
A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes

Abstract
:1. Introduction
2. Experimental
3. Result and Discussion
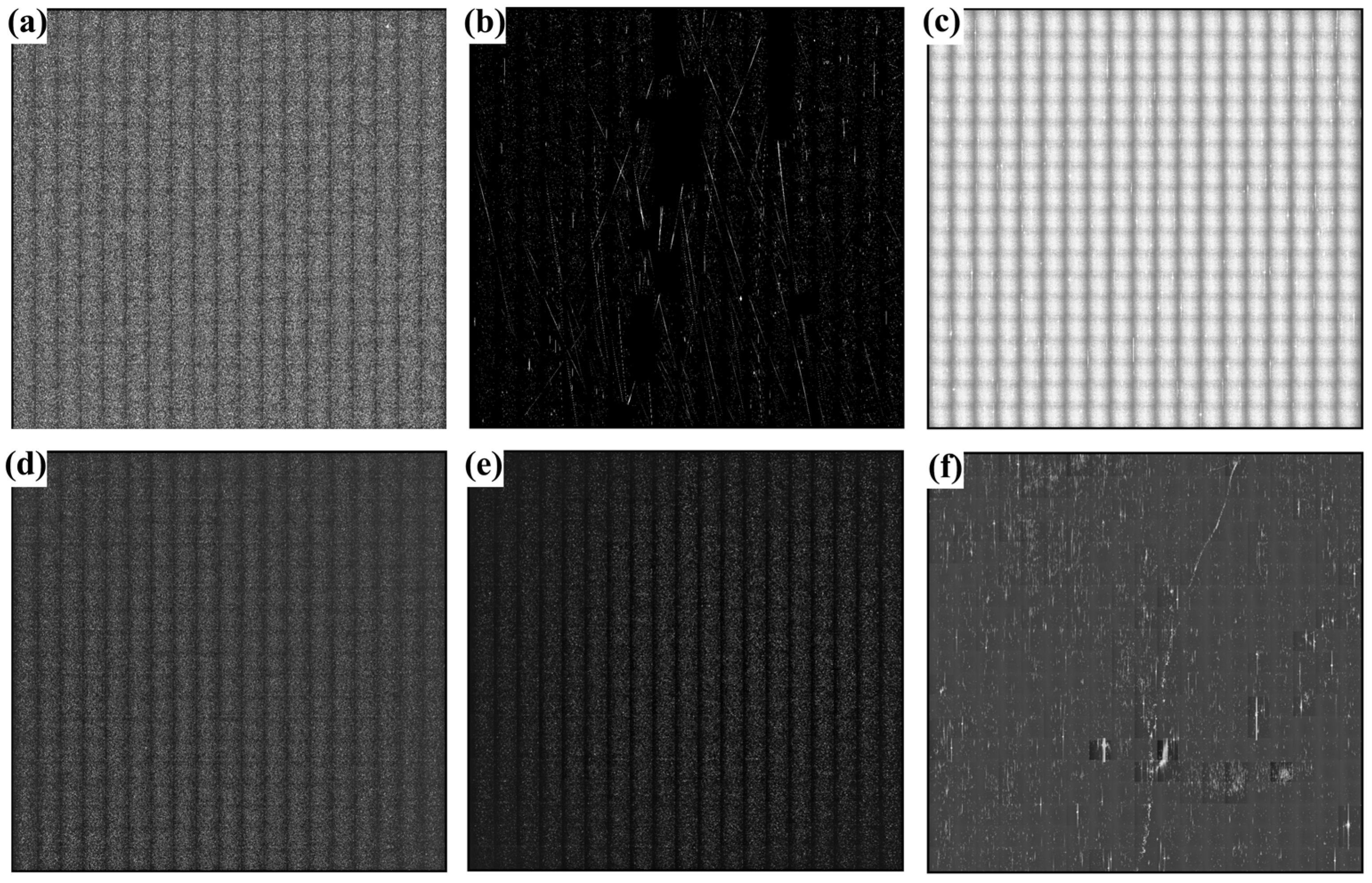
3.1. Surface Morphology of Un-Etched Samples
3.2. Sample Morphology after Etching
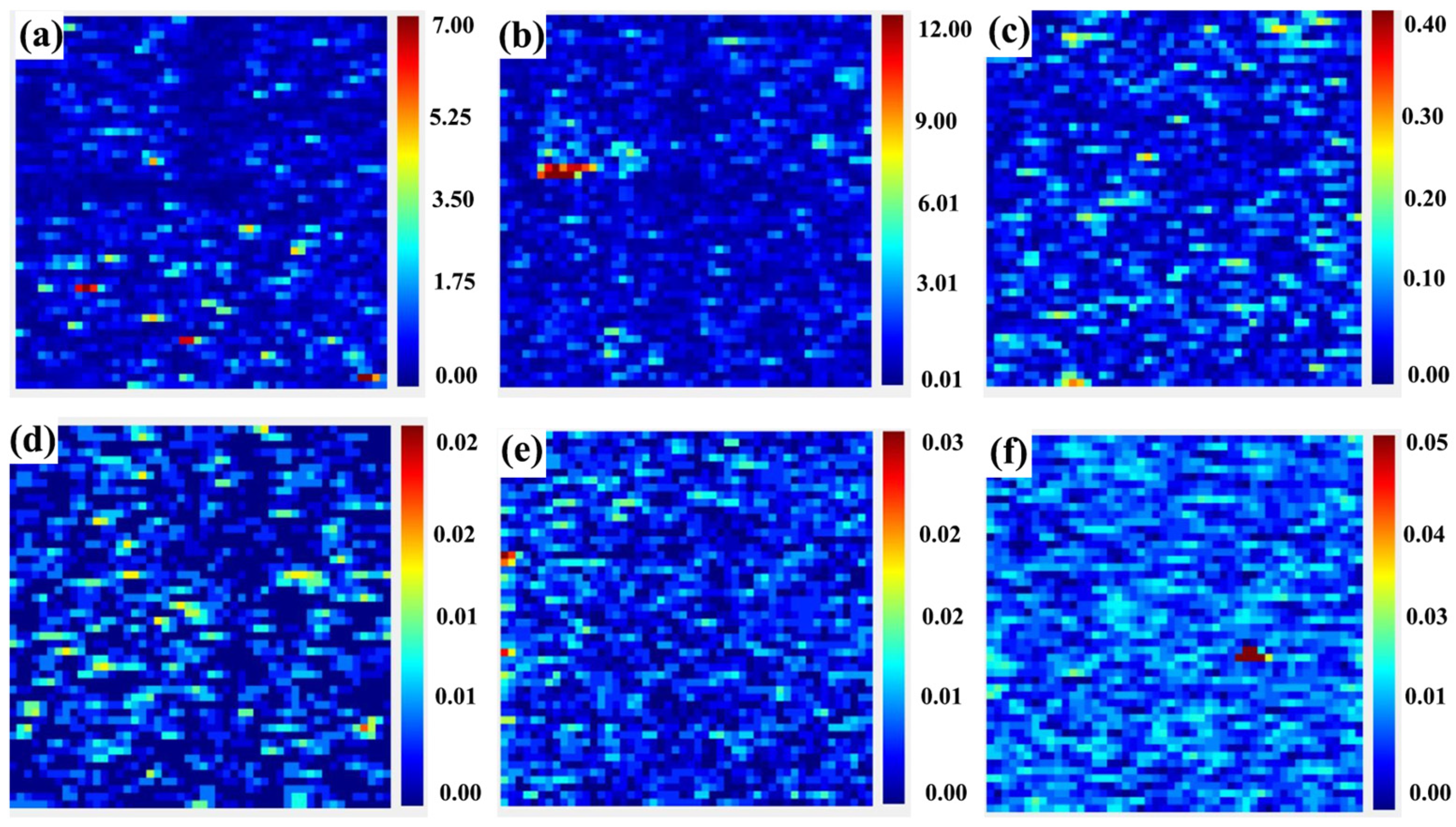
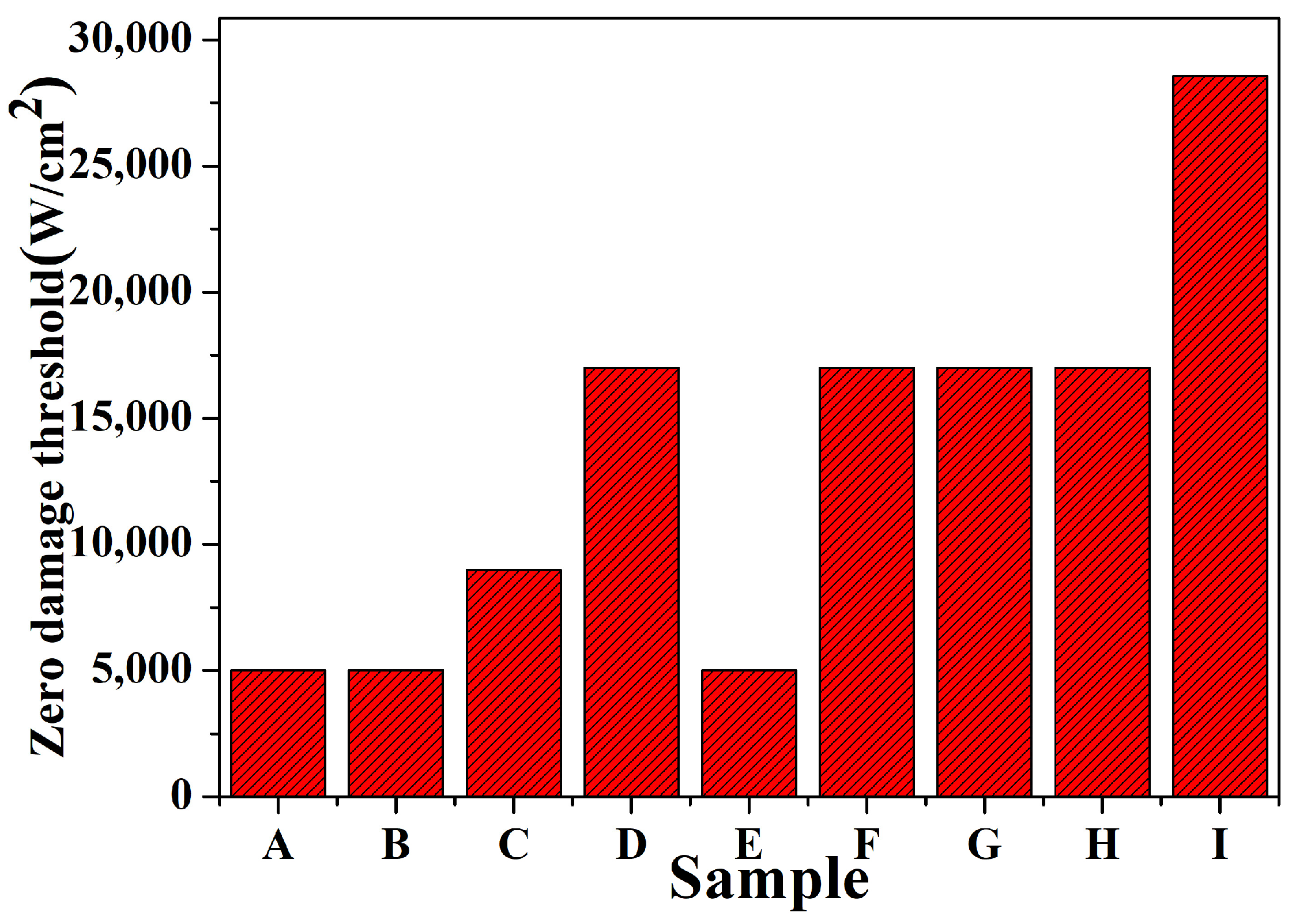
3.3. Damage Threshold and Morphology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Peng, Y.; Shen, B.; Wang, Z.; Yang, P.; Yang, W.; Bi, G. Review on polishing technology of small-scale aspheric optics. Int. J. Adv. Manuf. Technol. 2021, 115, 965–987. [Google Scholar] [CrossRef]
- Zhao, A.K.; Jiang, N.; Peng, J.F.; Liu, S.Q.; Zhang, Y.Q.; Qiu, K. Parallel generation of low-correlation wideband complex chaotic signals using CW laser and external-cavity laser with self-phase-modulated injection. Opto-Electron. Adv. 2022, 5, 200026. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, F.; Li, C. Surface Shape Evolution of Optical Elements during Continuous Polishing of Fused Quartz. Crystals 2022, 12, 736. [Google Scholar] [CrossRef]
- Dubietis, A.; Matijošius, A. Table-top optical parametric chirped pulse amplifiers: Past and present. Opto-Electron. Adv. 2023, 6, 220046. [Google Scholar] [CrossRef]
- Shi, Z.; Sun, L.; Shao, T.; Liu, H.; Huang, J.; Ye, X.; Wang, F.; Yang, L.; Zheng, W. Statistically Correlating Laser-Induced Damage Performance with Photothermal Absorption for Fused Silica Optics in a High-Power Laser System. Photonics 2022, 9, 137. [Google Scholar] [CrossRef]
- Tian, Y.; Shi, F.; Dai, Y.; Peng, X.; Zhong, Y. Laser absorption precursor research: Microstructures in the subsurface of mono-crystalline silicon substrate. Appl. Opt. 2017, 56, 8507–8512. [Google Scholar] [CrossRef] [PubMed]
