
MWCNTs-GNPs Reinforced TPU Composites with Thermal and Electrical Conductivity: Low-Temperature Controlled DIW Forming

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Polymer Solution Preparation
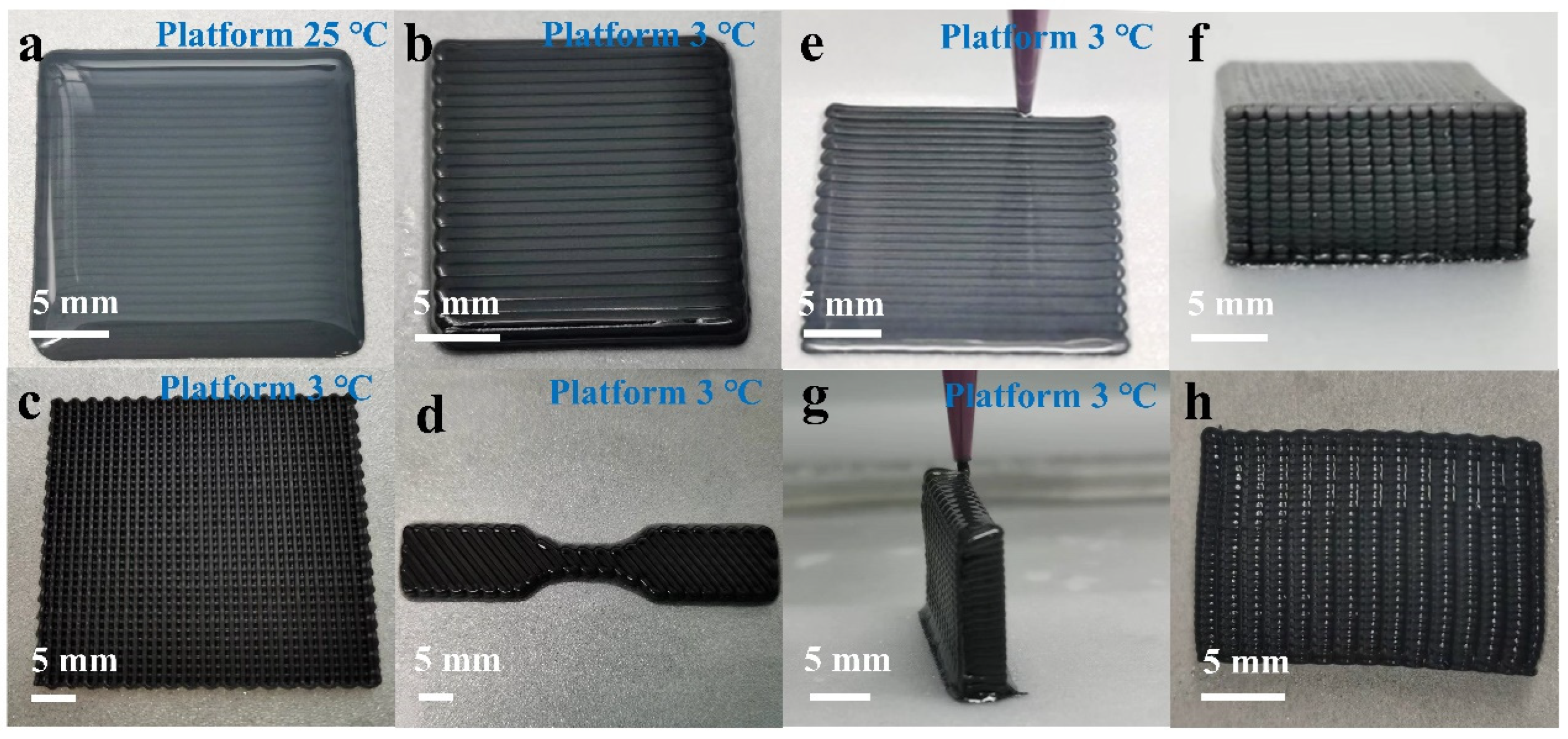
2.3. 3D Printing
2.4. Characterization
3. Result and Discussion
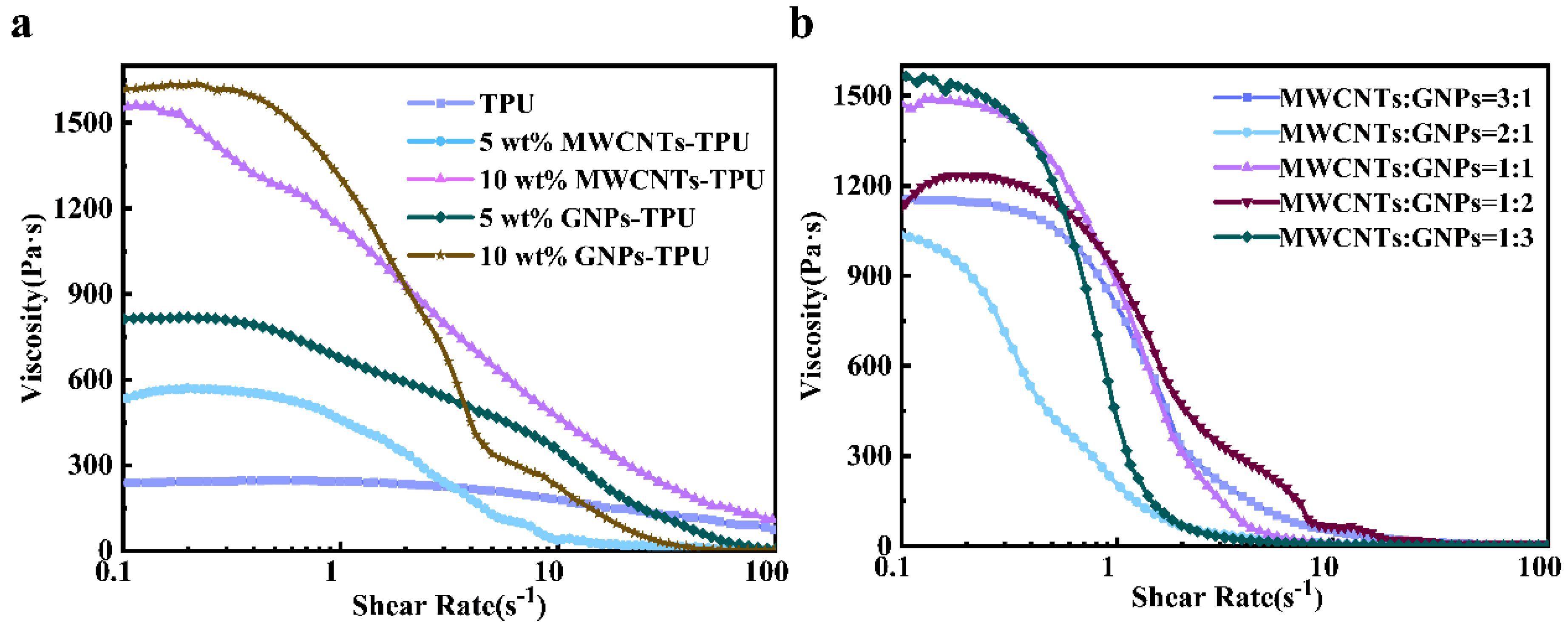
3.1. Rheological Properties of Bifunctional Composite Inks
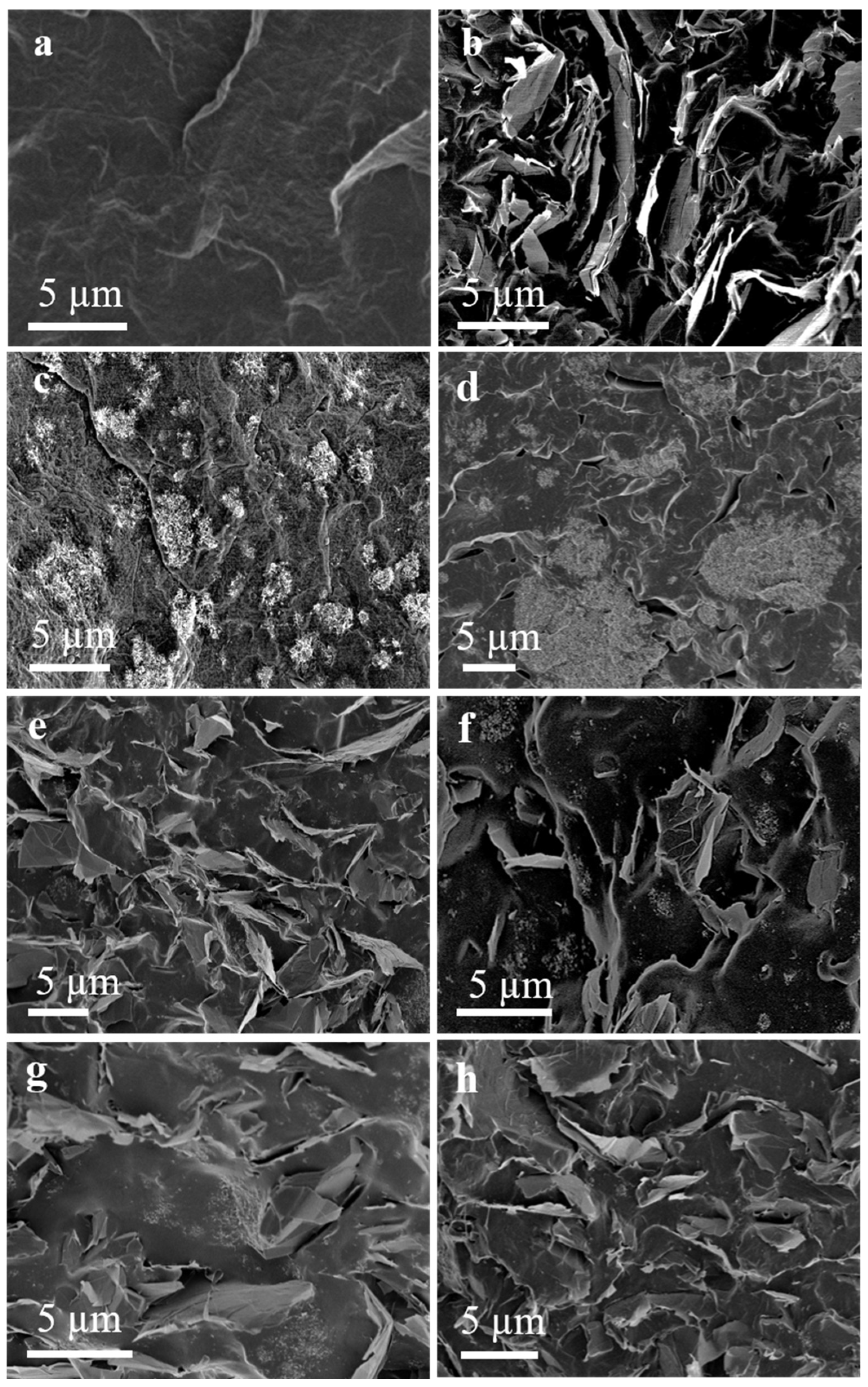
3.2. Morphological Characterization
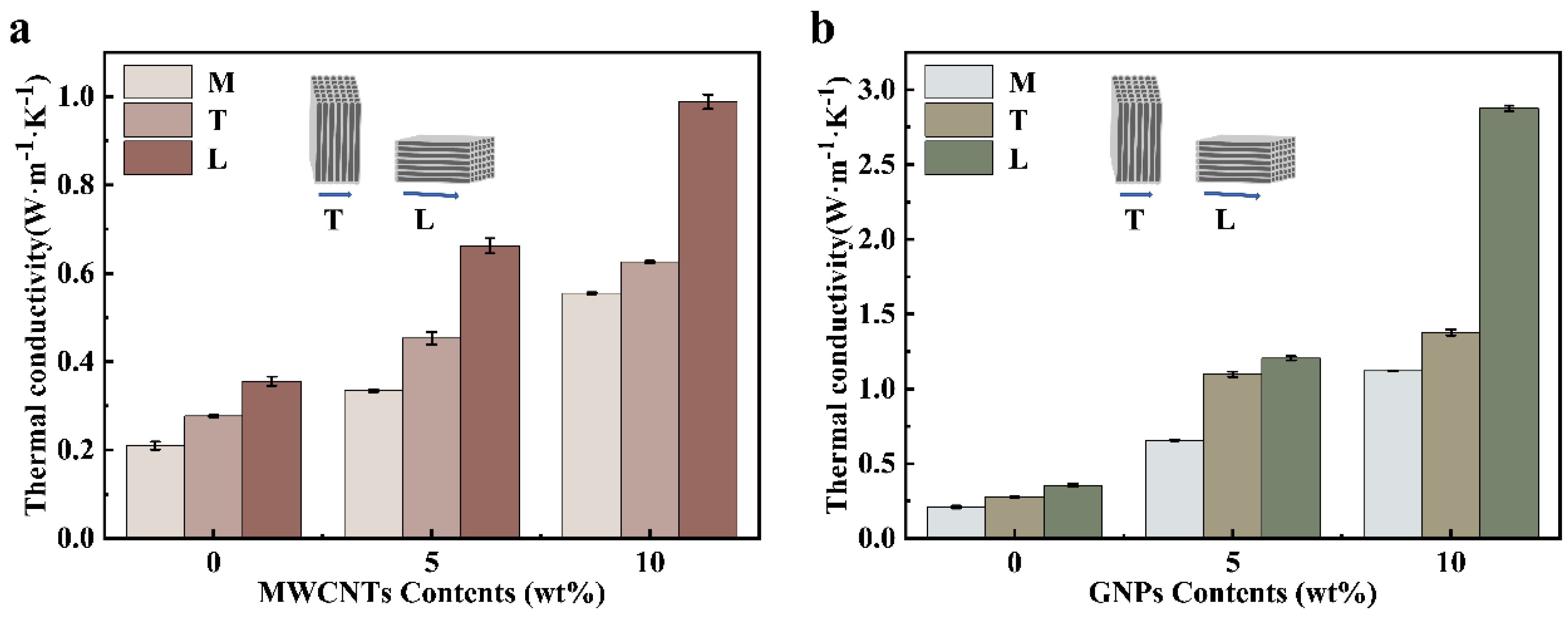
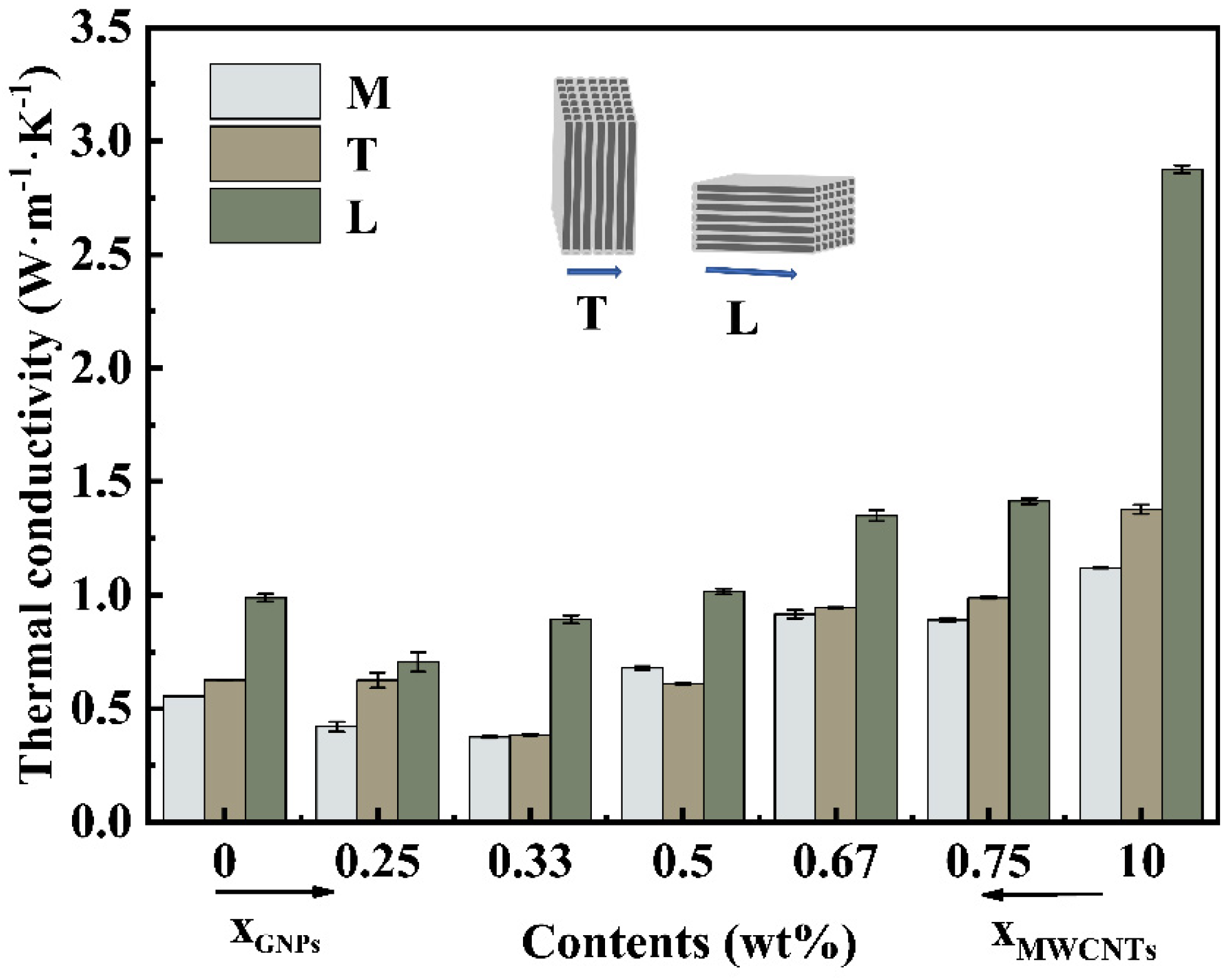
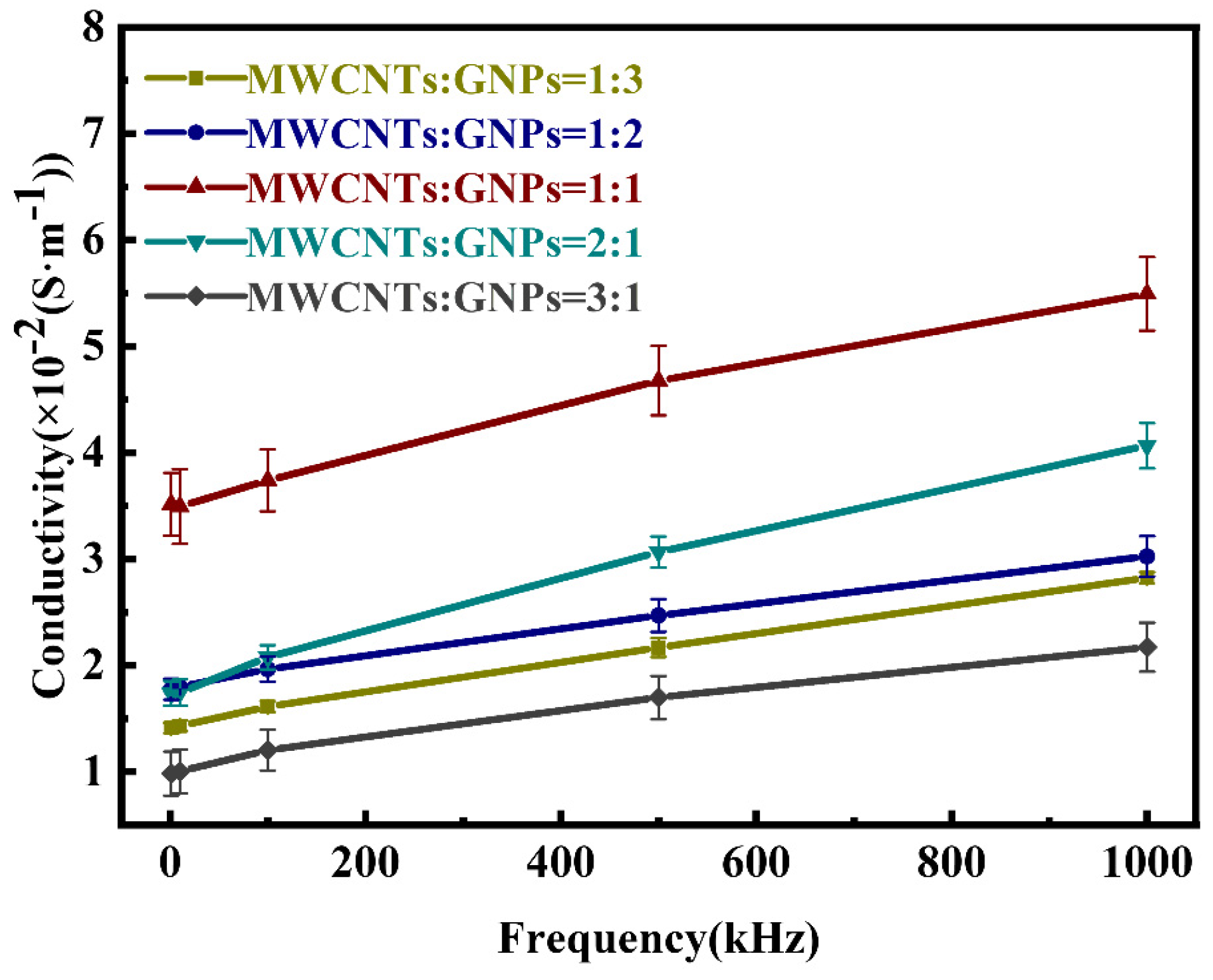
3.3. Thermal Conductivity and Electrical Conductivity of Printed Samples
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chung, D. A review of multifunctional polymer-matrix structural composites. Compos. Part B Eng. 2019, 160, 644–660. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Resistance welding of thermoplastic composites with a nanocomposite heating element. Compos. Part B Eng. 2019, 165, 779–784. [Google Scholar] [CrossRef]
- Zhao, F.; Shi, Y.; Pan, L.; Yu, G. Multifunctional nanostructured conductive polymer gels: Synthesis, properties, and applications. Acc. Chem. Res. 2017, 50, 1734–1743. [Google Scholar] [CrossRef] [Green Version]
