
A Review on Additive Manufacturing of Functional Gradient Piezoceramic




Abstract
:1. Introduction
- According to the state during FGMs processing (solid-state, liquid-state, and deposition processes).
- According to FGMs structure (continuous and discontinuous graded material).
- According to the type of FGMs gradient (composition, microstructure, and porosity).
- According to the nature of FGMs gradation process (constructive and transport processing).
- According to the FGMs scale and dimensions (thin FGMs, thick/bulk FGMs).
- According to FGMs application (biomaterial, aerospace, automotive, defense, cutting tools, nuclear reactor, smart structure, turbine blades, and sports equipment).
2. Functionally Graded Piezoceramic
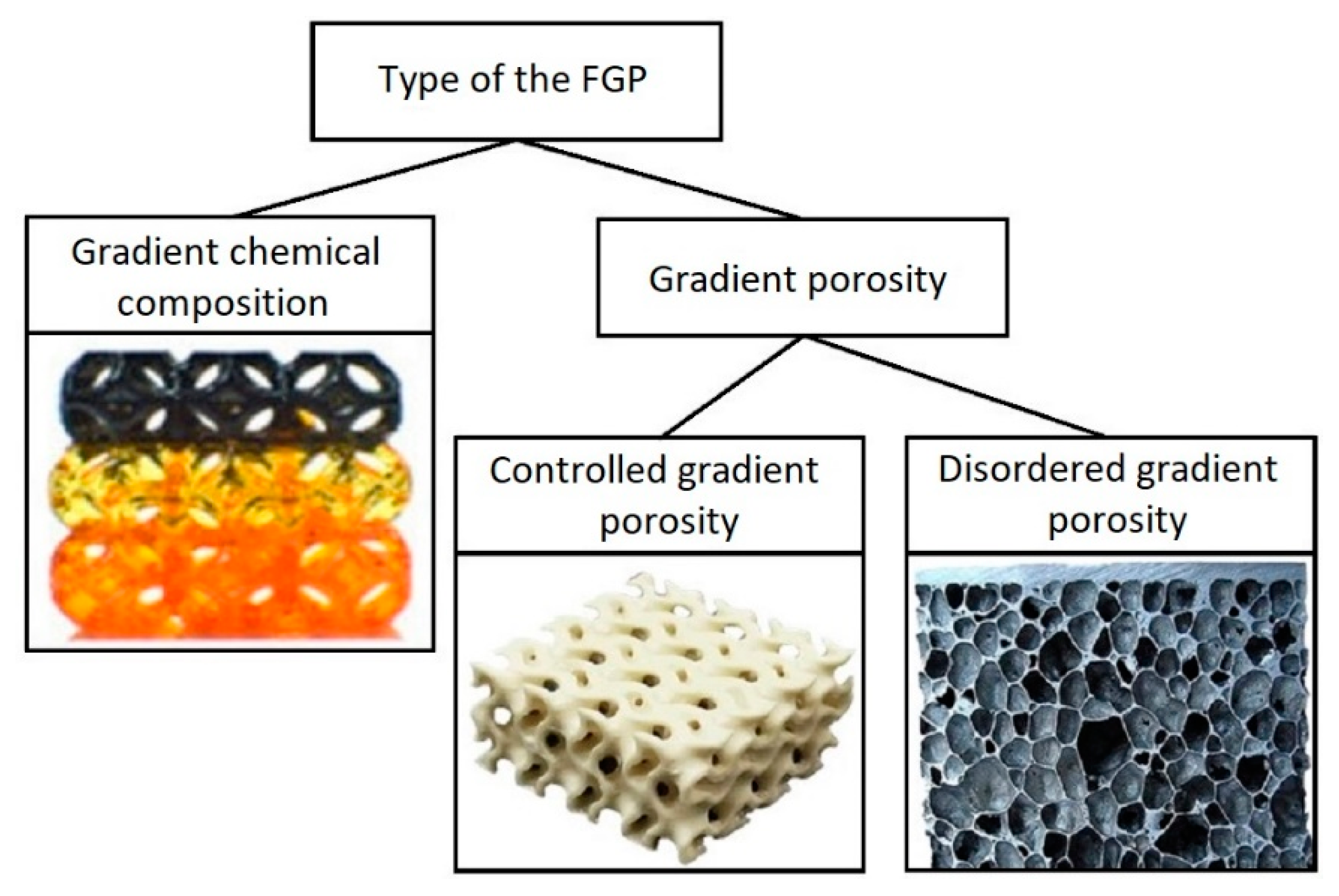
2.1. Type of the FGP
2.1.1. Gradient Chemical Composition of the FGP (Multi-Material 3D Printing)
2.1.2. Controlled Gradient Porosity of the FGP
2.1.3. Disordered Gradient Porosity of the FGP
3. Binder Jetting 3D Printing of FGP
4. Conclusions and Future Prospects
- (1)
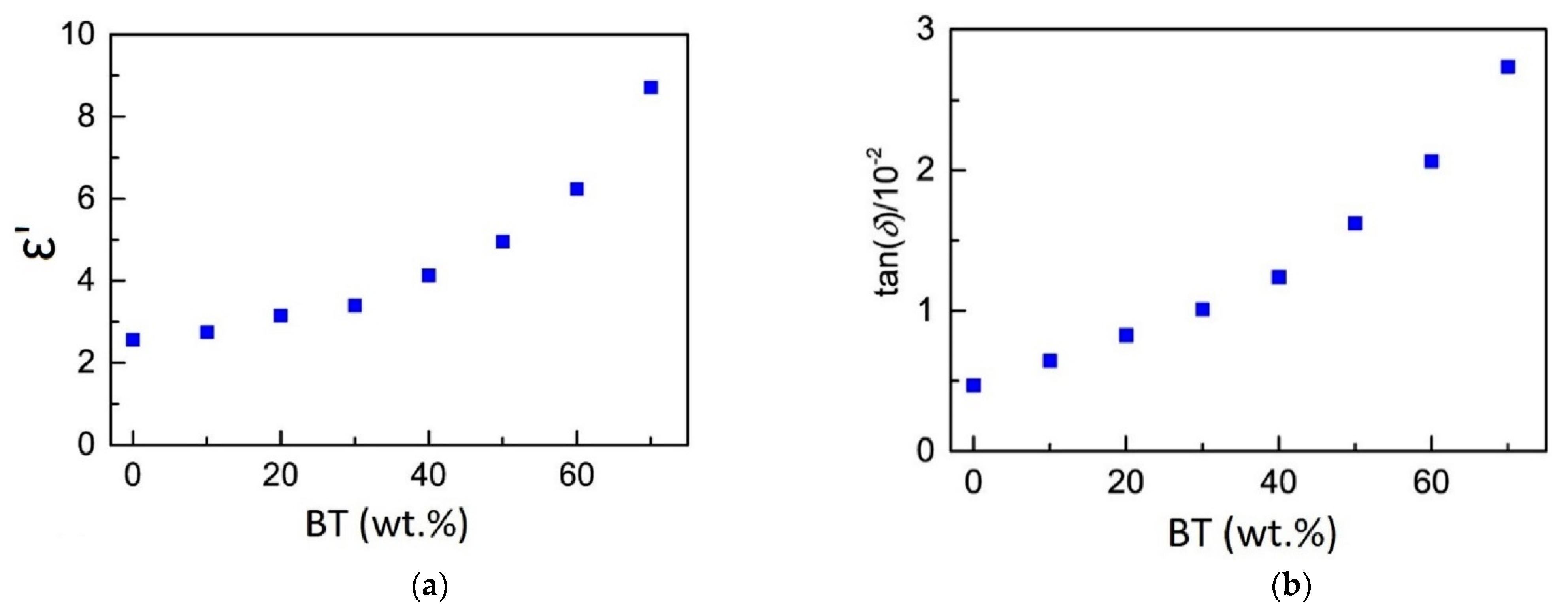
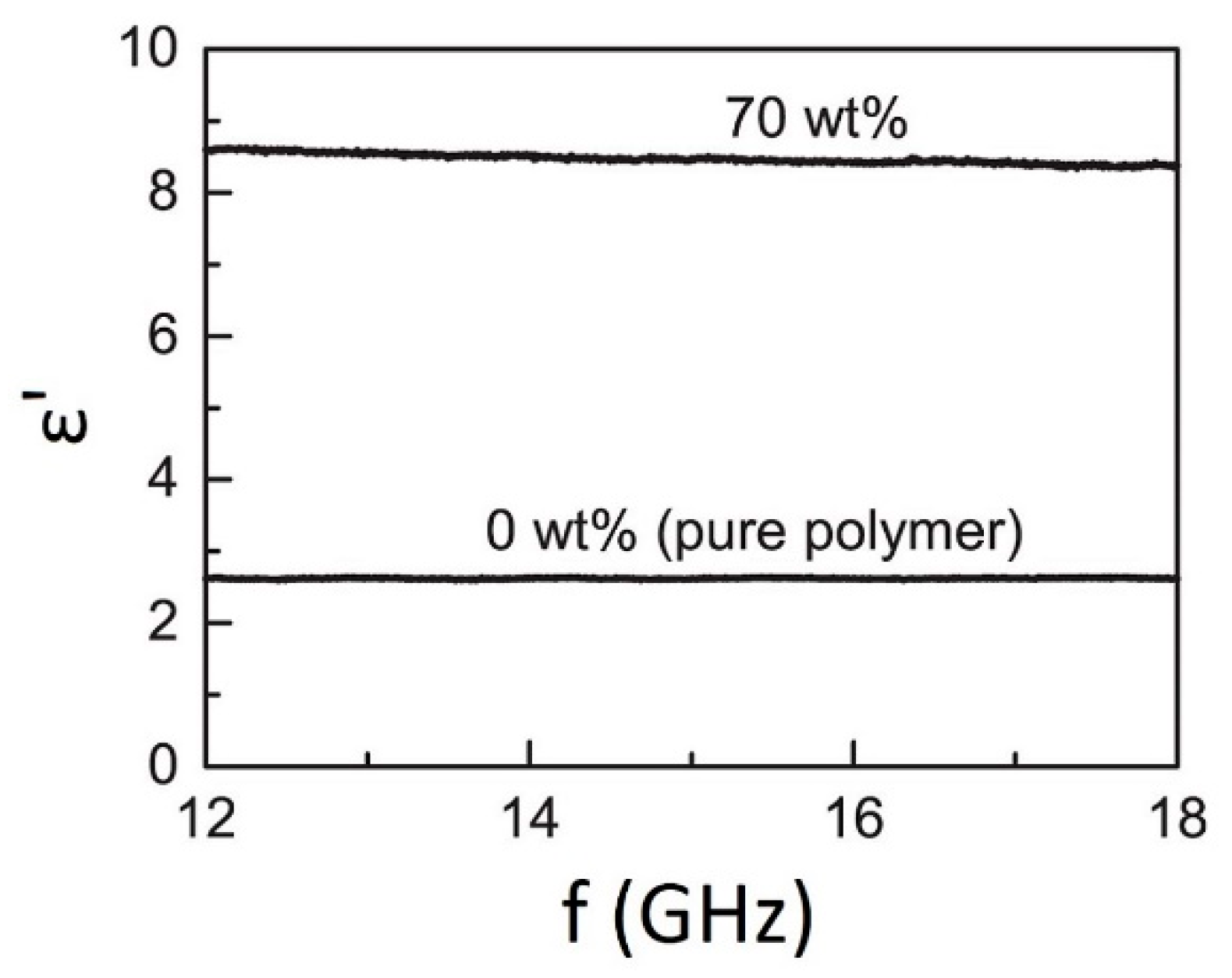
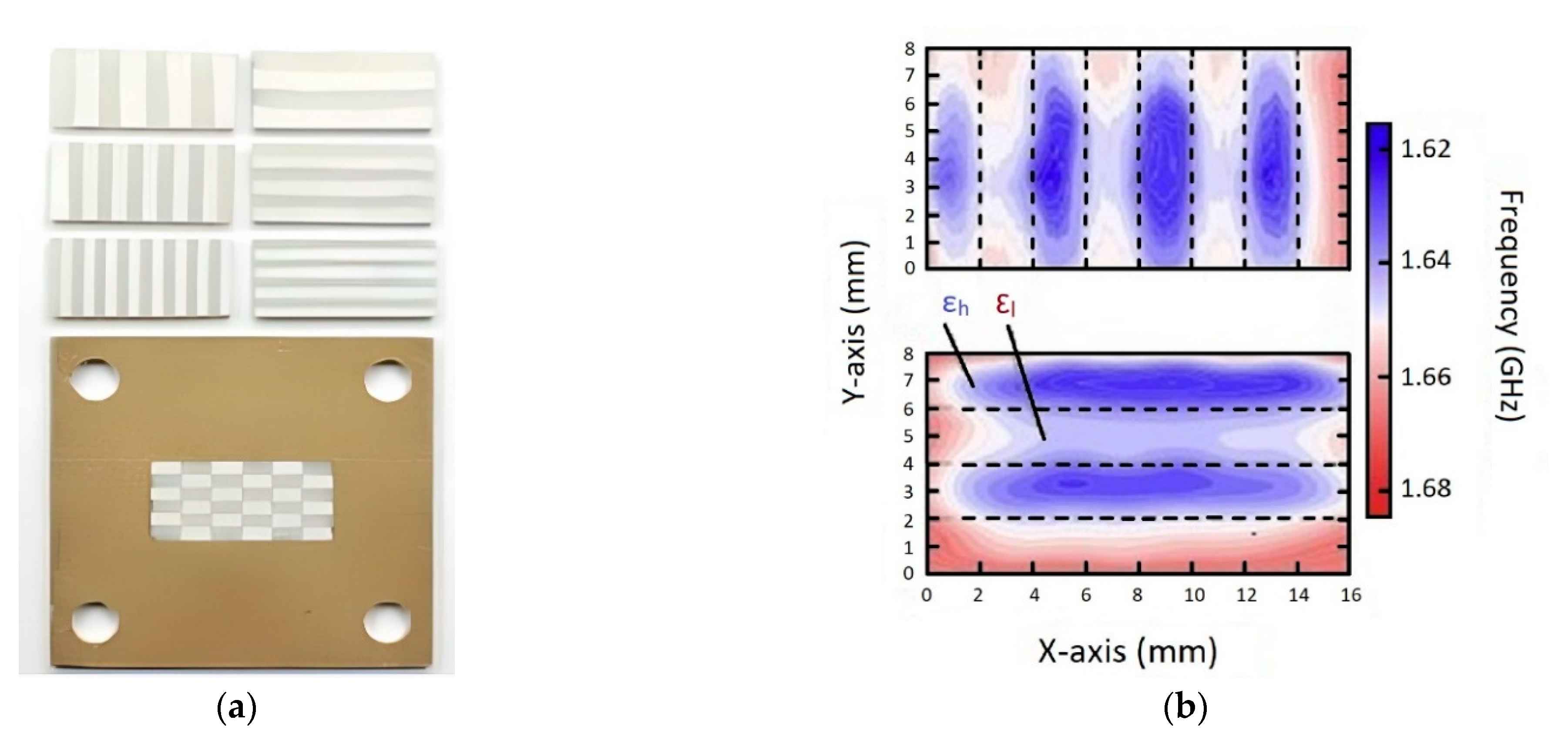
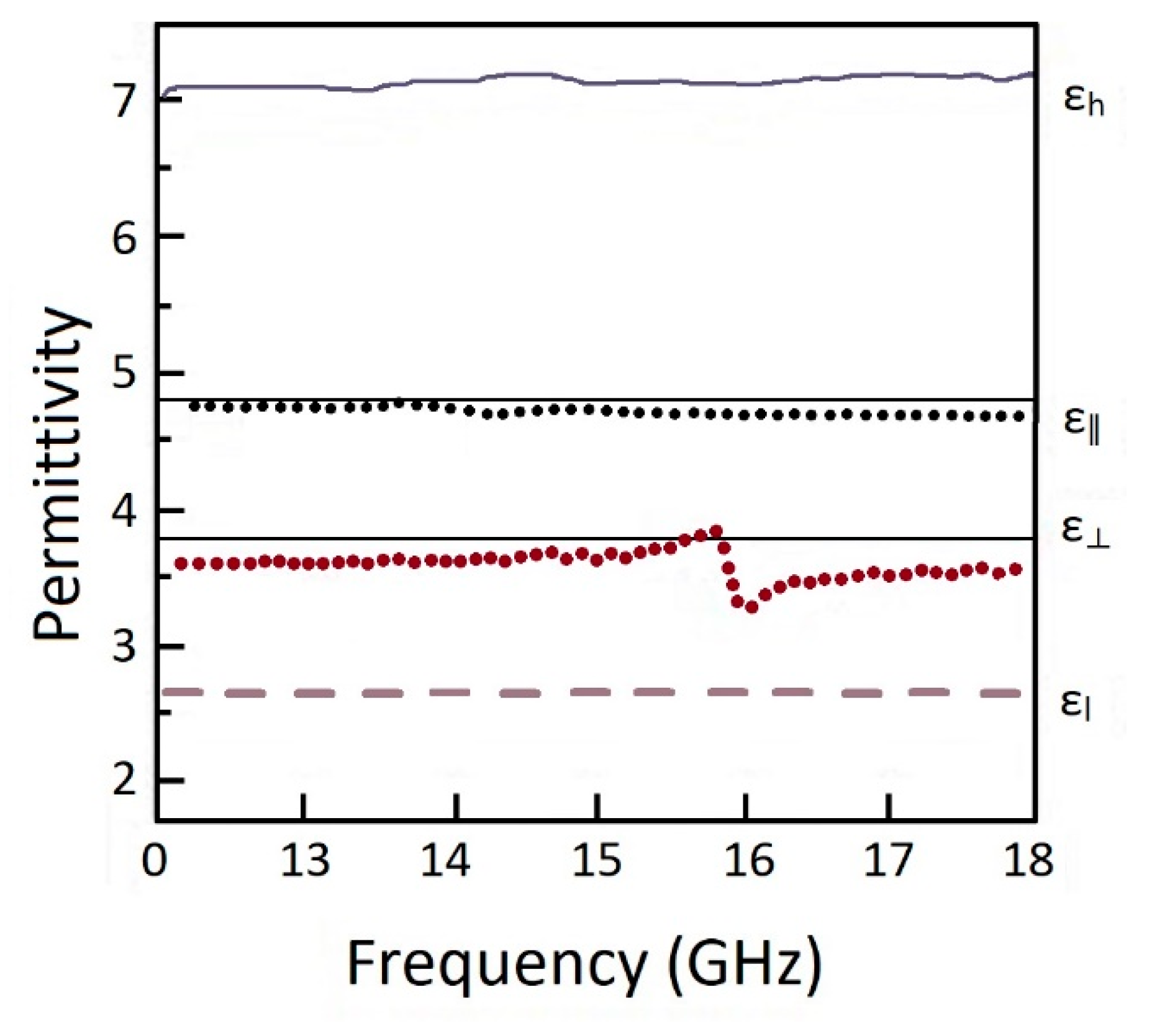
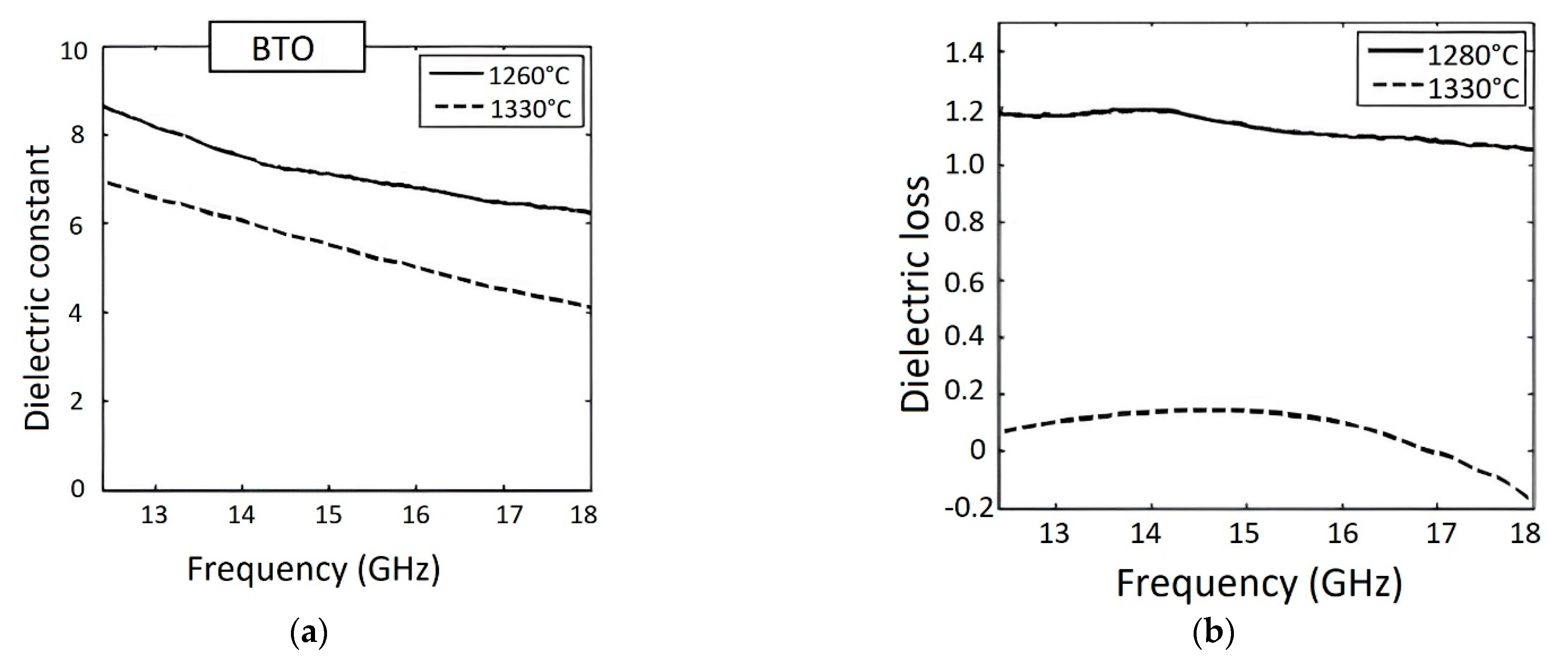
- The gradient chemical composition of the FGP (multi-material 3D printing) is the most studied research area. Various options for 3D printing FGP elements of a simple shape are proposed, and the effect of a gradient chemical composition on the piezoelectric and dielectric properties is studied. For instance, 20% vol. BT produce dramatic material property variations in pure PZT (a 140% increase in permittivity (4022 for pure PZT to a plateau of approximately 9642) coupled with a 96% reduction in the piezoelectric effect (the d31 coefficient dropping from 283 pm/V to 6 pm/V)). It was established that when the resulting piezoelectric strain gradient is coupled with the variation in permittivity, the two gradients work synergistically to increase the deformations and electric efficiency of the FGP actuator [71]. Regarding ceramic/polymer FGP, the permittivity increases considerably with increasing BT fraction in the composite, from 2.57 ± 0.02 for the unloaded polymer to 8.72 ± 0.04 for the 70 wt.% polymer composite. The loss tangent also increases with increasing BT fraction, from (0.469 ± 0.001) × 10−2 for the unloaded polymer to (2.736 ± 0.012) × 10−2 for the 70 wt.% polymer composite [58]. However, it should be noted that creating a complex FGP shape with a gradient chemical composition requires high-tech equipment, namely, 3D printers with the ability to implement multi-material printing.
- (2)
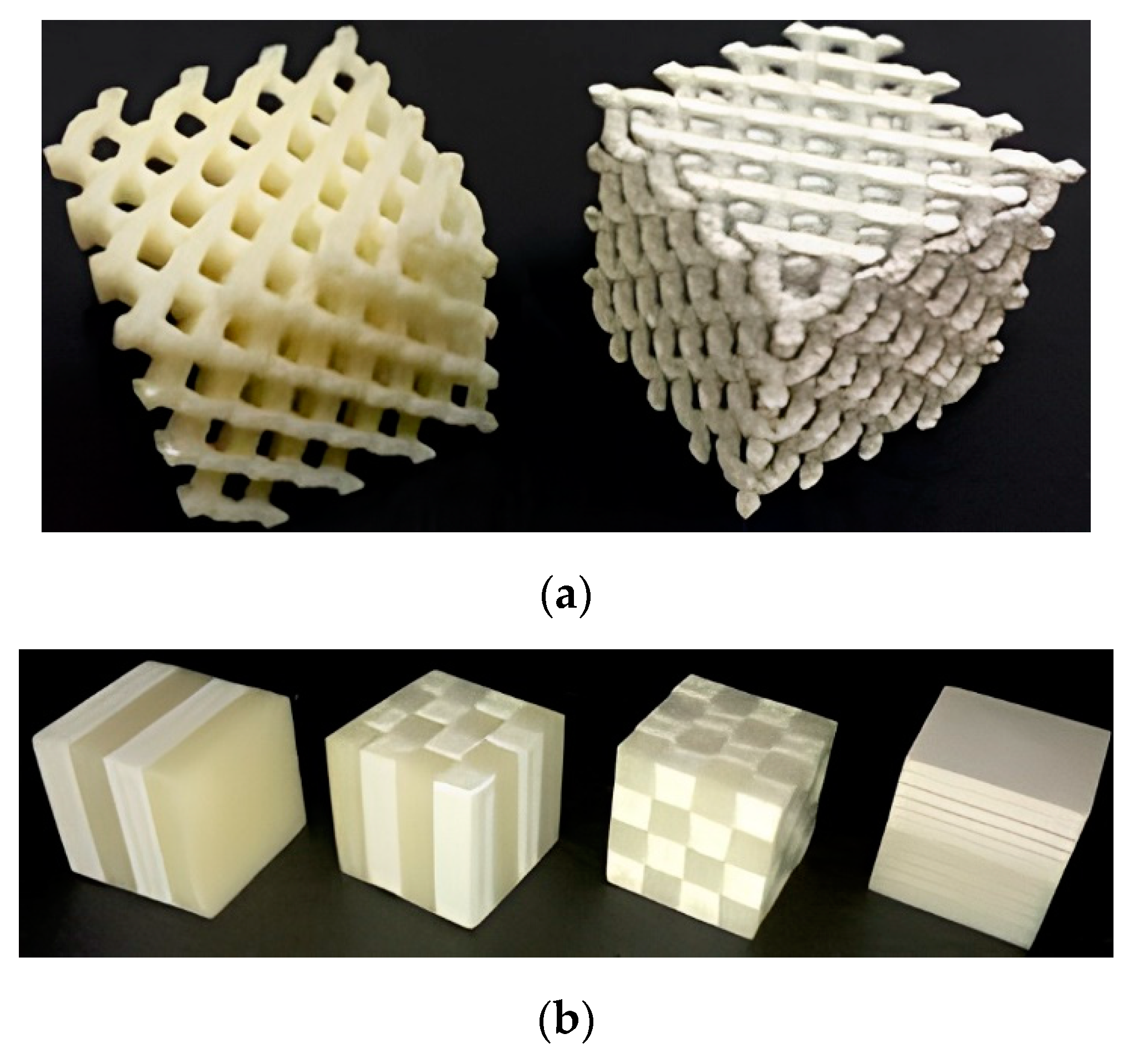
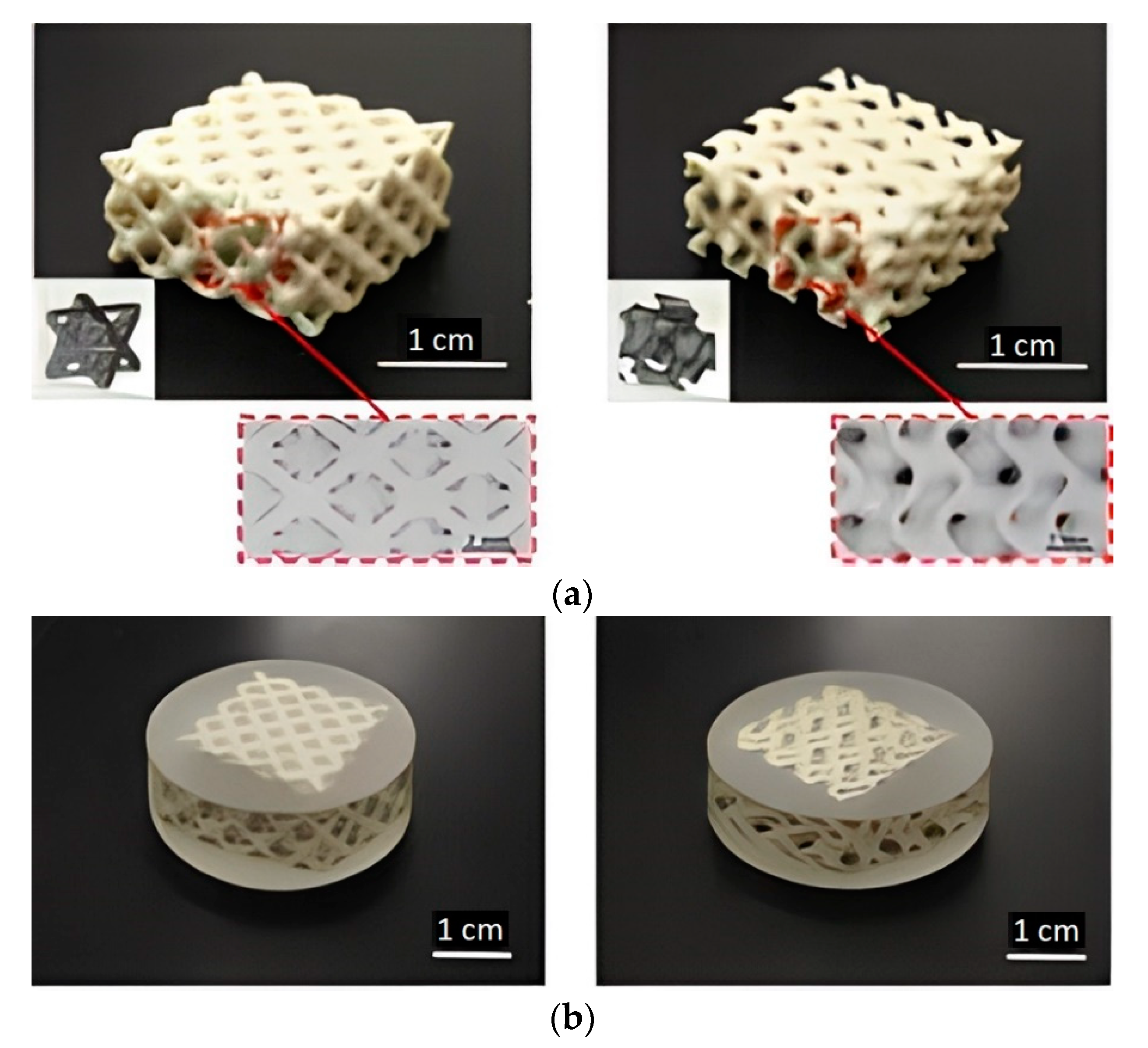
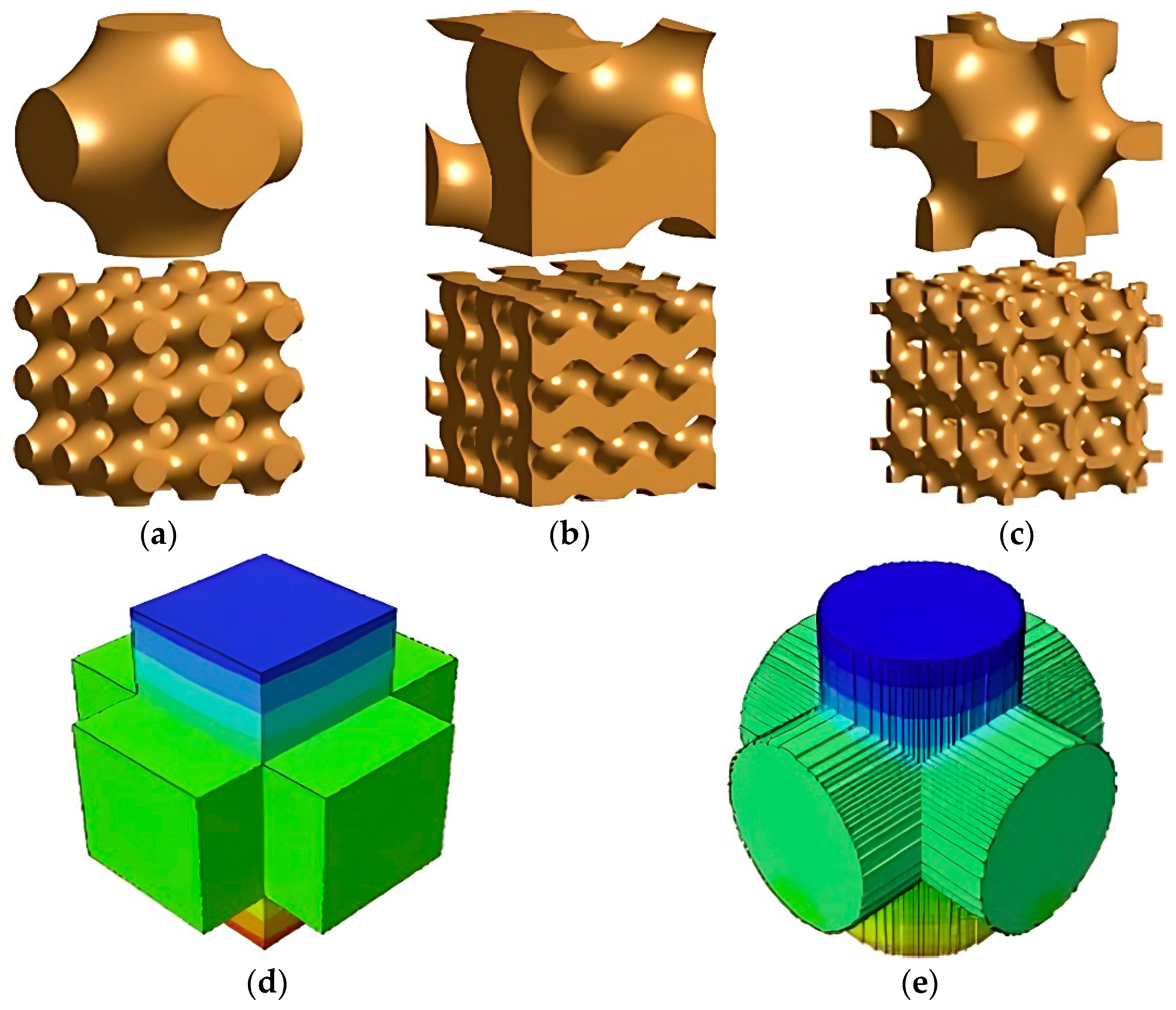
- FGP with a controlled gradient porosity (a periodic cellular or columnar structure) is a piezocomposite, with various types of connectivity. Such composites are formed by combining at least two materials according to the final product’s required characteristics; they also have more improved piezoelectric and dielectric properties than single-phase materials. The common connectivity piezocomposites are types (1-3), (2-2), and (3-3). For a connectivity piezocomposite (3-3), it is possible to use Schwarz, Gyroid, and Neovius surfaces as a periodic cellular structure. For instance, under 8% compressive strain, the output voltages of the traditional 0-3, 1-3, and 3-3 piezo composites are 0.2 V, 26.87 V, and 84 V, respectively. Gyroid and Neovius piezo composites can improve output voltages to 779.05 V and 1210.33 V, respectively, under the same compressive strain [82]. It should be noted that the creation of FGP with a controlled gradient structure is not limited to existing 3D equipment and can be implemented on commercially available 3D printers.