- Shen, N.; Bude, J.D.; Carr, C.W. Model laser damage precursors for high quality optical materials. Opt. Express 2014, 22, 3393–3404. [Google Scholar] [CrossRef]
- Armbruster, O.; Pöhl, H.; Kautek, W. Hot electron electrochemistry at silver activated by femtosecond laser pulses. Opto-Electron. Adv. 2023, 6, 220170. [Google Scholar] [CrossRef]
- Amador-Alvarado, S.; Flores-Camacho, J.M.; Solís-Zamudio, A. Temperature-dependent infrared ellipsometry of Mo-doped VO2 thin films across the insulator to metal transition. Sci. Rep. 2020, 10, 8555. [Google Scholar] [CrossRef]
- Xu, C.; Li, D.; Fan, H.; Qi, J.; Deng, J.; Yang, S.; Qiang, Y. Laser-induced damage of Ta2O5 films obtained from TaCl5 precursor and annealed at different temperatures. Appl. Surf. Sci. 2015, 344, 137–145. [Google Scholar] [CrossRef]
- Krol, H.; Gallais, L.; Grezes-Besset, C.; Natoli, J.Y.; Commandre, M. Investigation of nanoprecursors threshold distribution in laser-damage testing. Opt. Commun. 2005, 256, 184–189. [Google Scholar] [CrossRef]
- Chavez-Castillo, B.A.; Pérez-Huerta, J.S.; Madrigal-Melchor, J.; Amador-Alvarado, S.; Sustaita-Torres, I.A.; Agarwal, V.; Ariza-Flores, D. A wide band porous silicon omnidirectional mirror for the near infrared range. J. Appl. Phys. 2020, 127, 203106. [Google Scholar] [CrossRef]
- Ricciardi, A.; Campopiano, S.; Cusano, A.; Krauss, T.F.; O’Faolain, L. Broadband mirrors in the near-infrared based on subwavelength gratings in SOI. IEEE Photonics J. 2010, 2, 696–702. [Google Scholar] [CrossRef]
- Niklaus, F.; Kälvesten, E.; Stemme, G. Wafer-level membrane transfer bonding of polycrystalline silicon bolometers for use in infrared focal plane arrays. J. Micromech. Microeng. 2001, 11, 509. [Google Scholar] [CrossRef]
