
Research Progress on Precision Tool Alignment Technology in Machining

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Contact Type Tool Alignment Method
2.1. Trial Cutting Method
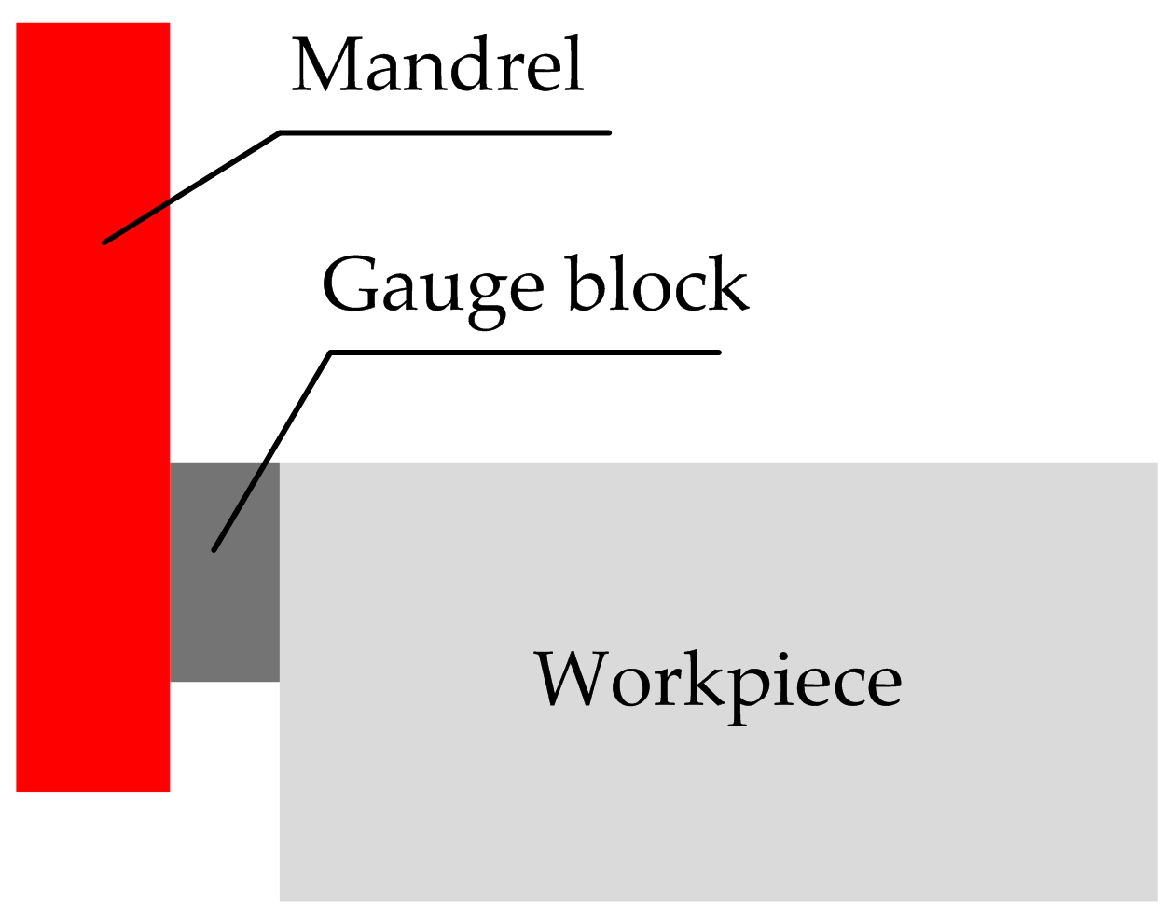
2.2. Standard Core Shaft, Feeler Gauge, and Block Gauge Tool Method
2.3. Use an Edge Finder and a Z-Axis Setter to Adjust the Cutting Method
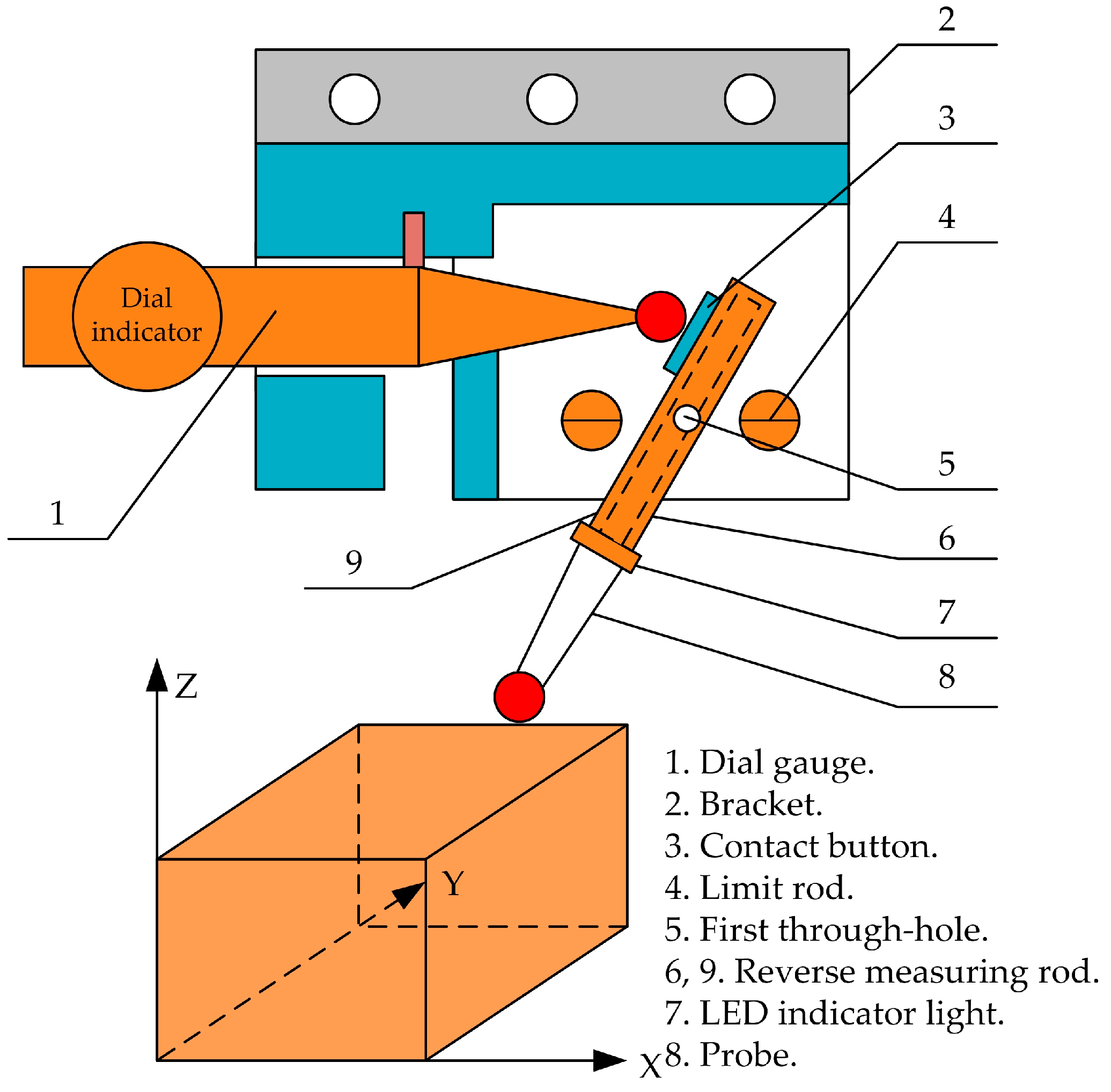
2.4. Dial Gauge or Micrometer Knife Method
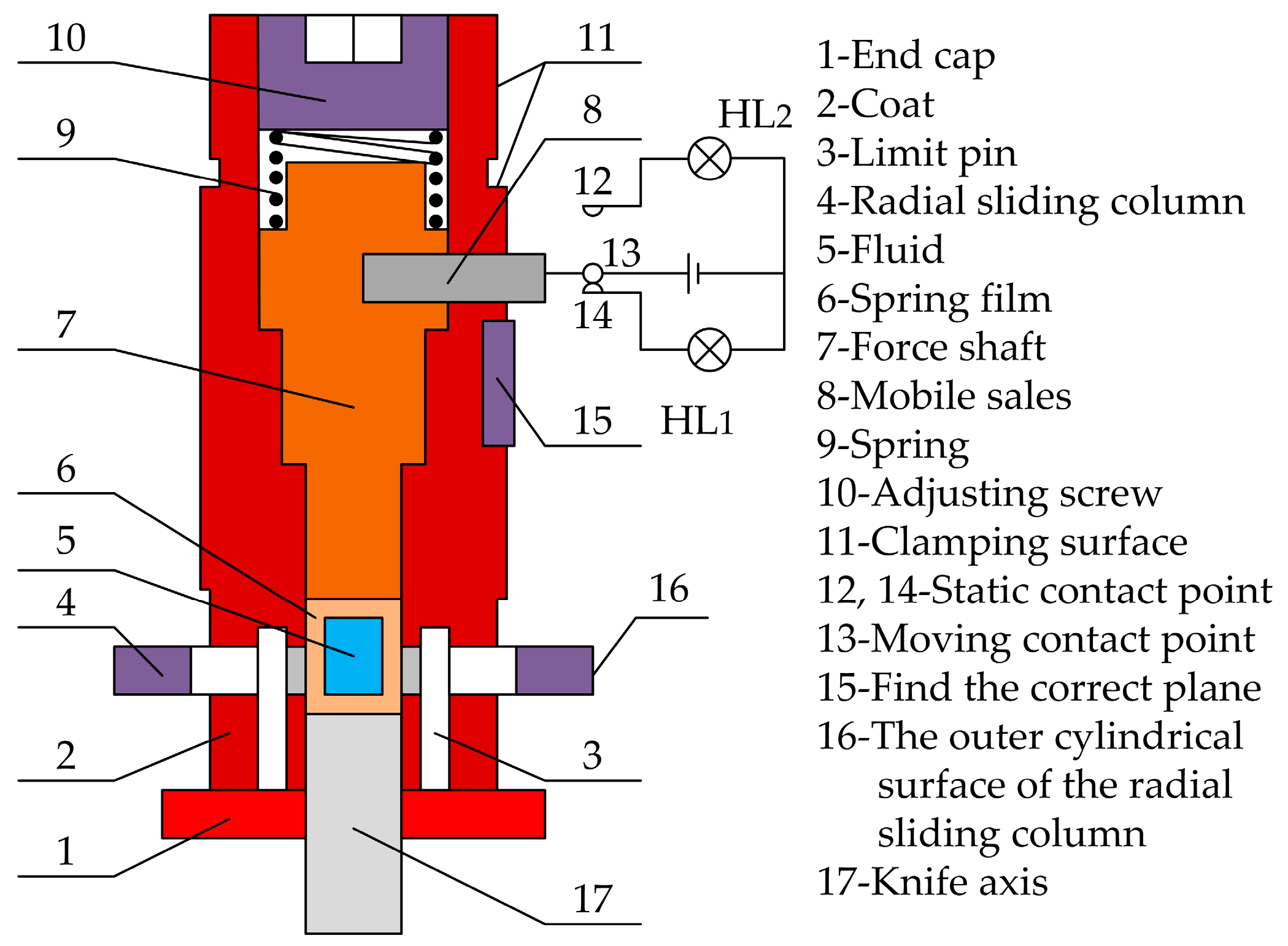
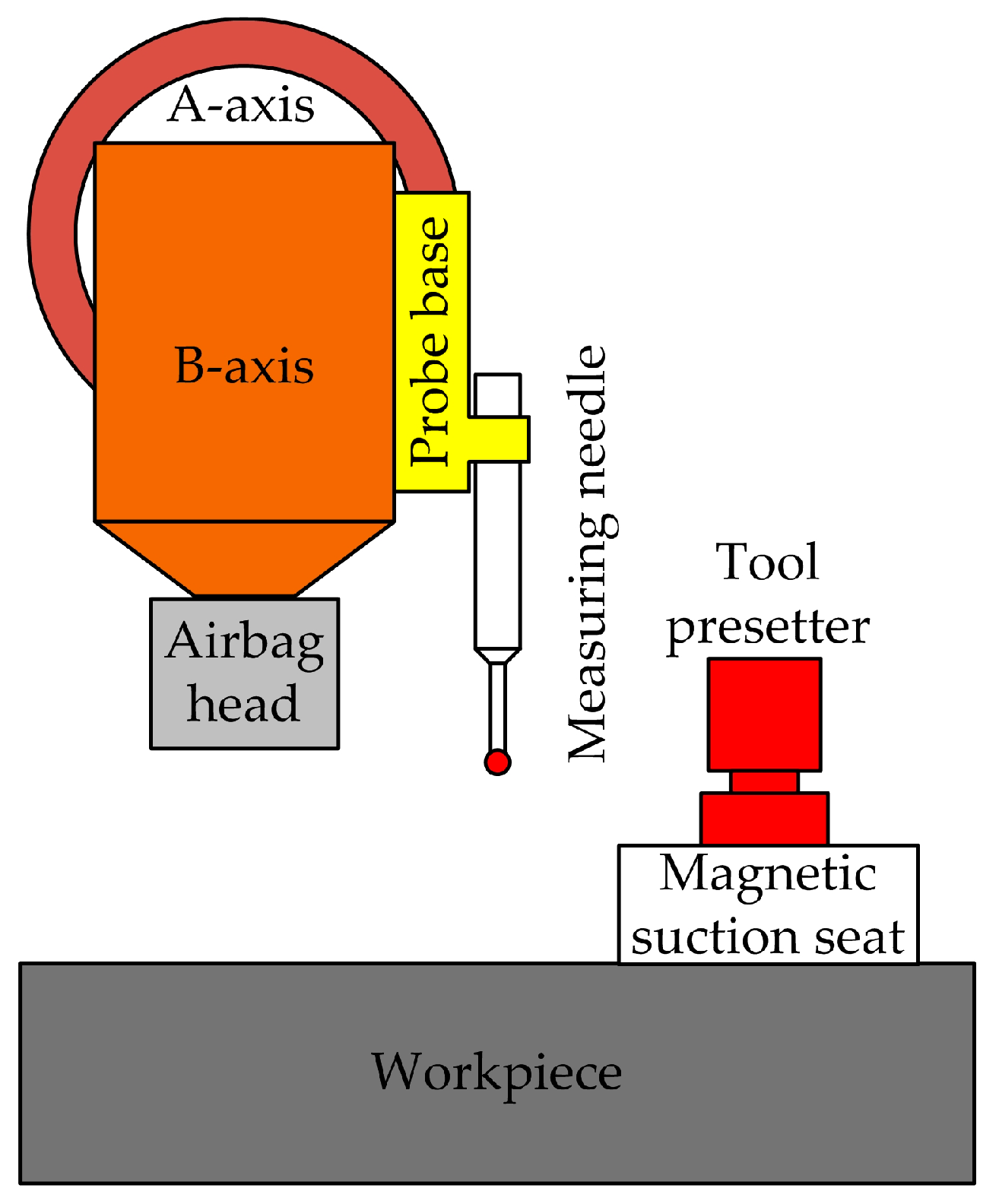
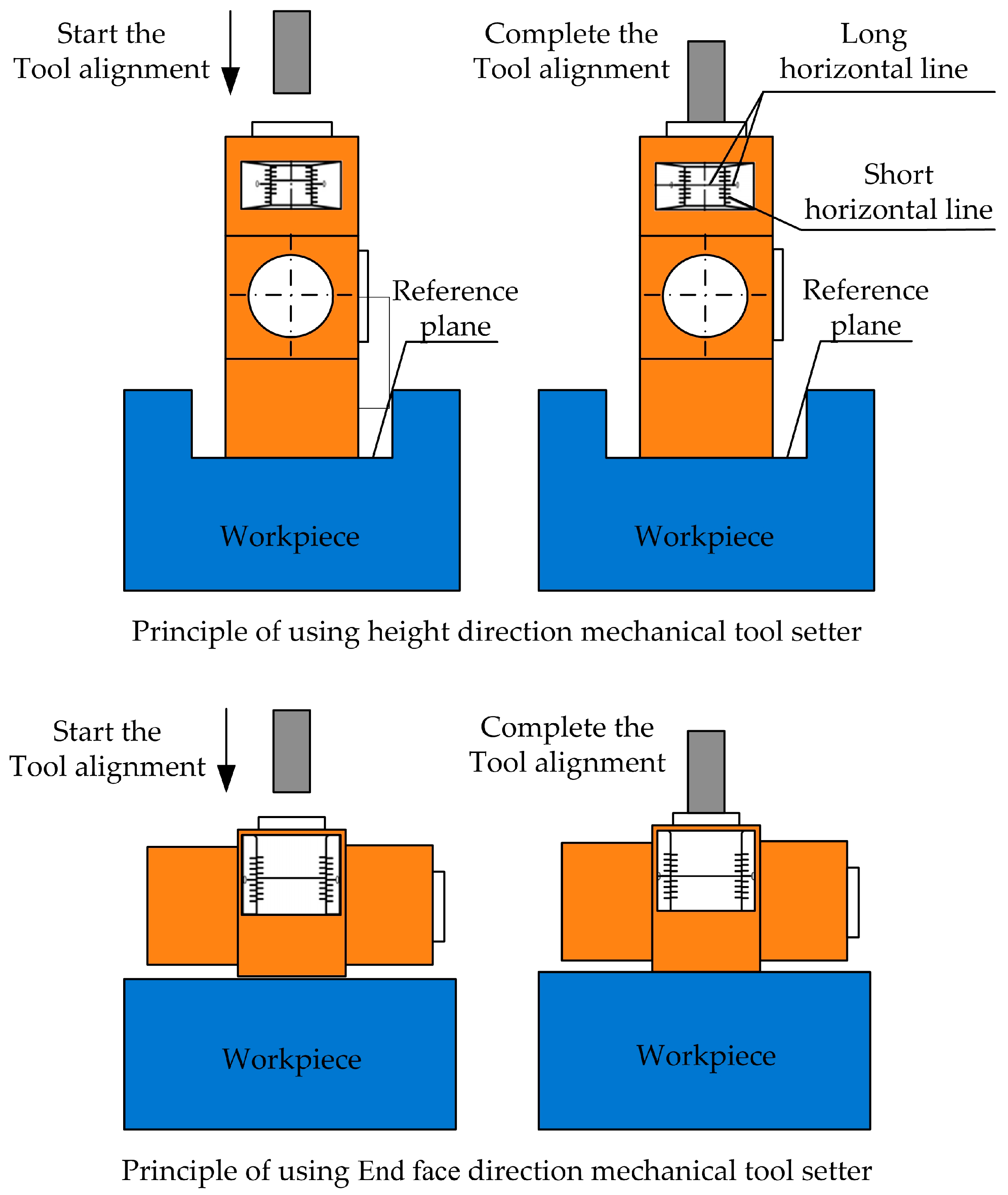
2.5. Contact Type Tool Setter
3. Non-Contact Tool Alignment Method
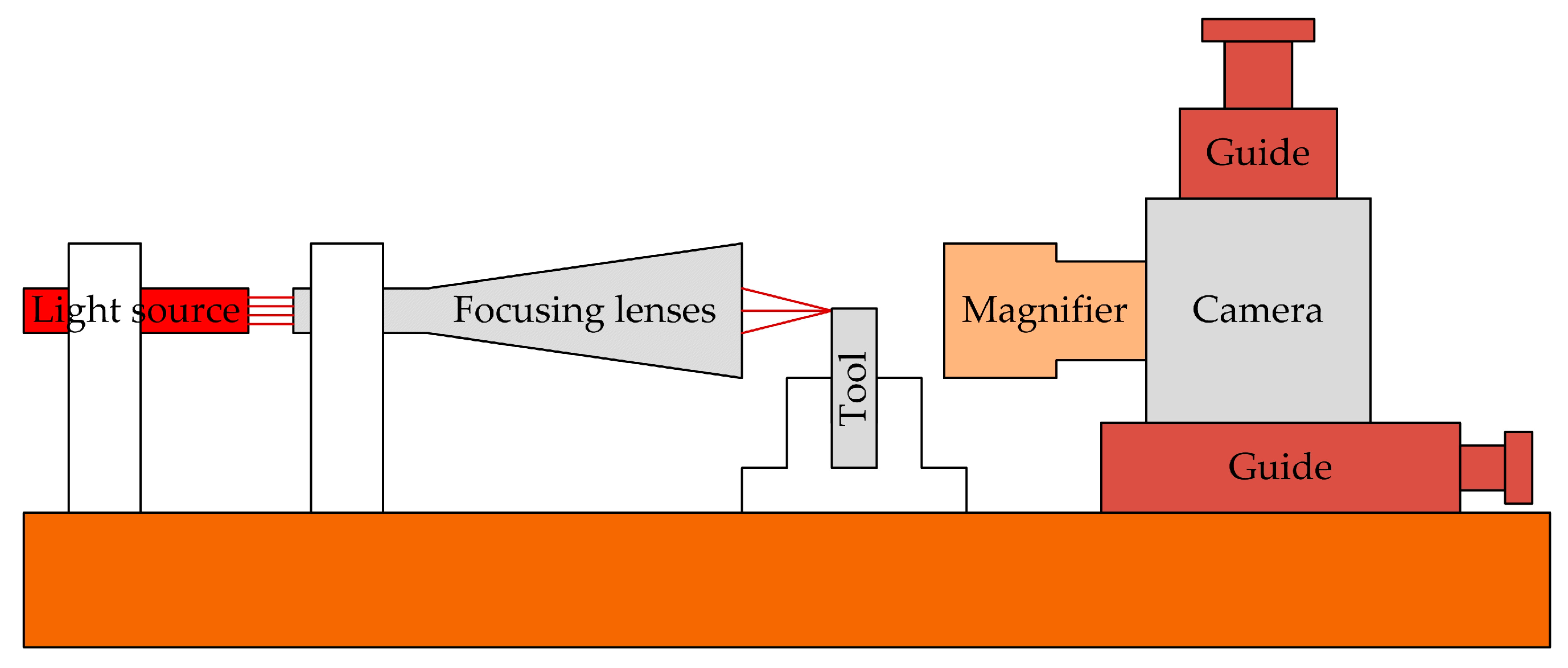
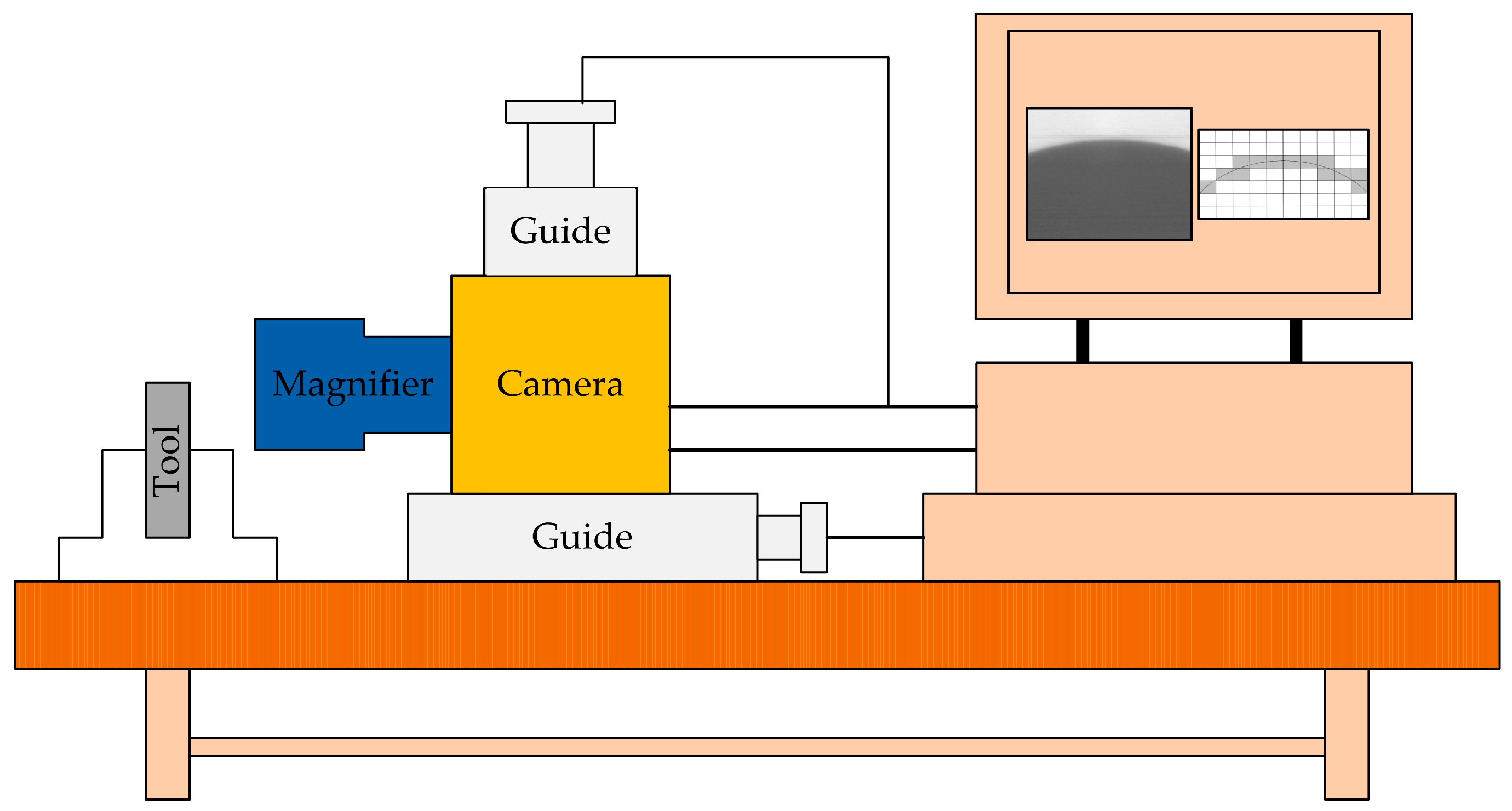
3.1. Image Based Knife Technique
3.2. Laser Diffraction/Direct Cutting Method
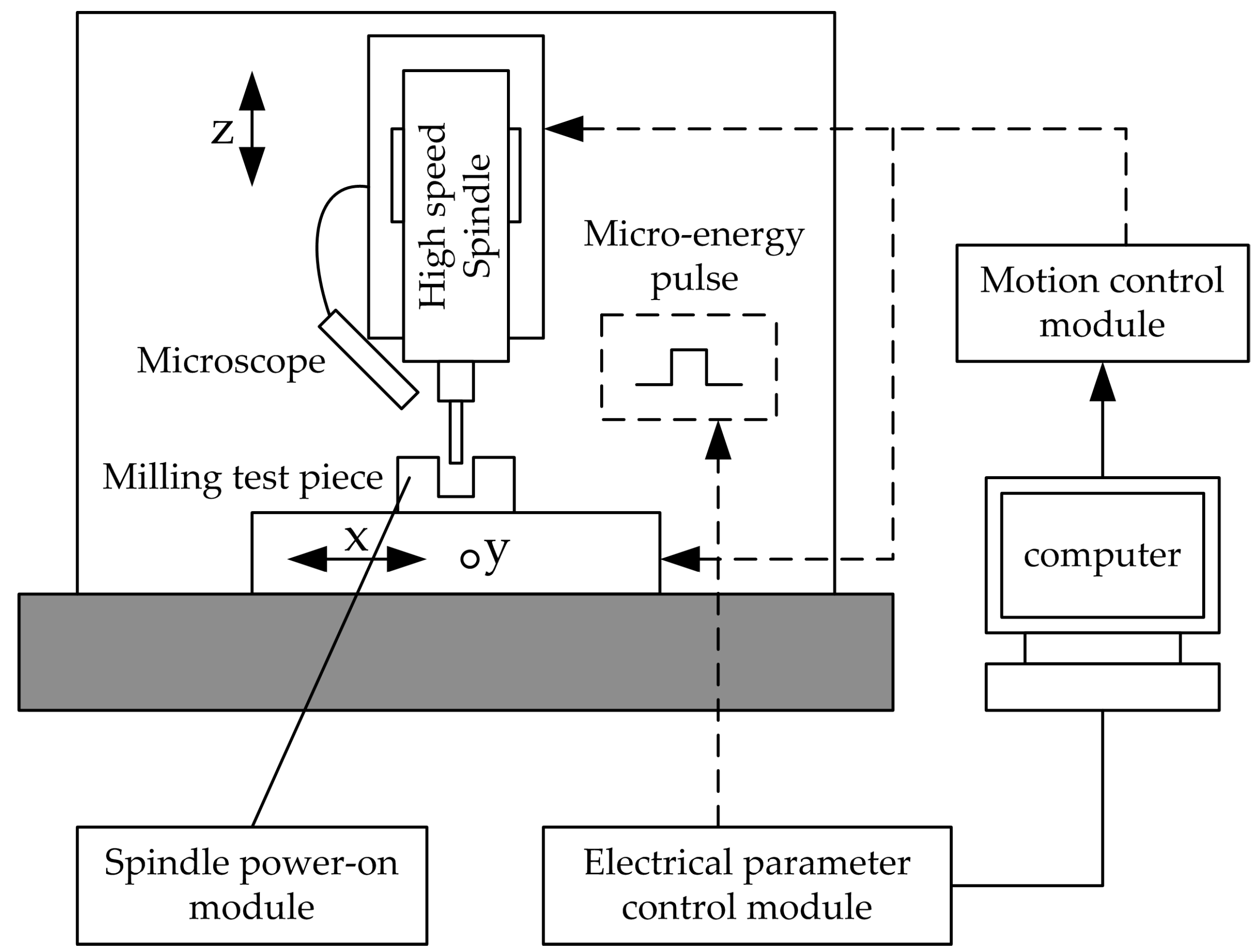
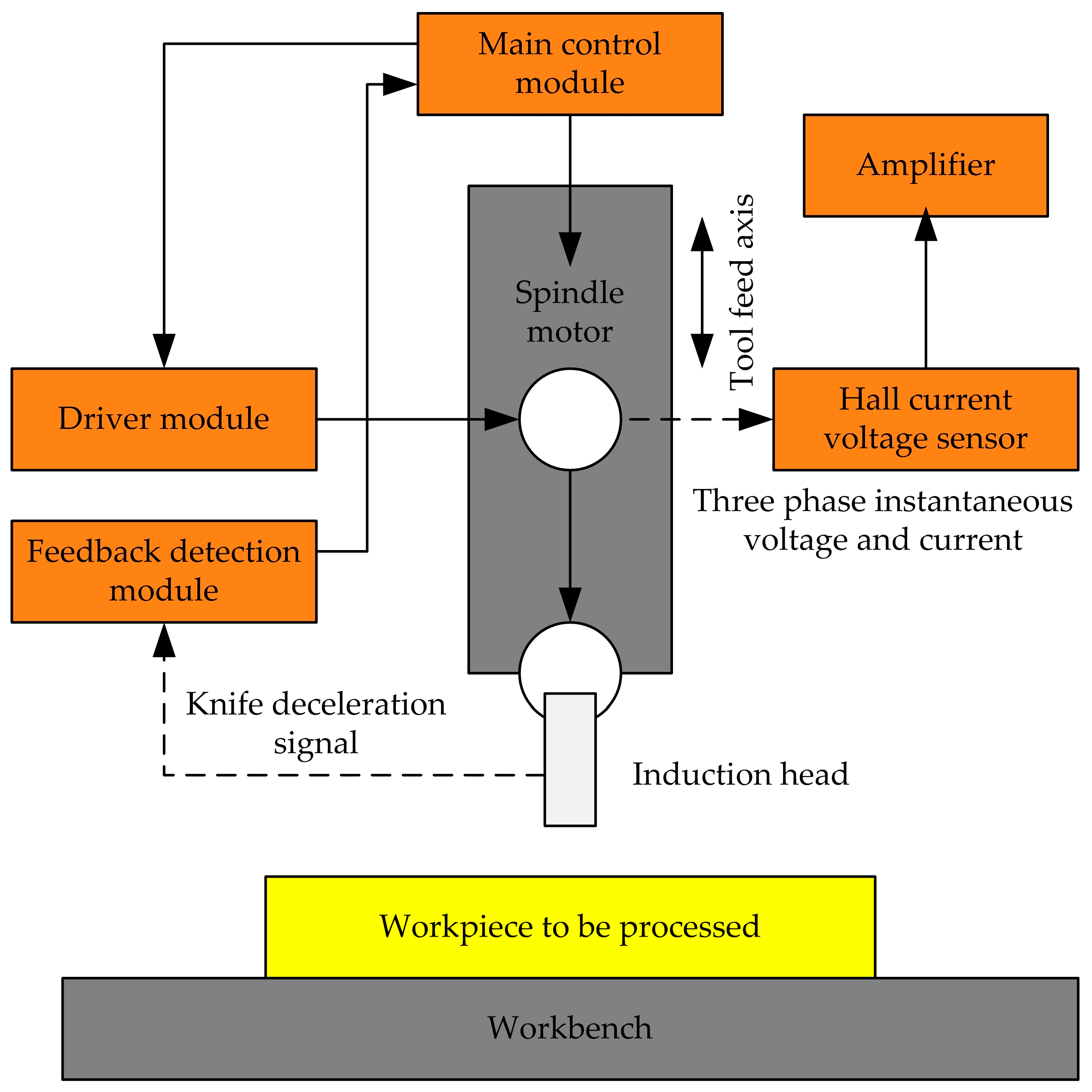
3.3. Cutting Method Based on Discharge Principle
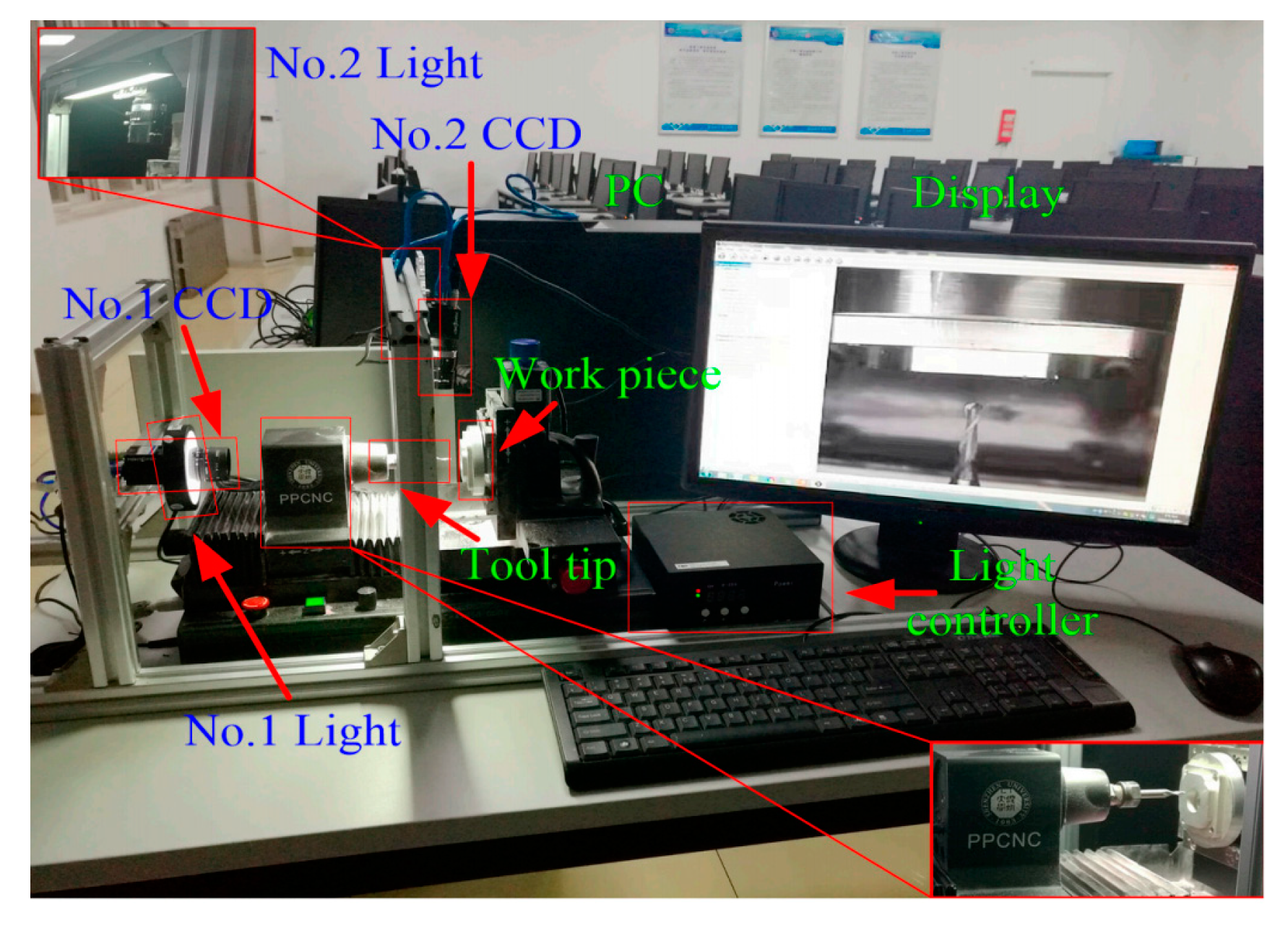
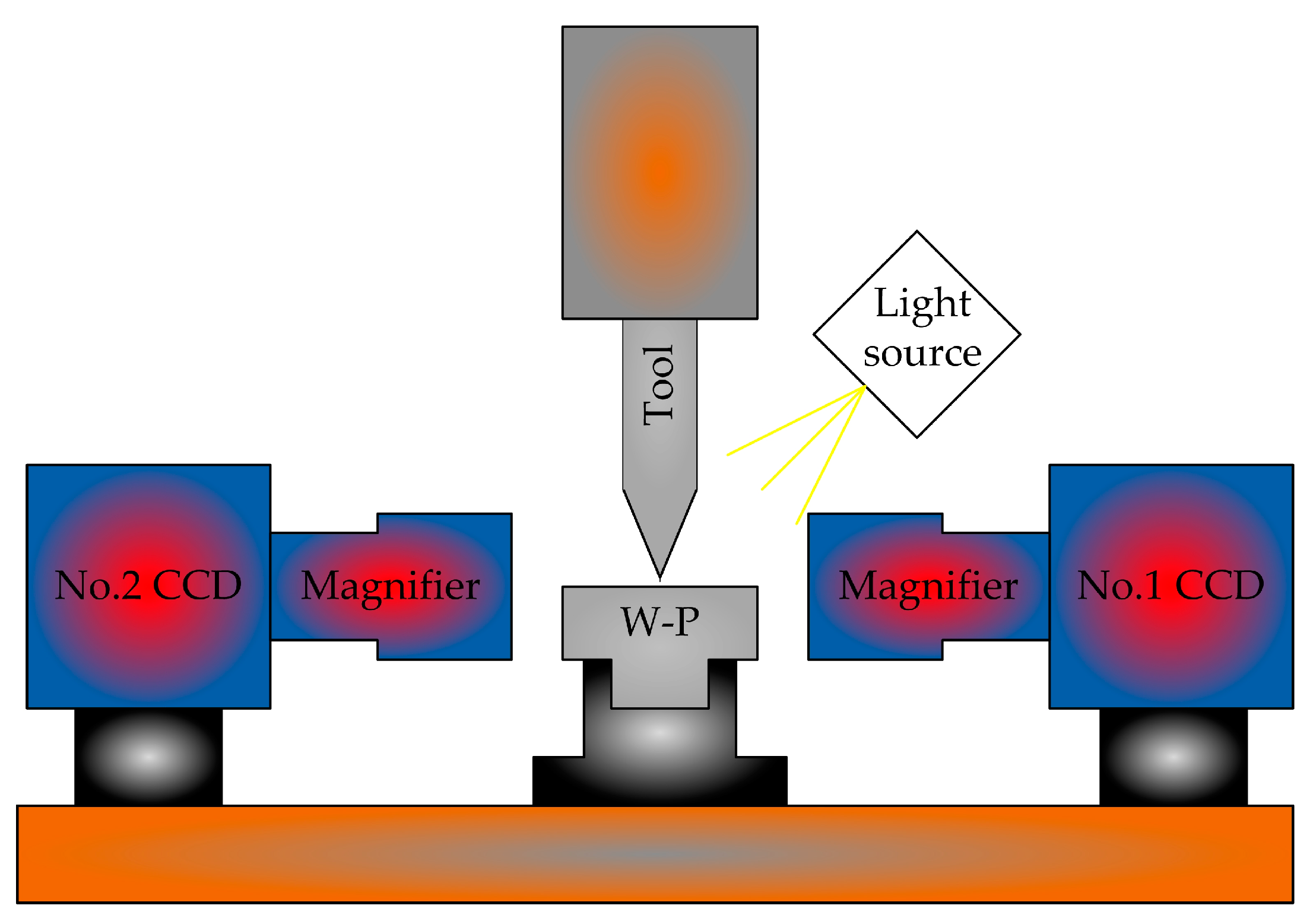
3.4. Visual-Based Knife Alignment Method
4. International Major Knife Setting Products
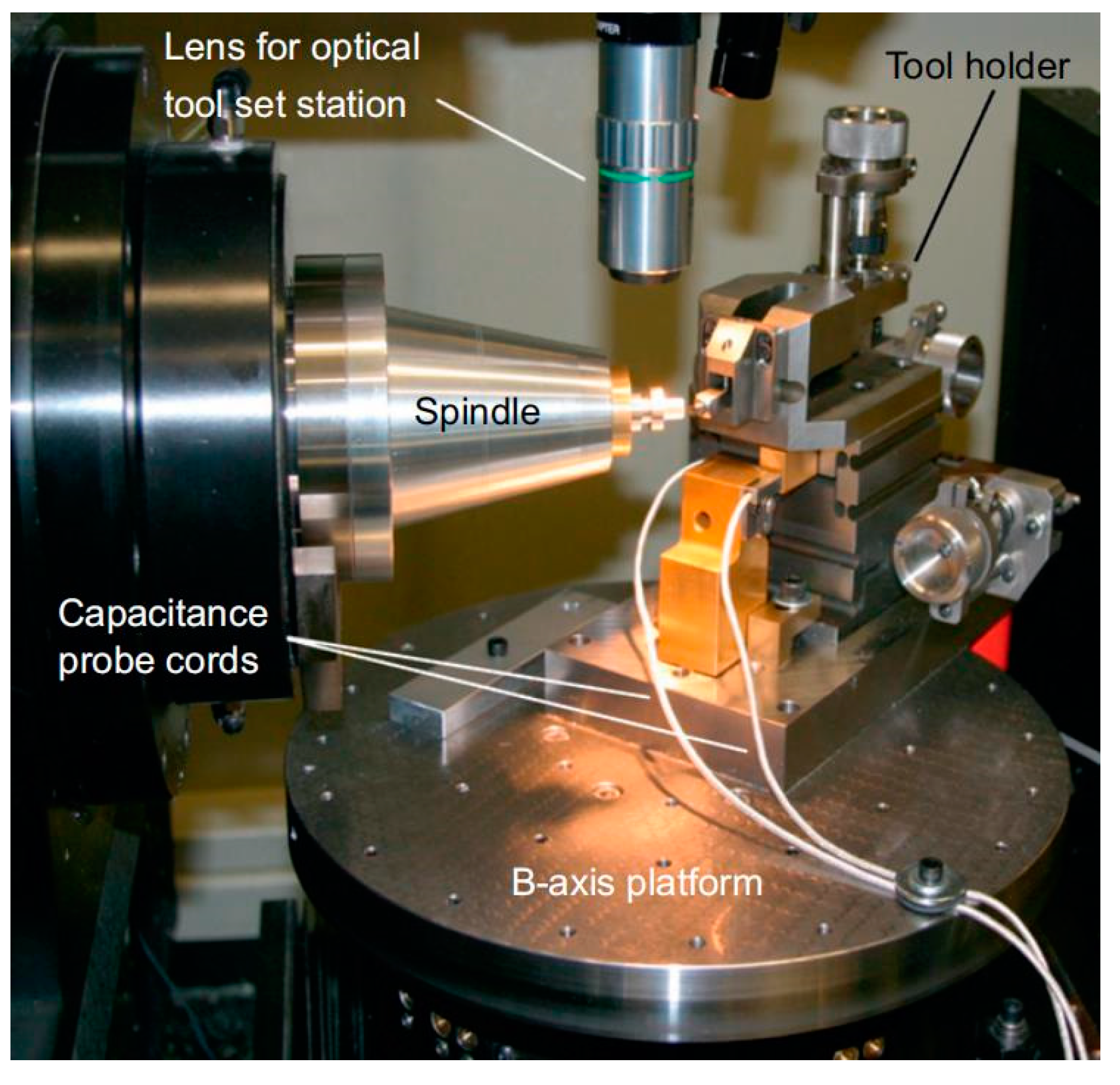
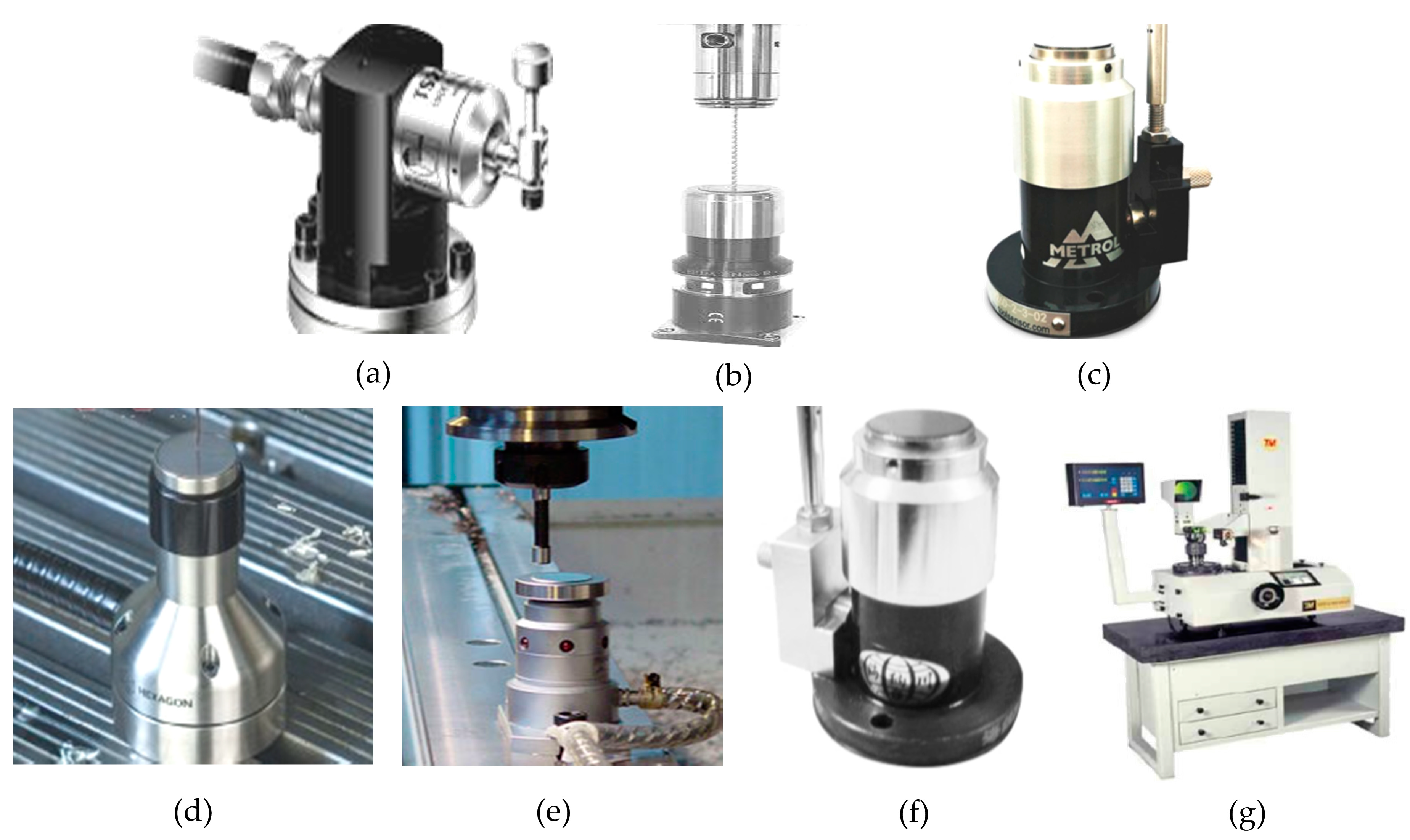
4.1. International Contact Type Tool Setter
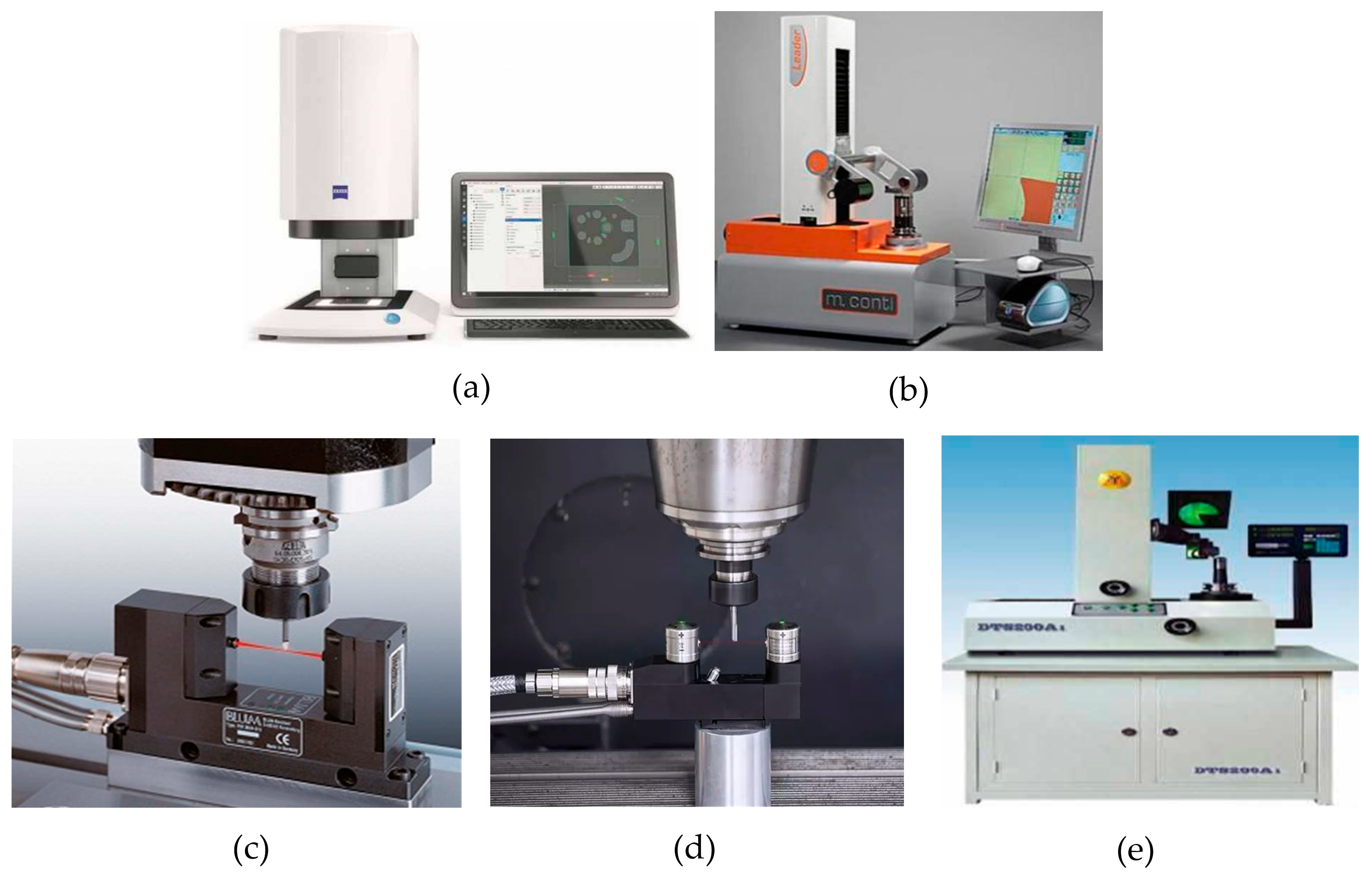
4.2. International Non-Contact Tool Setter