- de Castro Motta, J.; Qaderi, S.; Farina, I.; Singh, N.; Amendola, A.; Fraternali, F. Experimental characterization and mechanical modeling of additively manufactured TPU components of innovative seismic isolators. Acta Mech. 2022, 1, 12. [Google Scholar] [CrossRef]
- Ma, Y.; Wang, H.; Zhang, L.; Sheng, X.; Chen, Y. Flexible phase change composite films with improved thermal conductivity and superb thermal reliability for electronic chip thermal management. Compos. Part A Appl. Sci. Manuf. 2022, 163, 107203. [Google Scholar] [CrossRef]
- Wu, S.; Li, T.; Wu, M.; Xu, J.; Hu, Y.; Chao, J.; Yan, T.; Wang, R. Highly thermally conductive and flexible phase change composites enabled by polymer/graphite nanoplatelet-based dual networks for efficient thermal management. J. Mater. Chem. A 2020, 8, 20011–20020. [Google Scholar] [CrossRef]
- Zhang, Y.; Gu, J. A perspective for developing polymer-based electromagnetic interference shielding composites. Nano-Micro Lett. 2022, 14, 89. [Google Scholar] [CrossRef]
- Dassan, E.G.B.; Rahman, A.A.A.; Abidin, M.S.Z.; Akil, H.M. Carbon nanotube–reinforced polymer composite for electromagnetic interference application: A review. Nanotechnol. Rev. 2020, 9, 768–788. [Google Scholar] [CrossRef]
- Sobha, A.; Sreekala, P.; Narayanankutty, S.K. Electrical, thermal, mechanical and electromagnetic interference shielding properties of PANI/FMWCNT/TPU composites. Progress Org. Coat. 2017, 113, 168–174. [Google Scholar]
- Yadav, R.; Tirumali, M.; Wang, X.; Naebe, M.; Kandasubramanian, B. Polymer composite for antistatic application in aerospace. Def. Technol. 2019, 16, 107–118. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, C.; Du, Z.; Li, H.; Zou, W. Preparation of antistatic polystyrene superfine powder with polystyrene modified carbon nanotubes as antistatic agent. Compos. Sci. Technol. 2017, 138, 1–7. [Google Scholar] [CrossRef]
- Huang, C.; Qian, X.; Yang, R. Thermal conductivity of polymers and polymer nanocomposites. Mater. Sci. Eng. R Rep. 2018, 132, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Wu, K.; Lei, C.; Huang, R.; Yang, W.; Chai, S.; Geng, C.; Chen, F.; Fu, Q. Design and preparation of a unique segregated double network with excellent thermal conductive property. ACS Appl. Mater. Interfaces 2017, 9, 7637–7647. