
Research Progress and Current Status of Gas–Solid Two-Phase Flow Technology in the Direction of Laser Cladding

 , and
, and
Abstract
:1. Introduction
2. Basic Principle of Laser Melting Powder Field and Research Progress of Laser Nozzle
2.1. Basic Principles of Laser Cladding Technology
2.2. Progress in Optimization of Nozzle Structure and Effect on Powder Flowability
2.2.1. Effect of Different Types of Coaxial Nozzles on Powder Convergence
2.2.2. Effect of Different Nozzle Structural Parameters on Powder Convergence
2.2.3. Research Progress in Laser Nozzle Optimization
3. Numerical Simulation of Gas–Solid Two-Phase Flow
3.1. Basic Principles of Gas–Solid Two-Phase Flow and Current Research Status
3.1.1. Gas–Solid Two-Phase Flow Theory
3.1.2. Interphase Coupling of Gas–Solid Phases
- Eulerian two-fluid model: This model treats both gas–solid phases as continuous media and assumes that they fill the entire flow field. By applying the continuity and momentum equations of the continuous medium to the two phases, the computational complexity and computational time are significantly reduced and the computational efficiency is improved [105].
- Eulerian–Lagrangian model: In this model, the powder feed gas is considered as a continuous phase, while the powder particles are treated as a discrete phase. Given that the particle phase does not have fluid properties and the volume fraction is small, the model ignores the interaction and influence of the particles relative to the continuous phase [106]. The model is capable of accurately tracking the trajectory of each particle, providing a powerful tool for analyzing particle dynamics.
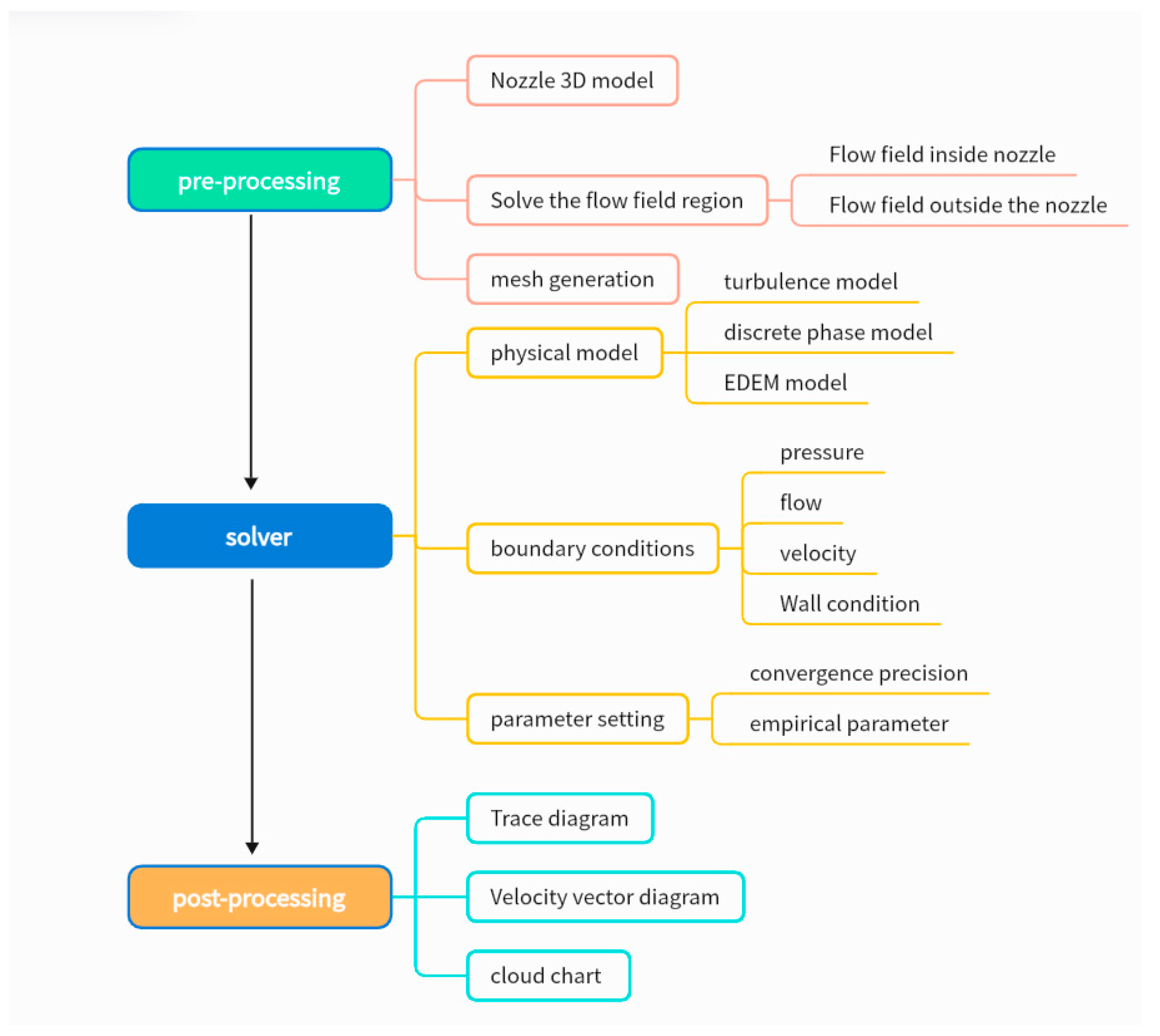
- CFD-DEM coupled model: This model combines the advantages of computational fluid dynamics (CFD) and Discrete Element Method (DEM), in which CFD is used to solve the gas–phase flow, while DEM focuses on the dynamic simulation of the particle phase [107,108]. This model cannot only visualize the flow state, shape, and size of the particles and other characteristics but also accurately simulate the collisions between particles trajectories and other complex behaviors [109,110]. Figure 10 shows the flow chart of the coupled CFD-DEM model, which further clarifies its workflow and advantages [111].
