
Fabrication of Bulk Tungsten Microstructure Arrays for Hydrophobic Metallic Surfaces Using Inductively Coupled Plasma Deep Etching


Abstract
1. Introduction
2. Experiment Description
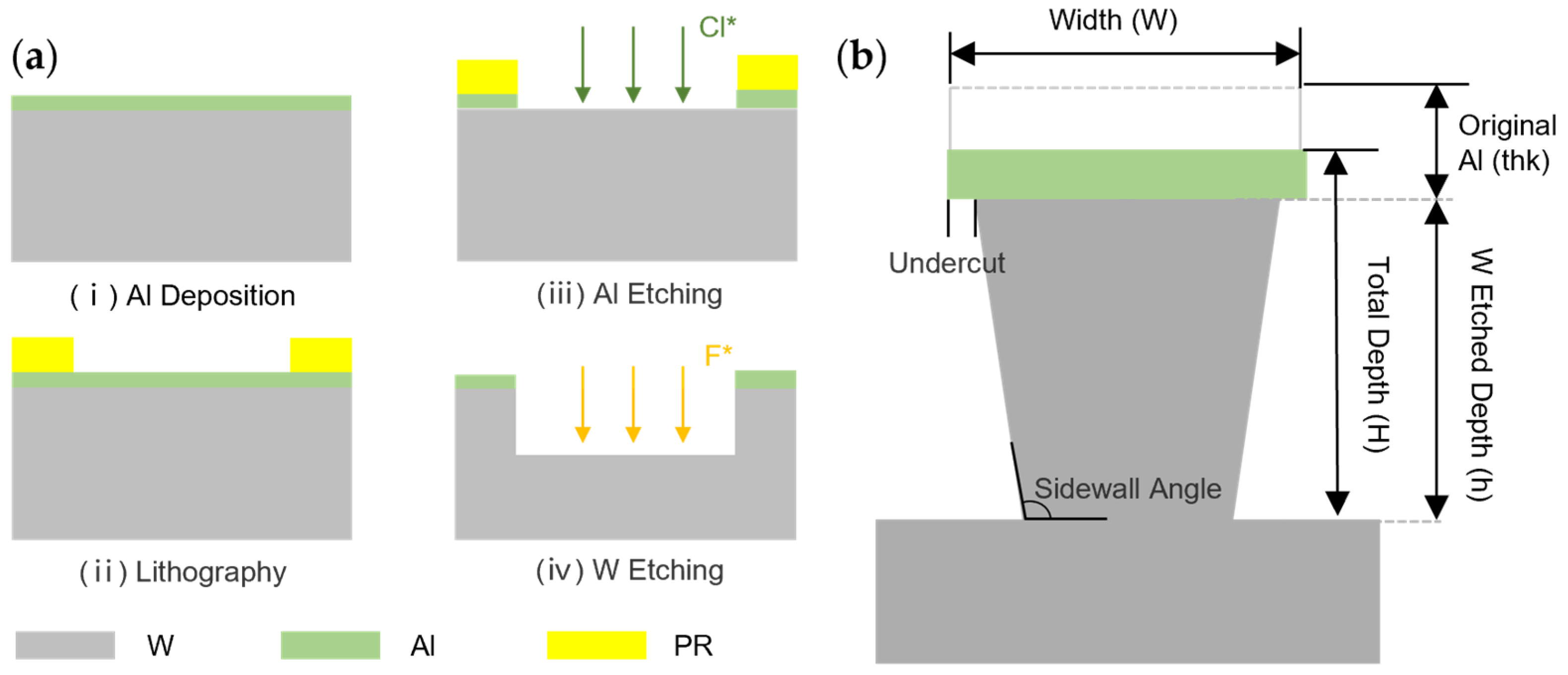
2.1. Sample Preparation and Etching Device
2.2. Characterized Parameters
2.3. Contact Angle Measurement
3. Results
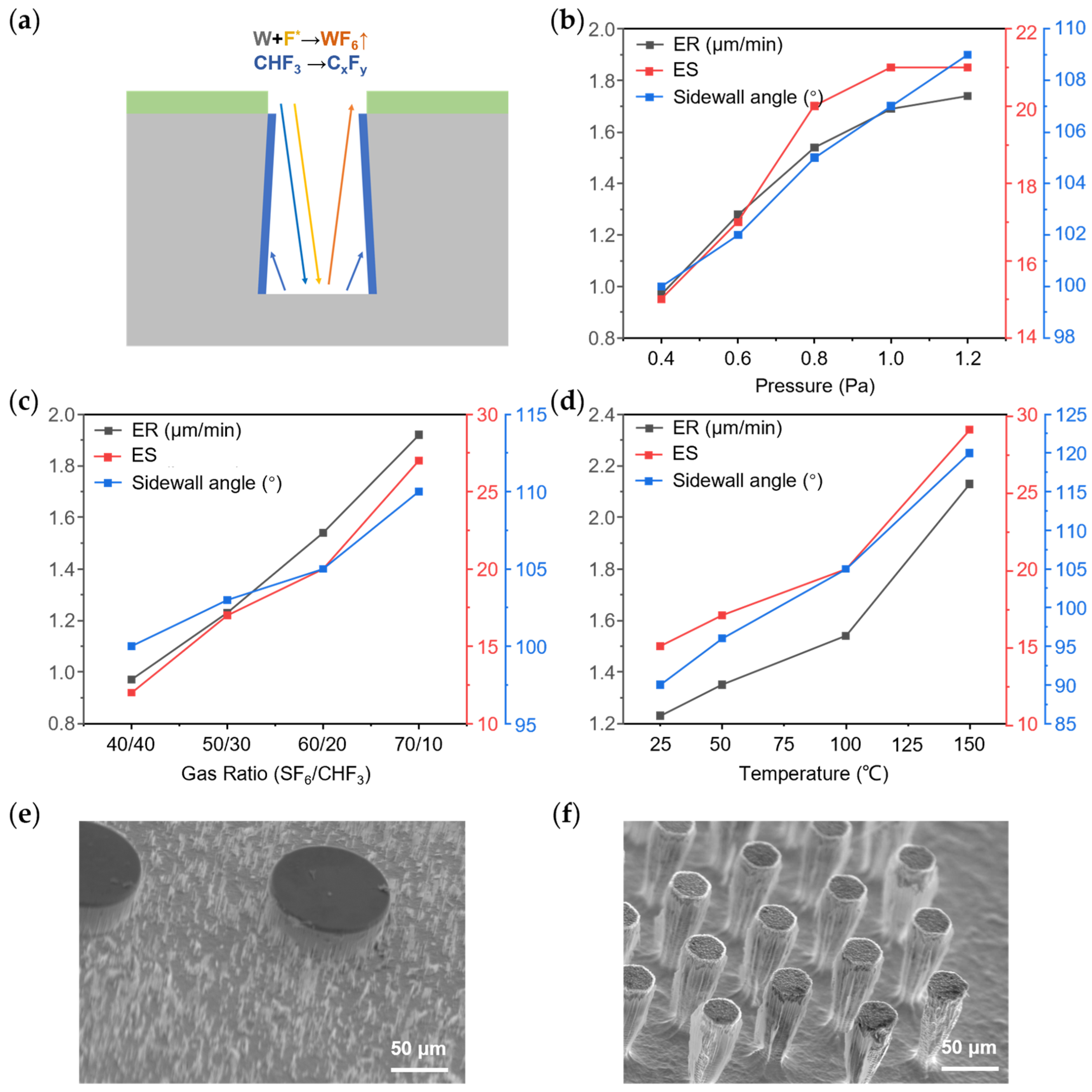
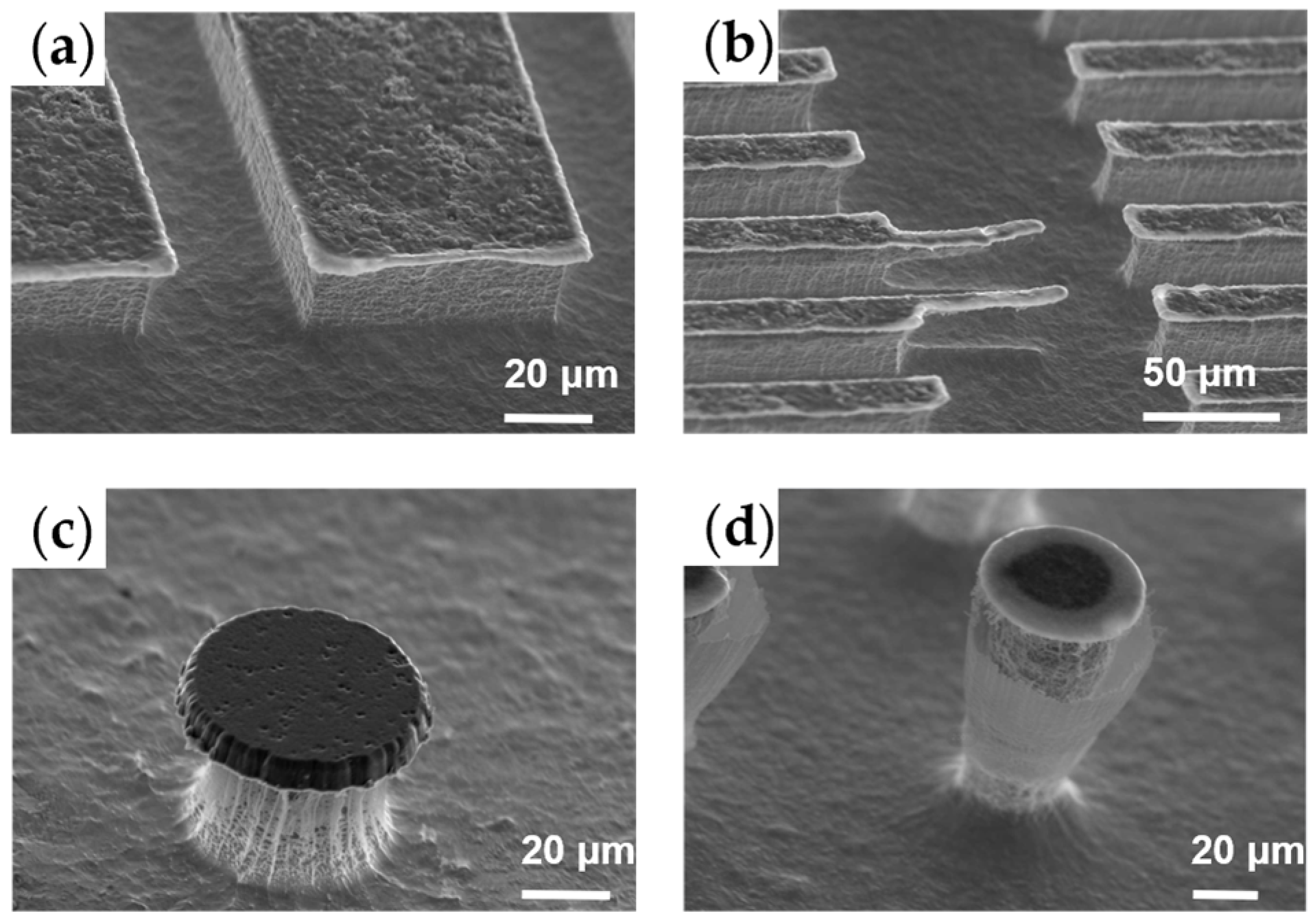
3.1. Profiles by Different Etching Gas
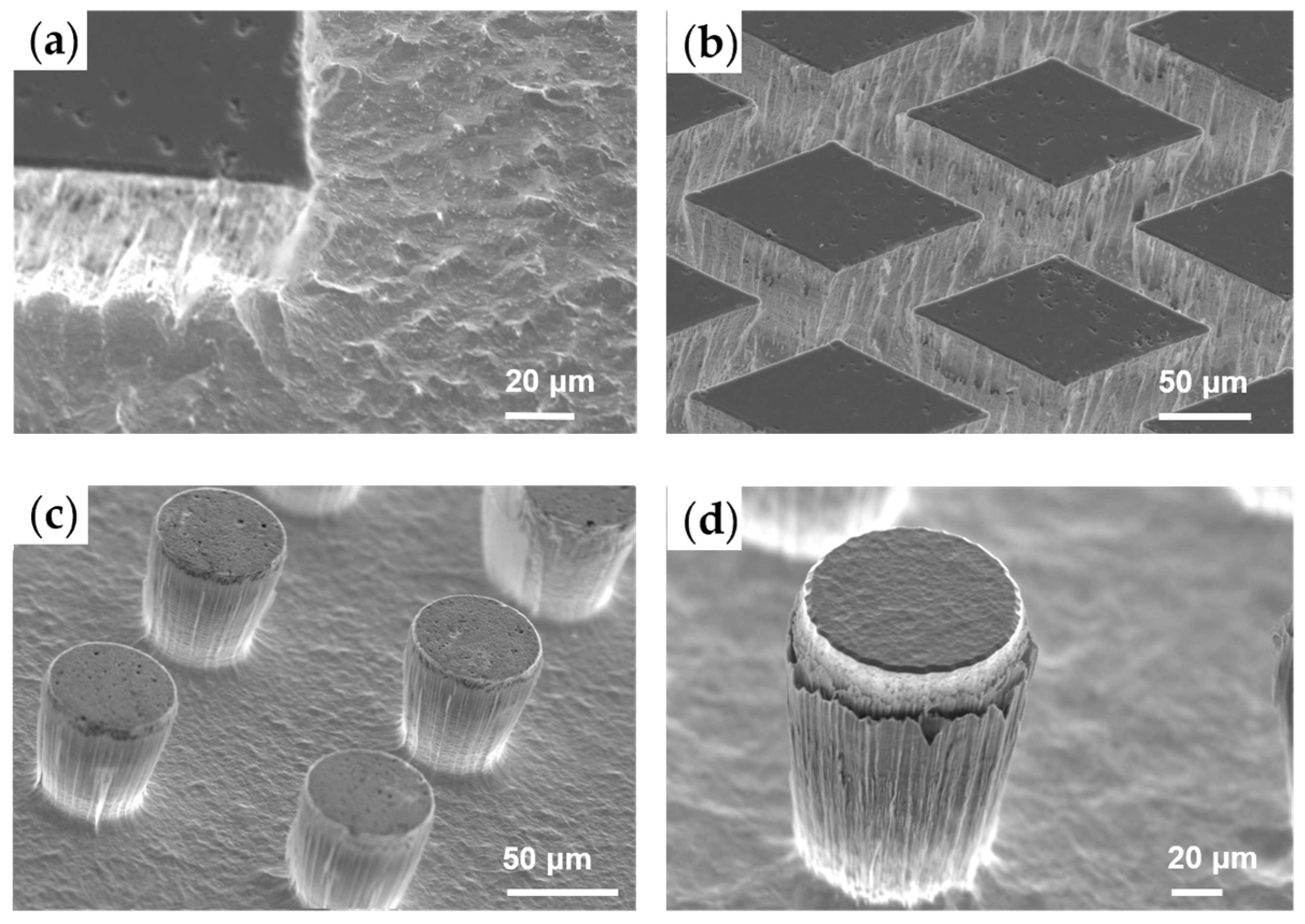
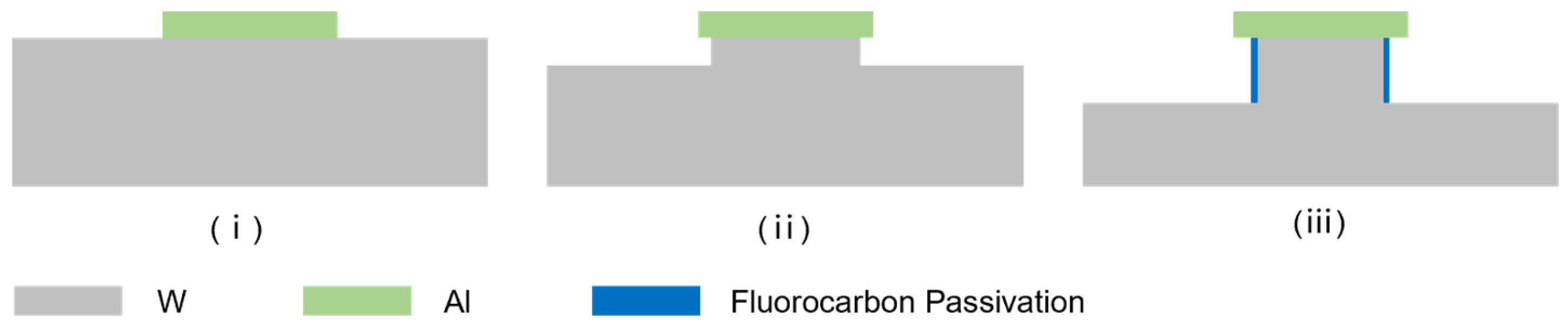
3.2. Overhang Structures
3.3. Re-Entrant Structures
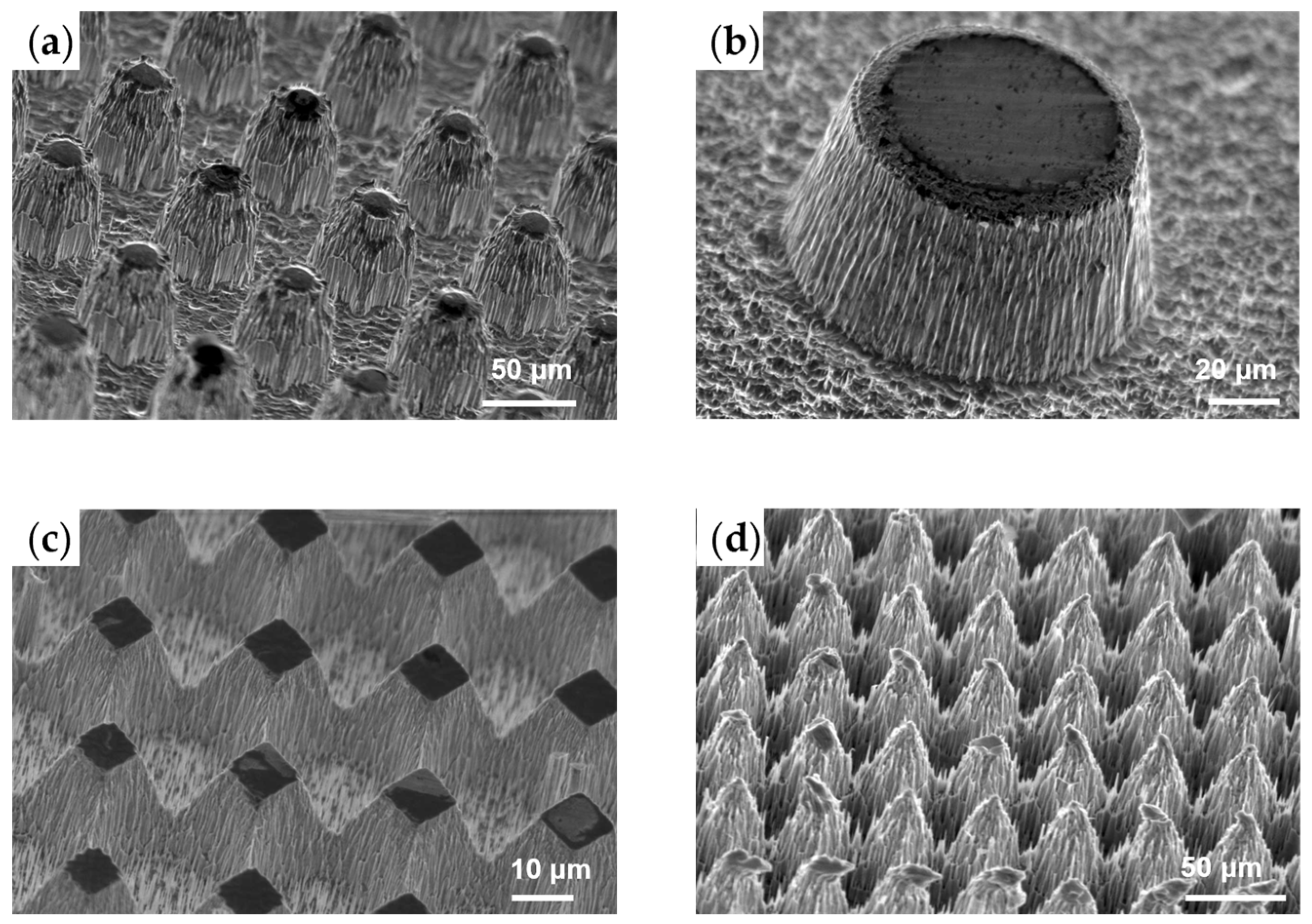
3.4. Hierarchical Structures
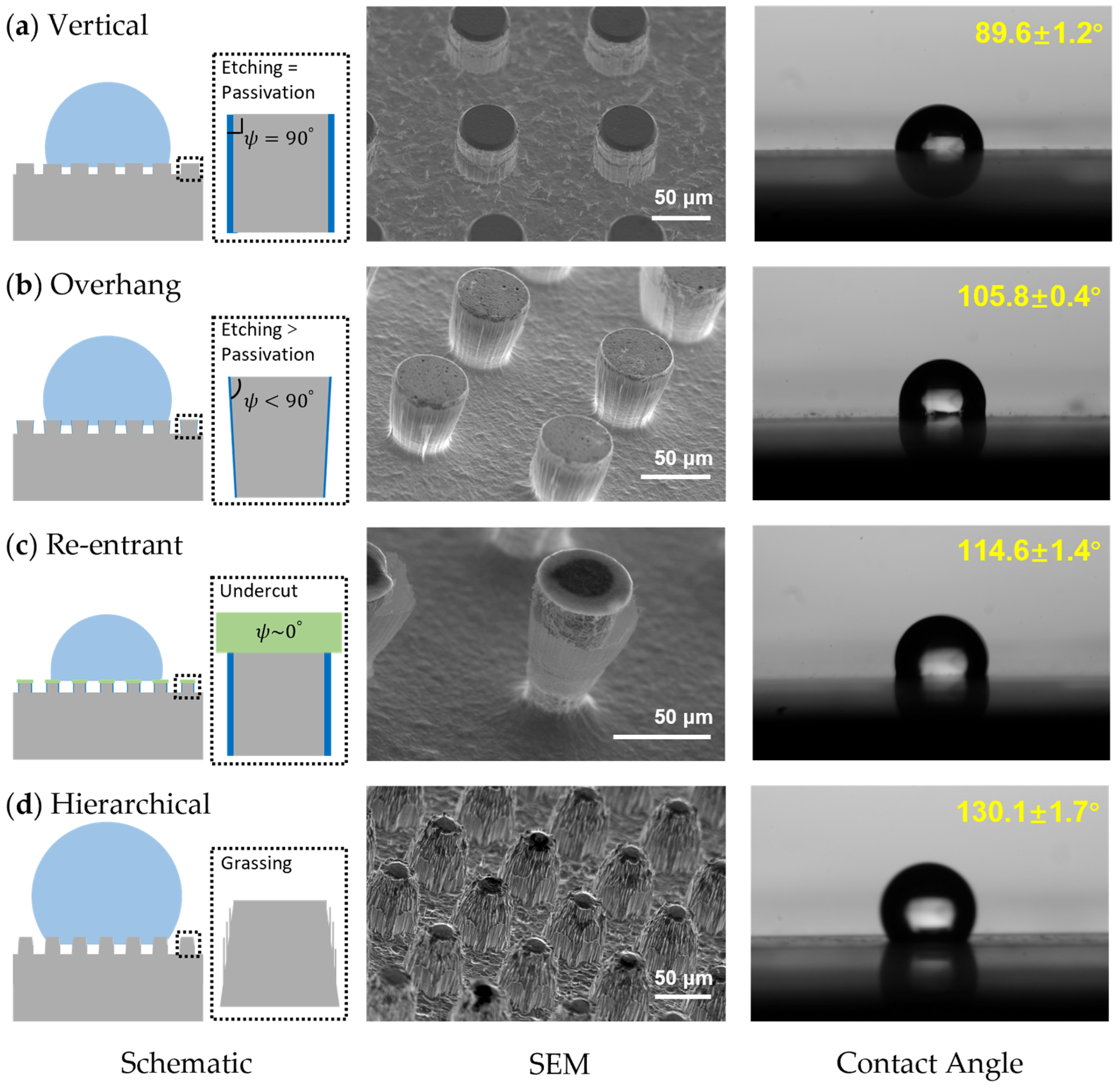
3.5. Contact Angle
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Zheng, Y.; Gao, X.; Jiang, L. Directional adhesion of superhydrophobic butterfly wings. Soft Matter 2007, 3, 178–182. [Google Scholar] [CrossRef] [PubMed]
- Sun, G.; Wang, P.; Jiang, Y.; Sun, H.; Liu, T.; Li, G.; Yu, W.; Meng, C.; Guo, S. Bioinspired flexible, breathable, waterproof and self-cleaning iontronic tactile sensors for special underwater sensing applications. Nano Energy 2003, 110, 108367. [Google Scholar] [CrossRef]
- Wohlrab, S.; Spieß, K.; Scheibel, T. Varying surface hydrophobicities of coatings made of recombinant spider silk proteins. J. Mater. Chem. 2012, 22, 22050–22054. [Google Scholar] [CrossRef]
- Bai, H.; Zhang, L.; Gu, D. Micrometer-sized spherulites as building blocks for lotus leaf-like superhydrophobic coatings. Appl. Surf. Sci. 2018, 459, 54–62. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Zhang, S.; Huang, J.; Cheng, Y.; Yang, H.; Chen, Z.; Lai, Y. Bioinspired surfaces with superwettability for anti-icing and ice-phobic application: Concept, mechanism, and design. Small 2017, 13, 1701867. [Google Scholar] [CrossRef]