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dubé, M. Printing polymer nanocomposites and composites in three dimensions. Adv. Eng. Mater. 2018, 20, 1700539. [Google Scholar] [CrossRef]
- Yuan, S.; Bai, J.; Chua, C.K.; Wei, J.; Zhou, K. Highly enhanced thermal conductivity of thermoplastic nanocomposites with a low mass fraction of MWCNTs by a facilitated latex approach. Compos. Part A Appl. Sci. Manuf. 2016, 90, 699–710. [Google Scholar] [CrossRef]
- Chen, H.; Wei, H.; Chen, M.; Meng, F.; Li, H.; Li, Q. Enhancing the effectiveness of silicone thermal grease by the addition of functionalized carbon nanotubes. Appl. Surf. Sci. 2013, 283, 525–531. [Google Scholar] [CrossRef]
- Gao, J.; He, Y.; Gong, X. Effect of electric field induced alignment and dispersion of functionalized carbon nanotubes on properties of natural rubber. Results Phys. 2018, 9, 493–499. [Google Scholar] [CrossRef]
- Sharma, A.; Tripathi, B.; Vijay, Y.K. Dramatic improvement in properties of magnetically aligned CNT/polymer nanocomposites. J. Membr. Sci. 2010, 361, 89–95. [Google Scholar] [CrossRef]
