
Effect of Solder Layer Void Damage on the Temperature of IGBT Modules

Abstract
:1. Introduction
2. Heat Transfer Calculation of IGBTs
2.1. Heat Transfer Theory
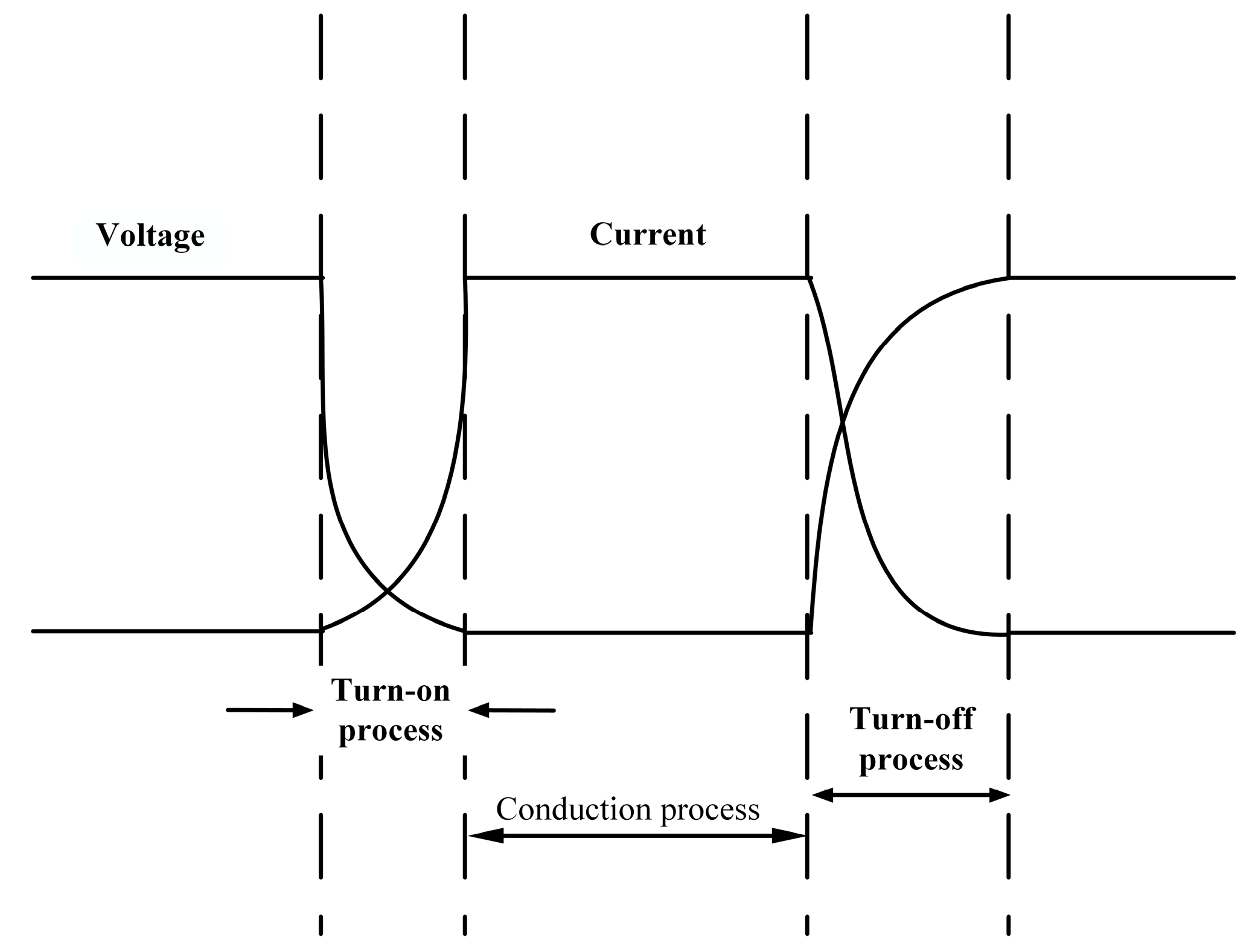
2.2. Module Loss Calculation
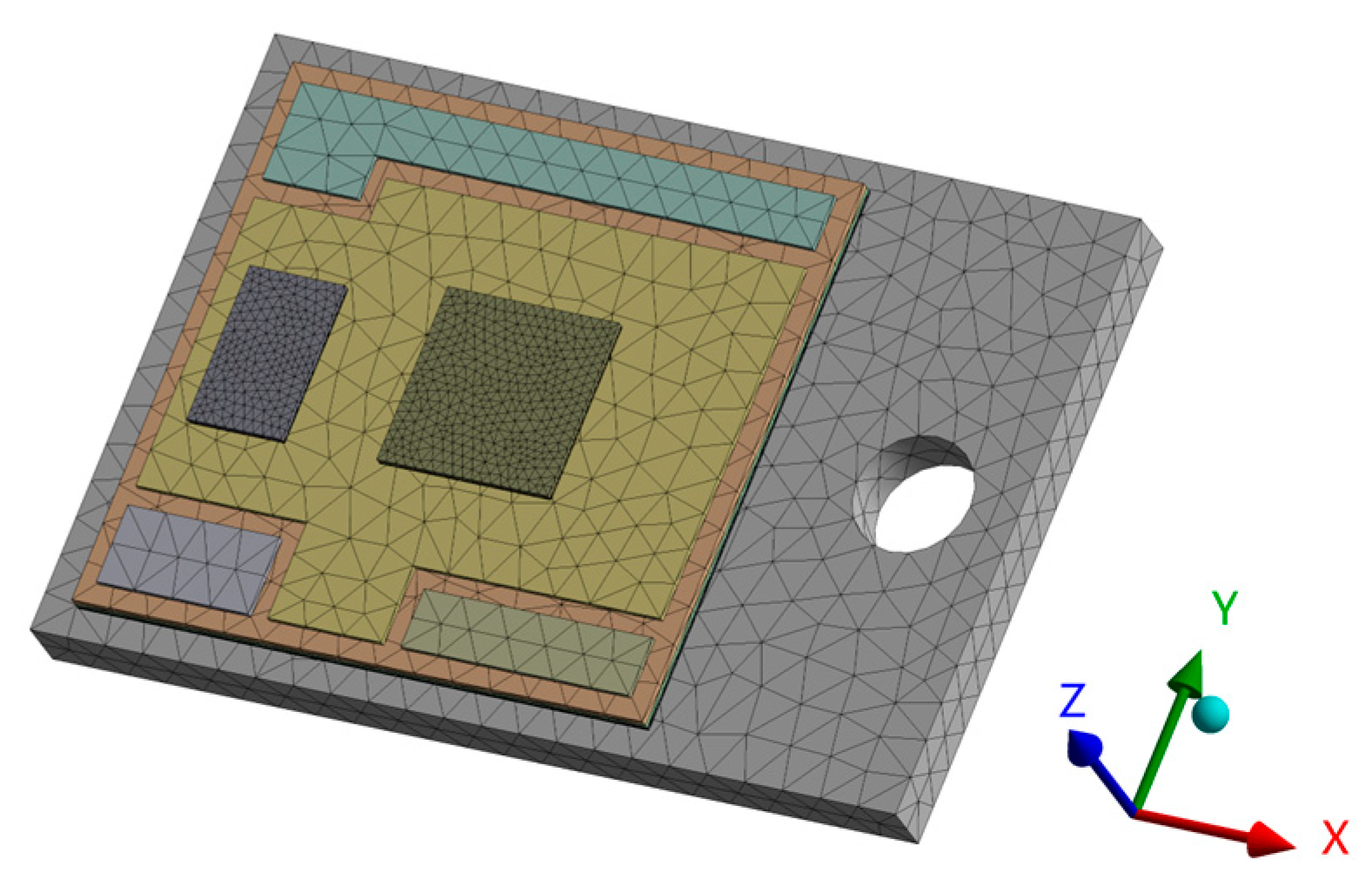
3. IGBT Finite Element Model and Parameters
3.1. Model Size and Some Material Properties
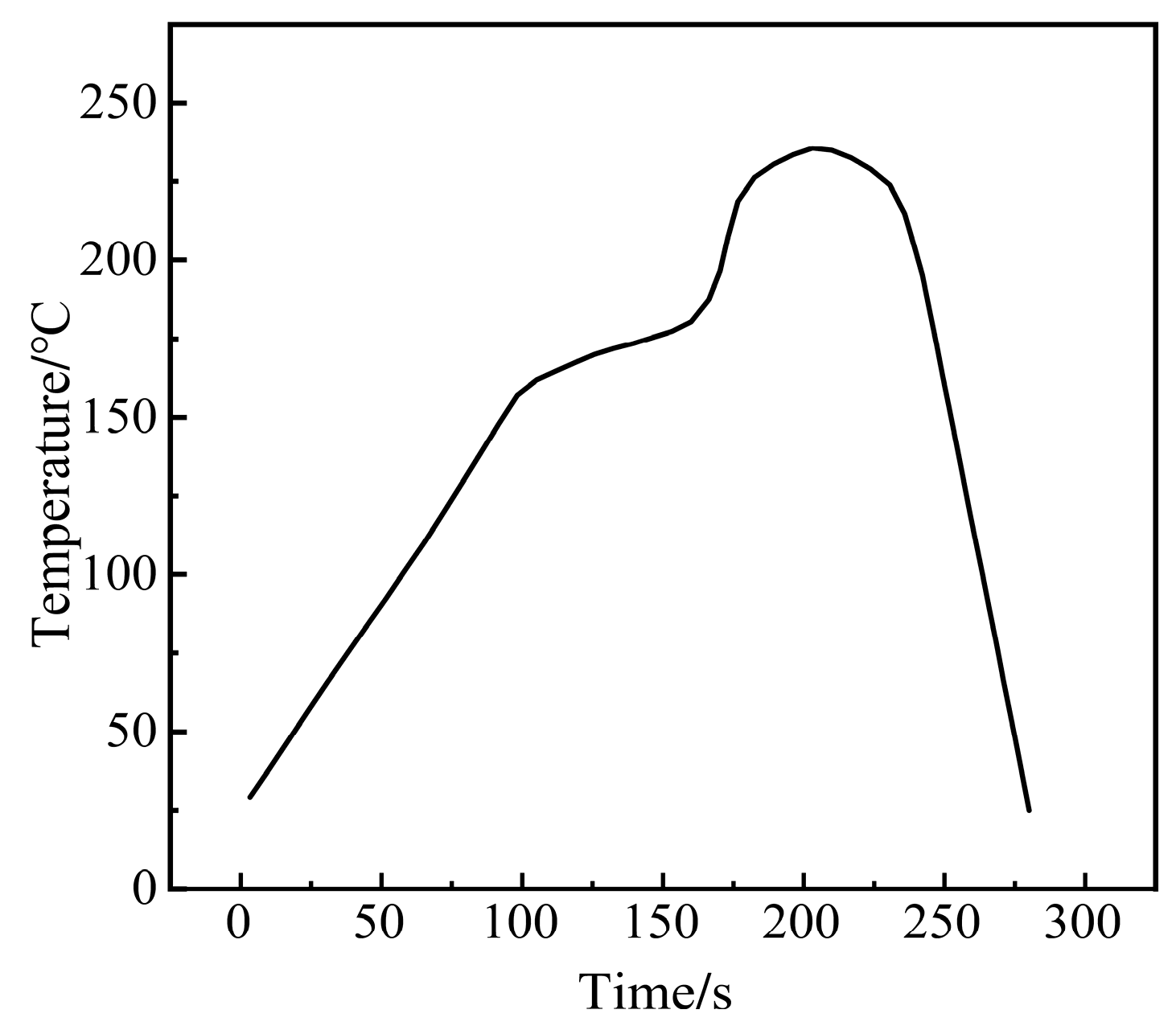
3.2. Boundary Conditions and Load Application
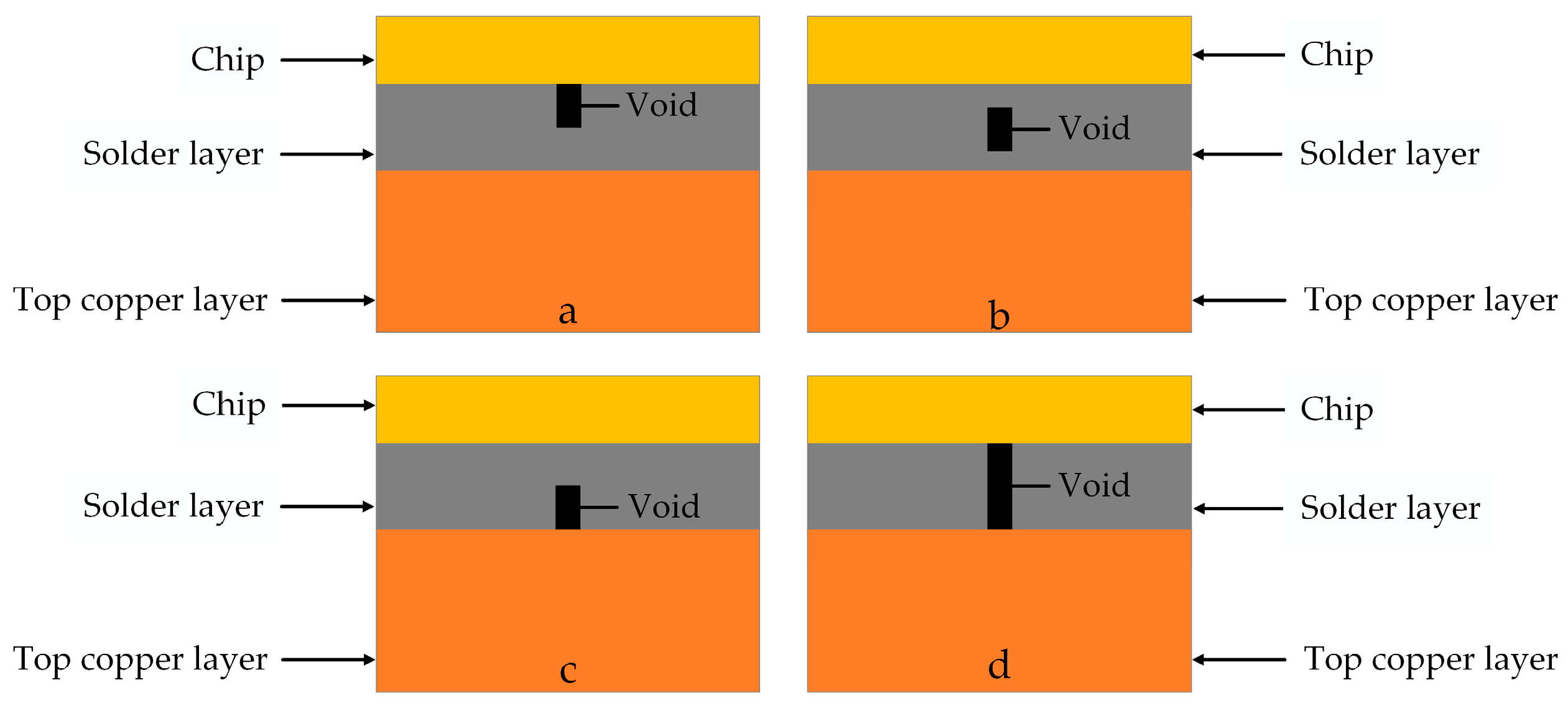
4. Analysis of the Mechanism of the Formation of Voids in the Solder Layer
Type of Solder Layer Void
5. Finite Element Analysis and Discussion
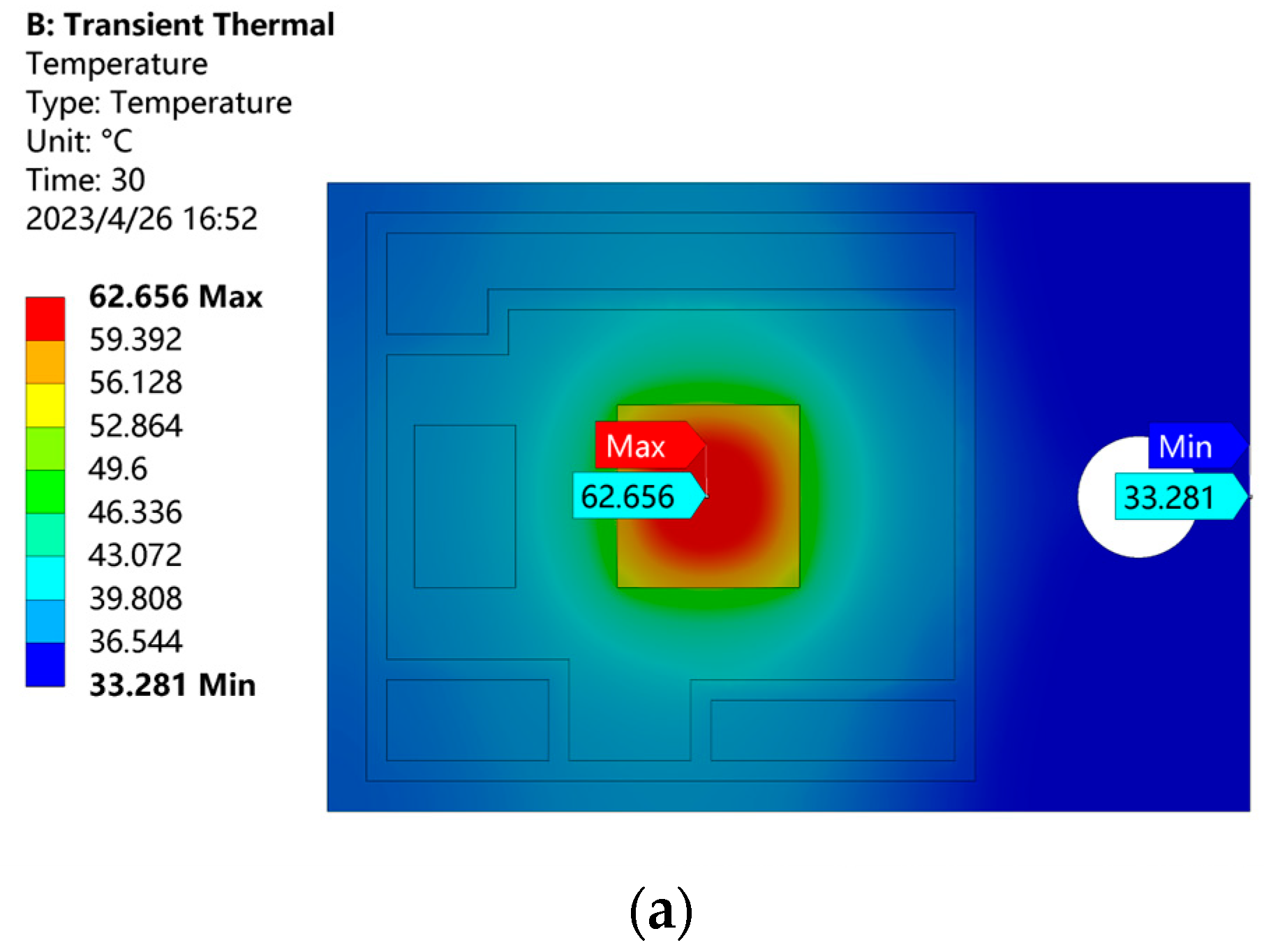
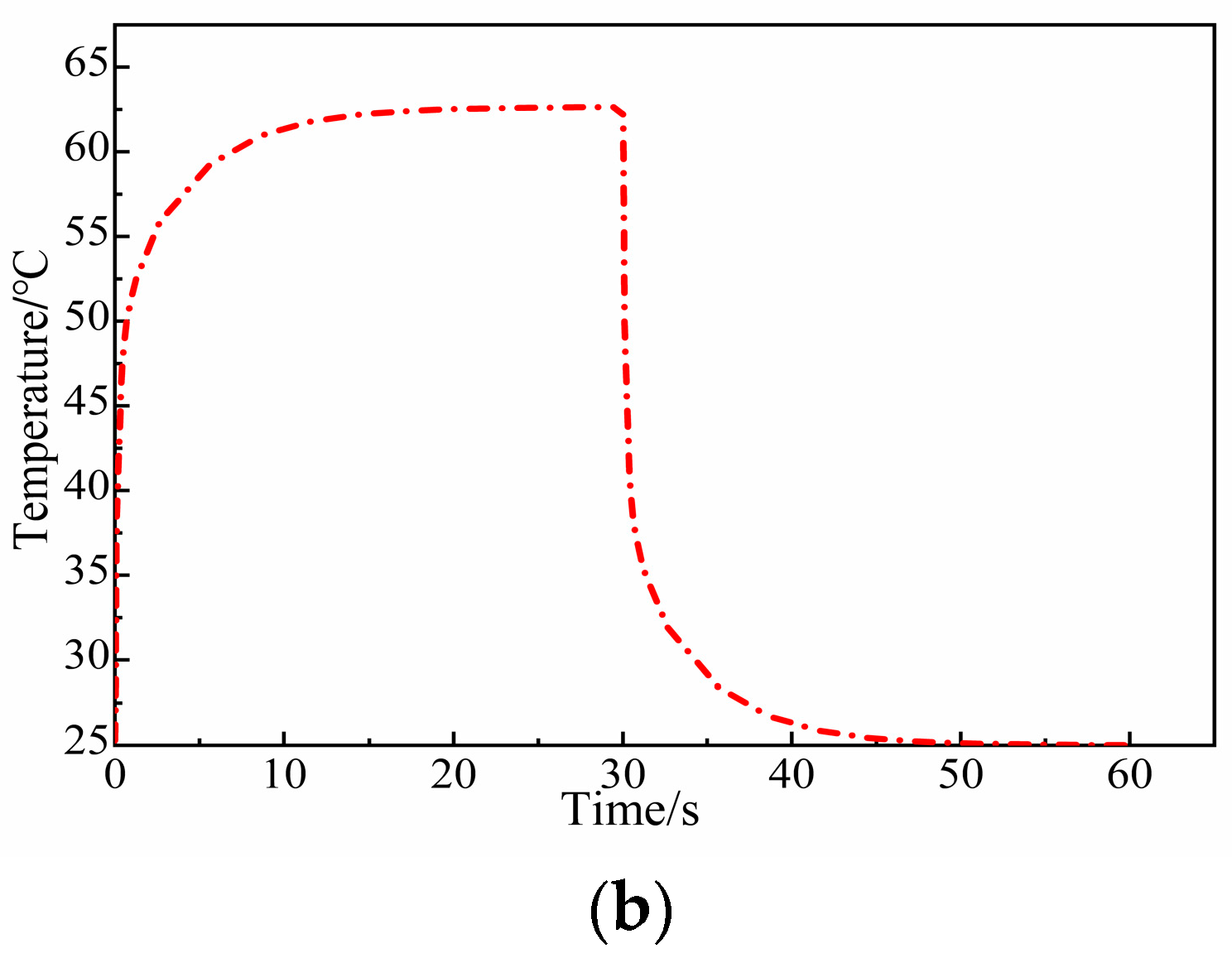
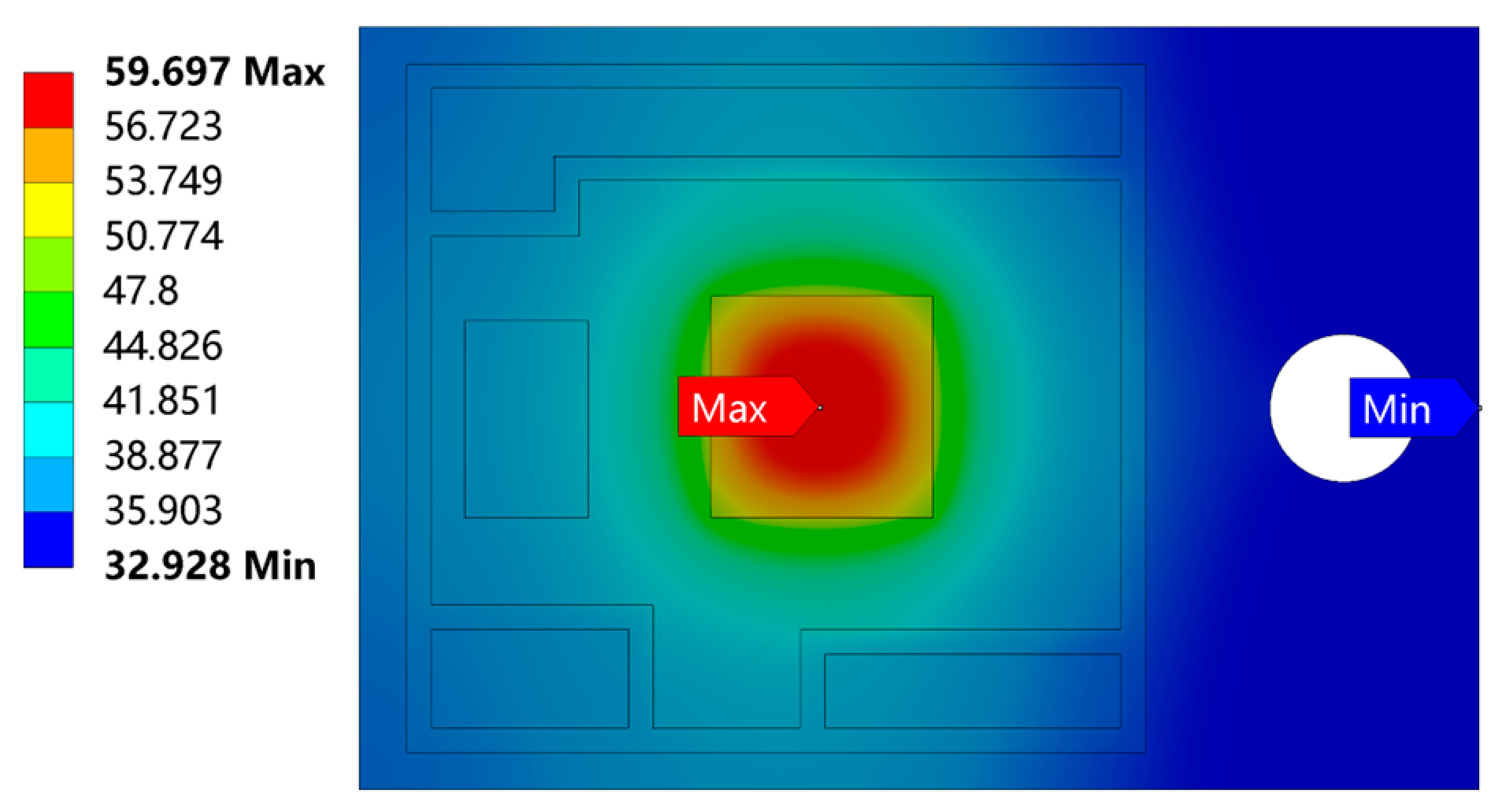
5.1. Temperature Distribution of IGBT Module in Open-Break State
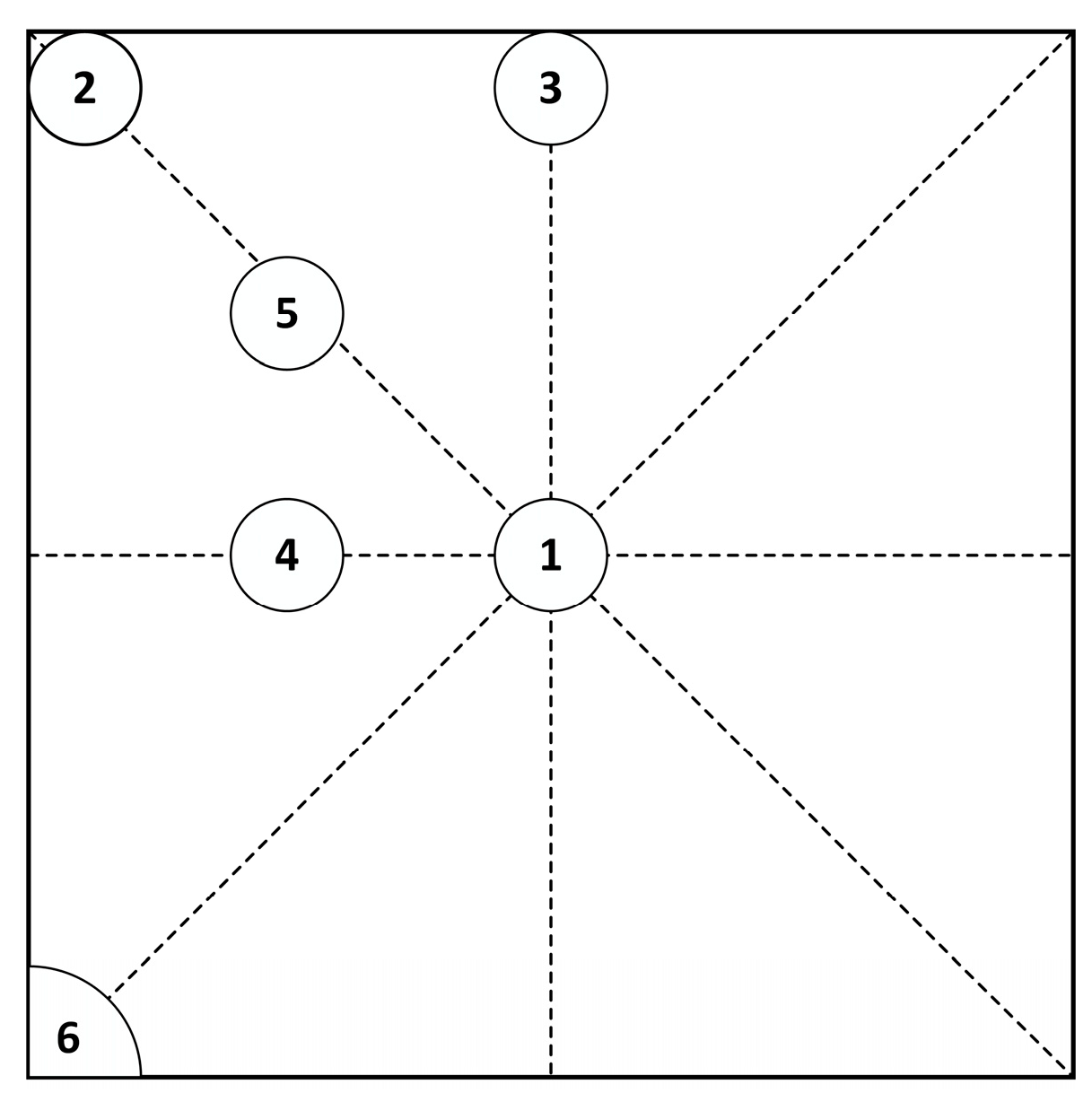
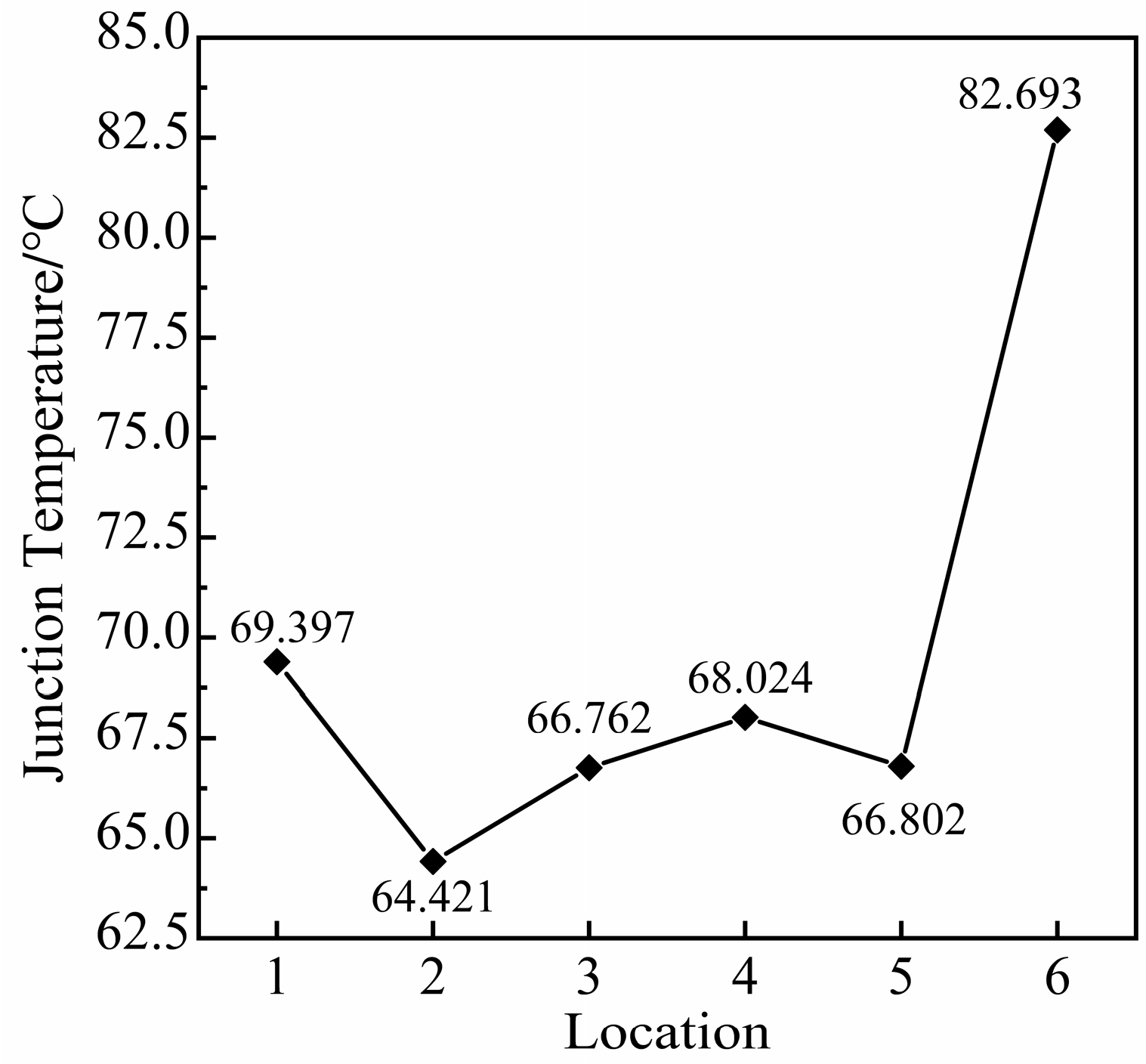
5.2. Single Void Finite Element Analysis
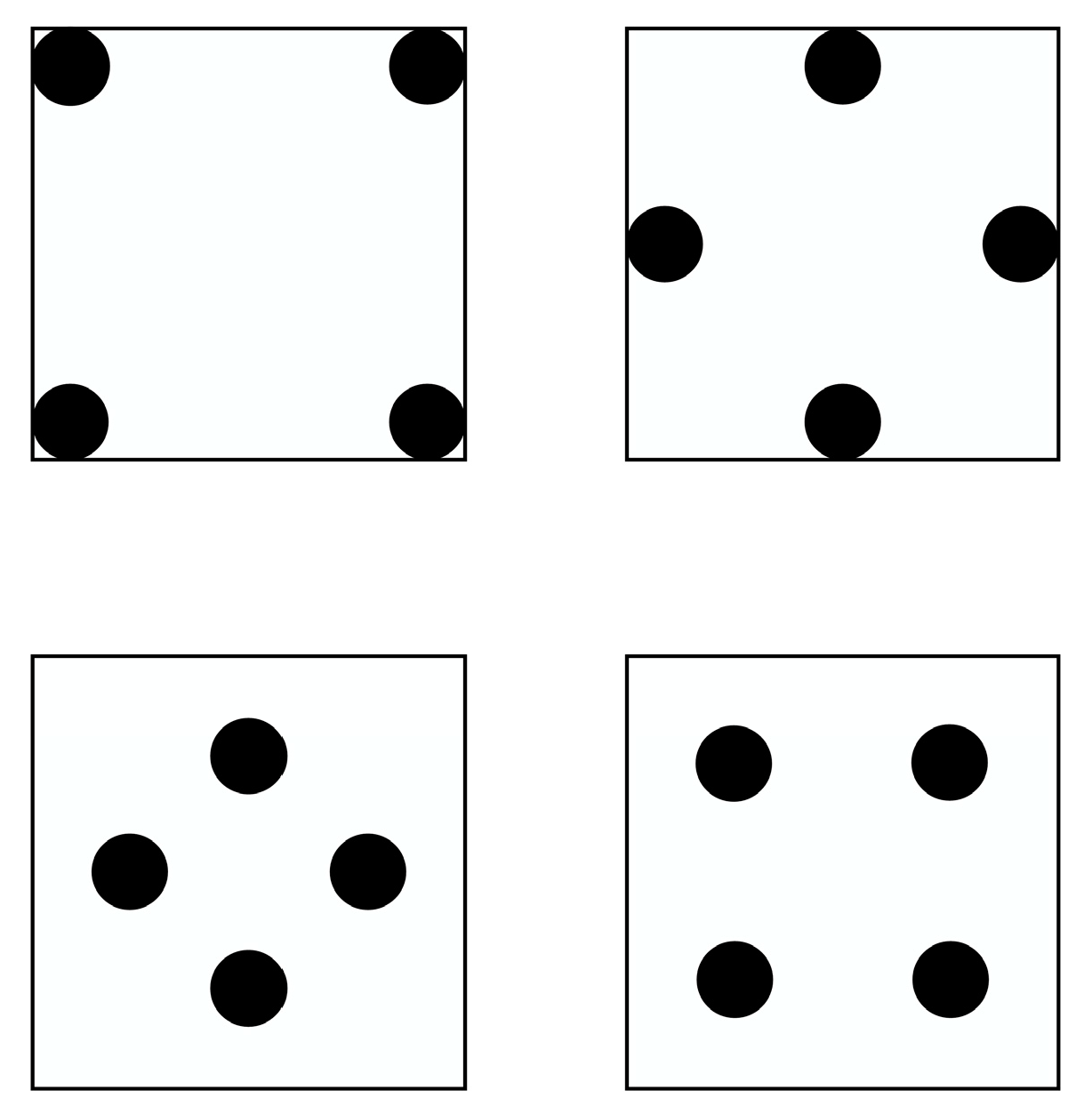
5.3. Multiple Voids Finite Element Analysis
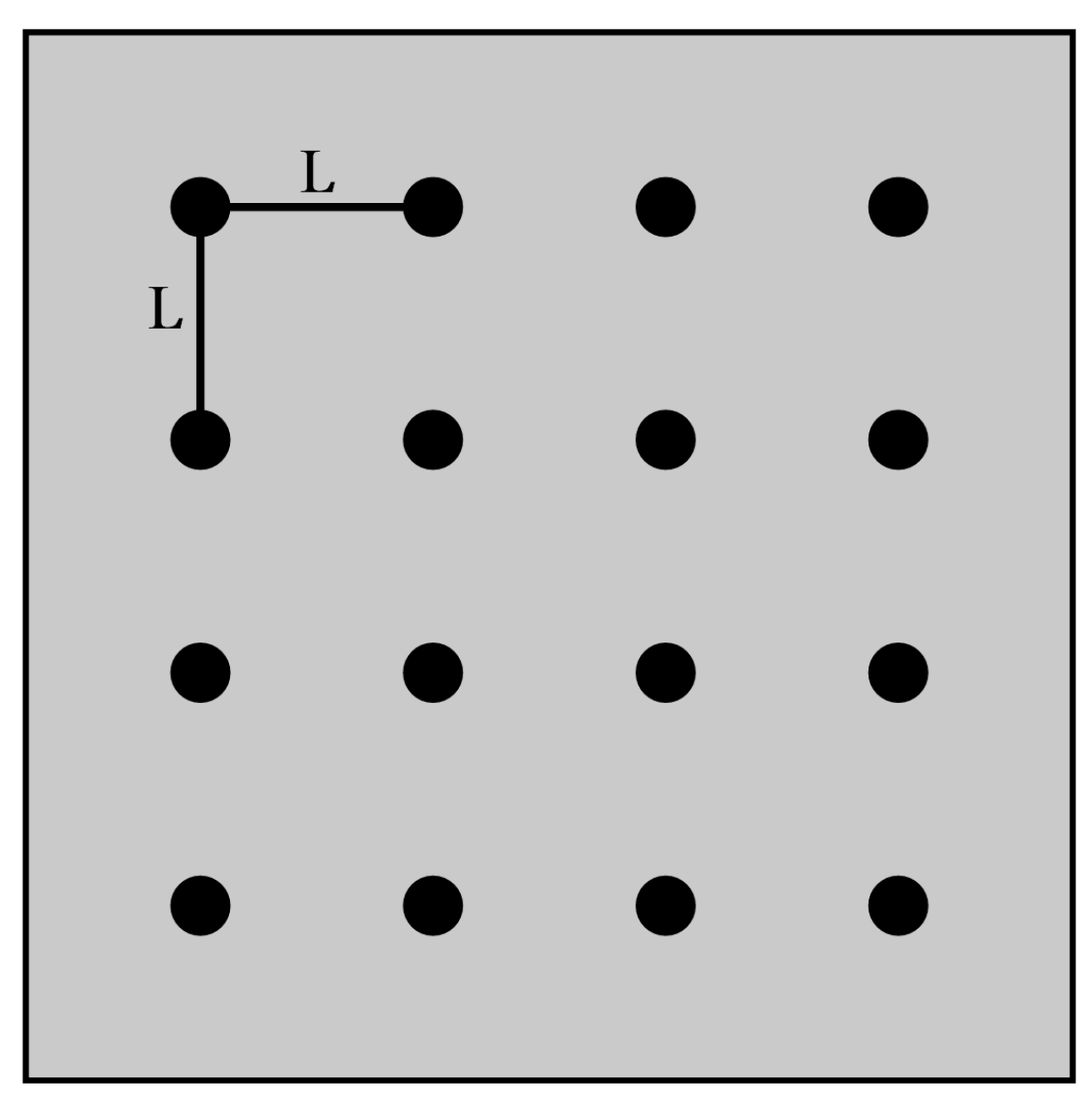
5.4. Multiple Voids Spacing Finite Element Analysis
5.5. Effect of Solder Layer Voids on Module Junction Temperature under Different Materials
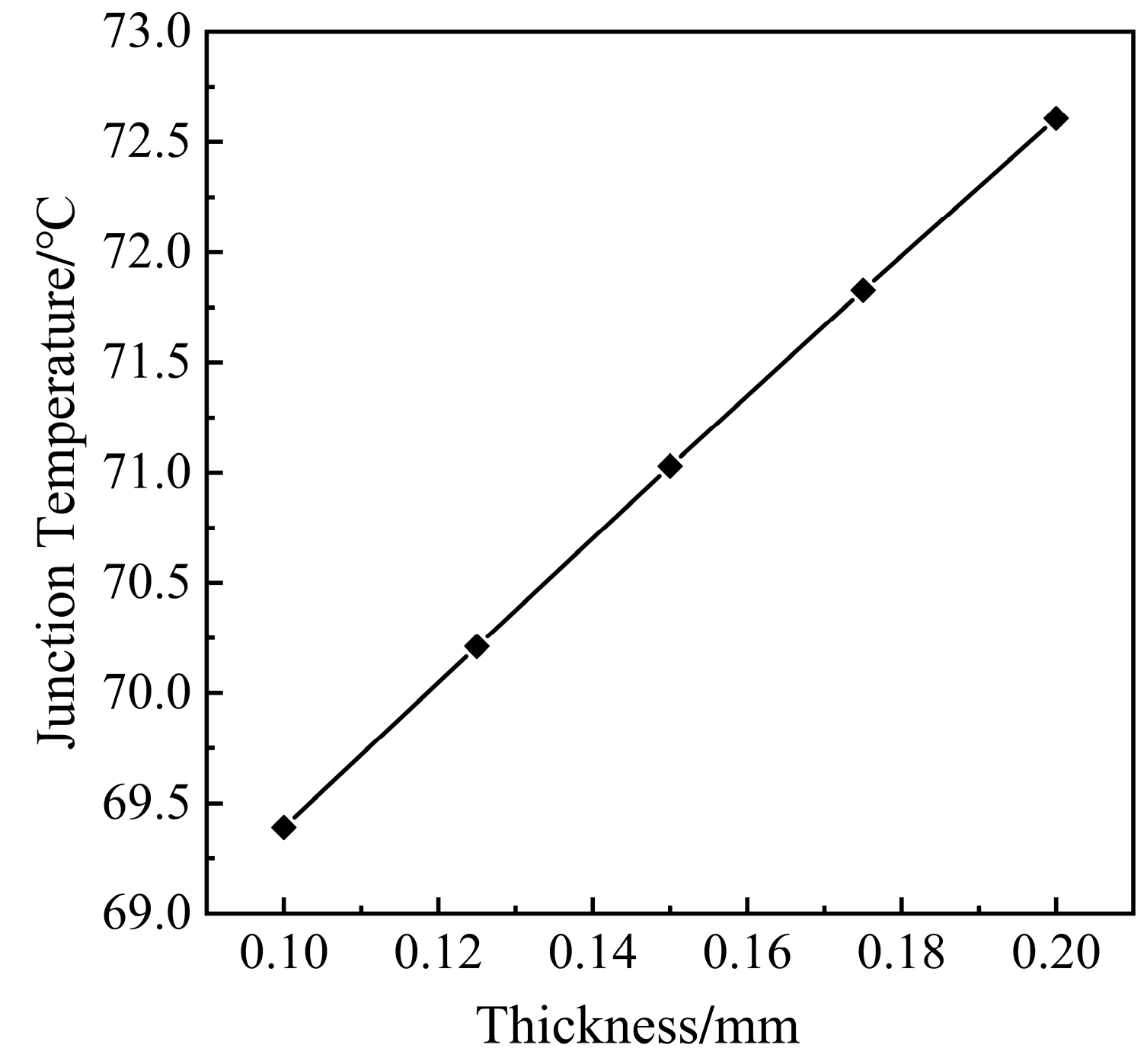
