Promotion of High-Speed Copper-Filling Performance for Interconnections with Increasing Aspect-Ratio Using Compound Additives

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
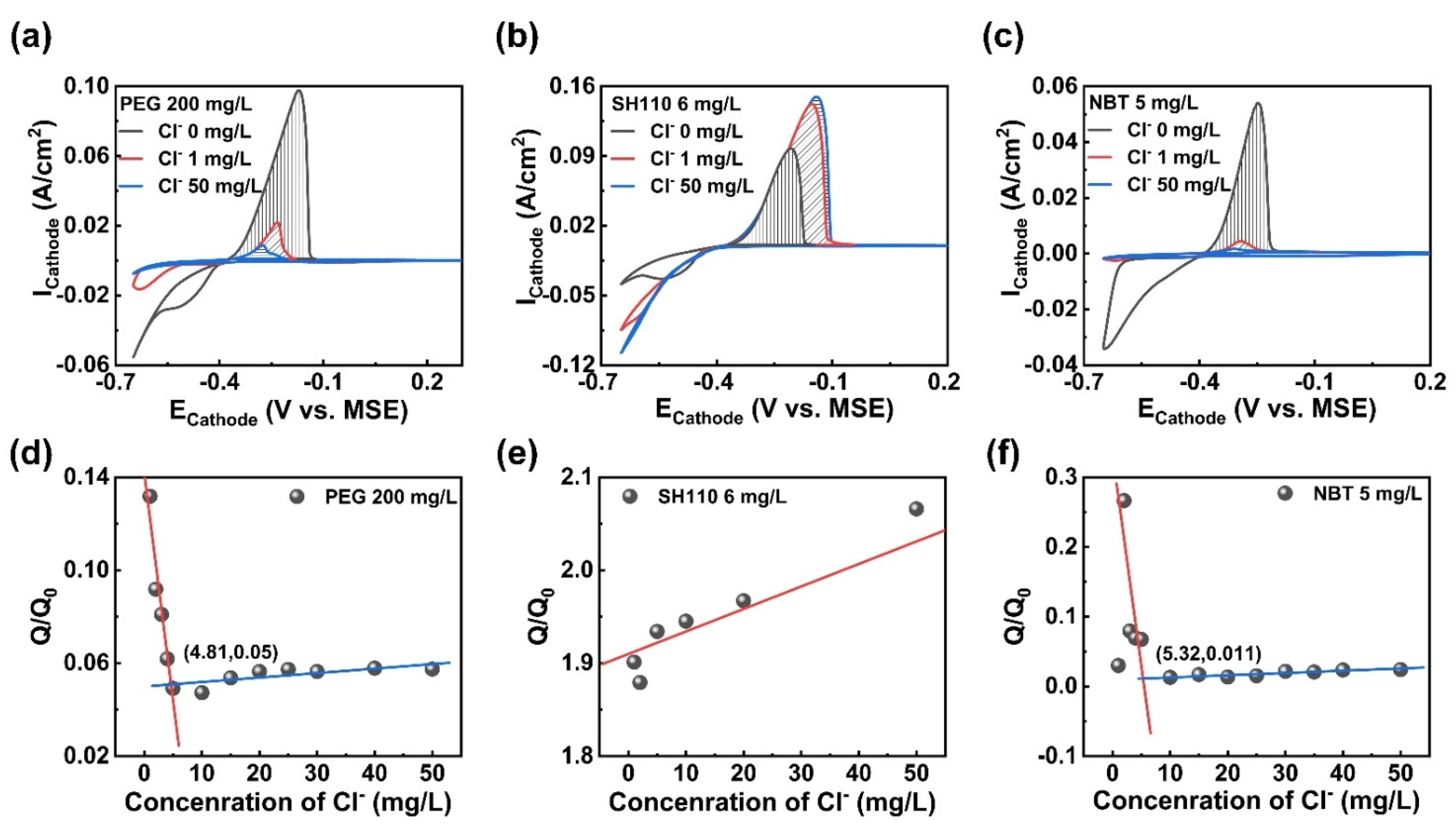
2.1. Electrochemical Measurements
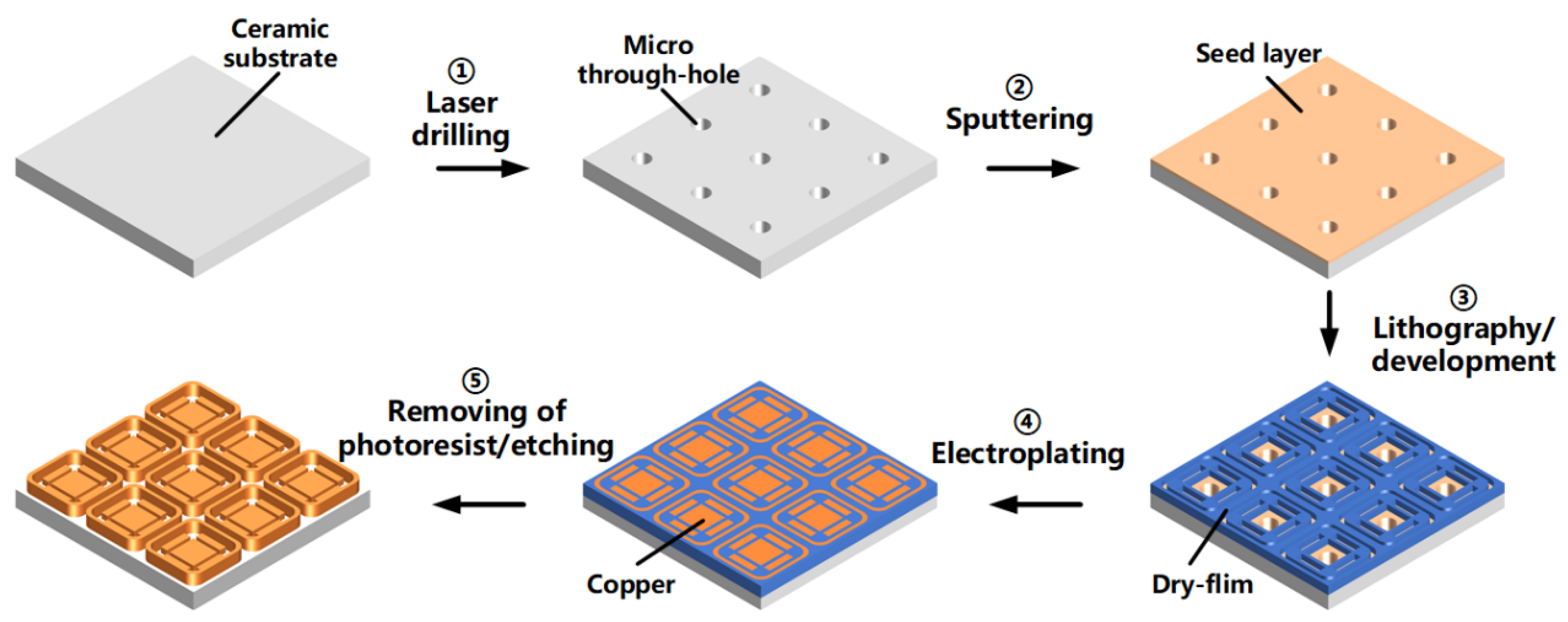
2.2. Copper Filling Experiments
3. Results and Discussion
3.1. The Effect of Additives on THs Filling
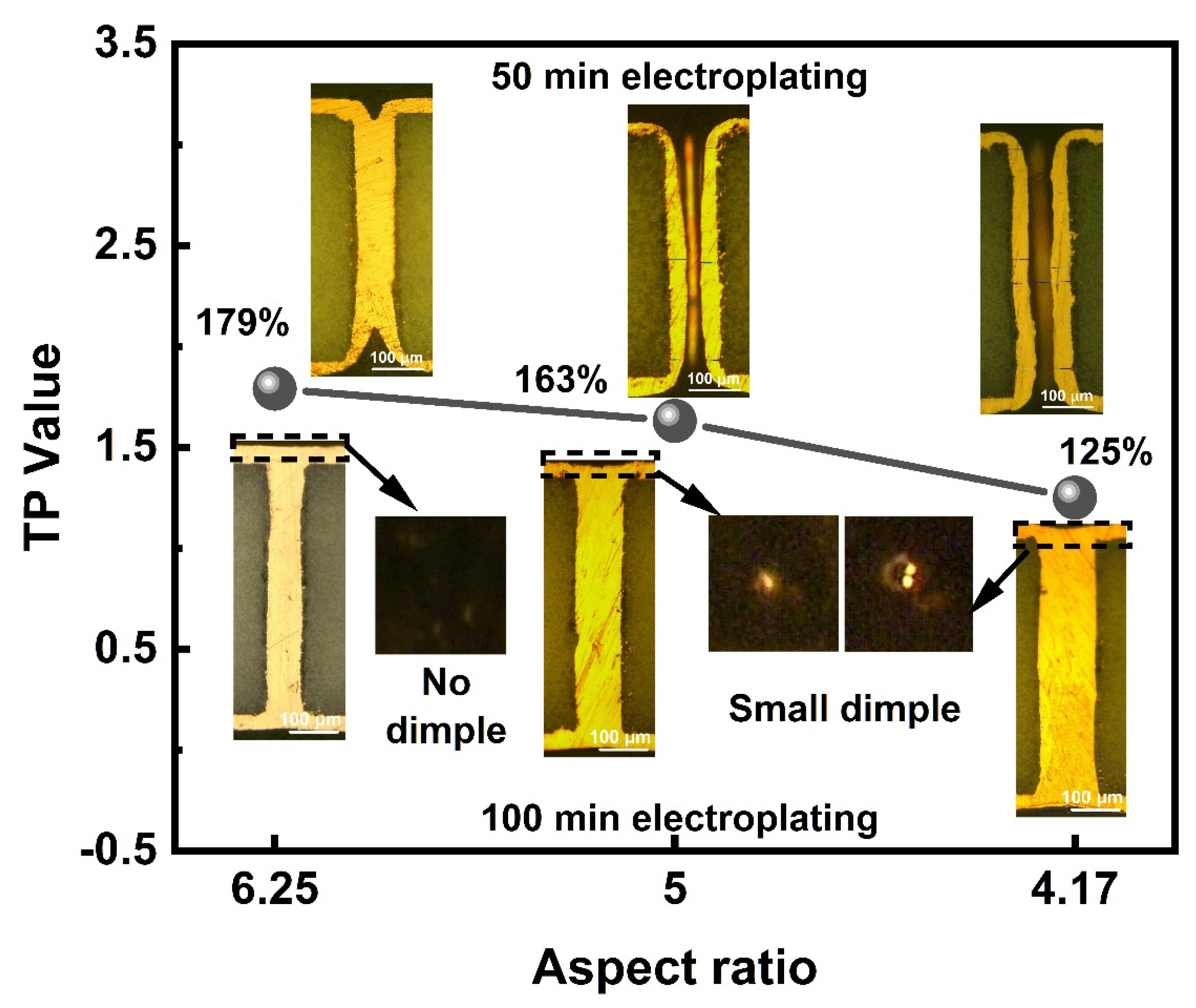
3.2. Copper Filling in High ARs THs
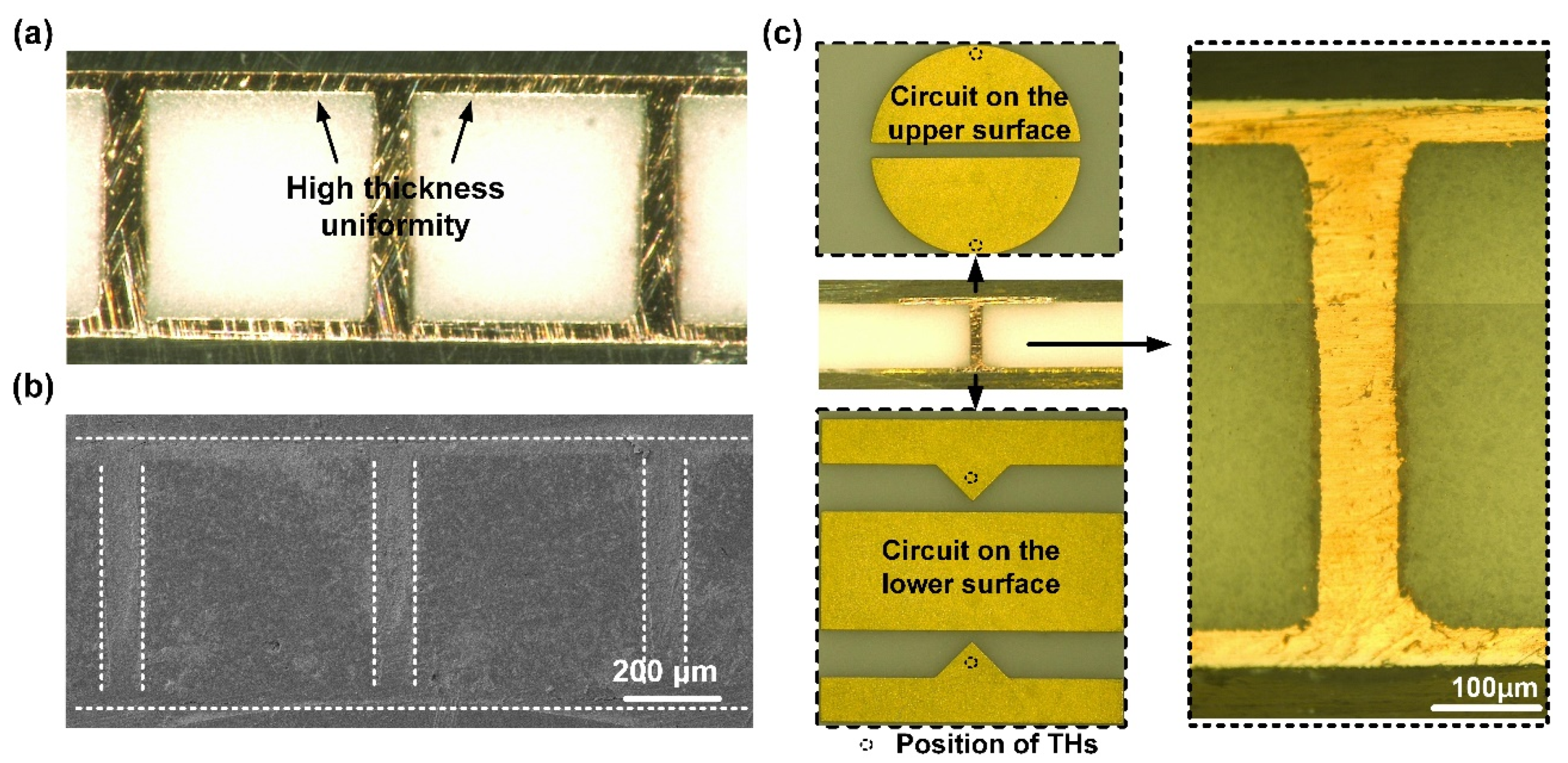
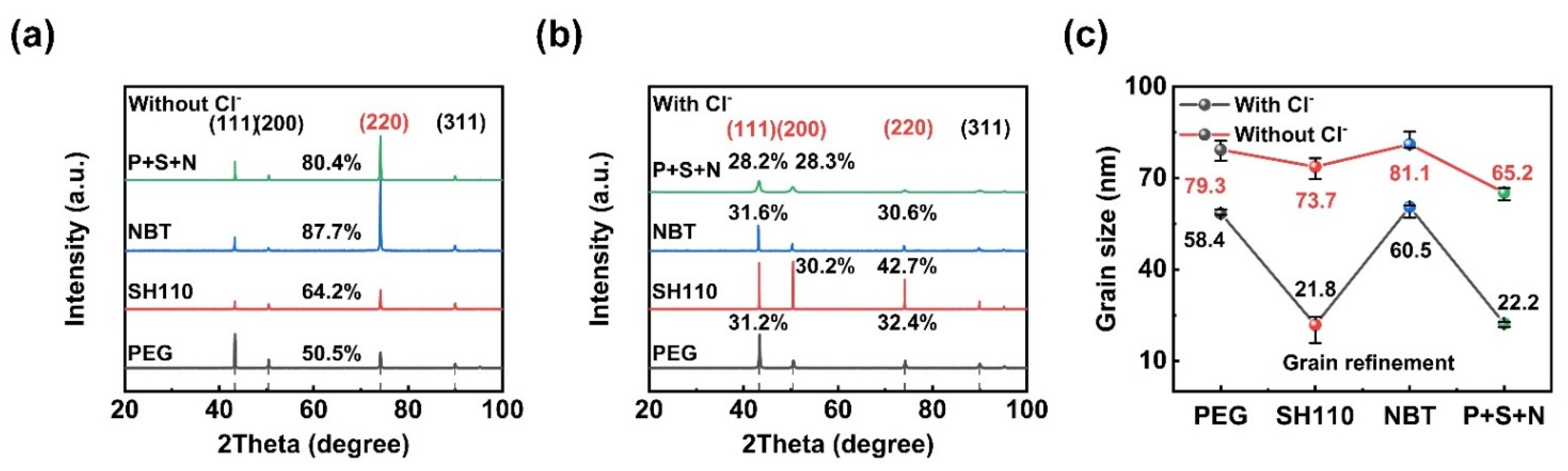
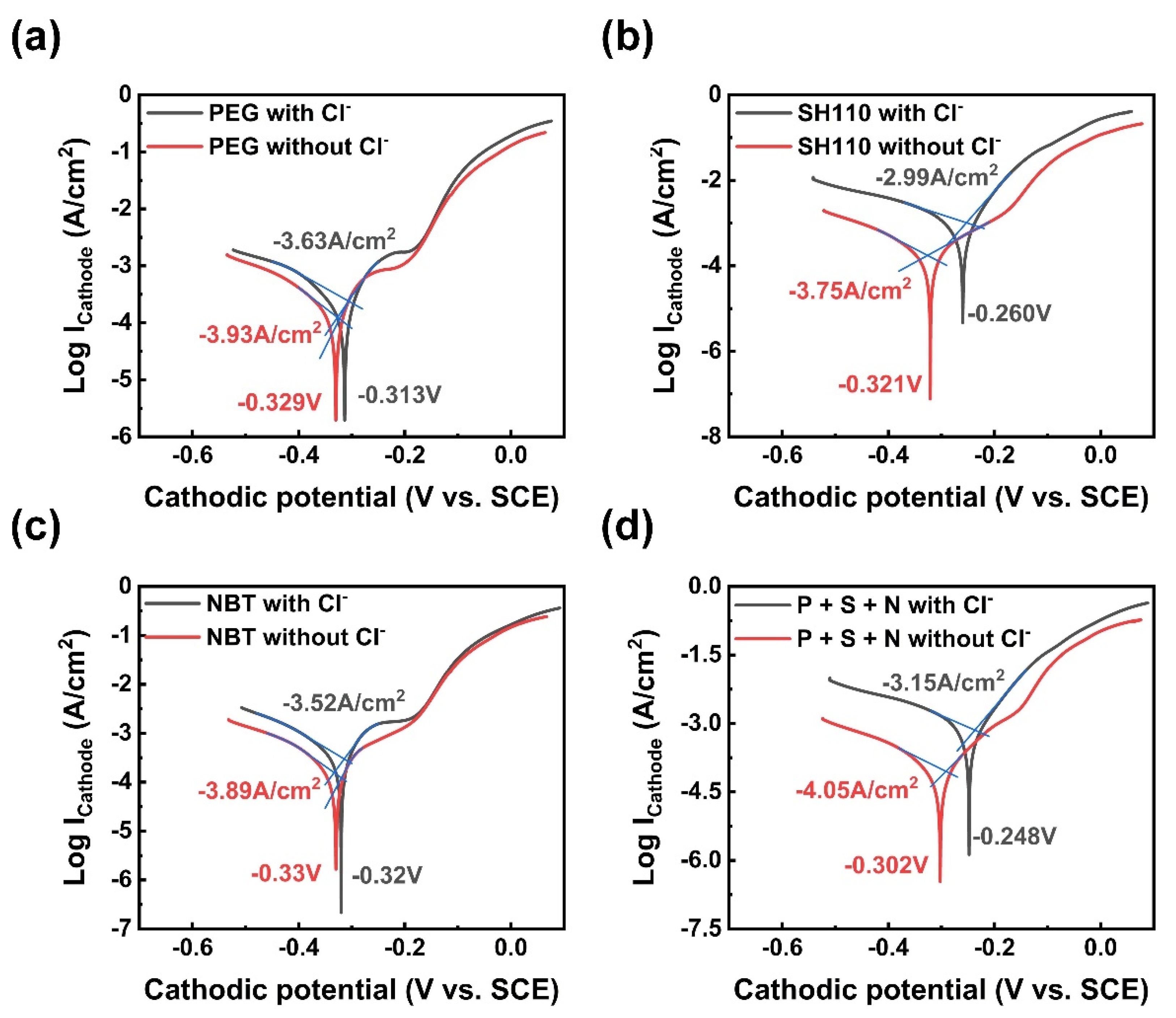
3.3. Micromorphology, Texture, and Corrosion Resistance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, Q.; Liu, J.; Lei, Z.; Mou, Y.; Chen, M. Computational and Experiments Exploration of Convection on Cu Filling Characteristics of Multiple Aspect-Ratio Micro through-Holes. Electrochim. Acta 2022, 416, 140218. [Google Scholar] [CrossRef]
- Wang, Q.; Mou, Y.; Liu, J.; Peng, Y.; Chen, M. Electrochemical Behaviors of Additives in High Cu(II) Concentration Solution for High-Aspect-Ratio through Ceramic Holes Filling. Mater. Today Commun. 2021, 29, 102747. [Google Scholar] [CrossRef]