- Correia, J.H.; Bartek, M.; Wolffenbuttel, R.F. High-selectivity single-chip spectrometer in silicon for operation in visible part of the spectrum. IEEE Trans. Electron Devices 2000, 47, 553–559. [Google Scholar] [CrossRef]
- Fang, F.Z.; Wu, H.; Liu, Y.C. Modelling and experimental investigation on nanometric cutting of monocrystalline silicon. Int. J. Mach. Tools Manuf. 2005, 45, 1681–1686. [Google Scholar] [CrossRef]
- Tao, X.; Xu, D.; Zhang, Z.T.; Zhang, F.; Liu, X.L.; Zhang, D.P. Weak scratch detection and defect classification methods for a large-aperture optical element. Opt. Commun. 2017, 387, 390–400. [Google Scholar] [CrossRef]
- Zhu, W.L.; Yi, Y.T.; Yi, Z.; Bian, L.; Yang, H.; Zhang, J.G.; Yu, Y.; Liu, C.; Li, G.F.; Wu, X.W. High confidence plasmonic sensor based on photonic crystal fiber with U-shaped detection channel. Phys. Chem. Chem. Phys. 2023, 25, 8583. [Google Scholar] [CrossRef]
- Wang, D.Y.; Zhu, W.L.; Yi, Z.; Ma, G.L.; Gao, X.; Dai, B.; Yu, Y.; Zhou, G.R.; Wu, P.H.; Liu, C. Highly sensitive sensing of a magnetic field and temperature based on two open ring channels SPR-PCF. Opt. Express 2022, 30, 39056. [Google Scholar] [CrossRef]
- Pu, T.; Liu, W.; Wang, Y.; Pan, X.; Chen, L.; Liu, X. A novel laser shock post-processing technique on the laser-induced damage resistance of 1ω HfO2/SiO2 multilayer coatings. High Power Laser Sci. Eng. 2021, 9, e19. [Google Scholar] [CrossRef]
- Bude, J.; Carr, C.W.; Miller, P.E.; Parham, T.; Whitman, P.; Monticelli, M.; Sommer, S. Particle damage sources for fused silica optics and their mitigation on high energy laser systems. Opt. Express 2017, 25, 11414–11435. [Google Scholar] [CrossRef]
- Suratwala, T.; Steele, R.; Destino, J.; Wong, L.; Norton, M.; Laurence, T.; Greene, W. Sapphire advanced mitigation process: Wet etch to expose sub-surface damage and increase laser damage resistance and mechanical strength. Appl. Opt. 2020, 59, 1602–1610. [Google Scholar] [CrossRef] [PubMed]