5.6. Effect of Solder Layer Thickness on Temperature Distribution in the Presence of Voids
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.G.; Zhang, J.; Tang, S.G. IGBT structure and development trend. Electron. Compon. Inf. Technol. 2021, 5, 76–78. [Google Scholar]
- Li, H.; Liao, X.; Zeng, Z.; Hu, Y.; Li, Y.; Liu, S.; Ran, L. Thermal Coupling Analysis in a Multichip Paralleled IGBT Module for a DFIG Wind Turbine Power Converter. IEEE Trans. Energy Convers. 2016, 32, 80–90. [Google Scholar] [CrossRef] [Green Version]
- Chen, D.F.; Sun, C.Y.; Chen, L. Design and testing of motor controllers for new energy vehicles. Mot. Control Appl. 2021, 48, 95–99. [Google Scholar]
- Cui, Y.B.; Feng, W.; Yao, Y. Power drive design and verification techniques for aerospace high-power electric servo systems. Shanghai Aerosp. 2022, 39, 51–57. [Google Scholar]
- Lai, W.; Li, H. Investigation on the Effects of Unbalanced Clamping Force on Multichip Press Pack IGBT Modules. IEEE J. Emerg. Sel. Top. Power Electron. 2019, 7, 2314–2322. [Google Scholar] [CrossRef]
- Li, H.; Wang, X.; Yao, R. Reliability modeling and analysis of press-pack IGBTs considering internal material fatigue. Electr. Power 2019, 52, 30–37. [Google Scholar]