- Qing, W.; Jiaxin, L.; Yilin, W.; Mingxiang, C. Copper Filling of High Aspect Ratio through Ceramic Holes: Effect of Convection on Electrochemical Behavior of Additives. In Proceedings of the 2021 22nd International Conference on Electronic Packaging Technology (ICEPT), Xiamen, China, 14–17 September 2021; pp. 3–7. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, T.; Chen, F.; Cheng, M. Study on Direct Current Cu Electroplating in through Ceramic Holes for High-Power LED Packaging. In Proceedings of the 2020 21st International Conference on Electronic Packaging Technology (ICEPT), Guangzhou, China, 12–15 August 2020. [Google Scholar] [CrossRef]
- Sun, Q.; Peng, Y.; Cheng, H.; Mou, Y.; Yang, Z.; Liang, D.; Chen, M. Direct Ink Writing of 3D Cavities for Direct Plated Copper Ceramic Substrates with Kaolin Suspensions. Ceram. Int. 2019, 45, 12535–12543. [Google Scholar] [CrossRef]
- Guo, S.; Zhang, L.; Lei, Y.; Li, X.; Xue, F.; Yu, W.; Huang, A.Q. 3.38 Mhz Operation of 1.2kV SiC MOSFET with Integrated Ultra-Fast Gate Drive. In Proceedings of the 2015 IEEE 3rd Workshop on Wide Bandgap Power Devices and Applications (WiPDA), Blacksburg, VA, USA, 2–4 November 2015; pp. 390–395. [Google Scholar] [CrossRef]