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhao, L.; Cheng, J.; Yin, Z.; Yang, H.; Chen, M.; Yuan, X. Research on precision automatic tool setting technology for KDP crystal surface damage mitigation based on machine vision. J. Manuf. Process. 2021, 64, 750–757. [Google Scholar] [CrossRef]
- Guo, P.; Li, Z.; Xiong, Z.; Zhang, S. A theoretical and experimental investigation into tool setting induced form error in diamond turning of micro-lens array. Int. J. Adv. Manuf. Technol. 2023, 7, 2515–2525. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Chen, Z.Z.; Zhu, L.M.; Zhang, X.Q. Single point diamond turning and compensation for micro-lens array. Opt. Precis. Eng. 2022, 7, 813–820. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, G.; Dai, Y.; To, S.; Wu, X.; Lou, Y. Tool interference at workpiece centre in single-point diamond turning. Int. J. Mech. Sci. 2019, 151, 1–12. [Google Scholar] [CrossRef]
- Dai, Y.; Jiang, J.; Zhang, G.; Luo, T. Forced-based tool deviation induced form error identification in single-point diamond turning of optical spherical surfaces. Precis. Eng. 2021, 72, 83–94. [Google Scholar] [CrossRef]
- Long, W.; Tang, Y. Exploration of Practical Tool Alignment Methods in CNC Turning Processing. Papermak. Equip. Mater. 2020, 49, 28–29. (In Chinese) [Google Scholar]
- Wu, F. Exploration of Practical Tool Alignment Methods in CNC Turning Processing. Era Agric. Mach. 2017, 44, 37–38. (In Chinese) [Google Scholar]