- Kozlowski, M.R.; Battersby, C.L.; Demos, S.G. Luminescence investigation of SiO2 surfaces damaged by 0.35-nm laser illumination. In Laser-Induced Damage in Optical Materials; SPIE: Bellingham, DC, USA, 1999; Volume 3902, pp. 138–144. [Google Scholar]
- Salleo, A.; Chinsio, R.; Genin, F.Y. Crack propagation in fused silica during UV and IR nanosecond-laser illumination. In Laser-Induced Damage in Optical Materials; SPIE: Bellingham, DC, USA, 1998; Volume 3578, pp. 456–471. [Google Scholar]
- Lou, Z.; Han, K.; Zhang, C.; Chen, M.; Yan, B.; Yang, Y.; Li, X. The characterization of laser-induced thermal damage mechanism of mid-infrared optical coatings with surface contaminants. Phys. Scr. 2020, 95, 035507. [Google Scholar] [CrossRef]
- Dhineshkumar, S.R.; Duraiselvam, M.; Natarajan, S.; Panwar, S.S.; Jena, T.; Khan, M. A Enhancement of strain tolerance of functionally graded LaTi2Al9O19 thermal barrier coating through ultra-short pulse based laser texturing. Surf. Coat. Technol. 2016, 304, 263–271. [Google Scholar] [CrossRef]
- Zhang, T.; Yuan, H. Multiscale plasticity behavior and fatigue performance of laser melting multi-layer nickel-based superalloys upon heat treatments. Int. J. Plast. 2022, 158, 103404. [Google Scholar] [CrossRef]
- Bhar, G.C.; Chaudhary, A.K.; Kumbhakar, P. Study of laser induced damage threshold and effect of inclusions in some nonlinear crystals. Appl. Surf. Sci. 2000, 161, 155–162. [Google Scholar] [CrossRef]
- Gallais, L.; Douti, D.B.; Commandre, M.; Batavičiūtė, G.; Pupka, E.; Ščiuka, M.; Melninkaitis, A. Wavelength dependence of femtosecond laser-induced damage threshold of optical materials. J. Appl. Phys. 2015, 117, 223103. [Google Scholar] [CrossRef]