- Peng, Y.; Yu, Z.; Zhao, J.; Wang, Q.; Liu, J.; Sun, B.; Mou, Y.; Chen, M. Unique Sandwich Design of High-Efficiency and Heat-Conducting Phosphor-in-Glass Film for High-Quality Laser-Driven White Lighting. J. Adv. Ceram. 2022. [Google Scholar] [CrossRef]
- Super-junction, H.; Koziukov, A.E.; Maksimenko, T.A.; Vyrostkov, M.Y. Single-Event Gate Rupture Hardened Structure. IEEE Trans. Electron Devices 2021, 68, 4004–4009. [Google Scholar] [CrossRef]
- Mou, Y.; Yu, Z.; Lei, Z.; Chen, M.; Peng, Y. Enhancing Opto-Thermal Performances of White Laser Lighting by High Reflective Phosphor Converter. J. Alloys Compd. 2022, 918, 165637. [Google Scholar] [CrossRef]
- Tanida, K.; Umemoto, M.; Morifuji, T.; Kajiwara, R.; Ando, T.; Tomita, Y.; Tanaka, N.; Takahashi, K. Au Bump Interconnection in 20 Μm Pitch on 3D Chip Stacking Technology. Jpn. J. Appl. Phys. 2003, 42, 6390–6395. [Google Scholar] [CrossRef]
- Edelstein, D.C.; Harper, M.K.E.; Hu, C.K.; Simon, A.H.; Uzoh, C.E. Copper Interconnection Structure Incorporating a Metal Seed Layer 2002. U.S. Patent 6,399,496, 4 June 2002. [Google Scholar]
- Xu, X.; Zhu, L.; Li, W.; Liu, H. A Variable Hydrophobic Surface Improves Corrosion Resistance of Electroplating Copper Coating. Appl. Surf. Sci. 2011, 257, 5524–5528. [Google Scholar] [CrossRef]
