
Ultrasonic-Vibration-Assisted Waterjet Drilling of [0/45/−45/90]2s Carbon-Fiber-Reinforced Polymer Laminates

Abstract
:1. Introduction
2. Numerical Simulation
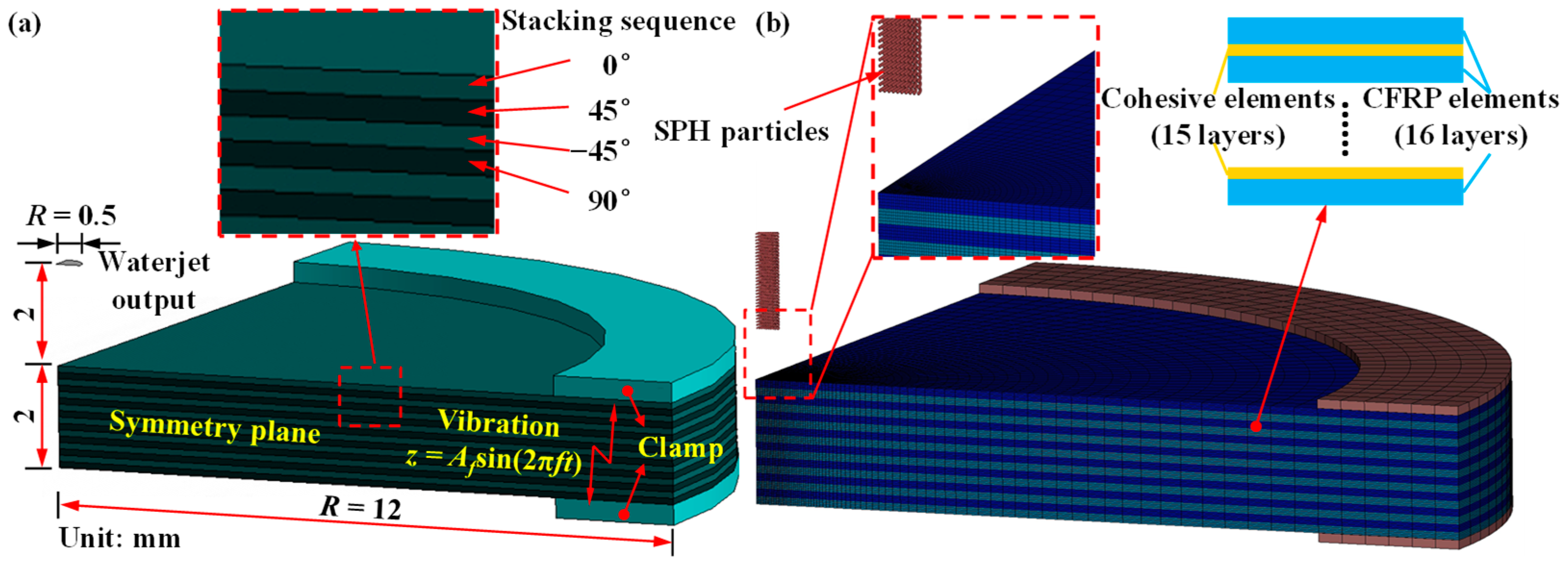
2.1. Modeling of Ultrasonic Vibration Waterjet Drilling
2.2. Mesh Independence Study