- Huang, X.; Yang, S.H.; Li, X.H.; Liu, W.; Guo, S.P. Eu2P2S6: The First Rare-Earth Chalcogenophosphate Exhibiting Large Second-Harmonic Generation Response and High Laser-Induced Damage Threshold. Angew. Chem. Int. Ed. 2022, 61, e202206791. [Google Scholar] [CrossRef]
- Li, S.F.; Jiang, X.M.; Liu, B.W.; Yan, D.; Lin, C.S.; Zeng, H.Y.; Guo, G.C. Superpolyhedron-built second harmonic generation materials exhibit large mid-infrared conversion efficiencies and high laser-induced damage thresholds. Chem. Mater. 2017, 29, 1796–1804. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, Y.; Zhou, X.; Duan, M.; Ye, X.; Li, W.; Li, Y.; Yang, L. Towards Investigating Surface Quality of Single-Crystal Silicon Optics Polished with Different Processes. Coatings 2022, 12, 158. [Google Scholar] [CrossRef]
- Wang, D.Y.; Yi, Z.; Ma, G.L.; Dai, B.; Yang, J.B.; Zhang, J.F.; Yu, Y.; Liu, C.; Wu, X.W.; Bian, Q. Two channels photonic crystal fiber based on surface plasmon resonance for magnetic field and temperature dual-parameter sensing. Phys. Chem. Chem. Phys. 2022, 24, 21233. [Google Scholar] [CrossRef]
- Zhang, C.; Yi, Y.; Yang, H.; Yi, Z.; Chen, X.; Zhou, Z.; Yi, Y.; Li, H.; Chen, J.; Liu, C. Wide spectrum solar energy absorption based on germanium plated ZnO nanorod arrays: Energy band regulation, Finite element simulation, Super hydrophilicity, Photothermal conversion. Appl. Mater. Today 2022, 28, 101531. [Google Scholar] [CrossRef]
- Wolf, A.; Dostovalov, A.; Bronnikov, K.; Skvortsov, M.; Wabnitz, S.; Babin, S. Advances in femtosecond laser direct writing of fiber Bragg gratings in multicore fibers: Technology, sensor and laser applications. Opto-Electron. Adv. 2022, 5, 210055. [Google Scholar] [CrossRef]