- Dong, M.; Zhang, J.; Hou, G.; Liu, L.; Qu, X.; Yu, Y.; Yuan, C.; Wang, X. Thermal conductivity of GP/ZnO@ CNTs nanocomposites improved greatly by orientation of CNTs under shear field. Compos. Commun. 2020, 17, 61. [Google Scholar] [CrossRef]
- Champeau, M.; Heinze, D.A.; Viana, T.N.; de Souza, E.R.; Chinellato, A.C.; Titotto, S. 4D printing of hydrogels: A review. Adv. Funct. Mater. 2020, 30, 1910606. [Google Scholar] [CrossRef]
- Siqueira, G.; Kokkinis, D.; Libanori, R.; Hausmann, M.K.; Gladman, A.S.; Neels, A.; Tingaut, P.; Zimmermann, T.; Lewis, J.A.; Studart, A.R. Cellulose nanocrystal inks for 3D printing of textured cellular architectures. Adv. Funct. Mater. 2017, 27, 1604619. [Google Scholar] [CrossRef]
- Guo, H.; Liu, J.; Wang, Q.; Liu, M.; Du, C.; Li, B.; Feng, L. High thermal conductive poly (vinylidene fluoride)-based composites with well-dispersed carbon nanotubes/graphene three-dimensional network structure via reduced interfacial thermal resistance. Compos. Sci. Technol. 2019, 181, 107713. [Google Scholar] [CrossRef]
- Sun, R.; Zhang, H.-B.; Liu, J.; Xie, X.; Yang, R.; Li, Y.; Hong, S.; Yu, Z.-Z. Highly conductive transition metal carbide/carbonitride (MXene)@polystyrene nanocomposites fabricated by electrostatic assembly for highly efficient electromagnetic interference shielding. Adv. Funct. Mater. 2017, 27, 1702807. [Google Scholar] [CrossRef]