- Chen, Z.; Peng, Y.; Cheng, H.; Yang, Z.; Chen, M. Void-Free and High-Speed Filling of through Ceramic Holes by Copper Electroplating. Microelectron. Reliab. 2017, 75, 171–177. [Google Scholar] [CrossRef]
- Yang, S.; Thacker, Z.; Allison, E.; Bennett, M.; Cole, N.; Pinhero, P.J. Electrodeposition of Copper for Three-Dimensional Metamaterial Fabrication. ACS Appl. Mater. Interfaces 2017, 9, 40921–40929. [Google Scholar] [CrossRef]
- Vas’ko, V.A.; Tabakovic, I.; Riemer, S.C.; Kief, M.T. Effect of Organic Additives on Structure, Resistivity, and Room-Temperature Recrystallization of Electrodeposited Copper. Microelectron. Eng. 2004, 75, 71–77. [Google Scholar] [CrossRef]
- Li, L.-L.; Yang, C.-J. Size Control of Copper Grains by Optimization of Additives to Achieve Flat-Top Copper Pillars through Electroplating. J. Electrochem. Soc. 2017, 164, D315–D320. [Google Scholar] [CrossRef]
- Lai, Z.; Wang, S.; Wang, C.; Hong, Y.; Zhou, G.; Chen, Y.; He, W.; Peng, Y.; Xiao, D. A Comparison of Typical Additives for Copper Electroplating Based on Theoretical Computation. Comput. Mater. Sci. 2018, 147, 95–102. [Google Scholar] [CrossRef]