- Yang, G. Handling of common tool alignment problems in CNC machine tools. Hebei Agric. Mach. 2017, 5, 31. (In Chinese) [Google Scholar]
- Lins, R.G.; Prmd, A.; Corazzim, M. In-process machine vision monitoring of tool wear for Cyber-Physical Production Systems. Robot. Comput. Integr. Manuf. 2020, 61, 101859–101876. [Google Scholar] [CrossRef]
- Gao, W.; Ibaraki, S.; Donmez, M.A.; Kono, D.; Mayer, J.R.; Chen, Y.L.; Szipka, K.; Archenti, A.; Linares, J.M.; Suzuki, N. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors. Int. J. Mach. Tools Manuf. 2023, 187, 104017. [Google Scholar] [CrossRef]
- Alexander, V.K. Methods for dimensional stability improvement of end measurement tools. Int. J. Mach. Mach. Mater. 2022, 24, 1–15. [Google Scholar]
- Tang, Y.; Feng, X.; Ge, G.; Du, Z.; Lv, J. Uncertainty assessment of machine tool squareness error identification using on-machine measurement. Meas. Sci. Technol. 2024, 3, 035022. [Google Scholar] [CrossRef]
- Franke, D.; Zinn, M.; Rudraraju, S.; Pfefferkorn, F.E. Influence of Tool Runout on Force Measurement During Internal Void Monitoring for Friction Stir Welding of 6061-T6 Aluminum. J. Manuf. Sci. Eng. Trans. ASME 2021, 143, 111008. [Google Scholar] [CrossRef]
- Wei, P. Application of tool presetter in machining centers. Met. Process. (Cold Process.) 2024, 5, 66–69. (In Chinese) [Google Scholar]
- Li, L. Research on Tool Setting Methods in CNC Turning. Mech. Eng. Autom. 2024, 1, 127–129. (In Chinese) [Google Scholar]