3. Experimental Setup
4. Results and Discussion
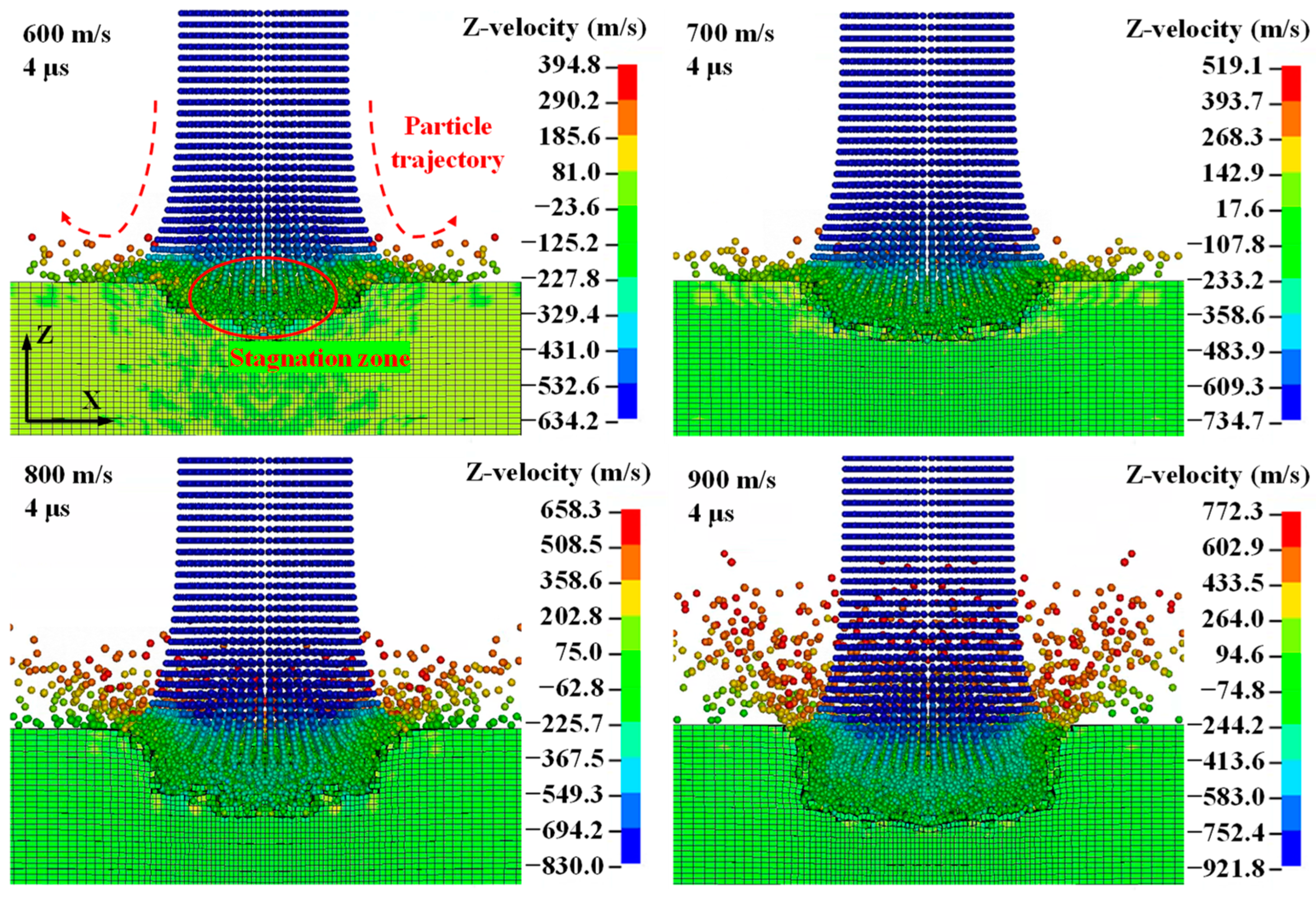
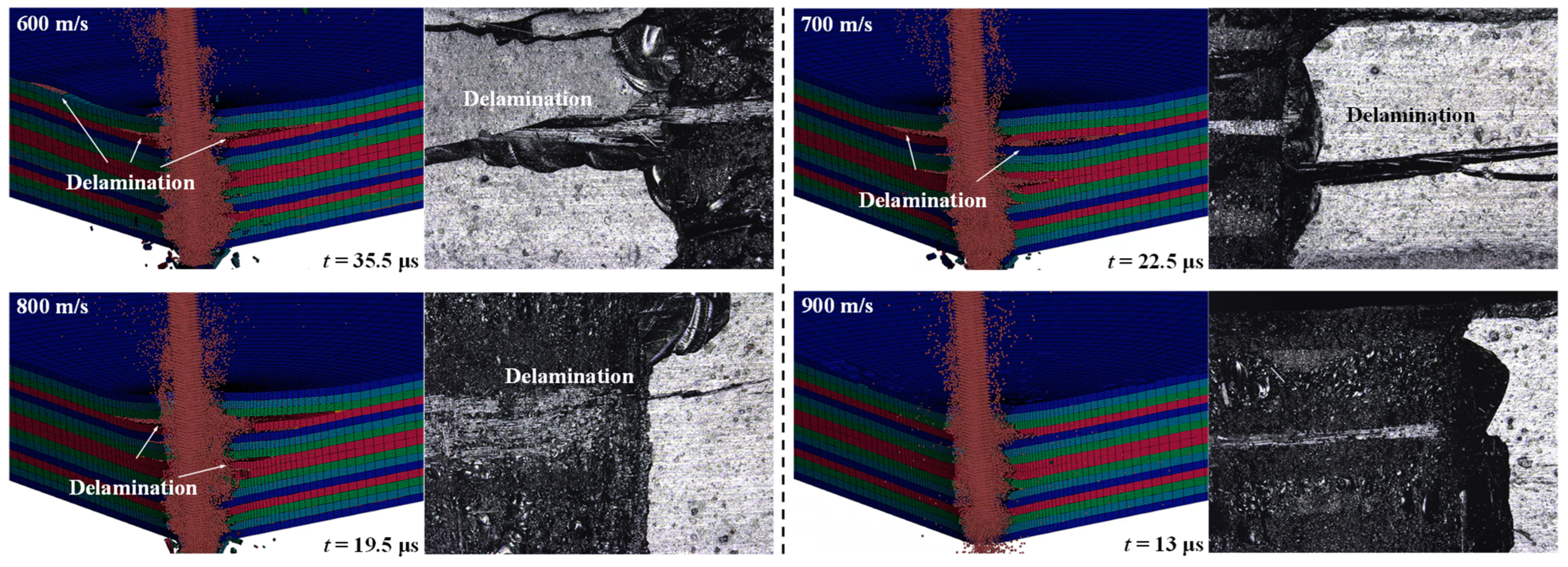
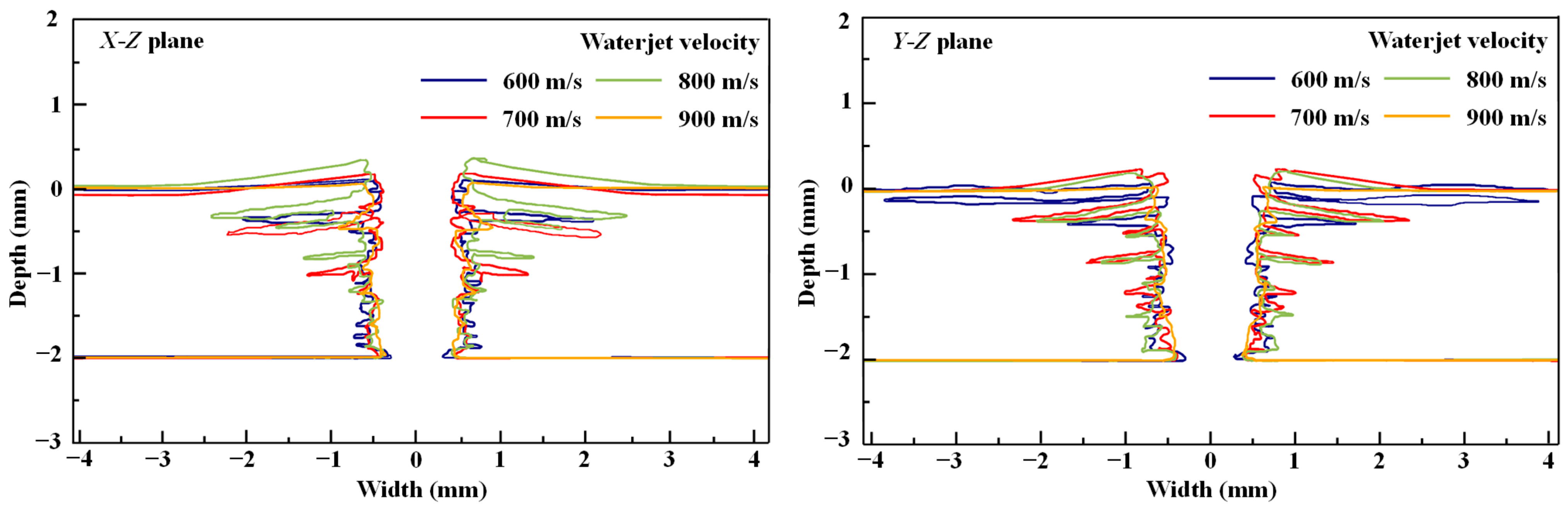
4.1. Process Characteristics of Ultrasonic-Vibration-Assisted Waterjet Drilling
4.2. Effect of Ultrasonic Vibration on Waterjet Drilling Performance
5. Conclusions
- Ultrasonic vibration contributes to the energy of the WJ penetration of the CFRP laminate. During the WJ drilling of the CFRP laminates, ultrasonic vibration significantly increases the MRR by approximately 20%.