- Bandas, C.D.; Rooney, R.T.; Kirbs, A.; Jäger, C.; Schmidt, R.; Gewirth, A.A. Interfacial Leveler-Accelerator Interactions in Cu Electrodeposition. J. Electrochem. Soc. 2021, 168, 42501. [Google Scholar] [CrossRef]
- Huang, Q.; Baker-O’Neal, B.C.; Parks, C.; Hopstaken, M.; Fluegel, A.; Emnet, C.; Arnold, M.; Mayer, D. Leveler Effect and Oscillatory Behavior during Copper Electroplating. J. Electrochem. Soc. 2012, 159, D526–D531. [Google Scholar] [CrossRef]
- Hayashi, T.; Matsuura, S.; Kondo, K.; Kataoka, K.; Nishimura, K.; Yokoi, M.; Saito, T.; Okamoto, N. Role of Cuprous Ion in Copper Electrodeposition Acceleration. J. Electrochem. Soc. 2015, 162, D199–D203. [Google Scholar] [CrossRef]
- Dow, W.P.; Yen, M.Y.; Liao, S.Z.; Chiu, Y.D.; Huang, H.C. Filling Mechanism in Microvia Metallization by Copper Electroplating. Electrochim. Acta 2008, 53, 8228–8237. [Google Scholar] [CrossRef]
- Chang, C.; Lu, X.; Lei, Z.; Wang, Z.; Zhao, C. 2-Mercaptopyridine as a New Leveler for Bottom-up Filling of Micro-Vias in Copper Electroplating. Electrochim. Acta 2016, 208, 33–38. [Google Scholar] [CrossRef]
- Lee, M.H.; Lee, Y.; Sung, M.; Cho, S.K.; Kim, Y.G.; Kim, J.J. Structural Influence of Terminal Functional Groups on TEG-Based Leveler in Microvia Filling. J. Electrochem. Soc. 2020, 167, 102505. [Google Scholar] [CrossRef]