- (3)
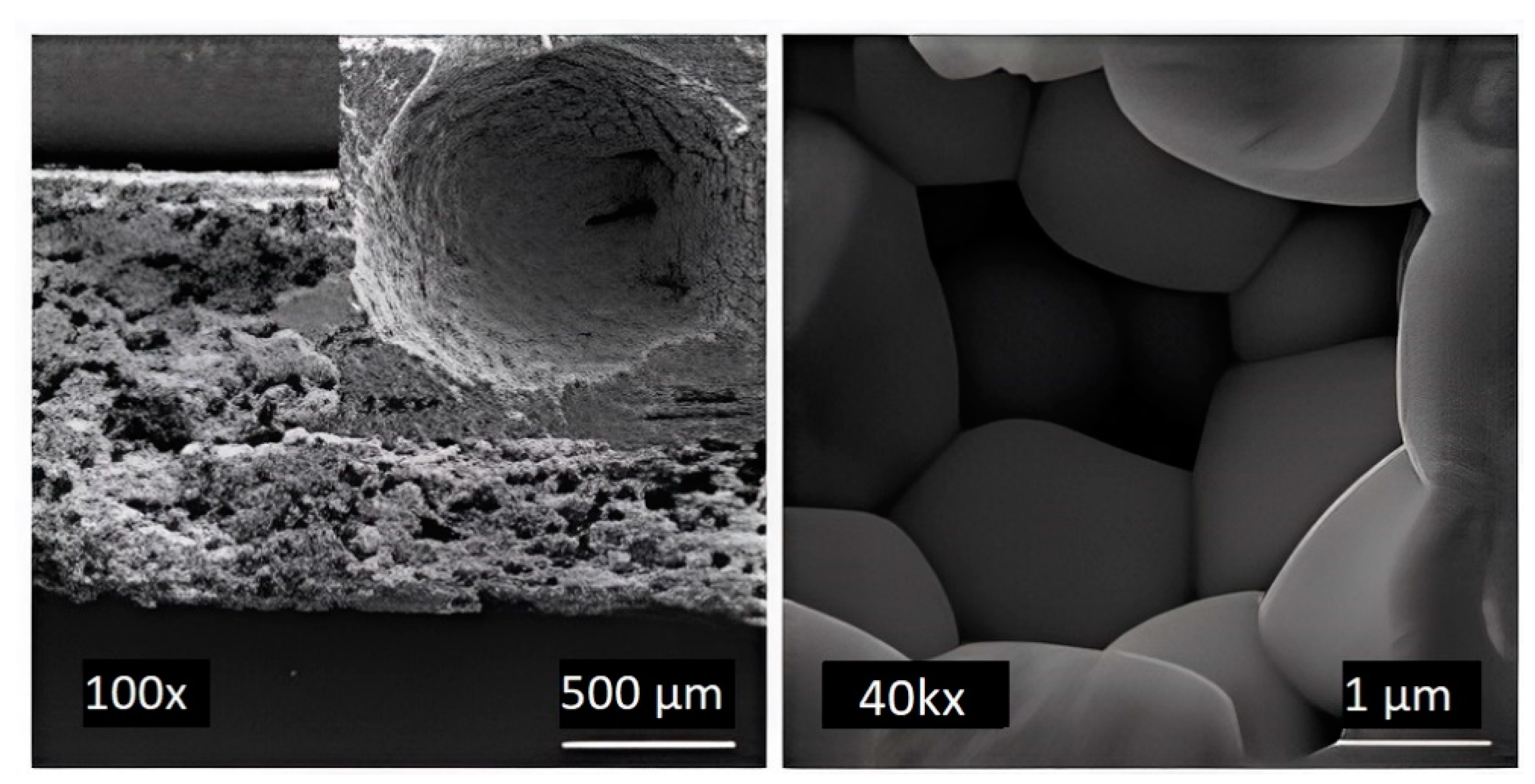
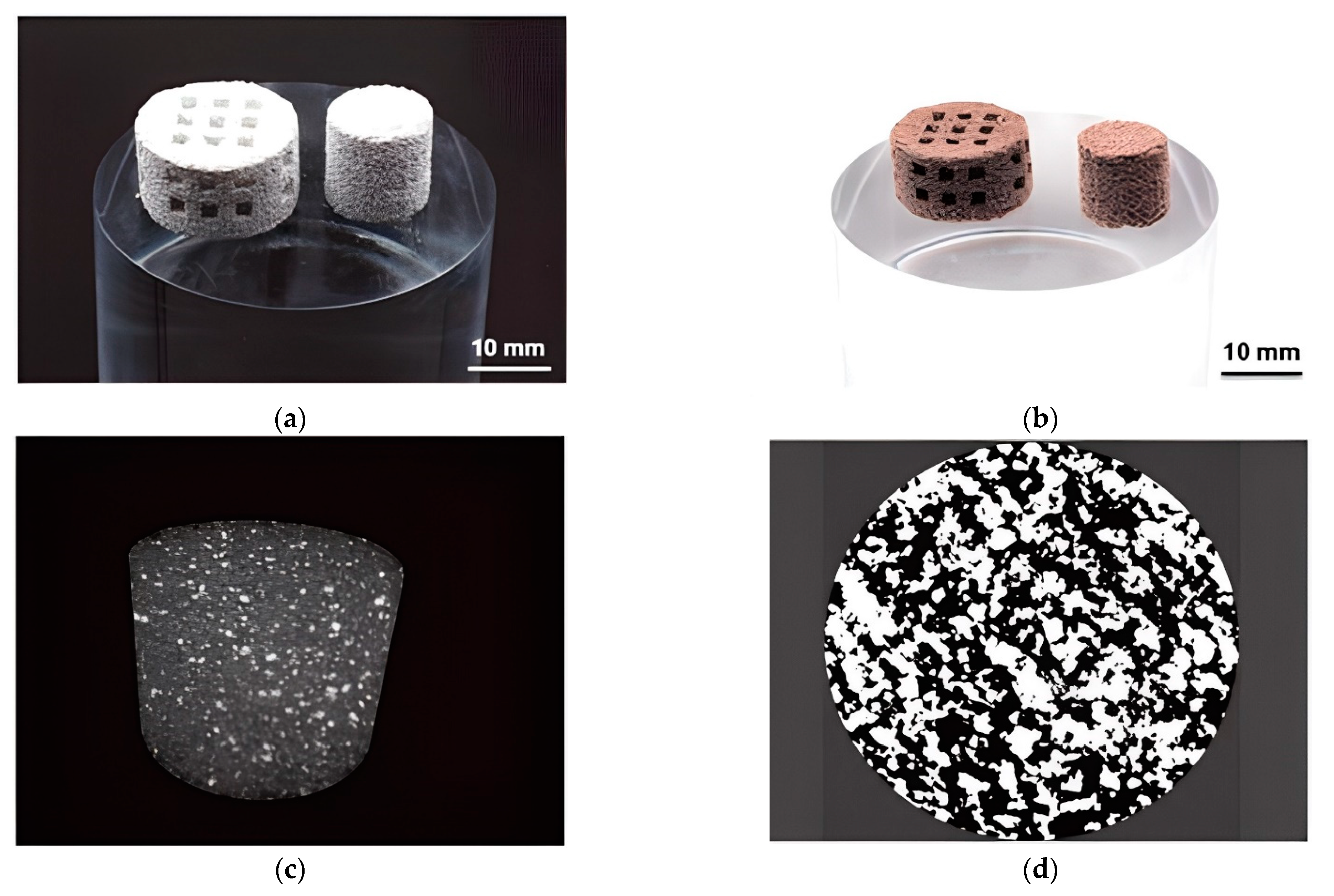
- The creation of FGP with disordered gradient porosity by AM is the least studied gradient type. However, such materials have a unique set of properties: low density, high specific surface area, high impact strength, high-temperature resistance, good thermal insulation ability, and low dielectric constant, which are unattainable by their dense counterparts. For instance, introducing porosity into the BT significantly increase the energy harvesting FOM, with a maximum of 2.85 pm2/N obtained at ~40% relative density compared with ~1.0 pm2/N for the dense material [88]. FGP with disordered gradient porosity finds application in energy. However, it should be noted that the production of 3D-printed FGP with disordered gradient porosity is possible by combining AM and traditional pore formation methods, such as partial sintering and the addition of a pore forming agent.
- (4)
- Regarding piezoceramic materials for 3D-printed FGP, today the widely used materials are based on barium titanate, sodium-potassium niobate, and lead zirconate titanate. The most promising methods of 3D printing FGP are the FDM process (material extrusion category), DLP, stereolithography (SLA) (vat photopolymerization category), and BJ process (binder jetting category).
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile butadiene styrene | PE | Polyethylene |
| AM | Additive manufacturing | PEMA | Poly(ethyl methacrylate) |
| BJ | Binder jetting | PFA | Pore forming agent |
| BT | Barium titanate | PMMA | Polymethyl methacrylate |
| BURPS | Burned out polymer spheres | PP | Polypropylene |
| DLP | Digital light processing | PSD | Particle size distribution |
| FDC | Fused deposition of ceramics | PVC | Polyvinyl chloride |
| FDM | Fused deposition modeling | PZT | Lead zirconate titanate |
| FGMs | Functionally graded materials | PZT-PCN | Lead zirconate titanate-lead cobalt niobate |
| FGP | Functionally graded piezoceramic | SA | Stearic acid |
| FOM | Figure of merit | SEM | Scanning electron microscope |
| HA | Hydroxyapatite | TPMSs | Triply periodic minimum surfaces |
| PDMS | Polydimethylsiloxane |
References
- Almasi, D.; Sadeghi, M.; Lau, W.J.; Roozbahani, F.; Iqbal, N. Functionally Graded Polymeric Materials: A Brif Review of Current Fabrication Methods and Introduction of a Novel Fabrication Method. Mater. Sci. Eng. C 2016, 64, 102–107. [Google Scholar] [CrossRef] [PubMed]
- Popovich, A.A.; Sufiiarov, V.S.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V. Design and Manufacturing of Tailored Microstructure with Selective Laser Melting. Mater. Phys. Mech. 2018, 38, 1–10. [Google Scholar]
- Borisov, E.; Polozov, I.; Starikov, K.; Popovich, A.; Sufiiarov, V. Structure and Properties of Ti/Ti64 Graded Material Manufactured by Laser Powder Bed Fusion. Materials 2021, 14, 6140. [Google Scholar] [CrossRef]