- Shangguan, Q.; Zhao, Y.; Song, Z.; Wang, J.; Yang, H.; Chen, J.; Liu, C.; Cheng, S.; Yang, W.; Yi, Z. High sensitivity active adjustable graphene absorber for refractive index sensing applications. Diam. Relat. Mater. 2022, 128, 109273. [Google Scholar] [CrossRef]
- Zheng, R.Y.; Liu, Y.H.; Ling, L.; Sheng, Z.X.; Yi, Z.; Song, Q.J.; Tang, B.; Zeng, Q.D.; Chen, J.; Sun, T.Y. Ultra wideband tunable terahertz metamaterial absorber based on single-layer graphene strip. Diam. Relat. Mater. 2024, 141, 110713. [Google Scholar] [CrossRef]
- Merkininkaitė, G.; Aleksandravičius, E.; Malinauskas, M.; Gailevičius, D.; Šakirzanovas, S. Laser additive manufacturing of Si/ZrO2 tunable crystalline phase 3D nanostructures. Opto-Electron. Adv. 2022, 5, 210077. [Google Scholar] [CrossRef]
- Liu, T.; Liu, Y.; Ling, L.; Sheng, Z.; Yi, Z.; Zhou, Z.; Yang, Y.; Tang, B.; Zeng, Q.; Sun, T. Multifunctional terahertz device with active switching between bimodal perfect absorption and plasmon-induced transparency. Mater. Res. Bull. 2024, 171, 112635. [Google Scholar] [CrossRef]
- Park, S.Y.; Choi, Y.; Seo, Y.H.; Kim, H.; Lee, D.H.; Truong, P.L.; Jeon, Y.; Yoo, H.; Kwon, S.J.; Lee, D.; et al. 355 nm Nanosecond Ultraviolet Pulsed Laser Annealing Effects on Amorphous In-Ga-ZnO Thin Film Transistors. Micromachines 2024, 15, 103. [Google Scholar] [CrossRef]
- He, L.; Yi, Y.; Zhang, J.; Xu, X.; Tang, B.; Li, G.; Zeng, L.; Chen, J.; Sun, T.; Yi, Z. A four-narrowband terahertz tunable absorber with perfect absorption and high sensitivity. Mater. Res. Bull. 2024, 170, 112572. [Google Scholar] [CrossRef]
- Lu, W.; Yi, Z.; Zhang, J.; Xu, X.; Tang, B.; Li, G.; Zeng, L.; Chen, J.; Sun, T. A tunable broadband absorber in the terahertz band based on the proportional structure of a single layer of graphene. Diam. Relat. Mater. 2023, 140, 110481. [Google Scholar] [CrossRef]