3.1.3. Current Research on the Convergence of Air–Powder Streams in Laser Cladding Nozzles
3.2. Powder Flow Characterization
3.2.1. Effect of Particle Collisions on Powder Flow Properties
3.2.2. Effect of Process Parameters on Powder Flowability
4. Conclusions and Outlooks
Funding
Conflicts of Interest
References
- Wang, J.; Yao, C.; Peng, J.; Jie, T.C.; Yang, F.; Ma, X.; Xu, Y.-W. Current situation and development trend of laser additive remanufacturing repair technology. Sci. Technol. Eng. 2024, 24, 1313–1325. [Google Scholar]
- Poggi, M.; Atzeni, E.; Iuliano, L.; Salmi, A. State-of-the-art of numerical simulation of laser powder Directed Energy Deposition process. Procedia CIRP 2022, 112, 376–381. [Google Scholar] [CrossRef]
- Xue, J.; Guo, W.; Xia, M.; Zhang, Y.; Tan, C.; Shi, J.; Li, X.; Zhu, Y.; Zhang, H. In-depth understanding in the effect of hydrogen on microstructural evolution, mechanical properties and fracture micro-mechanisms of advanced high-strength steels welded joints. Corros. Sci. 2024, 223, 112112. [Google Scholar] [CrossRef]
- Yang, Y. Research status and progress of laser cladding in China. Surf. Eng. Remanufacturing 2019, 19, 13–15. [Google Scholar]
- Xu, M.; Zhou, C.; Zhang, Z.; Zeng, S. Temperature field of powder, gas and light coupling in laser cladding process. China Mech. Eng. 2022, 33, 70–77. [Google Scholar]
- Zhu, M.; Yan, H.; Zhang, Z.; Yang, Q.; Shi, Y. Modeling and simulation of powder melting process for coaxial powder feeding laser cladding. J. Weld. Technol. 2024, 45, 47–55+118. [Google Scholar]
- Xie, X.; Liu, X.; Chen, T.; Liu, Z.; Meng, Y.; Zhang, S. Research progress on numerical simulation and crack control of laser cladding process. Surf. Eng. China 2024, 1–18. Available online: http://kns.cnki.net/kcms/detail/11.3905.tg.20240628.1532.002.html (accessed on 7 September 2024).
- Dai, W.; Guo, W.; Xiao, J.; Zhu, Y.; Qi, Z.; Shi, J.; Yin, C.; He, D.; Chi, J.; Wan, Z.; et al. Tailoring properties of directed energy deposited Al-Mg alloy by balancing laser shock peening and heat treatment. J. Mater. Sci. Technol. 2024, 203, 78–96. [Google Scholar] [CrossRef]
- Li, H.; Li, K.; Du, B.; Yao, J.; Wang, D.; Zhang, X.; Yang, H.; Li, M. Research status and development trend of deformation control in laser cladding forming process. Hot Work. Technol. 2024, 53, 1–13. [Google Scholar] [CrossRef]
- Feng, X. Numerical Simulation of Gas/Powder/Light Transport Behavior of Laser Cladding with Coaxial Powder Feeding. Master’s Thesis, Shijiazhuang TieDao University, Shijiazhuang, China, 2021. [Google Scholar]
- Wang, Y.; Guo, W.; Xie, Y.; Li, H.; Zeng, C.; Xu, M.; Zhang, H. Spattering behavior and revealing their relationship with melt flow in laser powder bed fusion of nickel-based superalloy. J. Mater. Sci. Technol. 2024, 148, 138–149. [Google Scholar] [CrossRef]
- Wang, J.; Liang, X.; Lu, Y.; Xu, J.; Peng, J.; Xu, Y. optimization of broadband laser cladding process parameters based on NSGA-II algorithm. Laser J. 2024, 45, 220–226. [Google Scholar] [CrossRef]
- Boisselier, D.; Sankaré, S.; Engel, T. Improvement of the laser direct metal deposition process in 5-axis configuration. Phys. Procedia 2014, 56, 239–249. [Google Scholar] [CrossRef]
- Ocylok, S.; Alexeev, E.; Mann, S.; Weisheit, A.; Wissenbach, K.; Kelbassa, I. Correlations of melt pool geometry and process parameters during laser metal deposition by coaxial process monitoring. Phys. Procedia 2014, 56, 228–238. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Popławski, M.; Piasecki, A.; Przestacki, D.; Miklaszewski, A. Microstructure, microhardness, corrosion resistance and chemical composition of Mo, B and Mo-B coatings produced using laser processing. Materials 2020, 13, 3249. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Swadźba, R.; Przestacki, D.; Miklaszewski, A. Microstructure, chemical composition; wear, and corrosion resistance of FeB–Fe2B–Fe3B surface layers produced on Vanadis-6 steel using CO2 laser. Int. J. Adv. Manuf. Technol. 2018, 95, 1763–1776. [Google Scholar] [CrossRef]
- Kawalec, M.; Przestacki, D.; Bartkowiak, K.; Jankowiak, M. Laser assisted machining of aluminium composite reinforced by SiC particle. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Temecula, CA, USA, 20–23 October 2008; p. 1906. [Google Scholar]
- Pan, L.; Zhang, A.; Dichen, L.; Zhu, G.; Strong, T.; Fu, W. Numerical simulation and experimental study of coaxial powder delivery nozzle with carrier gas. Chin. J. Lasers 2010, 37, 3162–3167. [Google Scholar]
- Set, B.; Shi, S.; Fu, G.Y. Development of internal powder delivery nozzle for laser wideband cladding. China Mech. Eng. 2015, 26, 3076–3081. [Google Scholar]