- Smelov, V.G.; Sotov, A.V.; Agapovichev, A.V.; Laktionova, M.M.; Tomilina, T.M. Implementation of the Additive Technology to the Design and Manufacturing of Vibroisolators with Required Filtering. Procedia Eng. 2017, 176, 540–545. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Orlov, A.V.; Popovich, A.A.; Chukovenkova, M.O.; Soklakov, A.V.; Mikhaluk, D.S. Numerical Analysis of Strength for an Endoprosthesis Made of a Material With Graded Lattice Structures. Russ. J. Bio. 2021, 25, 12. [Google Scholar]
- Khaimovich, A.; Erisov, Y.; Agapovichev, A.; Shishkovsky, I.; Smelov, V.; Razzhivin, V. Practical Approbation of Thermodynamic Criteria for the Consolidation of Bimetallic and Functionally Gradient Materials. Metals 2021, 11, 1960. [Google Scholar] [CrossRef]
- Piskarev, P.Y.; Gervash, A.A.; Vologzhanina, S.A.; Ermakov, B.S.; Kudryavceva, A.M. Study of the Bimetallic Joint CuCrZr/316L(N). MSF 2021, 1040, 8–14. [Google Scholar] [CrossRef]
- Gualtieri, T.; Bandyopadhyay, A. Additive Manufacturing of Compositionally Gradient Metal-Ceramic Structures: Stainless Steel to Vanadium Carbide. Mater. Des. 2018, 139, 419–428. [Google Scholar] [CrossRef]
- Scheithauer, U.; Bergner, A.; Richter, H.-J.; Moritz, T. Studies on Thermoplastic 3D Printing of Steel–Zirconia Composites. J. Mater. Res. 2014, 29, 1931–1940. [Google Scholar] [CrossRef]
- Zhang, Y.; Bandyopadhyay, A. Direct Fabrication of Compositionally Graded Ti-Al2O3 Multi-Material Structures Using Laser Engineered Net Shaping. Addit. Manuf. 2018, 21, 104–111. [Google Scholar] [CrossRef]
- Cheng, D.; Wei, C.; Huang, Y.; Zhang, Z.; Wang, D.; Liu, Z.; Newman, M.; Ma, T.; Chueh, Y.-H.; Zhang, X.; et al. Additive Manufacturing of Lithium Aluminosilicate Glass-Ceramic/Metal 3D Electronic Components via Multiple Material Laser Powder Bed Fusion. Addit. Manuf. 2022, 49, 102481. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Starikov, K.; Popovich, A. In Situ Synthesized Ti2AlNb-Based Composites Produced by Selective Laser Melting by Addition of SiC-Whiskers. Mater. Lett. 2021, 297, 129956. [Google Scholar] [CrossRef]
- Zeng, Y.; Sun, L.; Yao, H.; Chen, J. Fabrication of Alumina Ceramics with Functional Gradient Structures by Digital Light Processing 3D Printing Technology. Ceram. Int. 2021, 48, 10613–10619. [Google Scholar] [CrossRef]
- Gonzalez, P.; Schwarzer, E.; Scheithauer, U.; Kooijmans, N.; Moritz, T. Additive Manufacturing of Functionally Graded Ceramic Materials by Stereolithography. JoVE 2019, 57943. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.; Hu, K.; Wang, H.; Li, X.; Lu, Z. Effect of Organic Fibers Addition on Digital Light Processing for Al2O3 Porous Ceramics. Ceram. Int. 2021, 47, 23144–23152. [Google Scholar] [CrossRef]
- Jiao, C.; Gu, J.; Cao, Y.; Xie, D.; Liang, H.; Chen, R.; Shi, T.; Shen, L.; Wang, C.; Tian, Z.; et al. Preparation of Al2O3-ZrO2 Scaffolds with Controllable Multi-Level Pores via Digital Light Processing. J. Eur. Ceram. Soc. 2020, 40, 6087–6094. [Google Scholar] [CrossRef]
- Guo, J.; Zeng, Y.; Li, P.; Chen, J. Fine Lattice Structural Titanium Dioxide Ceramic Produced by DLP 3D Printing. Ceram. Int. 2019, 45, 23007–23012. [Google Scholar] [CrossRef]
- Shuai, X. Fabrication of Fine and Complex Lattice Structure Al2O3 Ceramic by Digital Light Processing 3D Printing Technology. J. Mater. Sci. 2020, 55, 6671–6782. [Google Scholar] [CrossRef]