- Bakirova, L.I.; Voronkov, G.S.; Lyubopytov, V.S.; Butt, M.A.; Khonina, S.N.; Stepanov, I.V.; Grakhova, E.P.; Kutluyarov, R.V. Micro-Ring Resonator-Based Tunable Vortex Beam Emitter. Micromachines 2024, 15, 34. [Google Scholar] [CrossRef]
- Zhu, Y.Y.; Cheng, J.Y.; Yi, Z.; Tang, B.; Chen, J.; Zhang, J.G.; Xu, X.B.; Tang, C.J.; Sun, T.Y. Spectrally selective solar absorber and thermal infrared suppression based on hollow cylindrical microstructures. Opt. Commun. 2023, 549, 129910. [Google Scholar] [CrossRef]
- Dittrich, S.; Spellauge, M.; Barcikowski, S.; Huber, H.P.; Gökce, B. Time resolved studies reveal the origin of the unparalleled high efficiency of one nanosecond laser ablation in liquids. Opto-Electron. Adv. 2022, 5, 210053. [Google Scholar] [CrossRef]
- Ma, J.; Tian, Y.; Cheng, J.; Cheng, S.; Tang, B.; Chen, J.; Yi, Y.; Wu, P.; Yi, Z.; Sun, T. Active Broadband Absorber Based on Phase-Change Materials Optimized via Evolutionary Algorithm. Coatings 2023, 13, 1604. [Google Scholar] [CrossRef]
- Hariri, A.; Shervani-Tabar, M.T.; Parvizi, R. Laser-Produced Cavitation Bubble Behavior in Newtonian and Non-Newtonian Liquid Inside a Rigid Cylinder: Numerical Study of Liquid Disc Microjet Impact Using OpenFOAM. Micromachines 2023, 14, 1416. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Z.; Luo, Y.; Yang, H.; Yi, Z.; Zhang, J.; Song, Q.; Yang, W.; Liu, C.; Wu, X.; Wu, P. Thermal tuning of terahertz metamaterial properties based on phase change material vanadium dioxide. Phys. Chem. Chem. Phys. 2022, 24, 8846–8853. [Google Scholar] [CrossRef]
- Anatoliy, A.K.; James, H.D. Resonant optothermoacoustic detection: Technique for measuring weak optical absorption by gases and micro-objects. Opt. Lett. 2010, 35, 3571–3573. [Google Scholar] [CrossRef]