- Cui, Y.; Li, K. Analysis and Application of Cutting Method for CNC Lathe Trial Cutting. Tech Wind 2019, 1, 137. (In Chinese) [Google Scholar]
- Yan, F. Tool alignment of Huazhong CNC lathe. Digit. Technol. Appl. 2016, 10, 15. (In Chinese) [Google Scholar]
- Zhou, K. Numerical Control Rapid Tool Alignment Method. Met. Process. (Cold Process.) 2016, S1, 140–141. (In Chinese) [Google Scholar]
- Wei, J. Application of Adjustment Method in Manual Tool Alignment of CNC Lathe. Equip. Manuf. 2009, 6, 216. (In Chinese) [Google Scholar]
- Gao, Y. Analysis of tool alignment method for CNC boring and milling machine. Technol. Innov. Appl. 2014, 30, 109. (In Chinese) [Google Scholar]
- Wei, X. Research on Automatic Tool Alignment Technology for CNC Machine Tools Based on Machine Vision. Master’s Thesis, North China University of Technology, Beijing, China, 2014. (In Chinese). [Google Scholar]
- Zhao, H. Analysis and Comparison of Common Tool Setting Methods in CNC Milling Machine Processing. Tech Vision 2018, 36, 10–11. (In Chinese) [Google Scholar]
- Xu, H.; Wu, C. Discussion on Common Tool Alignment Methods for CNC Machining Centers. Light Ind. Technol. 2015, 31, 38–39. (In Chinese) [Google Scholar]
- Dong, G. Design of CNC comprehensive tool setting device for fluid transmission mechanism. Mach. Tool Hydraul. 2016, 44, 28–29. (In Chinese) [Google Scholar]