- June-Seok, L.; Ui-Min, C. Comparison of Heat-Pipe Cooling System Design Processes in Railway Propulsion Inverter Considering Power Module Reliability. Energies 2019, 12, 4676. [Google Scholar]
- Choi, U.-M.; Blaabjerg, F.; Jorgensen, S. Power Cycling Test Methods for Reliability Assessment of Power Device Modules in Respect to Temperature Stress. IEEE Trans. Power Electron. 2018, 33, 2531–2551. [Google Scholar] [CrossRef] [Green Version]
- She, C.H.; Yang, L.L.; Tan, L.P.; Liu, P.S. Study on the Stress and Warpage of Flip Chip Package Under Current Crowding. J. Nantong Univ. (Nat. Sci. Ed.) 2020, 4, 42–48. [Google Scholar]
- Abuelnaga, A.; Narimani, M.; Bahman, A.S. A review on IGBT module failure modes and lifetime testing. IEEE Access 2021, 9, 9643–9663. [Google Scholar] [CrossRef]
- Degrenne, N.; Delamea, R.; Mollov, S. Temperature Evolution as an effect of Wire-bond Failures in a Multi-Chip IGBT Power Module. In Proceedings of the 22nd European Conference on Power Electronics and Applications (EPE’20 ECCE Europe), Lyon, France, 7–11 September 2020; pp. 1–8. [Google Scholar]
- Hao, J.H.; Su, L.C. Effect of void in solder layer on IGBT chip temperature. Mod. Electron. Technol. 2018, 41, 151–156. [Google Scholar]
- Sun, H.F.; Yang, S.M. Effect of solder layer voids on the temperature distribution of insulated gate bipolar transistor (IGBT) modules. Sci. Technol. Eng. 2018, 18, 189–194. [Google Scholar]