- Liu, K.; Jiang, L. Metallic surfaces with special wettability. Nanoscale 2011, 3, 825–838. [Google Scholar] [CrossRef]
- Koch, K.; Bhushan, B.; Jung, Y.C.; Barthlott, W. Fabrication of artificial Lotus leaves and significance of hierarchical structure for superhydrophobicity and low adhesion. Soft Matter 2009, 5, 1386–1393. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, J.; Song, J.; Liu, R.; Zhao, D.; Hua, S.; Lu, Y. Energy conversion based on superhydrophobic surfaces. Phys. Chem. Chem. Phys. 2020, 22, 25430–25444. [Google Scholar] [CrossRef] [PubMed]
- Zuo, Z.; Liao, R.; Guo, C.; Yuan, Y.; Zhao, X.; Zhuang, A.; Zhang, Y. Fabrication and anti-icing property of coral-like superhydrophobic aluminum surface. Appl. Surf. Sci. 2015, 331, 132–139. [Google Scholar] [CrossRef]
- Zheng, S.; Li, C.; Zhang, Y.; Xiang, T.; Cao, Y.; Li, Q.; Chen, Z. A general strategy towards superhydrophobic self-cleaning and anti-corrosion metallic surfaces: An example with aluminum alloy. Coatings 2021, 11, 788. [Google Scholar] [CrossRef]
- Zhu, J.; Wu, J. One-step fabrication of an anti-corrosion superhydrophobic surface on stainless steel. Mater. Res. Express 2020, 7, 076404. [Google Scholar] [CrossRef]
- Dimitrakellis, P.; Gogolides, E. Hydrophobic and superhydrophobic surfaces fabricated using atmospheric pressure cold plasma technology: A review. Adv. Colloid Interface Sci. 2018, 254, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Mobarakeh, L.F.; Jafari, R.; Farzaneh, M. Robust icephobic, and anticorrosive plasma polymer coating. Cold Reg. Sci. Technol. 2018, 151, 89–93. [Google Scholar] [CrossRef]