- Chen, T.C.; Tsai, Y.L.; Hsu, C.F.; Dow, W.P.; Hashimoto, Y. Effects of Brighteners in a Copper Plating Bath on Throwing Power and Thermal Reliability of Plated Through Holes. Electrochim. Acta 2016, 212, 572–582. [Google Scholar] [CrossRef]
- Fricker, H.S. Why Does Charge Concentrate on Points? Phys. Educ. 1989, 24, 157–161. [Google Scholar] [CrossRef]
- Masuku, E.S.; Mileham, A.R.; Hardisty, H.; Bramley, A.N.; Johal, C.; Detassis, P. A Finite Element Simulation of the Electroplating Process. CIRP Ann. Manuf. Technol. 2002, 51, 169–172. [Google Scholar] [CrossRef]
- Dixit, P.; Miao, J. Aspect-Ratio-Dependent Copper Electrodeposition Technique for Very High Aspect-Ratio Through-Hole Plating. J. Electrochem. Soc. 2006, 153, G552. [Google Scholar] [CrossRef]
- Higuchi, K.; Chang, T.-F.M.; Sone, M. Electrochemical Investigation of Cu Electroplating with Supercritical CO2 Emulsion Using a Rotating Disk Electrode under High Pressure. J. Electrochem. Soc. 2020, 167, 162506. [Google Scholar] [CrossRef]
- Rashkov, S.; Stoichev, D.S.; Tomov, I. Influence of Current Density and Temperature on the Morphology and Preferred Orientation of Electrodeposited Copper Coatings. Electrochim. Acta 1972, 17, 1955–1964. [Google Scholar] [CrossRef]