- Surendar, A.; Kavitha, M.; Arun, M.; Panwar, V. Reliability Assessment of Solder Joints in Electronic Devices Under Extreme Thermal Fluctuations. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 1394–1400. [Google Scholar] [CrossRef]
- Tang, S.X.; Ma, Q.; Chen, D. Analysis and evaluation method of IGBT module solder layer void growth. J. Instrum. 2020, 41, 244–254. [Google Scholar]
- Guo, Q.Y. Study on Fatigue Failure Mechanism of Solder Layer of IGBT Module; Tianjin University of Technology: Tianjin, China, 2020. [Google Scholar]
- Yang, G.; Liu, D.; Li, Z.; Wang, W.; Wang, T.; Heng, X. Analysis of the influence of voids in solder layer on IGBT failure based on ANSYS. In Proceedings of the 2021 IEEE 16th Conference on Industrial Electronics and Applications (ICIEA), Chengdu, China, 1–4 August 2021; pp. 768–773. [Google Scholar]
- Wu, Z.H.; He, Y.H. Estimation of IGBT Loss Model and Junction Temperature. Small Spec. Electr. Mach. 2022, 50, 24–28. [Google Scholar]
- Tan, L.P.; Liu, P.S.; She, C.H.; Xu, P.P. Heat Dissipation Characteristics of IGBT Module Based on Flow-Solid Coupling. Micromachines 2022, 13, 554. [Google Scholar] [CrossRef]