- Jafari, R.; Momen, G.; Eslami, E. Fabrication of icephobic aluminium surfaces by atmospheric plasma jet polymerisation. Surf. Eng. 2019, 35, 450–455. [Google Scholar] [CrossRef]
- Zhang, Y.; Ge, D.; Yang, S. Spray-coating of superhydrophobic aluminum alloys with enhanced mechanical robustness. J. Colloid Interface Sci. 2014, 423, 101–107. [Google Scholar] [CrossRef]
- Liu, J.; Wang, J.; Memon, H.; Fu, Y.; Barman, T.; Choi, K.S.; Hou, X. Hydrophobic/icephobic coatings based on thermal sprayed metallic layers with subsequent surface functionalization. Surf. Coat. Technol. 2019, 357, 267–272. [Google Scholar] [CrossRef]
- Gateman, S.M.; Page, K.; Halimi, I.; Nascimento, A.R.C.; Savoie, S.; Schulz, R.; Moreau, C.; Parkin, I.P.; Mauzeroll, J. Corrosion of one-step superhydrophobic stainless-steel thermal spray coatings. ACS Appl. Mater. Interfaces 2019, 12, 1523–1532. [Google Scholar] [CrossRef]
- Rivero, P.J.; Redin, D.M.; Rodríguez, R.J. Electrospinning: A powerful tool to improve the corrosion resistance of metallic surfaces using nanofibrous coatings. Metals 2020, 10, 350. [Google Scholar] [CrossRef]
- Chen, C.; Yang, S.; Liu, L.; Xie, H.; Liu, H.; Zhu, L.; Xu, X. A green one-step fabrication of superhydrophobic metallic surfaces of aluminum and zinc. J. Alloys Compd. 2017, 711, 506–513. [Google Scholar] [CrossRef]
- Jafari, R.; Farzaneh, M. Fabrication of superhydrophobic nanostructured surface on aluminum alloy. Appl. Phys. A Mater. Sci. Process. 2011, 102, 195–199. [Google Scholar] [CrossRef]