- Ultrasonic vibration can significantly improve the damage zones and decrease the delamination zone length with an increase in amplitude. The water-wedging action inducing the propagation of delamination is weakened with an increase in the amplitude of the ultrasonic vibration due to the decrease in the lateral flow.
- The quality of the hole wall is optimal at an amplitude (Af) of 10 μm, a frequency (f) of 20 kHz, and a WJ velocity of 900 m/s. The delamination zone length is only 0.19 mm and was reduced by 85.6% compared with the WJ drilling without ultrasonic vibration.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Friedrich, K.; Breuer, U. Multifunctionality of Polymer Composites: Challenges and New Solutions; Elsevier Inc.: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Brádaigh, C.M.Ó. The fatigue of carbon fiber reinforced plastics: A review. Compos. B Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef]
- Gemi, L.; Köklü, U.; Yazman, S.; Morkavuk, S. The effects of stacking sequence on drilling machinability of filament wound hybrid composite pipes: Part-1 mechanical characterization and drilling tests. Compos. B Eng. 2020, 186, 107787. [Google Scholar] [CrossRef]
- Dogrusadik, A.; Kentli, A. Experimental investigation of support plates’ influences on tool wear in micro-drilling of CFRP laminates. J. Manuf. Process. 2019, 38, 214–222. [Google Scholar] [CrossRef]
- Patel, P.; Gohil, P.; Rajpurohit, S. Laser machining of polymer matrix composites: Scope, limitation and application. Int. J. Eng. Trends Technol. 2013, 4, 2391–2399. [Google Scholar]
- Axinte, D.A.; Karpuschewski, B.; Kong, M.C.; Beaucamp, A.T.; Anwar, S.; Miller, D.; Petzel, M. High energy fluid jet machining (HEFJet-Mach): From scientific and technological advances to niche industrial applications. CIRP Ann. 2014, 63, 751–771. [Google Scholar] [CrossRef]
- Matsumura, T.; Muramatsu, T.; Fueki, S. Abrasive water jet machining of glass with stagnation effect. CIRP Ann. 2011, 60, 355–358. [Google Scholar] [CrossRef]
- Susuzlu, T.; Hoogstrate, A.M.; Karpuschewski, B. Initial research on the ultra-high pressure waterjet up to 700 MPa. J. Mater. Process Technol. 2004, 149, 30–36. [Google Scholar] [CrossRef]
- Nguyen, V.B.; Nguyen, Q.B.; Liu, Z.G.; Wan, S.; Lim, C.Y.H.; Zhang, Y.W. A combined numerical-experimental study on the effect of surface evolution on the water-sand multiphase flow characteristics and the material erosion behavior. Wear 2014, 319, 96–109. [Google Scholar] [CrossRef]
- Huang, Y.C.; Hammitt, F.G.; Yang, W.J. Hydrodynamic phenomena during high-speed collision between liquid droplet and rigid plane. J. Fluids Eng. 1973, 95, 276–292. [Google Scholar] [CrossRef]
- Hashish, M.; duPlessis, M.P. Theoretical and experimental investigation of continuous jet penetration of solids. J. Eng. Ind. 1978, 100, 88–94. [Google Scholar] [CrossRef]
- Jeong, H.; Jang, Y.S. Wavelet analysis of plate wave propagation in composite laminates. Compos. Struct. 2000, 49, 443–450. [Google Scholar] [CrossRef]
- Dunnen, S.D.; Mulder, L.; Kerkhoffs, G.M.M.J.; Dankelman, J.; Tuijthof, G.J.M. Waterjet drilling in porcine bone: The effect of the nozzle diameter and bone architecture on the hole dimensions. J. Mech. Behav. Biomed. Mater. 2013, 27, 84–93. [Google Scholar] [CrossRef]