- Zeng, Q.; Yang, C.; Tang, D.; Li, J.; Feng, Z.; Liu, J.; Guan, K. Additive Manufacturing Alumina Components with Lattice Structures by Digital Light Processing Technique. J. Mater. Sci. Technol. 2019, 35, 2751–2755. [Google Scholar] [CrossRef]
- Sotov, A.; Kantyukov, A.; Popovich, A.; Sufiiarov, V. LCD-SLA 3D Printing of BaTiO3 Piezoelectric Ceramics. Ceram. Int. 2021, 47, 30358–30366. [Google Scholar] [CrossRef]
- Weingarten, S.; Scheithauer, U.; Johne, R.; Abel, J.; Schwarzer, E.; Moritz, T.; Michaelis, A. Multi-Material Ceramic-Based Components Additive Manufacturing of Black-and-White Zirconia Components by Thermoplastic 3D-Printing (CerAM-T3DP). JoVE 2019, 7, 57538. [Google Scholar] [CrossRef] [Green Version]
- Xing, H.; Zou, B.; Liu, X.; Wang, X.; Huang, C.; Hu, Y. Fabrication Strategy of Complicated Al2O3-Si3N4 Functionally Graded Materials by Stereolithography 3D Printing. J. Eur. Ceram. Soc. 2020, 40, 5797–5809. [Google Scholar] [CrossRef]
- Ramajo, L.; Reboredo, M.; Santiago, D.; Castro, M.; Ramajo, D. Computational Approach of Dielectric Permitivities in BaTiO3—Epoxy Composites. J. Compos. Mater. 2008, 42, 2027–2037. [Google Scholar] [CrossRef]
- Subodh, G.; Deepu, V.; Mohanan, P.; Sebastian, M.T. Dielectric Response of High Permittivity Polymer Ceramic Composite with Low Loss Tangent. Appl. Phys. Lett. 2009, 95, 062903. [Google Scholar] [CrossRef]
- Rao, Y.; Ogitani, S.; Kohl, P.; Wong, C.P. Novel Polymer-Ceramic Nanocomposite Based on High Dielectric Constant Epoxy Formula for Embedded Capacitor Application. J. Appl. Polym. Sci. 2002, 83, 1084–1090. [Google Scholar] [CrossRef]
- Yang, C.-F.; Wu, C.-C.; Su, C.-C.; Chen, Y.-C. The Development of Prediction Method for the Permittivity of Epoxy/(Ba0.9Sr0.1)(Ti0.9Zr0.1)O3 Composites. Appl. Phys. A 2009, 97, 455–460. [Google Scholar] [CrossRef]
- El-Galy, I.M.; Saleh, B.I.; Ahmed, M.H. Functionally Graded Materials Classifications and Development Trends from Industrial Point of View. SN Appl. Sci. 2019, 1, 1378. [Google Scholar] [CrossRef] [Green Version]
- MRu, H.; Nazir, A.; Lin, S.-C.; Jeng, J.-Y. Parametric Investigation of Functionally Gradient Wave Springs Designed for Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2022, 119, 1673–1691. [Google Scholar] [CrossRef]
- Agapovichev, A.V.; Sotov, A.V.; Kyarimov, R.R.; Alexeev, V.P.; Smelov, V.G.; Sufiiarov, V.S.; Masaylo, D.V. The Investigation of Microstructure and Mechanical Properties of Tool Steel Produced by Selective Laser Melting Technology. IOP Conf. Ser. Mater. Sci. Eng. 2018, 441, 012003. [Google Scholar] [CrossRef]
- Ren, L.; Wang, Z.; Ren, L.; Han, Z.; Liu, Q.; Song, Z. Graded Biological Materials and Additive Manufacturing Technologies for Producing Bioinspired Graded Materials: An Overview. Compos. Part B Eng. 2022, 242, 110086. [Google Scholar] [CrossRef]
- Williams, G.M.; Akhavan, H.; Dupuy, C.; Harmon, P. Additive Manufacturing of Freeform Optics for Defense Applications. In Proceedings of the 2021 IEEE Research and Applications of Photonics in Defense Conference (RAPID), Miramar Beach, FL, USA, 2–4 August 2021; pp. 1–2. [Google Scholar]
- Rajan, T.P.D.; Pai, B.C. Development in Manufacturing Processes of Functionally Graded Materials. Int. J. Adv. Eng. Appl. 2009, 2, 4–74. [Google Scholar]
- Wei, C.; Sun, Z.; Chen, Q.; Liu, Z.; Li, L. Additive Manufacturing of Horizontal and 3D Functionally Graded 316L/Cu10Sn Components via Multiple Material Selective Laser Melting. J. Manuf. Sci. Eng. 2019, 141, 081014. [Google Scholar] [CrossRef]