- Kovalev, O.; Bedenko, D.; Zaitsev, A. Development and application of laser cladding modeling technique: From coaxial powder feeding to surface deposition and bead formation. Appl. Math. Model. 2018, 57, 339–359. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Kuklinski, M.; Bartkowska, A.; Przestacki, D. Laser alloying monel 400 with amorphous boron to obtain hard coatings. Materials 2019, 12, 3494. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Xu, J.; Wang, J.; Lu, Y.; Han, J.; Guo, B.; Xie, T. Prediction of Geometric Characteristics of Laser Cladding Layer Based on Least Squares Support Vector Regression and Crested Porcupine Optimization. Micromachines 2024, 15, 919. [Google Scholar] [CrossRef]
- Przestacki, D.; Majchrowski, R.; Marciniak-Podsadna, L. Experimental research of surface roughness and surface texture after laser cladding. Appl. Surf. Sci. 2016, 388, 420–423. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, J.; Tian, Y. A Review on Macroscopic and Microstructural Features of Metallic Coating Created by Pulsed Laser Material Deposition. Micromachines 2022, 13, 659. [Google Scholar] [CrossRef]
- Zhao, C.; Ma, C.; Yang, J.; Li, M.; Zhao, Q.; Ma, H.; Jia, X. Numerical Simulation Study of Multi-Field Coupling for Laser Cladding of Shaft Parts. Micromachines 2023, 14, 493. [Google Scholar] [CrossRef]
- Yue, H.-Y. Research progress analysis of numerical simulation technology of laser cladding. New Technol. New Process 2023, 04, 5–9. [Google Scholar] [CrossRef]
- Zhang, Y. Study on the Flow Characteristics of TC4 Powder Transported by Laser Cladding Carrier Gas. Master’s Thesis, ShenYang University of Technology, Shenyang, China, 2023. [Google Scholar]
- Jin, X.; Uzhkesi, A. Research progress of numerical models of laser cladding technology. Mech. Des. Manuf. 2023, 301–304. [Google Scholar] [CrossRef]
- Mohanty, S.; Hattel, J.H. Numerical model based reliability estimation of selective laser melting process. In Proceedings of the 8th International Conference on Laser Assisted Net Shape Engineering (LANE), Furth, Germany, 8–11 September 2014; pp. 379–389. [Google Scholar]
- Wu, J.; Zhao, P.; Wei, H.; Lin, Q.; Zhang, Y. Development of powder distribution model of discontinuous coaxial powder stream in laser direct metal deposition. Powder Technol. 2018, 340, 449–458. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Lu, Y.; Peng, J.; Li, D.; Jie, T.C. Mass distribution density model and experimental measurement of coaxial powder feeding laser cladding powder. J. Henan Univ. Sci. Technol. 2023, 44, 26–35+25–26. [Google Scholar] [CrossRef]
- Ye, F.; Wang, Y.; Lou, Z. Research status of laser and powder interaction in laser additive manufacturing process. China Surf. Eng. 2021, 34, 1–12. [Google Scholar]
- Ni, C.; Lu, Y.; Jie, T.C.; Wang, J.; Xu, Y.; Smerker; Zhai, W.-H. Size prediction of broadband laser cladding layer based on neural network and genetic algorithm. Hot Work. Technol. 2023, 1–6. [Google Scholar] [CrossRef]
- Kheloufi, K.; Amara, E.H. A multiphase approach in numerical modeling of laser cladding process with coaxial powder injection. AIP Conf. Proc. 2008, 1047, 172–175. [Google Scholar]
- Calleja, A.; Tabernero, I.; Fernández, A.; Celaya, A.; Lamikiz, A.; De Lacalle, L.L. Improvement of strategies and parameters for multi-axis laser cladding operations. Opt. Lasers Eng. 2014, 56, 113–120. [Google Scholar] [CrossRef]
- Smerker; Lu, Y.; Jie, T.C.; Wang, J.; Xu, Y.; Ni, C.; Zhai, W.-H. Crack defect prediction of broadband laser cladding based on GA-BP neural network. Hot Work. Technol. 2024, 1–6. [Google Scholar] [CrossRef]
- Peng, R.; Luo, L.; Liu, Y.; Wang, N. Research progress on nozzle of coaxial powder feeder. Adv. Laser Optoelectron. 2017, 54, 37–45. [Google Scholar]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Guan, X.; Zhao, Y.F. Numerical modeling of coaxial powder stream in laser-powder-based Directed Energy Deposition process. Addit. Manuf. 2020, 34, 101226. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, L.; Li, G.; Zhu, G.; Shi, S. Research progress of laser metal additive manufacturing coaxial powder delivery nozzle. Adv. Laser Optoelectron. 2020, 57, 25–33. [Google Scholar]
- Liu, Q.; Li, Z. Research on key parameters of laser cladding carrier gas coaxial powder delivery nozzle. Mach. Tools Hydraul. 2018, 46, 143–146, 167. [Google Scholar]
- Xue, F.; Wang, Y.; Liu, S. Study on laser cladding coaxial powder feeding nozzle. Optoelectron. Technol. Appl. 2014, 29, 13–16+26. [Google Scholar]
- Zhou, Y.; Yang, Y.; Huang, Y. Design and experimental study of laser cladding hole coaxial powder feeding system. Laser Technol. 2011, 35, 102–105. [Google Scholar]
- Dong, C. Design and Experimental Study of Laser Cladding Powder Delivery Nozzle for Inner Hole Repair. Master’s Thesis, ShenYang University of Technology, Shenyang, China, 2023. [Google Scholar]
- Kovalev, O.; Kovaleva, I.; Smurov, I.Y. Numerical investigation of gas-disperse jet flows created by coaxial nozzles during the laser direct material deposition. J. Mater. Process. Technol. 2017, 249, 118–127. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, Y.; Chen, Y.; Liu, J. Design a new type of laser cladding nozzle and thermal fluid solid multi-field simulation analysis. Materials 2021, 14, 5196. [Google Scholar] [CrossRef] [PubMed]