- Lee, E.; Lee, K.H. Facile fabrication of superhydrophobic surfaces with hierarchical structures. Sci. Rep. 2018, 8, 4101. [Google Scholar] [CrossRef]
- Li, G.Y.; Li, X.P.; Wang, H.; Yang, Z.Q.; Yao, J.Y.; Ding, G.F. Fabrication and characterization of superhydrophobic surface by electroplating regular rough micro-structures of metal nickel. Microelectron. Eng. 2012, 95, 130–134. [Google Scholar] [CrossRef]
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2016, 46, 1459–1468. [Google Scholar] [CrossRef]
- Yu, K.; Shi, H.; Zhang, P.; Yu, Z.; Yan, H.; Lu, Q. Nanosecond Laser Fabrication of Novel Micro-/Nanostructured Metal Surfaces: A Dual-Functional Supersurface Combining Antireflectivity and Superhydrophobic Properties. ACS Appl. Mater. Interfaces 2024, 16, 2984–2996. [Google Scholar] [CrossRef] [PubMed]
- Kietzig, A.M.; Hatzikiriakos, S.G.; Englezos, P. Patterned superhydrophobic metallic surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef] [PubMed]
- Vercillo, V.; Tonnicchia, S.; Romano, J.M.; García-Girón, A.; Aguilar-Morales, A.I.; Alamri, S.; Dimov, S.S.; Kunze, T.; Lasagni, A.F.; Bonaccurso, E. Design rules for laser-treated icephobic metallic surfaces for aeronautic applications. Adv. Funct. Mater. 2020, 30, 1910268. [Google Scholar] [CrossRef]
- Liu, E.; Lee, H.J.; Lu, X. Superhydrophobic surfaces enabled by femtosecond fiber laser-written nanostructures. Appl. Sci. 2020, 10, 2678. [Google Scholar] [CrossRef]