- Yao, D.; Cui, H.; Hensleigh, R.; Smith, P.; Alford, S.; Bernero, D.; Bush, S.; Mann, K.; Wu, H.F.; Chin-Nieh, M.; et al. Achieving the Upper Bound of Piezoelectric Response in Tunable, Wearable 3D Printed Nanocomposites. Adv. Funct. Mater. 2019, 29, 1903866. [Google Scholar] [CrossRef]
- Ferreira, A.D.B.; Nóvoa, P.R.; Marques, A.T. Multifunctional Material Systems: A State-of-the-Art Review. Composite Structures 2016, 151, 3–35. [Google Scholar] [CrossRef]
- Hwang, T.-Y.; Choi, Y.; Song, Y.; Eom, N.S.A.; Kim, S.; Cho, H.-B.; Myung, N.V.; Choa, Y.-H. A Noble Gas Sensor Platform: Linear Dense Assemblies of Single-Walled Carbon Nanotubes (LACNTs) in a Multi-Layered Ceramic/Metal Electrode System (MLES). J. Mater. Chem. C 2018, 6, 972–979. [Google Scholar] [CrossRef]
- Rowlands, W.; Vaidhyanathan, B. Additive Manufacturing of Barium Titanate Based Ceramic Heaters with Positive Temperature Coefficient of Resistance (PTCR). J. Eur. Ceram. Soc. 2019, 39, 3475–3483. [Google Scholar] [CrossRef]
- Shi, J.; Akbarzadeh, A.H. Architected Cellular Piezoelectric Metamaterials: Thermo-Electro-Mechanical Properties. Acta Mater. 2019, 163, 91–121. [Google Scholar] [CrossRef]
- Cui, H.; Hensleigh, R.; Yao, D.; Maurya, D.; Kumar, P.; Kang, M.G.; Priya, S.; Zheng, X. (Rayne) Three-Dimensional Printing of Piezoelectric Materials with Designed Anisotropy and Directional Response. Nat. Mater 2019, 18, 234–241. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A Comprehensive Review of the Photopolymerization of Ceramic Resins Used in Stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Chen, W.; Wang, F.; Yan, K.; Zhang, Y.; Wu, D. Micro-Stereolithography of KNN-Based Lead-Free Piezoceramics. Ceram. Int. 2019, 45, 4880–4885. [Google Scholar] [CrossRef]
- Omoniyi, O.A.; Mansour, R.; Reid, A.; Liang, L.; O’Leary, R.; Windmill, J.F.C. 3D-Printing of a Piezocomposite Material with High Filler Content for Transducer Applications. In Proceedings of the 2020 IEEE International Ultrasonics Symposium (IUS), Las Vegas, NV, USA, 7–11 September 2020; pp. 1–3. [Google Scholar]
- Mansour, R.; Omoniyi, O.A.; Reid, A.; Liang, L.; O’Leary, R.; Windmill, J.F.C. A Novel 3D-Printed (0-3) Piezocomposite Material for Sensing Applications. In Proceedings of the 2020 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Manchester, UK, 16–19 August 2020; pp. 1–4. [Google Scholar]
- Woodward, D.I.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A.; Leigh, S.J. Additively-Manufactured Piezoelectric Devices: Additively-Manufactured Piezoelectric Devices. Phys. Status Solidi A 2015, 212, 2107–2113. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Del, L.C.; Islam, T.; Chavez, L.A.; Regis, J.E.; Ahsan, A.; Noveron, J.C.; Tseng, T.-L.B.; Lin, Y. 3D Printing of Polyvinylidene FLuoride/Photopolymer Resin Blends for Piezoelectric Pressure Sensing Application Using the Stereolithography Technique. MRS Commun. 2019, 9, 1115–1123. [Google Scholar] [CrossRef]
- Chen, X.; Ware, H.O.T.; Baker, E.; Chu, W.; Hu, J.; Sun, C. The Development of an All-Polymer-Based Piezoelectric Photocurable Resin for Additive Manufacturing. Procedia CIRP 2017, 65, 157–162. [Google Scholar] [CrossRef]
- Chen, Y.; Bao, X.; Wong, C.-M.; Cheng, J.; Wu, H.; Song, H.; Ji, X.; Wu, S. PZT Ceramics Fabricated Based on Stereolithography for an Ultrasound Transducer Array Application. Ceram. Int. 2018, 44, 22725–22730. [Google Scholar] [CrossRef]