- Liu, P.S.; She, C.H.; Tan, L.P. Development of LED Package Heat Dissipation Research. Micromachines 2022, 13, 229. [Google Scholar] [CrossRef]
- Xiao, F.; Luo, Y.F.; Liu, B.L. Effect of solder layer voids on the thermal stability of IGBT devices. High Volt. Technol. 2018, 44, 1499–1506. [Google Scholar]
- Wang, C.; Tao, J.Y.; Wang, Y. Topology and fault ride-through strategy of a hybrid half-bridge-full-bridge sub-module bridge-arm multiplexing MMC. Chin. J. Electr. Eng. 2022, 42, 8297–8309. [Google Scholar]
- Amir, E.M.; Mark, J.C. In-service diagnostics for wire-bond life-off solder fatigue of power semiconductor packages. IEEE Trans. Power Electron. 2017, 32, 7187–7198. [Google Scholar]
- Tan, L.P.; She, C.H.; Liu, P.S.; Xu, P.P. Stress warpage analysis of IGBT module package reflow soldering. J. Xi’an Eng. Univ. 2021, 35, 74–80. [Google Scholar]
- Yang, T.; Jiang, Y.Q. Evaluation study of SMT placement process for SAW filters. Electron. Packag. 2021, 21, 32–36. [Google Scholar]
- Gao, Z.T.; Hu, R.; Guo, W. Effect of isothermal treatment of liquid phase lines under electromagnetic field on solidification organization and segregation of nickel-based high temperature alloys. Chin. J. Nonferrous Met. 2019, 29, 990–997. [Google Scholar]