- Mabrouki, T.; Raissi, K.; Cornier, A. Numerical simulation and experimental study of the interaction between a pure high-velocity waterjet and targets: Contribution to investigate the decoating process. Wear 2000, 239, 260–273. [Google Scholar] [CrossRef]
- Ghabezi, P.; Farahani, M.; Shahmirzaloo, A.; Ghorbani, H.; Harrison, N. Defect evaluation of the honeycomb structures formed during the drilling process. Int. J. Damage Mech. 2020, 29, 454–466. [Google Scholar] [CrossRef]
- Huda, A.H.N.F.; Ascroft, H.; Barnes, S. Machinability study of ultrasonic assisted machining (UAM) of carbon fibre reinforced plastic (CFRP) with multifaceted tool. Procedia CIRP 2016, 46, 488–491. [Google Scholar] [CrossRef]
- Qi, H.; Wen, D.; Lu, C.; Li, G. Numerical and experimental study on ultrasonic vibration-assisted micro-channelling of glasses using an abrasive slurry jet. Int. J. Mech. Sci. 2016, 110, 94–107. [Google Scholar] [CrossRef]
- Liu, D.; Nguyen, T.; Wang, J.; Huang, C.Z. Mechanisms of enhancing the machining performance in micro abrasive waterjet drilling of hard and brittle materials by vibration assistance. Int. J. Mach. Tool. Manu. 2020, 151, 103528. [Google Scholar] [CrossRef]
- Lv, Z.; Hou, R.G.; Chen, X.; Huang, C.Z. Numerical research on erosion involved in ultrasonic-assisted abrasive waterjet machining. Int. J. Adv. Manuf. Technol. 2019, 103, 617–630. [Google Scholar] [CrossRef]
- Bosco, M.A.J.; Palanikumar, K.; Prasad, D.B.; Velayudham, A. Influence of machining parameters on delamination in drilling of GFRP-armour steel sandwich composites. Procedia Eng. 2013, 51, 758–763. [Google Scholar] [CrossRef]
- Ghabezi, P.; Khoran, M. Optimization of drilling parameters in composite sandwich structures (PVC core). Indian J. Sci. Res. 2014, 2, 173–179. [Google Scholar]
- Johnson, G.R.; Stryk, R.A.; Beissel, S.R. SPH for high velocity impact computations. Comput. Methods Appl. Mech. Eng. 1996, 139, 347–373. [Google Scholar] [CrossRef]
- Matuska, D.A. Hull User’s Manual. AFATL-TR-84-59; Orlando Technology: Orlando, FL, USA, 1984. [Google Scholar]
- Pinho, S.T.; Iannucci, L.; Robinson, P. Physically based failure models and criteria for laminated fibre-reinforced composites with emphasis on fibre kinking. Part II: FE implementation. Compos. A Appl. Sci. Manuf. 2006, 37, 766–777. [Google Scholar] [CrossRef]
- Pinho, S.T.; Iannucci, L.; Robinson, P. Physically-based failure models and criteria for laminated fibre-reinforced composites with emphasis on fibre kinking: Part I: Development. Compos. A Appl. Sci. Manuf. 2006, 37, 63–73. [Google Scholar] [CrossRef]
- Youssef, H.A.; El-Hofy, H.A.; Abdelaziz, A.M.; El-Hofy, M.H. Accuracy and surface quality of abrasive waterjet machined CFRP composites. J. Comp. Mater. 2021, 55, 1693–1703. [Google Scholar] [CrossRef]
- Song, S.H.; Paulino, G.H.; Buttlar, W.G. A bilinear cohesive zone model tailored for fracture of asphalt concrete considering viscoelastic bulk material. Eng. Fract. Mech. 2007, 73, 2829–2848. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, Z.; Yu, W. A string-based cohesive zone model for interlaminar delamination. Eng. Fract. Mech. 2017, 180, 1–22. [Google Scholar] [CrossRef]