- Schopphoven, T.; Gasser, A.; Wissenbach, K.; Poprawe, R. Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying. J. Laser Appl. 2016, 28, 022501. [Google Scholar] [CrossRef]
- Peng, S.-F. Influence of Coaxial Powder Feeding Cladding Process Parameters on Forming under Ring Laser Action. Master’s Thesis, Suzhou University, Suzhou, China, 2008. [Google Scholar]
- Lu, L.; Shi, T.; Li, G.; Wei, C.; Fu, G. Design and Numerical Analysis of an Inside-Beam Powder Feeding Nozzle for Wide-Band Laser Cladding. Materials 2023, 17, 12. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L. Structure Optimization and Technology Study of Coaxial Powder Delivery Nozzle for Square Spot Laser Additive Manufacturing. Master’s Thesis, Suzhou University, Suzhou, China, 2021. [Google Scholar]
- Wang, W.; Yang, G.; Chinland, C.; Bian, H.; Wang, G.; Qi, P.; Wei, Q.; Tong, M. Development of laser cladding coaxial powder feeding nozzle. Chin. J. Lasers 2012, 39, 73–79. [Google Scholar]
- Liu, Y.; Ma, L.; Li, J.; Xu, P.; Liu, X. Analysis of laser cladding coaxial powder feeding process and nozzle structure design. Hot Work. Technol. 2015, 44, 176–178+182. [Google Scholar] [CrossRef]
- Guo, X.; Ni, M.; Liu, H.; Lei, K.; Du, F. Design and numerical simulation of coaxial powder delivery nozzle for broadband laser cladding. Laser Technol. 2018, 42, 362–368. [Google Scholar]
- Hu, X.; Zhu, L.; Yao, J.-H. Design of side-feeding nozzle for laser broadband cladding. Light Ind. Mach. 2014, 32, 10–12. [Google Scholar]
- Chen, R.; Yu, G.; He, X.; Zhang, Y.; Li, S. Structural design and powder flow field study of wideband laser cladding powder delivery nozzle. J. Univ. Chin. Acad. Sci. 2019, 36, 614–619. [Google Scholar]
- Cortina, M.; Inaki Arrizubieta, J.; Exequiel Ruiz, J.; Lamikiz, A.; Ukar, E. Design and manufacturing of a protective nozzle for highly reactive materials processing via Laser Material Deposition. In Proceedings of the 19th CIRP Conference on Electro Physical and Chemical Machining, Bilbao, Spain, 23–27 April 2017; pp. 387–392. [Google Scholar]
- Zhao, L.; Wang, L.; Zhu, G.; Li, G.; Shi, S. Numerical simulation of flow field and structural optimization of wideband coaxial powder delivery nozzle. Appl. Laser 2021, 41, 643–650. [Google Scholar] [CrossRef]
- Wang, W.; Yang, G.; Bian, H.; Chinland, C.; Wang, W.; Xiang, K.; Tong, M.; Qi, P.; Wei, Q. Study on the key parameters of powder feeding nozzle in laser melting forming. Adv. Lasers Optoelectron. 2013, 50, 148–155. [Google Scholar]
- Ju, H.; Zhang, Z.J.; Lin, C.X.; Liu, Z.J.; Jiang, H.L. Design optimization and experimental study of coaxial powder-feeding nozzle in the laser cladding process. In Proceedings of the 7th Global Conference on Materials Science and Engineering (CMSE), Xian Technol Univ, Shaanxi Key Lab Optoelectron Funct Mat & Devices, Corro, Xi’an, China, 1–4 November 2018. [Google Scholar]
- Su, P.; Li, H.; Yang, J.; Huang, D. Optimal design of structure parameters of coaxial powder feeding nozzle for laser cladding. J. Phys. 2021, 1798, 012050. [Google Scholar] [CrossRef]
- Gao, S. Design and Research of Coaxial Powder Delivery Nozzle for Laser Cladding. Master’s Thesis, Tianjin Polytechnic University, Tianjin, China, 2002. [Google Scholar]
- Zhang, H.-J.; Zhong; Liu, W.-J.; Sun, H.-Q. Development of high convergent temperature display laser for rapid manufacturing of coaxial powder delivery nozzle. Appl. Laser 2004, 24, 380–382+404. [Google Scholar]
- Zhang, Z.; Yang, W.; Chen, K.; Xiao, R. Development of powder delivery nozzle for laser cladding rapid prototyping technology. Laser J. 2007, 28, 79–80. [Google Scholar]
- Zhou, Y. Design and Experimental study of a New Laser Cladding Nozzle. Master’s Thesis, South China University of Technology, Guangzhou, China, 2010. [Google Scholar]
- Li, J.T. Mechanism Study and Device Design of Laser Cladding Coaxial Powder Feeding. Master’s Thesis, China University of Petroleum, Beijing, China, 2011. [Google Scholar]
- Yang, B. Optimization Design and Manufacture of Laser Cladding Powder Delivery Nozzle. Master’s Thesis, South China University of Technology, Guangzhou, China, 2011. [Google Scholar]
- Zhu, L.-Q. Nozzle Design and Numerical Optimization of Laser Wide-Band Lateral Powder Delivery. Master’s Thesis, Zhejiang University of Technology, Hangzhou, China, 2013. [Google Scholar]
- Duan, J. Design and Experimental Study of Laser Broadband Cladding Double-Side Powder Feeder. Master’s Thesis, Zhejiang University of Technology, Hangzhou, China, 2016. [Google Scholar]
- Zhang, Z. Optimization Design and Experimental Study of Laser Cladding Coaxial Powder Delivery Nozzle. Master’s Thesis, Dalian Maritime University, Dalian, China, 2017. [Google Scholar]