- Gao, H.; Liu, Y.; Wang, G.; Li, S.; Han, Z.; Ren, L. Biomimetic metal surfaces inspired by lotus and reed leaves for manipulation of microdroplets or fluids. Appl. Surf. Sci. 2020, 519, 146052. [Google Scholar] [CrossRef]
- Liu, M.; Li, M.T.; Xu, S.; Yang, H.; Sun, H.B. Bioinspired superhydrophobic surfaces via laser-structuring. Front. Chem. 2020, 8, 835. [Google Scholar] [CrossRef] [PubMed]
- Weisensee, P.B.; Torrealba, E.J.; Raleigh, M.; Jacobi, A.M.; King, W.P. Hydrophobic and oleophobic re-entrant steel microstructures fabricated using micro electrical discharge machining. J. Micromech. Microeng. 2014, 24, 095020. [Google Scholar] [CrossRef]
- Yanling, W.; Jian, Y.; Huadong, Y. Superhydrophobic surface prepared by micro-milling and WEDM on aluminum alloy. Mater. Res. Express 2018, 5, 066504. [Google Scholar] [CrossRef]
- Pal, P.; Swarnalatha, V.; Rao, A.V.N.; Pandey, A.K.; Tanaka, H.; Sato, K. High speed silicon wet anisotropic etching for applications in bulk micromachining: A review. Micro Nano Syst. Lett. 2021, 9, 4. [Google Scholar] [CrossRef]
- Racka-Szmidt, K.; Stonio, B.; Żelazko, J.; Filipiak, M.; Sochacki, M. A review: Inductively coupled plasma reactive ion etching of silicon carbide. Materials 2021, 15, 123. [Google Scholar] [CrossRef]
- Susarrey-Arce, A.; Marín, Á.G.; Schlautmann, S.; Lefferts, L.; Gardeniers, J.G.; van Houselt, A. One-step sculpting of silicon microstructures from pillars to needles for water and oil repelling surfaces. J. Micromech. Microeng. 2012, 23, 025004. [Google Scholar] [CrossRef]
- Ayari-Kanoun, A.; Aydinoglu, F.; Cui, B.; Saffih, F. Silicon nanostructures with very large negatively tapered profile by inductively coupled plasma-RIE. J. Vac. Sci. Technol. B 2016, 34, 06KD01. [Google Scholar] [CrossRef]