- Chang, C.M.; Liu, Y.L. Electrical conductivity enhancement of polymer/multiwalled carbon nanotube (MWCNT) composites by thermally-induced defunctionalization of MWCNTs. ACS Appl. Mater. Interfaces 2011, 3, 2204. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, Y.; Liang, Z. Solution processed organic thermoelectrics: Towards flexible thermoelectric modules. Energy Environ. Sci. 2014, 8, 401–422. [Google Scholar] [CrossRef]
- Guo, Z.; Xu, J.; Chen, Y.; Guo, Z.; Yu, P.; Liu, Y.; Zhao, J. High-sensitive and stretchable resistive strain gauges: Parametric design and DIW fabrication. Compos. Struct. 2019, 223, 110955. [Google Scholar] [CrossRef]
- Guan, R.; Zheng, H.; Liu, Q.; Ou, K.; Li, D.-S.; Fan, J.; Fu, Q.; Sun, Y. DIW 3D printing of hybrid magnetorheological materials for application in soft robotic grippers. Compos. Sci. Technol. 2022, 223, 109409. [Google Scholar] [CrossRef]
- Xu, C.; Quinn, B.; Lebel, L.L.; Therriault, D.; L’Esperance, G. Multi-material direct ink writing (DIW) for complex 3D metallic structures with removable supports. ACS Appl. Mater. Interfaces 2019, 11, 8499–8506. [Google Scholar] [CrossRef]