- Yi, P.; Yang, G.; Fan, C.; Xie, J. Flow field simulation and adjustable structure design of laser coaxial powder delivery nozzle. Appl. Laser 2013, 33, 639–645. [Google Scholar]
- Tabernero, I.; Lamikiz, A.; Ukar, E.; Lopez de Lacalle, L.N.; Angulo, C.; Urbikain, G. Numerical simulation and experimental validation of powder flux distribution in coaxial laser cladding. J. Mater. Process. Technol. 2010, 210, 2125–2134. [Google Scholar] [CrossRef]
- De Oliveira, U.; Ocelík, V.; De Hosson, J.T.M. Analysis of coaxial laser cladding processing conditions. Surf. Coat. Technol. 2005, 197, 127–136. [Google Scholar] [CrossRef]
- Arrizubieta, J.; Ruiz, J.; Martinez, S.; Ukar, E.; Lamikiz, A. Intelligent nozzle design for the Laser Metal Deposition process in the Industry 4.0. Procedia Manuf. 2017, 13, 1237–1244. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Cortina, M.; Ruiz, J.E.; Lamikiz, A. Combination of laser material deposition and laser surface processes for the holistic manufacture of inconel 718 components. Materials 2018, 11, 1247. [Google Scholar] [CrossRef]
- Arrizubieta, J.; Tabernero, I.; Ruiz, J.E.; Lamikiz, A.; Martinez, S.; Ukar, E. Continuous coaxial nozzle design for LMD based on numerical simulation. Phys. Procedia 2014, 56, 429–438. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Klocke, F.; Klingbeil, N.; Arntz, K.; Lamikiz, A.; Martinez, S. Evaluation of efficiency and mechanical properties of Inconel 718 components built by wire and powder laser material deposition. Rapid Prototyp. J. 2017, 23, 965–972. [Google Scholar] [CrossRef]
- Bonin, C.; Simas, H.; Pereira, M.; Dal Mago, A.L.; Chagas, P.S. Leveraging machine learning for predicting and monitoring clogging in laser cladding processes: An exploration of neural sensors. J. Laser Appl. 2023, 35, 042022. [Google Scholar] [CrossRef]
- Yu, L. Study on Single-Pass Cladding Technology and Nozzle Optimization of Laser Internal Powder Delivery. Master’s Thesis, Suzhou University, Suzhou, China, 2014. [Google Scholar]
- Liu, J. Structural Optimization Design and Experimental Study of Coaxial Powder Feeding Nozzle for Laser Cladding. Master’s Thesis, Northeastern University, Shenyang, China, 2019. [Google Scholar]
- Zhu, J. Design and finite element analysis of laser cladding coaxial powder feeding nozzle. Mod. Manuf. Technol. Equip. 2016, 6–8. [Google Scholar] [CrossRef]
- Tian, F.-J. Development of gas-solid separation homogenizer for laser coaxial powder feeding. Manuf. Technol. Mach. Tools 2012, 66–70. [Google Scholar]
- Tian, F. Development of unloading laser coaxial powder feeding nozzle. China Mech. Eng. 2011, 22, 2298–2302. [Google Scholar]
- Lin, J. Numerical simulation of the focused powder streams in coaxial laser cladding. J. Mater. Process. Technol. 2000, 105, 17–23. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, Y.; Kovacevic, R. Numerical simulation and experimental study of powder flow distribution in high power direct diode laser cladding process. Lasers Manuf. Mater. Process. 2015, 2, 199–218. [Google Scholar] [CrossRef]
- Balu, P.; Leggett, P.; Kovacevic, R. Parametric study on a coaxial multi-material powder flow in laser-based powder deposition process. J. Mater. Process. Technol. 2012, 212, 1598–1610. [Google Scholar] [CrossRef]
- Grigoryants, A.; Tretyakov, R.; Shiganov, I.; Stavertiy, A.Y. Optimization of the shape of nozzles for coaxial laser cladding. Weld. Int. 2015, 29, 639–642. [Google Scholar] [CrossRef]
- Kheloufi, K.; Amara, E.-H. Numerical modelling of gas/particles diphasic jet in laser cladding by coaxial nozzle. Phys. Procedia 2010, 5, 347–352. [Google Scholar] [CrossRef]
- Pan, H.; Sparks, T.; Thakar, Y.D.; Liou, F. The investigation of gravity-driven metal powder flow in coaxial nozzle for laser-aided direct metal deposition process. J. Manuf. Sci. Eng. 2006, 128, 541–553. [Google Scholar] [CrossRef]
- Pan, H.; Liou, F.W. Modeling of the Metal Powder Flow with Carrier Gas in Coaxial Nozzle for Direct Laser Deposition process. In Proceedings of the 15th Annual Solid Freeform Fabrication Symposium, Austin, TX, USA, 2–4 August 2004; Available online: https://scholarsmine.mst.edu/mec_aereng_facwork/4789/ (accessed on 6 September 2024).
- Zhang, A.F.; Fu, W.; Li, D.C.; Lu, Z.L.; Zhu, G.X.; Lu, Q.P. Effect of coaxial powder nozzle design parameters and the gas flow on the powder gathering characteristics. Adv. Mater. Res. 2011, 314, 1935–1943. [Google Scholar] [CrossRef]
- Smurov, I.; Doubenskaia, M.; Zaitsev, A. Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation. Surf. Coat. Technol. 2013, 220, 112–121. [Google Scholar] [CrossRef]
- Thakar, Y.D.; Pan, H.; Liou, F.W. Numerical and Experimental Analysis of the Powder Flow Streams in the Laser Aided Material Deposition Process. In Proceedings of the 15th Annual Solid Freeform Fabrication Symposium, Austin, TX, USA, 2–4 August 2004; Available online: https://scholarsmine.mst.edu/mec_aereng_facwork/1742/ (accessed on 6 September 2024).