- Wang, L.; Liu, M.; Zhao, J.; Zhao, J.; Zhu, Y.; Yang, J.; Yang, F. Batch Fabrication of Silicon Nanometer Tip Using Isotropic Inductively Coupled Plasma Etching. Micromachines 2020, 11, 638. [Google Scholar] [CrossRef]
- Hu, H.; Swaminathan, V.V.; Farahani MR, Z.; Mensing, G.; Yeom, J.; Shannon, M.A.; Zhu, L. Hierarchically structured re-entrant microstructures for superhydrophobic surfaces with extremely low hysteresis. J. Micromech. Microeng. 2014, 24, 095023. [Google Scholar] [CrossRef]
- Liao, D.; He, M.; Qiu, H. High-performance icephobic droplet rebound surface with nanoscale doubly reentrant structure. Int. J. Heat Mass Transf. 2019, 133, 341–351. [Google Scholar] [CrossRef]
- Rontu, V.; Jokinen, V.; Franssila, S. Scalable superomniphobic surfaces. J. Microelectromech. Syst. 2019, 29, 54–61. [Google Scholar] [CrossRef]
- Arunachalam, S.; Domingues, E.M.; Das, R.; Nauruzbayeva, J.; Buttner, U.; Syed, A.; Mishra, H. Rendering SiO2/Si surfaces omniphobic by carving gas-entrapping microtextures comprising reentrant and doubly reentrant cavities or pillars. J. Vis. Exp. 2020, 156, e60403. [Google Scholar]
- Briant, C.L. Tungsten: Properties, processing, and applications. Adv. Mater. Process. 1998, 154, 29. [Google Scholar]
- Talignani, A.; Seede, R.; Whitt, A.; Zheng, S.; Ye, J.; Karaman, I.; Kirka, M.M.; Katoh, Y.; Wang, Y.M. A review on additive manufacturing of refractory tungsten and tungsten alloys. Addit. Manuf. 2022, 58, 103009. [Google Scholar] [CrossRef]
- Tang, C.C.; Hess, D.W. Tungsten etching in CF 4 and SF 6 discharges. J. Electrochem. Soc. 1984, 131, 115. [Google Scholar] [CrossRef]