- Vesely, P.; Horynova, E.; Stary, J. Solder joint quality evaluation based on heating factor. Circuit World 2018, 44, 37–44. [Google Scholar] [CrossRef]
- Xu, L. Research on Package Reliability of IGBT Power Module; Huazhong University of Science and Technology: Wuhan, China, 2016. [Google Scholar]
- Tan, L.W.; Niu, G.P.; Shi, W.D.; Shi, Z.H.; Chen, C. Experimental Investigation of Pressure Fluctuations for Centrifugal Pumps at Different Rotational Speed. J. Nantong Univ. (Nat. Sci. Ed.) 2020, 2, 56–63. [Google Scholar]
- Wang, G.M.; Li, C.C.; Niu, L.G. Application of Acoustic Scanning Microscope in Soldering Defects Inspection of IGBT Module. Electron. Process Technol. 2019, 40, 29–34. [Google Scholar]
- Li, H.R.; Lai, W.; Li, H.; Yao, R.; Yu, K.; An, J.P. Research on solder layer void evolution mechanism for IGBT module of electric locomotive in service. Electr. Drive Locomot. 2022, 289, 138–148. [Google Scholar]
- Shi, J.G.; Sun, W.F.; Jing, W.P. Failure Analysis of Voids in Automotive IGBT Die Attach Process. Electron. Packag. 2010, 10, 23–27. [Google Scholar]
- Hensler, A.; Lutz, J.; Thoben, M. First power cycling results of improved packing technologies for hybrid electrical vehicle applications. In Proceedings of the International Conference on Integrated Power Electronics Systems, Nuremberg, Germany, 16–18 March 2010; pp. 1–5. [Google Scholar]