- Huang, X.; Wang, Z.; Lin, Z.; Zhong, B. The precision analysis of automatic tool setting in bonnet polishing machine. J. Xiamen Univ. (Nat. Sci.) 2020, 59, 560–565. (In Chinese) [Google Scholar]
- Ge, X.; Li, R.; Wu, Z.; Zhai, H. Tool Setting Gauge of Universal Lifting Platform Milling Machine. Mach. Tool Hydraul. 2016, 44, 23–25. (In Chinese) [Google Scholar]
- Bono, J.M.; Kroll, J.J. Tool setting on a B-axis rotary table of a precision lathe. Int. J. Mach. Tools Manuf. 2008, 48, 1261–1267. [Google Scholar] [CrossRef]
- Wei, J. Design of integrated mechanical tool checking instrument for NC machine tool. Mold Ind. 2018, 44, 55–68. (In Chinese) [Google Scholar]
- Yang, S.; Tan, H. Research of turning type electronic tool setting device. Mod. Manuf. Eng. 2016, 2, 139–142. (In Chinese) [Google Scholar]
- Wu, X. Design and application of a mechanical transmission type CNC lathe tool setter. Manuf. Technol. Mach. Tools 2013, 10, 143–146. (In Chinese) [Google Scholar]
- Luo, Y. Design of a Contact Electronic Knife Alignment Device. Ind. Instrum. Autom. Equip. 2019, 3, 121–122+128. (In Chinese) [Google Scholar]
- Duong, C.V.; Li, C.; Li, Y.; Gao, X. Quantifiable tool alignment method for B rotating axis of ultra precision CNC machine tool. J. Tsinghua Univ. (Nat. Sci. Ed.) 2014, 54, 1466–1470. (In Chinese) [Google Scholar]