- Liu, G.; Kuo, Y. Reactive ion etching of titanium tungsten thin films. J. Electrochem. Soc. 2007, 154, H653. [Google Scholar] [CrossRef]
- Zhu, N.; Chen, J. Design, fabrication and characterization of molybdenum field emitter arrays (Mo-FEAs). Micromachines 2017, 8, 162. [Google Scholar] [CrossRef]
- Zhu, N.; Cole, M.T.; Milne, W.I.; Chen, J. Bulk molybdenum field emitters by inductively coupled plasma etching. Phys. Chem. Chem. Phys. 2016, 18, 33152–33157. [Google Scholar] [CrossRef]
- Song, L.; Li, N.; Zhang, S.; Luo, J.; Hu, J.; Zhang, Y.; Chen, S.; Chen, J. Inductively coupled plasma etching of bulk tungsten for MEMS applications. In Proceedings of the IEEE 27th International Conference on Micro Electro Mechanical Systems, San Francisco, CA, USA, 26–30 January 2014. [Google Scholar]
- Song, L.; Xia, Y.; Li, X.; Chen, J.; Ma, S. Fabrication of polymer microneedle array based on tungsten mold and optimized replication method. In Proceedings of the 2018 IEEE Micro Electro Mechanical Systems (MEMS), Belfast, UK, 21–25 January 2018. [Google Scholar]
- Ma, S.; Xia, Y.; Wang, Y.; Ren, K.; Luo, R.; Song, L.; Chen, X.; Chen, J.; Jin, Y. Fabrication and characterization of a tungsten microneedle array based on deep reactive ion etching technology. J. Vac. Sci. Technol. B 2016, 34, 052002. [Google Scholar] [CrossRef]
- Xia, Y.; Wang, Z.; Song, L.; Wang, W.; Chen, J.; Ma, S. Inductively coupled plasma etching of bulk tungsten for MEMS applications. Sens. Actuator A-Phys. 2022, 345, 113825. [Google Scholar] [CrossRef]