- Schwartzentruber, J.; Spelt, J.K.; Papini, M. Modelling of delamination due to hydraulic shock when piercing anisotropic carbon-fiber laminates using an abrasive waterjet. Int. J. Mach. Tools Manuf. 2018, 132, 81–95. [Google Scholar] [CrossRef]
- Qi, H.; Qin, S.K.; Cheng, Z.C.; Teng, Q.; Hong, T.; Xie, Y. Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J. Manuf. Process. 2021, 64, 585–593. [Google Scholar] [CrossRef]
- James, S.; Narkhede, M. Analytical modeling and experimental study on machining of CFRP/Ti stacks with submerged abrasive waterjet machining. Procedia Manuf. 2019, 34, 328–334. [Google Scholar] [CrossRef]
- Gu, Y.W.; Nguyen, T.; Donough, M.J.; Prusty, B.G.; Wang, J. Mechanisms of pop-up delamination in laminated composites pierced by the initial pure waterjet in abrasive waterjet machining. Compos. Struct. 2022, 297, 115968. [Google Scholar] [CrossRef]
- Lv, Z.; Hou, R.G.; Tian, Y.B.; Huang, C.Z.; Zhu, H.T. Investigation on flow field of ultrasonic-assisted abrasive waterjet using CFD with discrete phase model. Int. J. Adv. Manuf. Technol. 2018, 96, 963–972. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Parameters |
|---|---|
| Mass density | 1000 kg/m3 |
| Dynamic viscosity | 1.02 × 10−3 Pa·s |
| Cut-off pressure | −1.0 × 1020 Pa |
| Speed of sound in water, C | 1483 m/s |
| Grüneisen gamma, γ0 | 0.28 |
| Coefficient, S1 | 1.75 |
| Parameter | Value |
|---|---|
| Longitudinal Young’s modulus, Ea | 127 GPa |
| Transverse Young’s modulus, Eb | 9.40 GPa |
| Out-of-plane Young’s modulus, Ec | 9.40 GPa |
| Poisson’s ratio, νba | 0.019 |
| Poisson’s ratio, νca | 0.019 |
| Poisson’s ratio, νcb | 0.4 |
| Density | 1.49 g/cm3 |
| Shear modulus, Gab | 4700 MPa |
| Shear modulus, Gbc | 3100 MPa |
| Shear modulus, Gca | 4700 MPa |
| Longitudinal compressive strength, XC | 1082 MPa |
| Longitudinal tensile strength, XT | 2231 MPa |
| Transverse compressive strength, YC | 100 MPa |
| Transverse tensile strength, YT | 29 MPa |
| Shear strength, SC | 60 MPa |
| Parameter | Value |
|---|---|
| Maximum traction in mode I, T | 44.8 MPa |
| Maximum traction in mode II, S | 60.4 MPa |
| Interface stiffness, EN, ET | 105 N/mm3 |
| Mode I fracture toughness, GIC | 0.105 kJ/m2 |
| Mode II fracture toughness, GIIC | 0.5 kJ/m2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, Y.; Liu, X.; Zhao, C.; Wang, B.; Zheng, L.; Hao, X.; Yao, L.; Wang, D. Ultrasonic-Vibration-Assisted Waterjet Drilling of [0/45/−45/90]2s Carbon-Fiber-Reinforced Polymer Laminates. Micromachines 2023, 14, 2209. https://doi.org/10.3390/mi14122209
Liao Y, Liu X, Zhao C, Wang B, Zheng L, Hao X, Yao L, Wang D. Ultrasonic-Vibration-Assisted Waterjet Drilling of [0/45/−45/90]2s Carbon-Fiber-Reinforced Polymer Laminates. Micromachines. 2023; 14(12):2209. https://doi.org/10.3390/mi14122209
Chicago/Turabian StyleLiao, Yinghao, Xin Liu, Changxi Zhao, Bing Wang, Liyan Zheng, Xiaoming Hao, Longxu Yao, and Dian Wang. 2023. "Ultrasonic-Vibration-Assisted Waterjet Drilling of [0/45/−45/90]2s Carbon-Fiber-Reinforced Polymer Laminates" Micromachines 14, no. 12: 2209. https://doi.org/10.3390/mi14122209