- Dianat, A.; Yang, H.; Bobeth, M.; Cuniberti, G. DFT Study of Interaction of Additives with Cu(111) Surface Relevant to Cu Electrodeposition. J. Appl. Electrochem. 2018, 48, 211–219. [Google Scholar] [CrossRef]
- Soliman, H.M.A.; Abdel-Rahman, H.H. The Use of Rotating Cylinder Electrode to Study the Effect of 1,3-Dihydroxypropane on the Production of Copper Powder. J. Braz. Chem. Soc. 2006, 17, 705–714. [Google Scholar] [CrossRef] [Green Version]
- Danilov, A.I.; Molodkina, E.B.; Rudnev, A.V.; Polukarov, Y.M.; Feliu, J.M. Kinetics of Copper Deposition on Pt(1 1 1) and Au(1 1 1) Electrodes in Solutions of Different Acidities. Electrochim. Acta 2005, 50, 5032–5043. [Google Scholar] [CrossRef]
- Garfias-García, E.; Romero-Romo, M.; Ramírez-Silva, M.T.; Palomar-Pardavé, M. Overpotential Nucleation and Growth of Copper onto Polycrystalline and Single Crystal Gold Electrodes. Int. J. Electrochem. Sci. 2012, 7, 3102–3114. [Google Scholar]
- Koga, T.; Nonaka, K.; Sakata, Y.; Terasaki, N. Spectroscopic and Electrochemical Analysis of Cu(I) in Electroplating Solution and Evaluation of Plated Films. J. Electrochem. Soc. 2018, 165, D467–D471. [Google Scholar] [CrossRef]
