
A Review of the Vaporization Behavior of Some Metal Elements in the LPBF Process
Abstract
:1. Introduction
2. Metal Vaporization in LPBF Process
2.1. Metal Vaporization Mechanism
2.2. LPBF Metal Vaporization By-Products
2.3. Section Summary
3. LPBF Metal Vaporization Phenomenon Research Progress
3.1. Experimental Study on Vaporization Products
3.2. Simulation of Vaporization Products
3.3. Section Summary
4. LPBF Process to Suppress Vaporization
- (1)
- Adjust the laser energy density;
- (2)
- Adjust the flow speed and flow mode of the circulating air flow;
- (3)
- Adjust the size of the powder particle size;
- (4)
- Adjust the type of atmospheric environment and atmospheric pressure;
- (5)
- Adjust the composition of the alloy powder and change its properties.
4.1. Suppression of Vaporization by Energy Density
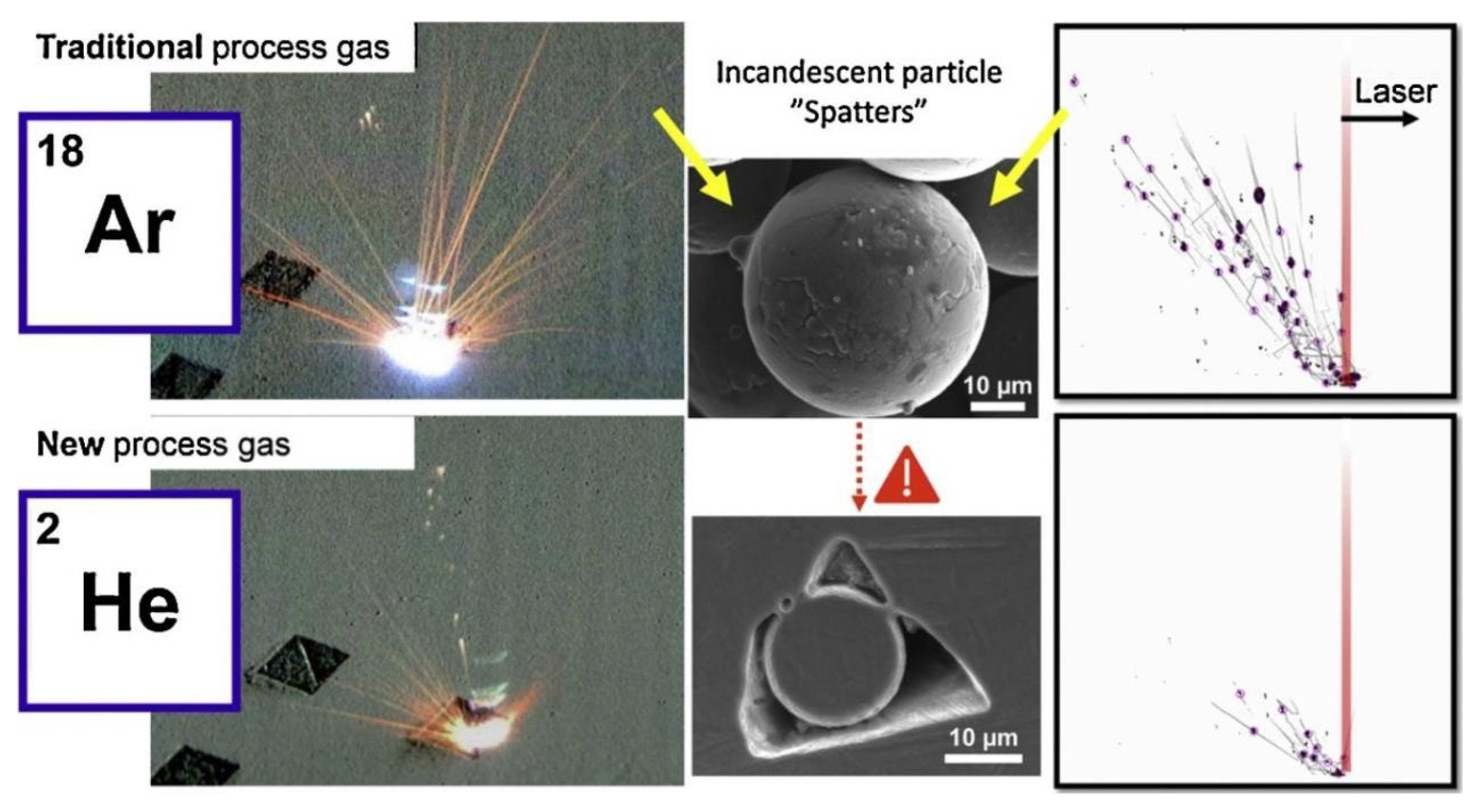
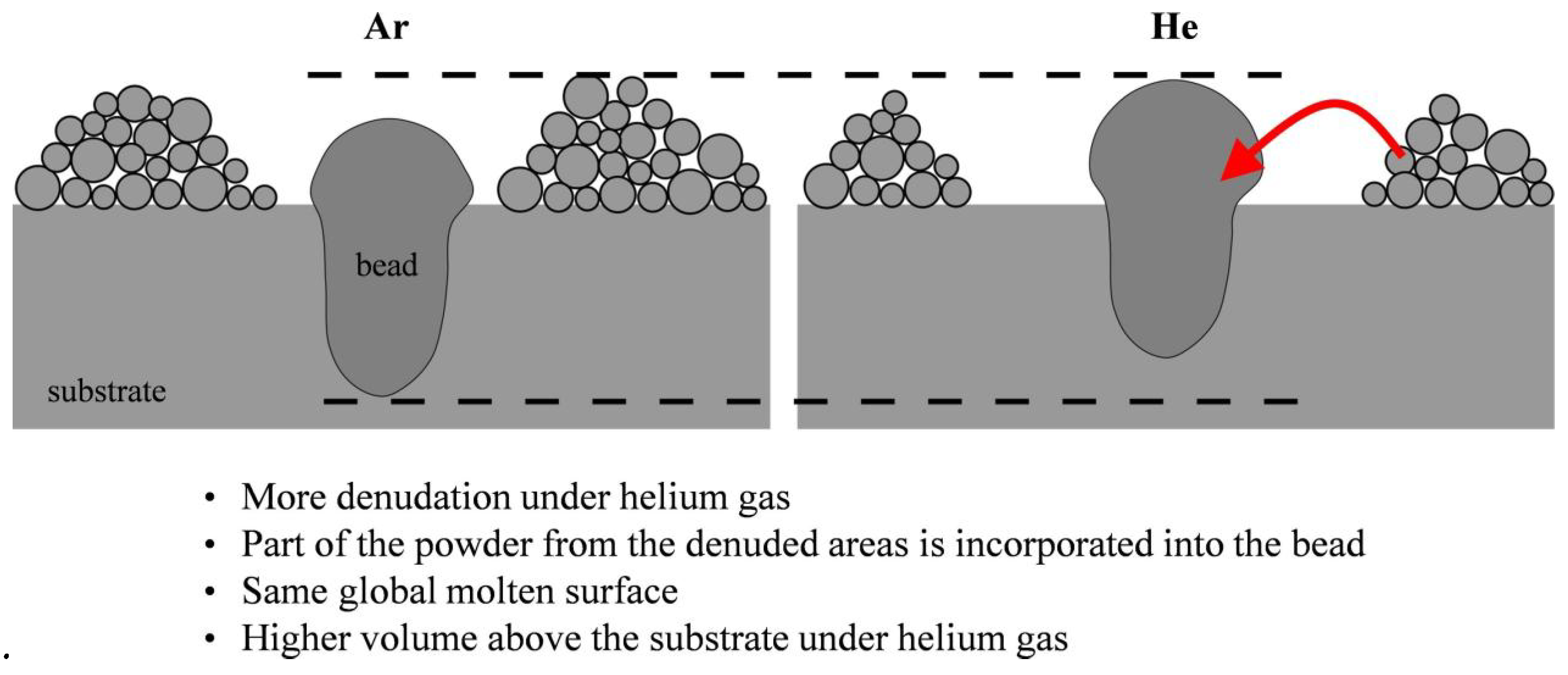
4.2. Suppression of Vaporization by the Atmospheric Environment
4.3. Other Methods to Suppress Vaporization
4.4. Section Summary
5. Conclusions
- (1)
- At present, the commonly used experimental means to monitor the LPBF vaporization phenomenon include high-speed cameras, schlieren imaging, and in situ X-rays, each with its own advantages and disadvantages. However, these monitoring means can all help us further evaluate and improve the process parameters of the experiment.
