Tappero, R.; Ge, M.; Chu, Y.S.; Huang, X.; Gao, Y.; Yan, H. High-sensitivity nanoscale chemical imaging with hard X-ray nano-XANES. Sci. Adv. 2020, 6, eabb3615. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Nazaretski, E.; Lauer, K.; Huang, X.; Wagner, U.; Rau, C.; Yusuf, M.; Robinson, I.; Kalbfleisch, S.; Li, L.; et al. Multimodality hard-x-ray imaging of a chromosome with nanoscale spatial resolution. Sci. Rep. 2016, 6, 20112. [Google Scholar] [CrossRef] [PubMed]
- Highland, M.J.; Hruszkewycz, S.O.; Fong, D.D.; Thompson, C.; Fuoss, P.H.; Calvo-Almazan, I.; Maddali, S.; Ulvestad, A.; Nazaretski, E.; Huang, X.; et al. In-situ synchrotron x-ray studies of the microstructure and stability of In2O3 epitaxial films. Appl. Phys. Lett. 2017, 111, 161602. [Google Scholar] [CrossRef]
- Calvo-Almazán, I.; Ulvestad, A.P.; Colegrove, E.; Ablekim, T.; Holt, M.V.; Hill, M.O.; Maddali, S.; Lauhon, L.J.; Bertoni, M.I.; Huang, X.; et al. Strain Mapping of CdTe Grains in Photovoltaic Devices. IEEE J. Photovolt. 2019, 9, 1790–1799. [Google Scholar] [CrossRef]
- Yan, H.; Conley, R.; Bouet, N.; Chu, Y.S. Hard X-ray nanofocusing by multilayer Laue lenses. J. Phys. D Appl. Phys. 2014, 47, 263001. [Google Scholar] [CrossRef]
- Li, K.; Ali, S.; Wojcik, M.; Andrade, V.D.; Huang, X.; Yan, H.; Chu, Y.S.; Nazaretski, E.; Pattammattel, A.; Jacobsen, C. Tunable hard X-ray nanofocusing with Fresnel zone plates fabricated using deep etching. Optica 2020, 7, 410–416. [Google Scholar] [CrossRef]
- da Silva, J.C.; Pacureanu, A.; Yang, Y.; Bohic, S.; Morawe, C.; Barrett, R.; Cloetens, P. Efficient concentration of high-energy X-rays for diffraction-limited imaging resolution. Optica 2017, 4, 492–495. [Google Scholar] [CrossRef]
- Mimura, H.; Handa, S.; Kimura, T.; Yumoto, H.; Yamakawa, D.; Yokoyama, H.; Matsuyama, S.; Inagaki, K.; Yamamura, K.; Sano, Y.; et al. Breaking the 10 nm barrier in hard-X-ray focusing. Nat. Phys. 2010, 6, 122–125. [Google Scholar] [CrossRef]
- Yan, H.; Bouet, N.; Zhou, J.; Huang, X.; Nazaretski, E.; Xu, W.; Cocco, A.P.; Chiu, W.K.S.; Brinkman, K.S.; Chu, Y.S. Multimodal hard X-ray imaging with resolution approaching 10 nm for studies in material science. Nano Futures 2018, 2, 011001. [Google Scholar] [CrossRef]
- Holler, M.; Raabe, J.; Diaz, A.; Guizar-Sicairos, M.; Wepf, R.; Odstrcil, M.; Shaik, F.R.; Panneels, V.; Menzel, A.; Sarafimov, B.; et al. OMNY—A tOMography Nano crYo stage. Rev. Sci. Instrum. 2018, 89, 043706. [Google Scholar] [CrossRef]
- Martínez-Criado, G.; Villanova, J.; Tucoulou, R.; Salomon, D.; Suuronen, J.-P.; Labouré, S.; Guilloud, C.; Valls, V.; Barrett, R.; Gagliardini, E.; et al. ID16B: A hard X-ray nanoprobe beamline at the ESRF for nano-analysis. J. Synchrotron Radiat. 2016, 23, 344–352. [Google Scholar] [CrossRef]
- Kang, H.C.; Yan, H.; Winarski, R.P.; Holt, M.V.; Maser, J.; Liu, C.; Conley, R.; Vogt, S.; MacRander, A.T.; Stephenson, G.B. Focusing of hard X-rays to 16 nanometers with a multilayer Laue lens. Appl. Phys. Lett. 2008, 92, 221114. [Google Scholar] [CrossRef][Green Version]