- Noma, H.; Koga, T.; Hirakawa, C.; Nonaka, K.; Shobu, K.; Kaibuki, T.; Moriyama, S. Analysis of Cu(I) Complexes in Copper Sulfate Electroplating Solution By Using Reaction Kinetics with a Chelate Reagent. ECS Trans. 2014, 58, 77–88. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Peng, Y.; Mou, Y.; Chen, M. Promotion of High-Speed Copper-Filling Performance for Interconnections with Increasing Aspect-Ratio Using Compound Additives. Micromachines 2022, 13, 1539. https://doi.org/10.3390/mi13091539
Wang Q, Peng Y, Mou Y, Chen M. Promotion of High-Speed Copper-Filling Performance for Interconnections with Increasing Aspect-Ratio Using Compound Additives. Micromachines. 2022; 13(9):1539. https://doi.org/10.3390/mi13091539
Chicago/Turabian StyleWang, Qing, Yang Peng, Yun Mou, and Mingxiang Chen. 2022. "Promotion of High-Speed Copper-Filling Performance for Interconnections with Increasing Aspect-Ratio Using Compound Additives" Micromachines 13, no. 9: 1539. https://doi.org/10.3390/mi13091539
APA StyleWang, Q., Peng, Y., Mou, Y., & Chen, M. (2022). Promotion of High-Speed Copper-Filling Performance for Interconnections with Increasing Aspect-Ratio Using Compound Additives. Micromachines, 13(9), 1539. https://doi.org/10.3390/mi13091539