- (2)
- For the existing numerical simulation models, there has not yet emerged a model that contains all vaporization products, such as being able to monitor both plume and spattering while also observing the ablation phenomenon caused by the airflow. And due to the existence of differences in spatial scales, there is also no numerical simulation model that can couple the motion state of the plume and the dynamics of the molten pool. Therefore, it is important to establish a perfect numerical simulation model.
- (3)
- Among the metal vaporization phenomena in the LPBF process, the occlusion phenomenon of the plume to the laser is a new research direction and also a weak direction in the current additive manufacturing field. For some easily vaporized light metal elements such as Mg, Zn, Mn, Al, etc., the plume generated in the LPBF process often forms a stable “cloud” on the forming chamber. This “cloud” absorbs a large amount of laser energy (up to 40%) to a large extent, seriously affecting the stability of the laser energy acting on the powder bed and also seriously affecting the quality of the workpiece. If the real-time occlusion effect of the plume on the laser can be predicted, and if the real-time regulation of the laser power can be achieved in the future, the combination of the two will greatly improve the quality and mechanical properties of the formed parts and will greatly promote the development of LPBF.
- (4)
- Metal vaporization is a necessary process in the LPBF process, and we cannot “eradicate” it from the root. In the future, we should further explore the methods and means to suppress vaporization, especially for magnesium and aluminum, which are more easily vaporized light metals, and their vaporization behavior often has a greater impact on the workpiece.
Author Contributions
Funding
Conflicts of Interest
References
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.G.; Li, X.Y.; You, D.Y.; Guan, K.; Duan, W.; Cao, L.C.; et al. A review of spatter in laser powder bed fusion additive manufacturing: In situ detection, generation, effects, and countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.L.; Jiang, T.; Banon, C.; Raspall, F.; Zhuo, H.P. A Review of Metal Additive Manufacturing for Space Structure Applications. Spat. Struct. 2021, 27, 3–10. [Google Scholar]
- Yasa, E.; Kruth, J.P.; Deckers, J. Manufacturing by combining selective laser melting and selective laser erosion/laser re-melting. CIRP Ann.-Manuf. Technol. 2011, 60, 263–266. [Google Scholar] [CrossRef]
- Kruth, J.P.; Levy, G.; Klocke, F.; Childs, H. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann.-Manuf. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Wong, K.; Hernande, A. A review of additive manufacturing. Int. Sch. Res. Not. 2012, 10, 208760. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A reviewon 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1–4, 64–76. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Zhao, Y.A.; Ma, Z.Z.; Yu, L.M.; Liu, Y.C. New alloy design approach to inhibiting hot cracking in laser additive manufactured nickel-based superalloys. Acta Mater. 2023, 247, 118736. [Google Scholar] [CrossRef]
- Guo, N.N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Lyons, B. Additive manufacturing in aerospace: Examples and research out look. Bridge 2012, 42, 13–19. [Google Scholar]
- Sandström, C.C. Adopting 3D printing for manufacturing—Evidence from the hearing aid industry. Technol. Forecast. Soc. Chang. 2015, 102, 160–168. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Xia, D.D.; Zhan, Y.N.; Liu, Y.S.; Xu, Y.Q.; Wen, P.; Tian, Y.; Lai, S.X. Additive Manufacturing of Biodegradable Metal Medical Implants. Acta Metall. Sin. 2021, 57, 1499–1520. [Google Scholar]
- Mohanavel, V.; Ashraff Ali, K.S.; Ranganathan, K.; Allen Jeffrey, J.; Ravikumar, M.M.; Rajkumar, S. The roles and applications of additive manufacturing in the aerospace and automobile sector. Mater. Today Proc. 2021, 47, 405–409. [Google Scholar] [CrossRef]
- Liu, G.; Xu, Q.; Xu, Z.R.; Zhang, X.Y.; Hua, Z. A Review of Fatigue Properties of Additively Manufactured Titanium Alloys. In Proceedings of the 19th China CAE Engineering Analysis Technology Annual Conference, Xiamen, China, 18–20 August 2023; pp. 287–292. [Google Scholar]