- Sarmah, A.; Desai, S.K.; Crowley, A.G.; Zolton, G.C.; Tezel, G.B.; Harkin, E.M.; Tran, T.Q.; Arole, K.; Green, M.J. Additive manufacturing of nanotube-loaded thermosets via direct ink writing and radio-frequency heating and curing. Carbon 2022, 200, 307–316. [Google Scholar] [CrossRef]
- Li, Q.; Dong, Q.; Wang, J.; Xue, Z.; Li, J.; Yu, M.; Zhang, T.; Wan, Y.; Sun, H. Direct ink writing (DIW) of graphene aerogel composite electrode for vanadium redox flow battery. J. Power Sour. 2022, 542, 231810. [Google Scholar] [CrossRef]
- Li, Z.; Xu, M.; Wang, J.; Zhang, F. Recent advances in cryogenic 3D printing technologies. Advanced Engineering Materials. Adv. Eng. Mater. 2022, 24, 2200245. [Google Scholar] [CrossRef]
- Guo, S.Z.; Heuzey, M.C.; Therriault, D. Properties of polylactide inks for solvent-cast printing of three-dimensional freeform microstructures. Langmuir 2014, 30, 1142–1150. [Google Scholar] [CrossRef] [PubMed]
- Safdari, M.; Al-Haik, M.S. Synergistic electrical and thermal transport properties of hybrid polymeric nanocomposites based on carbon nanotubes and graphite nanoplatelets. Carbon 2013, 64, 111–121. [Google Scholar] [CrossRef]