- Smirnov, A.; Chugunov, S.; Kholodkova, A.; Isachenkov, M.; Vasin, A.; Shishkovsky, I. Progress and Challenges of 3D-Printing Technologies in the Manufacturing of Piezoceramics. Ceram. Int. 2021, 47, 10478–10511. [Google Scholar] [CrossRef]
- Li, J.-F.; Takagi, K.; Ono, M.; Pan, W.; Watanabe, R.; Almajid, A.; Taya, M. Fabrication and Evaluation of Porous Piezoelectric Ceramics and Porosity-Graded Piezoelectric Actuators. J. Am. Ceram. Soc. 2003, 86, 1094–1098. [Google Scholar] [CrossRef]
- Hanani, Z.; Mezzane, D.; Amjoud, M.; Gagou, Y.; Hoummada, K.; Perrin, C.; Razumnaya, A.G.; Kutnjak, Z.; Bouzina, A.; Marssi, M.E.; et al. Structural, Dielectric, and Ferroelectric Properties of Lead-Free BCZT Ceramics Elaborated by Low-Temperature Hydrothermal Processing. J. Mater. Sci. Mater. Electron. 2020, 31, 10096–10104. [Google Scholar] [CrossRef]
- Ji, X.; Wang, C.; Luo, W.; Chen, G.; Zhang, S.; Tu, R.; Shen, Q.; Shi, J.; Zhang, L. Effect of Solution Concentration on Low-Temperature Synthesis of BCZT Powders by Sol–Gel-Hydrothermal Method. J. Sol-Gel. Sci. Technol. 2020, 94, 205–212. [Google Scholar] [CrossRef]
- Pinho, R.; Tkach, A.; Zlotnik, S.; Costa, M.E.; Noudem, J.; Reaney, I.M.; Vilarinho, P.M. Spark Plasma Texturing: A Strategy to Enhance the Electro-Mechanical Properties of Lead-Free Potassium Sodium Niobate Ceramics. Appl. Mater. Today 2020, 19, 100566. [Google Scholar] [CrossRef]
- Liu, H.; Lu, C.; Wu, D.; Liu, C.; Cao, Z.; Cheng, J. The Properties of PLZT Ceramic Prepared by Thermosetting Powder Injection Molding. Ferroelectrics 2021, 577, 192–204. [Google Scholar] [CrossRef]
- Kim, M.; Upadhyay, A.; Lim, K.-W.; Zate, T.T.; Jeon, J.-H. Optimisation of Matrix Composition for Texturing of Morphotropic Phase Boundary Pb(Mg1/3Nb2/3)O3–PbZrO3–PbTiO3 Piezoelectric Ceramics Using BaTiO3 Template. J. Eur. Ceram. Soc. 2021, 41, 7639–7644. [Google Scholar] [CrossRef]
- Vatanabe, S.L.; Paulino, G.H.; Silva, E.C.N. Design of Functionally Graded Piezocomposites Using Topology Optimization and Homogenization—Toward Effective Energy Harvesting Materials. Comput. Methods Appl. Mech. Eng. 2013, 266, 205–218. [Google Scholar] [CrossRef]
- Rubio, W.M.; Silva, E.C.N. Design of Functionally Graded Piezoelectric Transducers Maximizing Selective Eigenfrequency by Using Topology Optimization Method. Int. Conf. Eng. Optim. 2008. [Google Scholar]
- Isakov, D.V.; Lei, Q.; Castles, F.; Stevens, C.J.; Grovenor, C.R.M.; Grant, P.S. 3D Printed Anisotropic Dielectric Composite with Meta-Material Features. Mater. Des. 2016, 93, 423–430. [Google Scholar] [CrossRef]
- Castles, F.; Isakov, D.; Lui, A.; Lei, Q.; Dancer, C.E.J.; Wang, Y.; Janurudin, J.M.; Speller, S.C.; Grovenor, C.R.M.; Grant, P.S. Microwave Dielectric Characterisation of 3D-Printed BaTiO3/ABS Polymer Composites. Sci. Rep. 2016, 6, 22714. [Google Scholar] [CrossRef] [Green Version]
- Grant, P.S.; Castles, F.; Lei, Q.; Wang, Y.; Janurudin, J.M.; Isakov, D.; Speller, S.; Dancer, C.; Grovenor, C.R.M. Manufacture of Electrical and Magnetic Graded and Anisotropic Materials for Novel Manipulations of Microwaves. Phil. Trans. R. Soc. A. 2015, 373, 20140353. [Google Scholar] [CrossRef]
- Kaysser, W.A. Cyclic Thermal Fracture Behavior and Spallation Life of PSZ/NiCrAlY Functionally Graded Thermal Barrier Coatings. Mater. Sci. Forum 1999, 308–311, 402–409. [Google Scholar] [CrossRef]