- Conley, R.; Bouet, N.; Chu, Y.S.; Huang, X.; Kang, H.C.; Macrander, A.T.; Maser, J.; Nazaretski, E.; Stephenson, G.B.; Yan, H. Multilayer Laue lens: A brief history and current status. Synchrotron Radiat. News 2016, 29, 16–20. [Google Scholar] [CrossRef]
- Koyama, T.; Ichimaru, S.; Tsuji, T.; Takano, H.; Kagoshima, Y.; Ohchi, T.; Takenaka, H. Optical properties of MoSi2/Si multilayer Laue lens as nanometer X-ray focusing device. Appl. Phys. Express 2008, 1, 117003. [Google Scholar] [CrossRef]
- Kubec, A.; Maser, J.; Formánek, P.; Franke, V.; Braun, S.; Gawlitza, P.; Leson, A.; Macrander, A. Fabrication and efficiency measurement of a Mo/C/Si/C three material system multilayer Laue lens. Appl. Phys. Lett. 2017, 110, 111905. [Google Scholar] [CrossRef]
- Liese, T.; Radisch, V.; Krebs, H.-U. Fabrication of multilayer Laue lenses by a combination of pulsed laser deposition and focused ion beam. Rev. Sci. Instrum. 2010, 81, 073710. [Google Scholar] [CrossRef]
- Yan, H.; Rose, V.; Shu, D.; Lima, E.; Kang, H.C.; Conley, R.; Liu, C.; Jahedi, N.; Macrander, A.T.; Stephenson, G.B.; et al. Two dimensional hard X-ray nanofocusing with crossed multilayer Laue lenses. Opt. Express 2011, 19, 15069. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Maser, J.; Kang, H.C.; Macrander, A.; Stephenson, B. A theoretical study of two-dimensional point focusing by two multilayer Laue lenses. In Advances in X-ray/EUV Optics and Components III; Khounsary, A.M., Morawe, C., Goto, S., Eds.; SPIE: Bellingham, WA, USA, 2008; Volume 7077, pp. 196–203. [Google Scholar]
- Yan, H.; Huang, X.; Bouet, N.; Zhou, J.; Nazaretski, E.; Chu, Y.S. Achieving diffraction-limited nanometer-scale X-ray point focus with two crossed multilayer Laue lenses: Alignment challenges. Opt. Express OE 2017, 25, 25234–25242. [Google Scholar] [CrossRef] [PubMed]
- Nazaretski, E.; Kim, J.; Yan, H.; Lauer, K.; Eom, D.; Shu, D.; Maser, J.; Pešić, Z.; Wagner, U.; Rau, C.; et al. Performance and characterization of the prototype nm-scale spatial resolution scanning multilayer Laue lenses microscope. Rev. Sci. Instrum. 2013, 84, 033701. [Google Scholar] [CrossRef] [PubMed]
- Shu, D.; Nazaretski, E.; Kim, J.; Yan, H.; Lauer, K.; Mullany, B.; Kuhne, D.; Maser, J.; Chu, Y.S. Optomechanical design of a multilayer Laue lens test bed for 10-nm focusing of hard X-rays. J. Phys. Conf. Ser. 2013, 463, 012029. [Google Scholar] [CrossRef]
- Nazaretski, E.; Huang, X.; Yan, H.; Lauer, K.; Conley, R.; Bouet, N.; Zhou, J.; Xu, W.; Eom, D.; Legnini, D.; et al. Design and performance of a scanning ptychography microscope. Rev. Sci. Instrum. 2014, 85, 033707. [Google Scholar] [CrossRef]
- Nazaretski, E.; Lauer, K.; Yan, H.; Bouet, N.; Zhou, J.; Conley, R.; Huang, X.; Xu, W.; Lu, M.; Gofron, K.; et al. Pushing the limits: An instrument for hard X-ray imaging below 20 nm. J. Synchrotron Radiat. 2015, 22, 336–341. [Google Scholar] [CrossRef]
- Nazaretski, E.; Yan, H.; Lauer, K.; Bouet, N.; Huang, X.; Xu, W.; Zhou, J.; Shu, D.; Hwu, Y.; Chu, Y.S. Design and performance of an X-ray scanning microscope at the Hard X-ray Nanoprobe beamline of NSLS-II. J. Synchrotron Radiat. 2017, 24, 1113–1119. [Google Scholar] [CrossRef]