- Xiao, B.; Jia, W.P.; Wang, J. Review on Additively Manufactured Refractory High-Entropy Alloys. Rare Met. Mater. Eng. 2023, 52, 3056–3064. [Google Scholar]
- Ahn, D.G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, B.G.; Wang, Y.F.; Dong, T.S.; Li, G.L.; Liu, J.H. Research progress in additively manufactured magnesium alloys. Chin. J. Nonferrous Met. 2021, 31, 3093–3105. [Google Scholar]
- Fan, E.X.; Liu, X.X.; Wu, H.H. Development of laser selective melting additive manufacturing technology. Mach. Manuf. 2021, 59, 45–49. [Google Scholar]
- Cao, L.C.; Li, J.C.; Hu, J.X.; Liu, H.P.; Wu, Y.D.; Zhou, Q. Optimization of surface roughness and dimensional accuracy in LPBF additive manufacturing. Opt. Laser Technol. 2021, 142, 107246. [Google Scholar] [CrossRef]
- Vunnam, S.; Saboo, A.; Sudbrack, C.; Starr, T. Effect of powder chemical composition on the as-built microstructure of 17–4 PH stainless steel processed by selective laser melting. Addit. Manuf. 2019, 30, 100876. [Google Scholar] [CrossRef]
- Han, Q.Q.; Gu, Y.C.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.; Yang, S.F. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Majumdar, T.; Eisenstein, N.; Frith, J.; Cox, S.; Birbilis, N. Additive Manufacturing of Titanium Alloys for Orthopedic Applications: A Materials Science Viewpoint. Adv. Eng. Mater. 2018, 20, 1800172. [Google Scholar] [CrossRef]
- Aboulkhair, N.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D Printing of Aluminium Alloys:Additive Manufacturing of Aluminium Alloys Using Selective Laser Melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Azarniya, A.; Colera, X.G.; Mirzaali, M.; Sovizi, S.; Bartolomeu, F.; Weglowski, M.K.; Wits, W.W.; Yap, Y.C.; Ahn, J.; Miranda, G.; et al. Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. J. Alloys Compd. 2019, 804, 63–191. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Zavašnik, J.; Shabadi, R.; Mousavian, R.T. Dynamic recrystallization’s role in strength-ductility trade-off in polycrystalline Fe-Cr-Ni stainless steels produced by laser powder bed fusion. Mater. Sci. Eng. A 2021, 814, 141214. [Google Scholar] [CrossRef]
- Bi, J.; Lei, Z.; Chen, X.; Lu, N.; Tian, Z.; Qin, X.K. An additively manufactured Al-14.1Mg-0.47Si-0.31Sc-0.17Zr alloy with high specific strength, good thermal stability and excellent corrosion resistance. J. Mater. Sci. Technol. 2021, 67, 23–35. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.K.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.; Chen, H.; Clare, A. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Lietaert, K.; Zadpoor, A.; Sonnaert, M.; Schrooten, J.; Weber, L.; Mortensen, A.; Vleugels, J. Mechanical properties and cytocompatibility of dense and porous Zn produced by laser powder bed fusion for biodegradable implant applications. Acta Biomater. 2020, 110, 289–302. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Li, R.; Tang, J.Z.; Wang, G.; Guo, K. Selective laser melting of pure tantalum: Densification, microstructure and mechanical behaviors. Mater. Sci. Eng. A 2017, 707, 443–451. [Google Scholar] [CrossRef]
- Zhou, W.; Kikuchi, K.; Nomura, N.; Yoshimi, K.; Kawasaki, A. In-situ formation of ceramic layer on Mo-based composites via laser powder bed fusion. Materialia 2020, 10, 100655. [Google Scholar] [CrossRef]
- Mukherjee, T.; Wei, H.L.; De, A.; DebRoy, T. Heat and fluid flow in additive manufacturing—Part I: Modeling of powder bed fusion. Comput. Mater. Sci. 2018, 150, 304–313. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Pitir, F. Full-field mapping and flow quantification of melt pool dynamics in laser powder bed fusion of SS316L. Materials 2021, 14, 6264. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, M.A.; Popescu, A.C. 3D printing at micro-level: Laser induced forward transfer and two-photon polymerization. Polymers 2021, 13, 2034. [Google Scholar] [CrossRef] [PubMed]
- Grasso, M.; Demir, A.; Previtali, B.; Colosimo, B. In situ monitoring of selective lasermelting of zinc powder via infrared imaging of the process plume. Robot. Comput. Integr. Manuf. 2018, 49, 229–239. [Google Scholar] [CrossRef]
- Liu, J.G.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, W.; Zheng, H.; Xie, Y.; Zhang, X.; Li, H.; Xu, M.; Zhang, H. Microstructure, crack formation and improvement on Nickel-based superalloy fabricated by powder bed fusion. J. Alloys Compd. 2023, 962, 171151. [Google Scholar] [CrossRef]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Manuf. Processes 2019, 1, e10021. [Google Scholar] [CrossRef]