- Jessen, T.L.; Lewis, D. Fracture Toughness of Graded Metal-Particulate/Brittle-Matrix Composites. J. Am. Ceram. Soc. 1990, 73, 1405–1408. [Google Scholar] [CrossRef]
- Cockeram, B.V.; Wilson, W.L. The Hardness, Adhesion and Wear Resistance of Coatings Developed for Cobalt-Base Alloys. Surf. Coat. Technol. 2001, 139, 161–182. [Google Scholar] [CrossRef] [Green Version]
- Carl, C.M.W.; Kahn, M.; Walter, M. Piezoelectric Ceramics with Functional Gradients: A New Application in Material Design. J. Am. Ceram. Soc. 1996, 79, 809–812. [Google Scholar] [CrossRef]
- He, M.; Zhang, X.; dos Santos Fernandez, L.; Molter, A.; Xia, L.; Shi, T. Multi-Material Topology Optimization of Piezoelectric Composite Structures for Energy Harvesting. Compos. Struct. 2021, 265, 113783. [Google Scholar] [CrossRef]
- Mirza, M.S.; Liu, Q.; Yasin, T.; Qi, X.; Li, J.-F.; Ikram, M. Dice-and-Fill Processing and Characterization of Microscale and High-Aspect-Ratio (K, Na)NbO3-Based 1–3 Lead-Free Piezoelectric Composites. Ceram. Int. 2016, 42, 10745–10750. [Google Scholar] [CrossRef]
- Ma, J.; Liu, X.; Li, W. High Piezoelectric Coefficient and Temperature Stability of Ga2O3-Doped (Ba0.99Ca0.01)(Zr0.02Ti0.98)O3 Lead-Free Ceramics by Low-Temperature Sintering. J. Alloy. Compd. 2013, 581, 642–645. [Google Scholar] [CrossRef]
- Chandrakala, E.; Paul Praveen, J.; Kumar, A.; James, A.R.; Das, D. Strain-Induced Structural Phase Transition and Its Effect on Piezoelectric Properties of (BZT-BCT)-(CeO 2) Ceramics. J. Am. Ceram. Soc. 2016, 99, 3659–3669. [Google Scholar] [CrossRef]
- Li, J.; Sun, X.; Zhang, X.; Chen, Q.; Peng, Z.; Yu, P. Synthesis and Characterization of Sol-Gel Derived Ba 0.85 Ca 0.15 Ti 0.9 Zr 0.1 O 3 − x CuO Ceramics: Synthesis and Characterization of Sol-Gel Derived Ba 0.85 Ca 0.15 Ti 0.9 Zr 0.1 O 3 − x CuO. Phys. Status Solidi A 2013, 210, 533–537. [Google Scholar] [CrossRef]
- Panda, P.K.; Sahoo, B. Effect of La2O3 on Dielectric and Ferroelectric Properties of Ba1−xLax(Ti0.98Zr0.02)O3 Lead-Free Piezoceramics. ISSS J. Micro. Smart Syst. 2020, 9, 103–107. [Google Scholar] [CrossRef]
- Shi, S.; Hashimoto, H.; Sekino, T. Enhancing Piezoelectric Properties of Ba0.88Ca0.12Zr0.12Ti0.88O3 Lead-Free Ceramics by Doping Co Ions. Ceram. Int. 2021, 47, 3272–3278. [Google Scholar] [CrossRef]
- Alexander, P.W.; Brei, D.; Halloran, J.W. DEPP Functionally Graded Piezoceramics via Micro-Fabrication by Co-Extrusion. J. Mater. Sci. 2007, 42, 5805–5814. [Google Scholar] [CrossRef]
- Zhao, Q.; Zhou, J.; Zhang, F.; Lippens, D. Mie Resonance-Based Dielectric Metamaterials. Mater. Today 2009, 12, 60–69. [Google Scholar] [CrossRef]
- Chen, C.; Wang, X.; Wang, Y.; Yang, D.; Yao, F.; Zhang, W.; Wang, B.; Sewvandi, G.A.; Yang, D.; Hu, D. Additive Manufacturing of Piezoelectric Materials. Adv. Funct. Mater. 2020, 30, 2005141. [Google Scholar] [CrossRef]
- Safari, A.; Allahverdi, M.; Akdogan, E.K. Frontiers of Ferroelectricity; Springer: New York, NY, USA, 2007; ISBN 978-0-387-38037-7. [Google Scholar]
- Borzov, P.A. Piezoelectric Performance and Features of Microgeometry of Novel Composites Based on Ferroelectric ZTS-19 Ceramics. In Proceedings of the 2015 International Conference on Physics 2016; pp. 115–122. Available online: https://novapublishers.com/shop/proceedings-of-the-2015-international-conference-on-physics-mechanics-of-new-materials-and-their-applications-devoted-to-the-100th-anniversary-of-the-southern-federal-university/ (accessed on 14 June 2022).