- Chen, J.; Liu, B.; Gao, X.; Xu, D. A review of the interfacial characteristics of polymer nanocomposites containing carbon nanotubes. RSC Adv. 2018, 8, 28048–28085. [Google Scholar] [CrossRef] [Green Version]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, C.; Long, F.; Shi, X.; Wang, Y.; Dong, J.; Ying, S.; Li, Y.; Cheng, Y.; Guo, J.; Xu, G.; et al. MWCNTs-GNPs Reinforced TPU Composites with Thermal and Electrical Conductivity: Low-Temperature Controlled DIW Forming. Micromachines 2023, 14, 815. https://doi.org/10.3390/mi14040815
Duan C, Long F, Shi X, Wang Y, Dong J, Ying S, Li Y, Cheng Y, Guo J, Xu G, et al. MWCNTs-GNPs Reinforced TPU Composites with Thermal and Electrical Conductivity: Low-Temperature Controlled DIW Forming. Micromachines. 2023; 14(4):815. https://doi.org/10.3390/mi14040815
Chicago/Turabian StyleDuan, Chenqi, Fei Long, Xiaolu Shi, Yuting Wang, Jiajing Dong, Songtao Ying, Yesheng Li, Yuchuan Cheng, Jianjun Guo, Gaojie Xu, and et al. 2023. "MWCNTs-GNPs Reinforced TPU Composites with Thermal and Electrical Conductivity: Low-Temperature Controlled DIW Forming" Micromachines 14, no. 4: 815. https://doi.org/10.3390/mi14040815