- Maksimovic, J.; Hu, J.W.; Ng, S.H.; Katkus, T.; Seniutinas, G.; Rivera, T.P.; Stuiber, M.; Nishijima, Y.; John, S.; Juodkazis, S.; et al. Beyond Lambertian light trapping for large-area silicon solar cells: Fabrication methods. Opto-Electron. Adv. 2022, 5, 210086. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
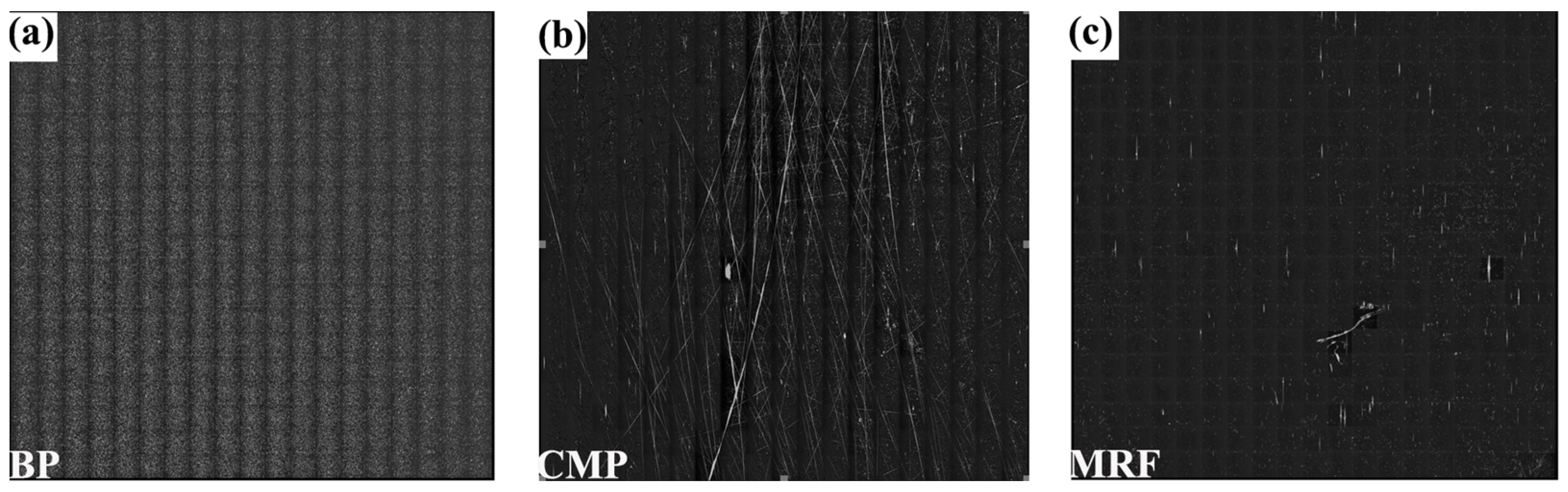
| Sample | Polishing Process |
|---|---|
| A | Bonnet polishing |
| B | Chemical mechanical polishing |
| C | Magnetorheological finishing |
| Approach | SF6 (sccm) | He (sccm) | Power (W) | Time (min) |
|---|---|---|---|---|
| 1# | 10 | 100 | 400 | 30 |
| 2# | 20 | 20 | 100 | 25 |
| 3# | 30 | 30 | 200 | 15 |
| Approach | Etching Solution | Time (min) |
|---|---|---|
| 1# | KOH | 30 |
| 2# | KOH | 10 |
| 3# | KOH + C3H8O | 15 |
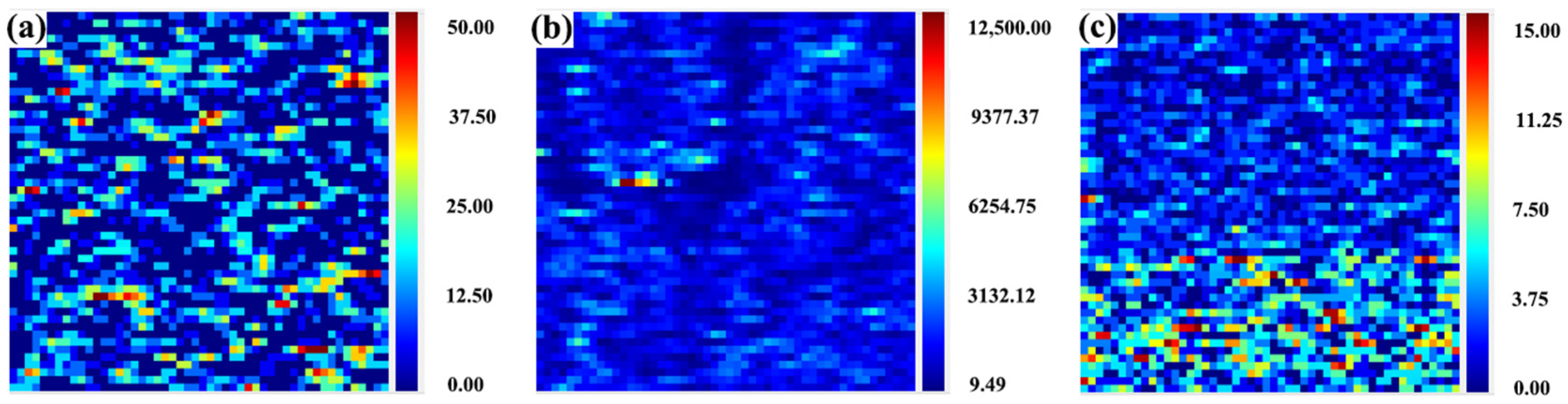
| Sample | Max | Min | Average |
|---|---|---|---|
| A | 35.8 | 0.00 | 7.21 |
| B | 4307.31 | 9.49 | 1346.20 |
| C | 10.81 | 0.00 | 2.59 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Zha, F.; Fu, B.; Li, Y.; Duan, J.; Zhou, Z. A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes. Micromachines 2024, 15, 145. https://doi.org/10.3390/mi15010145
Li W, Zha F, Fu B, Li Y, Duan J, Zhou Z. A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes. Micromachines. 2024; 15(1):145. https://doi.org/10.3390/mi15010145
Chicago/Turabian StyleLi, Wei, Fangyuan Zha, Bo Fu, Yanglong Li, Jiazhu Duan, and Ziyou Zhou. 2024. "A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes" Micromachines 15, no. 1: 145. https://doi.org/10.3390/mi15010145
APA StyleLi, W., Zha, F., Fu, B., Li, Y., Duan, J., & Zhou, Z. (2024). A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes. Micromachines, 15(1), 145. https://doi.org/10.3390/mi15010145