- Chen, G.; Yu, L.; Mei, Y.H. Reliability comparison between SAC305 joint and sintered nanosilver joint at high temperatures for power electronic packaging. J. Mater. Process. Technol. 2014, 214, 1900–1908. [Google Scholar] [CrossRef]
- Fu, S.; Mei, Y.; Li, X. Reliability Evaluation of Multichip Phase-Leg IGBT Modules Using Pressureless Sintering of Nanosilver Paste by Power Cycling Tests. IEEE Trans. Power Electron. 2017, 32, 6049–6058. [Google Scholar] [CrossRef]
- Wu, Y.B.; Dai, X.P.; Wang, Y.G. Advances in advanced interconnection technologies in IGBT power module packaging. High Power Var. Curr. Technol. 2015, 7, 6–11. [Google Scholar]
- Yang, C.C.; Li, X.; Kong, Y.F. Performance study of nanosilver solder paste encapsulated high-power COB LED modules. J. Photolumin. 2016, 37, 94–99. [Google Scholar]
- Wu, R.; Wang, H.; Pedersen, K.B.; Ma, K.; Ghimire, P.; Iannuzzo, F.; Blaabjerg, F. A temperature-dependent thermal model of IGBT modules suitable for circuit-level simulations. IEEE Trans. Ind. Appl. 2016, 52, 3306–3314. [Google Scholar] [CrossRef] [Green Version]