- Eltouby, P.; Shyha, I.; Li, C.; Khaliq, J. Factors Affecting the Piezoelectric Performance of Ceramic-Polymer Composites: A Comprehensive Review. Ceram. Int. 2021, 47, 17813–17825. [Google Scholar] [CrossRef]
- Safari, A.; Allahverdi, M.; Akdogan, E.K. Solid Freeform Fabrication of Piezoelectric Sensors and Actuators. J. Mater. Sci. 2006, 41, 177–198. [Google Scholar] [CrossRef]
- Turcu, S.; Jadidian, B.; Danforth, S.C.; Safari, A. Piezoelectric Properties of Novel Oriented Ceramic-Polymer Composites with 2-2 and 3-3 Connectivity. J. Electroceram. 2002, 9, 165–171. [Google Scholar] [CrossRef]
- Nan, C.-W.; Weng, G.J. Influence of Polarization Orientation on the Effective Properties of Piezoelectric Composites. J. Appl. Phys. 2000, 88, 416–423. [Google Scholar] [CrossRef]
- Zeng, Y.; Jiang, L.; Sun, Y.; Yang, Y.; Quan, Y.; Wei, S.; Lu, G.; Li, R.; Rong, J.; Chen, Y.; et al. 3D-Printing Piezoelectric Composite with Honeycomb Structure for Ultrasonic Devices. Micromachines 2020, 11, 713. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Zhou, C.; Hu, J.; Zhang, S.; Zhang, Q.; Sun, C.; Shi, Y.; Sun, H.; Yin, C. Fabrication of Barium Titanate Ceramics via Digital Light Processing 3D Printing by Using High Refractive Index Monomer. J. Eur. Ceram. Soc. 2021, 41, 5909–5917. [Google Scholar] [CrossRef]
- Xu, H.; Xie, Y.M.; Chan, R.; Zhou, S. Piezoelectric Properties of Triply Periodic Minimum Surface Structures. Compos. Sci. Technol. 2020, 200, 108417. [Google Scholar] [CrossRef]
- Ohji, T.; Fukushima, M. Macro-Porous Ceramics: Processing and Properties. Int. Mater. Rev. 2012, 57, 115–131. [Google Scholar] [CrossRef]
- Twigg, M.V.; Richardson, J.T. Fundamentals and Applications of Structured Ceramic Foam Catalysts. Ind. Eng. Chem. Res. 2007, 46, 4166–4177. [Google Scholar] [CrossRef]
- Eom, J.-H.; Kim, Y.-W.; Raju, S. Processing and Properties of Macroporous Silicon Carbide Ceramics: A Review. J. Asian Ceram. Soc. 2013, 1, 220–242. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous Ceramics: Light in Weight but Heavy in Energy and Environment Technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Zhang, Y.; Roscow, J.; Lewis, R.; Khanbareh, H.; Topolov, V.Y.; Xie, M.; Bowen, C.R. Understanding the Effect of Porosity on the Polarisation-Field Response of Ferroelectric Materials. Acta Mater. 2018, 154, 100–112. [Google Scholar] [CrossRef] [Green Version]
- Roscow, J.I.; Taylor, J.; Bowen, C.R. Manufacture and Characterization of Porous Ferroelectrics for Piezoelectric Energy Harvesting Applications. Ferroelectrics 2016, 498, 40–46. [Google Scholar] [CrossRef]
- Lewis, R.W.C.; Dent, A.C.E.; Stevens, R.; Bowen, C.R. Microstructural Modelling of the Polarization and Properties of Porous Ferroelectrics. Smart Mater. Struct. 2011, 20, 085002. [Google Scholar] [CrossRef]
- Roscow, J.I.; Lewis, R.W.C.; Taylor, J.; Bowen, C.R. Modelling and Fabrication of Porous Sandwich Layer Barium Titanate with Improved Piezoelectric Energy Harvesting Figures of Merit. Acta Mater. 2017, 128, 207–217. [Google Scholar] [CrossRef]
- Piazza, D.; Capiani, C.; Galassi, C. Piezoceramic Material with Anisotropic Graded Porosity. J. Eur. Ceram. Soc. 2005, 25, 3075–3078. [Google Scholar] [CrossRef]
- Naeem, H.T. The Influence of Different Pore Forming Agents on Piezoelectric and Dielectric Properties of Porous PZT-PCN Ceramics. Mater. Today Proc. 2020, 20, 531–534. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Kantyukov, A.; Popovich, A.; Sotov, A. Structure and Properties of Barium Titanate Lead-Free Piezoceramic Manufactured by Binder Jetting Process. Materials 2021, 14, 4419. [Google Scholar] [CrossRef]
- Schipf, D.R.; Yesner, G.H.; Sotelo, L.; Brown, C.; Guild, M.D. Barium Titanate 3-3 Piezoelectric Composites Fabricated Using Binder Jet Printing. Addit. Manuf. 2022, 55, 102804. [Google Scholar] [CrossRef]
- Mariani, M.; Beltrami, R.; Migliori, E.; Cangini, L.; Mercadelli, E.; Baldisserri, C.; Galassi, C.; Lecis, N. Additive Manufacturing of Lead-Free KNN by Binder Jetting. J. Eur. Ceram. Soc. 2022. [Google Scholar] [CrossRef]
- Chavez, L.A.; Ibave, P.; Wilburn, B.; Alexander, D.; Stewart, C.; Wicker, R.; Lin, Y. The Influence of Printing Parameters, Post-Processing, and Testing Conditions on the Properties of Binder Jetting Additive Manufactured Functional Ceramics. Ceramics 2020, 3, 8. [Google Scholar] [CrossRef] [Green Version]
- Schipf, D.; Yesner, G.; Guild, M.D. Binder Jet Printing Barium Titanate Piezoelectric Ceramic Discs. J. Acoust. Soc. Am. 2021, 150, A308. [Google Scholar] [CrossRef]
- Gaytan, S.M.; Cadena, M.A.; Karim, H.; Delfin, D.; Lin, Y.; Espalin, D.; MacDonald, E.; Wicker, R.B. Fabrication of Barium Titanate by Binder Jetting Additive Manufacturing Technology. Ceram. Int. 2015, 41, 6610–6619. [Google Scholar] [CrossRef] [Green Version]
- Vijatovic, M.M.; Bobic, J.D.; Stojanovic, B.D. History and Challenges of Barium Titanate: Part II. Sci. Sinter. 2008, 40, 235–244. [Google Scholar] [CrossRef]
- Polley, C.; Distler, T.; Detsch, R.; Lund, H.; Springer, A.; Boccaccini, A.R.; Seitz, H. 3D Printing of Piezoelectric Barium Titanate-Hydroxyapatite Scaffolds with Interconnected Porosity for Bone Tissue Engineering. Materials 2020, 13, 1773. [Google Scholar] [CrossRef]
- Chavez, L.A.; Wilburn, B.R.; Ibave, P.; Delfin, L.C.; Vargas, S.; Diaz, H.; Fulgentes, C.; Renteria, A.; Regis, J.; Liu, Y.; et al. Fabrication and Characterization of 3D Printing Induced Orthotropic Functional Ceramics. Smart Mater. Struct. 2019, 28, 125007. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BT (wt.%) | BT (vol.%) | ε′ | tan (δ)/10−2 | f (GHz) |
|---|---|---|---|---|
| 0 | 0 | 2.57 ± 0.02 | 0.469 ± 0.001 | 14.83 |
| 10 | 1.9 | 2.75 ± 0.02 | 0.643 ± 0.003 | 14.82 |
| 20 | 4.1 | 3.15 ± 0.01 | 0.827 ± 0.003 | 14.74 |
| 30 | 6.8 | 3.40 ± 0.01 | 1.012 ± 0.004 | 14.74 |
| 40 | 10 | 4.13 ± 0.01 | 1.240 ± 0.005 | 14.63 |
| 50 | 15 | 4.95 ± 0.01 | 1.622 ± 0.001 | 14.55 |
| 60 | 20 | 6.24 ± 0.03 | 2.064 ± 0.005 | 14.42 |
| 70 | 29 | 8.72 ± 0.04 | 2.736 ± 0.012 | 14.13 |
| Material | Solid Loading (vol.%) | εr | tan δ |
|---|---|---|---|
| ABS + BaTiO3 | 0.27 | 7.0 | 3.42 × 10−2 |
| ABS + Ba0.64Sr0.36TiO3 | 0.30 | 6.7 | 3.68 × 10−2 |
| PP + CaTiO3 | 0.27 | 5.0 | 5.10 × 10−3 |
| ABS | - | 2.65 | 4.80 × 10−3 |
| PP | - | 2.25 | 2.65 × 10−4 |
| Piezocomposite | εc = 2% | εc = 5% | εc = 8% |
|---|---|---|---|
| Cuboidal | 535 | 1338 | 2142 |
| Cylinder | 605 | 1514 | 2422 |
| Schwarz P | 802 | 2007 | 3211 |
| Piezocomposite | Compressive Strain | ||
|---|---|---|---|
| εc = 2% | εc = 5% | εc = 8% | |
| Neovius | 247.66 | 877.12 | 1210.33 |
| Gyroid | 194.76 | 486.91 | 779.05 |
| piezocomposite (3-3) | 21.00 | 52.00 | 84.00 |
| piezocomposite (1-3) | 6.72 | 16.79 | 26.87 |
| piezocomposite (0-3) | 0.05 | 0.13 | 0.2 |
| Graphite (vol.%) | Density (g/cm3) | Porosity (vol.%) | k31 | kt | d31, (×10−12 m/V) | d33, (×10−12 m/V) | ε33T |
|---|---|---|---|---|---|---|---|
| 0 | 7.58 | 5.4 | −0.36 | 0.51 | −179 | 396 | 1649 |
| 5 | 7.30 | 8.9 | −0.31 | 0.51 | −144 | 371 | 1369 |
| 10 | 6.98 | 12.8 | −0.26 | 0.42 | −120 | 351 | 1153 |
| 20 | 6.39 | 20.2 | −0.13 | 0.47 | −51 | 312 | 730 |
| 40 | 4.95 | 38.2 | −0.04 | 0.17 | −15 | 202 | 404 |
| PFA | PFA (wt.%) | Sintered Density (g/cm3) | Porosity (%) | Relative Density (%) | εr | d33 (pC/N) |
|---|---|---|---|---|---|---|
| PVC | 0 | 7.10 | 12.56 | 87 | 1137 | 356 |
| 5 | 6.98 | 14.04 | 85.96 | 346 | 231 | |
| 10 | 6.27 | 22.70 | 77.22 | 340 | 226 | |
| 15 | 5.94 | 26.85 | 73.15 | 311 | 213 | |
| SA | 5 | 6.54 | 19.46 | 80.54 | 336 | 230 |
| 10 | 6.01 | 25.98 | 74.01 | 264 | 206 | |
| 15 | 5.19 | 36.08 | 69.92 | 256 | 185 | |
| PMMA | 1 | 5.06 | 37.68 | 63 | 356 | 236 |
| 3 | 4.83 | 40.52 | 59.48 | 320 | 231 | |
| 5 | 4.42 | 45.57 | 54.43 | 182 | 228 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sotov, A.; Kantyukov, A.; Popovich, A.; Sufiiarov, V. A Review on Additive Manufacturing of Functional Gradient Piezoceramic. Micromachines 2022, 13, 1129. https://doi.org/10.3390/mi13071129
Sotov A, Kantyukov A, Popovich A, Sufiiarov V. A Review on Additive Manufacturing of Functional Gradient Piezoceramic. Micromachines. 2022; 13(7):1129. https://doi.org/10.3390/mi13071129
Chicago/Turabian StyleSotov, Anton, Artem Kantyukov, Anatoliy Popovich, and Vadim Sufiiarov. 2022. "A Review on Additive Manufacturing of Functional Gradient Piezoceramic" Micromachines 13, no. 7: 1129. https://doi.org/10.3390/mi13071129
APA StyleSotov, A., Kantyukov, A., Popovich, A., & Sufiiarov, V. (2022). A Review on Additive Manufacturing of Functional Gradient Piezoceramic. Micromachines, 13(7), 1129. https://doi.org/10.3390/mi13071129