- Bi, G.; Schürmann, B.; Gasser, A.; Wissenbach, K.; Poprawe, R. Development and qualification of a novel laser-cladding head with integrated sensors. Int. J. Mach. Tools Manuf. 2007, 47, 555–561. [Google Scholar] [CrossRef]
- Yang, G.; Feng, Z.; Chinland, C.; Bian, H.; Li, C.; Wang, W. Effect of laser deposition on powder convergence by making a longitudinal air curtain from a coaxial powder delivery nozzle. Appl. Laser 2017, 37, 213–217. [Google Scholar] [CrossRef]
- Yi, D.; Hu, F.; Zhao, W.; Lu, C.; Cui, A. Study on jet field of laser coaxial powder feeding nozzle. Appl. Laser 2010, 30, 50–54. [Google Scholar]
- Shigao, L.; Shi, S.; Wu, S.; Shao, Q.-W. Experimental study on powder utilization rate of rapid prototyping by laser cladding with powder fed in light. Hot Work. Technol. 2010, 39, 152–154+161. [Google Scholar] [CrossRef]
- Liu, W.; Xu, B.; Dong, S.; Yan, S. Characteristic analysis of the gas-powder stream for laser cladding. In Proceedings of the FISITA 2012 World Automotive Congress: Volume 11: Advanced Vehicle Manufacturing Technology; Springer: Berlin/Heidelberg, Germany, 2013; pp. 99–107. [Google Scholar]
- Valeva, I.; Kovalev, O.; Zaitsev, A.; Sergachev, D. Modeling and numerical study of light-propulsion phenomena of particles acceleration in coaxial laser powder cladding. Phys. Procedia 2014, 56, 439–449. [Google Scholar]
- Yang, N.; Yang, Z. Numerical simulation of nozzle flow field in laser cladding. Chin. Laser 2008, 35, 452–455. [Google Scholar] [CrossRef]
- Wang, L.; Yang, N.; Li, J. Multi-scale mass transfer model for gas-solid two-phase flow. Chem. Eng. Commun. 2005, 192, 1636–1654. [Google Scholar] [CrossRef]
- Jin, X.-S. CAM research on laser direct manufacturing and remanufacturing technology. Ph.D. Thesis, Tianjin Polytechnic University, Tianjin, China, 2007. [Google Scholar]
- Fu, P.; Liu, L.; Yang, W.; Liu, R.; Zhang, K. Structural optimization of gas-solid two-phase flow feed pipeline. Surf. Technol. 2021, 50, 303–310+319. [Google Scholar] [CrossRef]
- Thank Heart Metaphor; Wang, X.; Hao, Y.; Zhao, P.; Xie, R.; Liu, H.-T. Spatiotemporal coupling intelligent prediction of full three-dimensional gas-solid two-phase flow based on deep learning. J. Eng. Thermophys. 2024, 45, 446–452. [Google Scholar]
- Wang, Y. Optimization of Powder Delivery System for Laser Manufacturing. Master’s Thesis, Zhejiang University of Technology, Hangzhou, China, 2016. [Google Scholar]
- Wang, N. Computer Simulation of Multi-Material Dual-Channel Laser Cladding Process. Master’s Thesis, Lanzhou University, Lanzhou, China, 2017. [Google Scholar]
- Hou, Y.; Wang, Q.; Zhou, J.; Yan, X.; Zheng, Z.; Liu, X.-H. Analysis of particle flow characteristics in pneumatic conveying reducer based on CFD-DEM. Min. Metall. Eng. 2023, 43, 6–10. [Google Scholar]
- Yu, Y.; Shi, B.; Meng, H.; Ding, P.; Yao, Y. Characteristic analysis of gas-solid two-phase flow in pneumatic conveying based on CFD-DEM algorithm. Prog. Chem. Ind. 2024, 43, 1133–1144. [Google Scholar] [CrossRef]
- Kabeel, A.; Elkelawy, M.; Mohamad, H.A.-E.; Elbanna, A.M.; Panchal, H.; Suresh, M.; Israr, M. The influences of loading ratios and conveying velocity on gas-solid two phase flow characteristics: A comprehensive experimental CFD-DEM study. Int. J. Ambient. Energy 2022, 43, 2714–2726. [Google Scholar] [CrossRef]
- Liu, X.; Aramaki, Y.; Guo, L.; Morita, K. Numerical simulation of gas-liquid-solid three-phase flow using particle methods. J. Nucl. Sci. Technol. 2015, 52, 1480–1489. [Google Scholar] [CrossRef]
- Cai, G.; Diao, X.; Yang, R.; Wang, B.; Liu, T. Research progress of fluid-solid coupling numerical modeling method based on CFD-DEM. J. Harbin Inst. Technol. 2024, 56, 17–32. [Google Scholar]
- Zhou, H.; Yang, Y.; Wang, D.; Li, Y.; Zhang, S.; Tai, Z. Powder flow simulation of a ring-type coaxial nozzle and cladding experiment in laser metal deposition. Int. J. Adv. Manuf. Technol. 2022, 120, 8389–8400. [Google Scholar] [CrossRef]
- Yan, R.; Ma, M.Z.; Xu, J.-B. Simulation and experimental study of two-phase flow in coaxial powder feeding process of laser cladding. Appl. Laser 2021, 41, 636–642. [Google Scholar] [CrossRef]
- Jin, X.; Yang, Z.; Feng, L.; Wang, Y. Numerical simulation of powder flow field for carrier gas coaxial powder feeding in laser manufacturing. J. Mech. Eng. 2007, 43, 161–166. [Google Scholar] [CrossRef]
- Jin, X.; Uzhkesi, A. Simulation study on powder aggregation characteristics of multi-channel laser cladding nozzle. Hot Work. Technol. 2023, 52, 116–119. [Google Scholar] [CrossRef]
- Liu, T.; Qu, X.; Zheng, Y.; Wang, Y.; Yu, C.; Lu, H. Revealing multiphysics effects on microstructure characteristics in powder-fed laser cladding based on a comprehensive model. J. Mater. Res. Technol. 2024, 29, 3673–3685. [Google Scholar] [CrossRef]