- Deng, E.P.; Zhao, Z.B.; Zhang, P. Comparative Study on Method of Thermal Resistance Measurement for Press Pack IGBT Devices and IGBT module. Smart Grid 2016, 4, 631–638. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Material | Thermal Conductivity /(W·m−1·K−1) | Specific Heat Capacity /(J·Kg−1·K−1) | Density /(Kg·m−3) | Length /(mm) | Width /(mm) | Thickness /(mm) |
|---|---|---|---|---|---|---|---|
| IGBT chip | Si | 149 | 700 | 2300 | 9 | 9 | 0.32 |
| Diode | Si | 149 | 700 | 2300 | 5 | 8 | 0.30 |
| Chip Solder Layer | SAC305 | 32.7 | 150 | 7500 | 9 | 9 | 0.10 |
| DBC | Cu | 401 | 380 | 8900 | 0.30 | ||
| Al2O3 | 35 | 600 | 3600 | 30 | 28 | 0.40 | |
| Cu | 401 | 380 | 8900 | 30 | 28 | 0.30 | |
| Substrate solder layer | SAC305 | 32.7 | 150 | 7500 | 30 | 28 | 0.20 |
| Substrate | Cu | 401 | 380 | 8900 | 45.5 | 31 | 3.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, P.; Liu, P.; Yan, L.; Zhang, Z. Effect of Solder Layer Void Damage on the Temperature of IGBT Modules. Micromachines 2023, 14, 1344. https://doi.org/10.3390/mi14071344
Xu P, Liu P, Yan L, Zhang Z. Effect of Solder Layer Void Damage on the Temperature of IGBT Modules. Micromachines. 2023; 14(7):1344. https://doi.org/10.3390/mi14071344
Chicago/Turabian StyleXu, Pengpeng, Peisheng Liu, Lei Yan, and Zhao Zhang. 2023. "Effect of Solder Layer Void Damage on the Temperature of IGBT Modules" Micromachines 14, no. 7: 1344. https://doi.org/10.3390/mi14071344