- Niese, S.; Krüger, P.; Kubec, A.; Braun, S.; Patommel, J.; Schroer, C.G.; Leson, A.; Zschech, E. Full-field X-ray microscopy with crossed partial multilayer Laue lenses. Opt. Express 2014, 22, 20008. [Google Scholar] [CrossRef]
- Kubec, A.; Braun, S.; Niese, S.; Krüger, P.; Patommel, J.; Hecker, M.; Leson, A.; Schroer, C.G. Ptychography with multilayer Laue lenses. J. Synchrotron Radiat. 2014, 21, 1122–1127. [Google Scholar] [CrossRef]
- Nazaretski, E.; Xu, W.; Bouet, N.; Zhou, J.; Yan, H.; Huang, X.; Chu, Y.S. Development and characterization of monolithic multilayer Laue lens nanofocusing optics. Appl. Phys. Lett. 2016, 108, 261102. [Google Scholar] [CrossRef]
- Kubec, A.; Melzer, K.; Gluch, J.; Niese, S.; Braun, S.; Patommel, J.; Burghammer, M.; Leson, A. Point focusing with flat and wedged crossed multilayer Laue lenses. J. Synchrotron Radiat. 2017, 24, 413–421. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.; Xu, W.; Bouet, N.; Zhou, J.; Yan, H.; Huang, X.; Pattammattel, A.; Gao, Y.; Lu, M.; Zalalutdinov, M.; et al. 2D MEMS-based multilayer Laue lens nanofocusing optics for high-resolution hard X-ray microscopy. Opt. Express OE 2020, 28, 17660–17671. [Google Scholar] [CrossRef] [PubMed]
- Bajt, S.; Prasciolu, M.; Fleckenstein, H.; Domaracký, M.; Chapman, H.N.; Morgan, A.J.; Yefanov, O.; Messerschmidt, M.; Du, Y.; Murray, K.T.; et al. X-ray focusing with efficient high-NA multilayer Laue lenses. Light Sci. Appl. 2018, 7, 17162. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Etching | Deposition |
|---|---|---|
| Cycle time (s) | 8 | 5 |
| C4F8 gas flow (sccm) | 1 | 100 |
| SF6 gas flow (sccm) | 100 | 1 |
| Pressure (mTorr) | 30 | 20 |
| ICP power (W) | 1750 | 1750 |
| RF power (W) | 40 | 5 |
| Temperature (°C) | 10 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, W.; Xu, W.; Bouet, N.; Zhou, J.; Yan, H.; Huang, X.; Lu, M.; Zalalutdinov, M.; Chu, Y.S.; Nazaretski, E. Micromachined Silicon Platform for Precise Assembly of 2D Multilayer Laue Lenses for High-Resolution X-ray Microscopy. Micromachines 2020, 11, 939. https://doi.org/10.3390/mi11100939
Xu W, Xu W, Bouet N, Zhou J, Yan H, Huang X, Lu M, Zalalutdinov M, Chu YS, Nazaretski E. Micromachined Silicon Platform for Precise Assembly of 2D Multilayer Laue Lenses for High-Resolution X-ray Microscopy. Micromachines. 2020; 11(10):939. https://doi.org/10.3390/mi11100939
Chicago/Turabian StyleXu, Wei, Weihe Xu, Nathalie Bouet, Juan Zhou, Hanfei Yan, Xiaojing Huang, Ming Lu, Maxim Zalalutdinov, Yong S. Chu, and Evgeny Nazaretski. 2020. "Micromachined Silicon Platform for Precise Assembly of 2D Multilayer Laue Lenses for High-Resolution X-ray Microscopy" Micromachines 11, no. 10: 939. https://doi.org/10.3390/mi11100939
APA StyleXu, W., Xu, W., Bouet, N., Zhou, J., Yan, H., Huang, X., Lu, M., Zalalutdinov, M., Chu, Y. S., & Nazaretski, E. (2020). Micromachined Silicon Platform for Precise Assembly of 2D Multilayer Laue Lenses for High-Resolution X-ray Microscopy. Micromachines, 11(10), 939. https://doi.org/10.3390/mi11100939