- He, B.; Li, D.; Zhang, A.; Ge, J.; Do, X.; Xie, H.; Yang, H. Influence of powder flow on sidewall quality of solid parts in laser metal direct forming. Int. J. Adv. Manuf. Technol. 2013, 68, 2703–2711. [Google Scholar] [CrossRef]
- Xia, Y.; Huang, Z.; Chen, H.; Liang, X.; Lei, J. Numerical simulation and experimental investigation on powder transport of a new-type annular coaxial nozzle. Int. J. Adv. Manuf. Technol. 2021, 115, 2353–2364. [Google Scholar] [CrossRef]
- Guo, G.; Zhao, D.; Uzhkesi, A.; Jia, R. Study on the influence of laser cladding powder convergence characteristics on the cladding layer height. Adv. Laser Optoelectron. 2023, 60, 208–214. [Google Scholar]
- Fan, Q. Study on Powder Flow Characteristics of Laser Cladding Powder Feeder. Master’s Thesis, Dalian Maritime University, Dalian, China, 2022. [Google Scholar]
- Li, C. Simulation analysis of laser cladding powder utilization rate based on EDEM. J. Fujian Univ. Technol. 2019, 17, 569–574. [Google Scholar]
- Fan, Q.; Niu, H.; Zhang, J.; Sun, Y.; Lin, C. Prediction modeling and parameters’ optimization of gas–powder flow convergence in coaxial powder feeding nozzles based on CFD–DEM simulation. Prog. Addit. Manuf. 2022, 7, 1423–1439. [Google Scholar] [CrossRef]
- Fan, H.; Qi, H.; Zhang, Z.; Hiroshi, H.; Liu, Y. Simulation analysis of laser cladding powder utilization rate based on CFD-DEM. Surf. Technol. 2024, 1–14. Available online: http://kns.cnki.net/kcms/detail/50.1083.TG.20240223.1237.020.html (accessed on 6 September 2024).
- Yang, X.-C. Coaxial powder flow momentum and mass transfer in laser manufacturing. Chin. Laser 2008, 35, 1664–1679. [Google Scholar] [CrossRef]
- Zhang, A.; Zhou, Z.; Li, D.; Lu, B.-H. Numerical simulation of gas-solid two-phase flow field in coaxial powder feeding nozzle. J. Xi’an Jiaotong Univ. 2008, 42, 1169–1173. [Google Scholar]
- Su, J.; Gu, Z. Research progress of gas-solid particle system simulation. Chem. React. Eng. Technol. 2016, 32, 261–276. [Google Scholar]
- Wang, M.; Liu, J.; Wang, X.; Sun, D.; Yue, J. Verification and analysis of hard sphere strengthening model in CFD-DEM coupling calculation. J. Comput. Mech. 2023, 40, 198–207. [Google Scholar]
- Tan, J.; Luo, K.; Fan, J. Verification and analysis of soft sphere model in full-scale particle flow simulation. J. Zhejiang Univ. 2015, 49, 344–350. [Google Scholar]
- Jiang, Y.; Liu, Y. Thermodynamic model of particle-particle contact force. Acta Phys. Sin. 2018, 67, 139–148. [Google Scholar]
- Guo, C.; Guo, H.; Li, Q.; Yue, H.; Wang, C. Influence of coaxial powder feeding process parameters on the powder flow field of laser additive remanufacturing nozzle. China Surf. Eng. 2020, 33, 136–148. [Google Scholar]
- Huang, D. Study on the Influence of Structural Parameters of Laser Cladding Coaxial Powder Delivery Nozzle on Powder Flow Field and Its Optimal Design. Master’s Thesis, Northeastern University, Shenyang, China, 2020. [Google Scholar]
- Yin, Q. Simulation and Experimental Study on the Outflow Field of Laser Cladding Four-Channel Coaxial Powder Feeding Nozzle. Master’s Thesis, Zhongyuan University of Technology, Zhengzhou, China, 2021. [Google Scholar]
- Huang, Y. Study on Powder Convergence Characteristics of Laser Cladding Nozzle and Its Interaction with Molten Pool. Master’s Thesis, Harbin Polytechnic Institute, Harbin, China, 2017. [Google Scholar]
- Guo, S.; Yin, Q.; Choi, Y.; Cui, J.; Li, X. Simulation of influence of elastic recovery coefficient on coaxial nozzle outflow field. Appl. Laser 2021, 41, 793–797. [Google Scholar] [CrossRef]
- Feng, X.; Hiroshi, H.; Gao, Y.; Wu, J.; Qi, H.-B. Numerical simulation of gas-powder coupling transport behavior in coaxial powder delivery laser cladding. Adv. Laser Optoelectron. 2021, 58, 264–271. [Google Scholar]
- Zhang, Q. Study on Convergence Characteristics of Air and Powder Flow in Multi-Channel Coaxial Powder Delivery Nozzle. Master’s Thesis, Dalian University of Technology, Dalian, China, 2018. [Google Scholar]
- Polyanskiy, T.; Zaitsev, A.; Ermolaev, G. Studying the process of powder transportation during laser cladding with a coaxial nozzle. J. Phys. Conf. Ser. 2019, 1404, 012037. [Google Scholar] [CrossRef]
- Du, W.; Bao, X.; Xu, J.; Wei, W. Computational fluid dynamics (CFD) modeling of spouted bed: Influence of frictional stress, maximum packing limit and coefficient of restitution of particles. Chem. Eng. Sci. 2006, 61, 4558–4570. [Google Scholar] [CrossRef]
- Kovaleva, I.; Kovalev, O.; Zaitsev, A.; Smurov, I. Numerical simulation and comparison of powder jet profiles for different types of coaxial nozzles in direct material deposition. Phys. Procedia 2013, 41, 870–872. [Google Scholar] [CrossRef]