- Cheng, Y.; Yu, H.; Yu, Z.; Xu, J.; Zhang, X. Imaging Analysis of Micro-milling Tool in the Process of Tool Setting Based on Digital Holography. In Proceedings of the 2019 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Zhenjiang, China, 4–8 August 2019; pp. 33–36. [Google Scholar]
- Chao, C.L.; Cheng, T.A.; Lou, D.C.; Chao, C.W. Development of a non-contact tool setting system for precision diamond turning. Mater. Sci. Forum. 2005, 505–507, 367–372. [Google Scholar]
- Wang, P.; Peng, Y.; Li, A.; Wang, Y. Motion control system of NC machine tool based on image processing. Mod. Electron. Tech. 2018, 41, 44–51. (In Chinese) [Google Scholar]
- Zhao, M.; He, N.; Li, L.; Huang, X. Method of precise auto tool setting for micro milling. Trans. Tianjin Univ. 2011, 17, 284–287. [Google Scholar] [CrossRef]
- Zheng, K.; He, N.; Li, L.; Zhao, M.; Liu, Z. Method of Precise Tool Setting for Micro Turning. Mater. Sci. Forum 2012, 723, 383–388. [Google Scholar] [CrossRef]
- Yu, Z.; Wang, J.; Zhang, L.; Wang, L.; Yu, H.; Xu, J. Micro lathe tool clearance detection technology. Optoelectron. Eng. 2012, 39, 122–127. (In Chinese) [Google Scholar]
- Liu, L.; Sun, S.; Lv, N.; Wang, B. Research on Electronic Camera based Tool Setting Instrument. Manuf. Technol. Mach. Tools 2007, 11, 12–15. (In Chinese) [Google Scholar]
- Yu, B.; Tao, Z.; Lu, Z.; Hu, X. Research on Ultrasonic Straight Blade Laser Alignment of Nomex Honeycomb Sandwich Structure. Manuf. Technol. Mach. Tools 2015, 4, 141–145. (In Chinese) [Google Scholar]