- Kylián, O.; Petr, M.; Serov, A.; Solař, P.; Polonskyi, O.; Hanuš, J.; Choukourov, A.; Biederman, H. Hydrophobic and super-hydrophobic coatings based on nanoparticles overcoated by fluorocarbon plasma polymer. Vacuum 2014, 100, 57–60. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ICP | RF | P | Cl2 | BCl3 | T | t |
|---|---|---|---|---|---|---|
| 250 W | 150 W | 0.3 Pa | 30 sccm | 20 sccm | 0 °C | 15 min |
| ICP | RF | P | Gas Flow | T | t |
|---|---|---|---|---|---|
| 1500 W | 150 W | 0.6 Pa | 40 sccm | 150 °C | 15 min |
| ICP | RF | P | SF6 | CHF3 | T |
|---|---|---|---|---|---|
| 1500 W | 150 W | 0.8 Pa | 60 sccm | 20 sccm | 100 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Xia, Y.; Song, L.; Chen, J.; Wang, W. Fabrication of Bulk Tungsten Microstructure Arrays for Hydrophobic Metallic Surfaces Using Inductively Coupled Plasma Deep Etching. Micromachines 2024, 15, 807. https://doi.org/10.3390/mi15060807
Wang Z, Xia Y, Song L, Chen J, Wang W. Fabrication of Bulk Tungsten Microstructure Arrays for Hydrophobic Metallic Surfaces Using Inductively Coupled Plasma Deep Etching. Micromachines. 2024; 15(6):807. https://doi.org/10.3390/mi15060807
Chicago/Turabian StyleWang, Zetian, Yanming Xia, Lu Song, Jing Chen, and Wei Wang. 2024. "Fabrication of Bulk Tungsten Microstructure Arrays for Hydrophobic Metallic Surfaces Using Inductively Coupled Plasma Deep Etching" Micromachines 15, no. 6: 807. https://doi.org/10.3390/mi15060807
APA StyleWang, Z., Xia, Y., Song, L., Chen, J., & Wang, W. (2024). Fabrication of Bulk Tungsten Microstructure Arrays for Hydrophobic Metallic Surfaces Using Inductively Coupled Plasma Deep Etching. Micromachines, 15(6), 807. https://doi.org/10.3390/mi15060807