- Liu, H.; He, X.; Yu, G.; Wang, Z.; Li, S.; Zheng, C.; Ning, W. Numerical simulation of powder transport behavior in laser cladding with coaxial powder feeding. Sci. China Phys. Mech. Astron. 2015, 58, 0714006. [Google Scholar] [CrossRef]
- Liu, H.; Yu, G.; He, X.; Li, S. Effect of powder properties on powder flow field in coaxial powder feeding laser cladding. Chin. J. Lasers 2013, 40, 102–110. [Google Scholar]
- Liu, H.; Yu, G.; He, X.; Li, S.; Zheng, C.; Ning, W.; Ge, Z. Three-dimensional numerical simulation of transient temperature field and geometry in powder feeding laser cladding. Chin. J. Lasers 2013, 40, 84–91. [Google Scholar]
- Zhang, J.; Yang, L.; Zhang, W.; Qiu, J.; Xiao, H.; Liu, Y. Numerical simulation and experimental study for aerodynamic characteristics and powder transport behavior of novel nozzle. Opt. Lasers Eng. 2020, 126, 105873. [Google Scholar] [CrossRef]
- Zhang, Y.; Xing, F.; Liu, W.; Bian, H.; Suo, H. Numerical simulation of ultrafine powder in laser cladding carrier gas transport based on CFD-DEM. Appl. Laser 2024, 44, 49–58. [Google Scholar] [CrossRef]
- Qu, X.; Chai, Z.; Liu, T.; Chen, H.; Chen, X. Powder stream thermal dynamics in directed energy deposition for high aggregation and thermal efficiency using computational fluid dynamics modeling. Int. J. Adv. Manuf. Technol. 2024, 132, 2923–2939. [Google Scholar] [CrossRef]
- Wang, L.; Wang, S.; Zhang, Y.; Yan, W. Multi-phase flow simulation of powder streaming in laser-based directed energy deposition. Int. J. Heat Mass Transf. 2023, 212, 124240. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, G. Numerical simulation of gas-solid two-phase flow field in laser optical composite powder feed wire feed cladding. Appl. Laser 2013, 33, 254–258. [Google Scholar]
- Chu, M.; Lian, G.; Yao, M.; Feng, M.; Chen, C.; Huang, X. Numerical simulation and experimental investigation of gas-powder flow feed behavior in laser cladding with coaxial nozzle. Int. J. Adv. Manuf. Technol. 2022, 122, 881–894. [Google Scholar] [CrossRef]
- Wang, J.-H.; Han, F.-Z.; Chen, S.-F.; Ying, W.-S. A novel model of laser energy attenuation by powder particles for laser solid forming. Int. J. Mach. Tools Manuf. 2019, 145, 103440. [Google Scholar] [CrossRef]
- Liu, H.; Hao, J.; Yu, G.; Yang, H.; Wang, L.; Han, Z. A numerical study on metallic powder flow in coaxial laser cladding. J. Appl. Fluid Mech. 2016, 9, 2247–2256. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, K.; Yang, L.; Zhang, J.; Ding, H.; Pan, Z. Coupling Characteristics of Powder and Laser of Coaxial Cone Nozzle for Laser Direct Metal Deposition: Numerical Simulation and Experimental Study. Materials 2023, 16, 3403. [Google Scholar] [CrossRef]
- Deng, Z.; Mei, X.; Xiang, Z.; Xie, L.F.; Yin, G. Numerical analysis of powder flow field of carrier gas coaxial powder feeding 3D printing nozzle. J. Sichuan Univ. 2016, 48, 165–172. [Google Scholar] [CrossRef]
- Yang, L. Numerical Simulation and Experimental Study of Gas-Solid Two-Phase Flow in Laser Direct Metal Deposition. Master’s Thesis, Wenzhou University, Wenzhou, China, 2020. [Google Scholar]
- Koruba, P.; Wall, K.; Reiner, J. Influence of processing gases in laser cladding based on simulation analysis and experimental tests. Procedia CIRP 2018, 74, 719–723. [Google Scholar] [CrossRef]
- Yao, X.X.; Li, J.Y.; Wang, Y.F.; Gao, X.; Li, T.; Zhang, Z. Experimental and numerical studies of nozzle effect on powder flow behaviors in directed energy deposition additive manufacturing. Int. J. Mech. Sci. 2021, 210, 106740. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Model | Model Parameter | Finesse | Computational Volume |
|---|---|---|---|
| Hard-ball model | Coefficient of elastic recovery | Thick | Few |
| Soft-ball model | Damping factor, stiffness factor | Finely particulate | Comparatively large |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, J.; Zhou, E.; Feng, R.; Xue, M.; Wang, J.; Zhong, Z.; Ku, X. Research Progress and Current Status of Gas–Solid Two-Phase Flow Technology in the Direction of Laser Cladding. Micromachines 2024, 15, 1190. https://doi.org/10.3390/mi15101190
Peng J, Zhou E, Feng R, Xue M, Wang J, Zhong Z, Ku X. Research Progress and Current Status of Gas–Solid Two-Phase Flow Technology in the Direction of Laser Cladding. Micromachines. 2024; 15(10):1190. https://doi.org/10.3390/mi15101190
Chicago/Turabian StylePeng, Jianjun, Erhao Zhou, Run Feng, Meng Xue, Junhua Wang, Zhidan Zhong, and Xiangchen Ku. 2024. "Research Progress and Current Status of Gas–Solid Two-Phase Flow Technology in the Direction of Laser Cladding" Micromachines 15, no. 10: 1190. https://doi.org/10.3390/mi15101190