- Liu, X.; Zhu, W. Development of a fiber optical occlusion based non-contact automatic tool setter for a micro-milling machine. Robot. Comput.-Integr. Manuf. 2017, 43, 12–17. [Google Scholar] [CrossRef]
- Zhang, Y. Research on Diamond Cutting Tool Alignment Method Based on Laser Diffraction Principle. Master’s Thesis, Changchun University of Science and Technology, Changchun, China, 2018. (In Chinese). [Google Scholar]
- Khajornrungruang, P.; Kimura, K.; Suzuki, K.; Inoue, T. Micro Tool Diameter Monitoring by Means of Laser Diffraction for On-Machine Measurement. Int. J. Autom. Technol. 2017, 11, 736–741. [Google Scholar] [CrossRef]
- Xu, M.; Nakamoto, K.; Takeuchi, Y. Compensation Method for Tool Setting Errors Based on Non-Contact On-Machine Measurement. Int. J. Autom. Technol. 2020, 14, 66–72. [Google Scholar] [CrossRef]
- Song, Y.; Liu, Y.; Zhang, M.; Dai, X.; Yang, H.; Chen, D. Optical Precision Tool Alignment of Ultra Precision Lathe Based on CCD Sensor and Its Application. Manuf. Technol. Mach. Tools 2021, 2, 134–139. (In Chinese) [Google Scholar]
- Xu, Z.; Zhang, Z.; Jin, X.; Deng, Y. Experimental Studies of a Precision Tool Setting Method for Micro Tool Based on the Principle of Electric Breakdown in Micro Gap. Appl. Mech. Mater. 2014, 633–634, 647–653. [Google Scholar] [CrossRef]
- Hu, B.; Zhang, Y.; Li, J.; Yuan, W.; Li, J. Micro-milling cutter precise tool setting technology based on discharge sensing. In Proceedings of the 9th International Symposium on Precision Mechanical Measurements, Chongqing, China, 18–21 October 2019; p. 11343. [Google Scholar]
- Fan, Z.; Zhu, L.; Li, X. High precision automatic tool-set method for grinder. In Proceedings of the 2012 International Conference on Systems and Informatics (ICSAI2012), Yantai, China, 19–20 May 2012; pp. 189–192. [Google Scholar]
- Hou, B.; Zhang, C.; Yang, S. Computer Vision Tool-Setting System of Numerical Control Machine Tool. Sensors 2020, 20, 5302. [Google Scholar] [CrossRef] [PubMed]
- Sun, Q.; Li, Y. Research on Machine Vision based Tool Clearance Detection Method. J. Chang. Univ. Sci. Technol. (Nat. Sci. Ed.) 2022, 45, 53–60. (In Chinese) [Google Scholar]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Jiang, J.; Xiu, W.; Ming, Z.; Cui, B.; Zheng, L.; Wang, J.; Qi, L. Research Progress on Precision Tool Alignment Technology in Machining. Micromachines 2024, 15, 1202. https://doi.org/10.3390/mi15101202
Liu Q, Jiang J, Xiu W, Ming Z, Cui B, Zheng L, Wang J, Qi L. Research Progress on Precision Tool Alignment Technology in Machining. Micromachines. 2024; 15(10):1202. https://doi.org/10.3390/mi15101202
Chicago/Turabian StyleLiu, Qimeng, Junxiang Jiang, Wencui Xiu, Zhe Ming, Bo Cui, Liang Zheng, Jian Wang, and Liyan Qi. 2024. "Research Progress on Precision Tool Alignment Technology in Machining" Micromachines 15, no. 10: 1202. https://doi.org/10.3390/mi15101202