- Snell, R.; Tammas-Williams, S.; Chechik, L.; Lyle, A.; Hernández-Nava, E.; Boig, C.; Panoutsos, G.; Todd, L. Methods for Rapid Pore Classification in Metal Additive Manufacturing. 3D Mater. Sci. 2020, 72, 101–109. [Google Scholar] [CrossRef]
- Kim, F.; Moylan, S.; Garboczi, E.; Slotwinski, J. Investigation of pore structure in cobalt chrome additively manufactured parts using X-ray computed tomography and three-dimensional image analysis. Addit. Manuf. 2017, 17, 23–28. [Google Scholar] [CrossRef] [PubMed]
- Tang, P.M. Mesoscopic Simulation Study of Selected Zone Laser Melting and Forming Process of 316L Stainless Steel; Chongqing University: Chongqing, China, 2021. [Google Scholar]
- Qu, R.Z.; Huang, L.P.; Xiao, D.M. Numerical simulation of melt pool evolution and metal splash characteristics during selective laser melting process. Acta Aeronaut. Et Astronaut. Sin. 2022, 43, 525240. [Google Scholar]
- Qu, R.Z. Physical Field Modelling and Spattering Behaviour of Selective Laser Melting Processes; Hunan University of Science and Technology: Xiangtan, China, 2021. [Google Scholar]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and Tensile Properties of Selectively Laser-Melted and of HIPed Laser-Melted Ti-6Al-4V. Mater. Sci. Eng. A 2023, 944, 230–239. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Microstructure and Mechanical properties of Ti-6Al-4V Fabricated by Selective Laser Melting. Mater. Process. Interfaces TMS 2012, 1, 863–870. [Google Scholar]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the Build Orientation on the Mechanical Properties and Fracture Modes of SLM Ti-6Al-4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Chan, K.S.; Koike, M.; Mason, R.L.; Okabe, T. Fatigue Life of Titanium Alloys Fabricated by Additive Layer Manufacturing Techniques for DentalImplants. Metall. Mater. Trans. A 2013, 44, 1010–1022. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Sercombe, T.B.; Wang, S.; Hao, Y.; Yang, R.; Murr, L.E. Comparison of the Microstructures and Mechanical Properties of Ti–6Al–4V Fabricated by Selective Laser Melting and Electron Beam Melting. Mater. Des. 2015, 95, 21–31. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and Control ofMartensite in Ti-6Al-4V Alloy Produced by Selective Laser Melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of Defect Generation in Ti-6Al-4V Parts Made using Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive Manufacturing of Strong and Ductile Ti-6Al-4V by SelectiveLaser Melting via in situ Martensite Decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Han, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Role of molten pool mode on formability, microstructure and mechanical properties of selective laser melted Ti-6Al-4V alloy. Mater. Des. 2016, 110, 558–570. [Google Scholar] [CrossRef]
- Wang, H.; Zou, Y. Microscale interaction between laser and metal powder in powder-bed additive manufacturing: Conduction mode versus keyhole mode. Int. J. Heat Mass. Transf. 2019, 142, 118473. [Google Scholar] [CrossRef]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material reuse in laser powder bed fusion: Side effects of the laser—Metal powder interaction. Metal 2020, 10, 341. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.; Ke, L.; Wei, H.; Wang, D.; Yang, L.; Zhu, H.; Dong, P.; Wang, G.; Zeng, X. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Hebert, R.J. Viewpoint: Metallurgical aspects of powder bed metal additive manufacturing. Mater. Sci. 2016, 51, 1165–1175. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Song, W.; Hou, J.Y. Current Research Status of Metallic Materials for Additive Manufacturing. China Build. Mater. Sci. Technol. 2020, 5, 44–54. [Google Scholar]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M. Additive manufacturing of magnesium alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef]
- Schaaf, P. Fundamentals of Laser Material Interactions, Laser Processing Of Materials: Fundamentals. Applications and Developments. Laser Process. Mater. 2010, 139, 21–47. [Google Scholar]
- Mayi, Y.; Dal, M.; Peyre, P.; Bellet, M.; Fabbro, R. Physical mechanisms of conduction-to-keyhole transition in laser welding and additive manufacturing processes. Opt. Laser Technol. 2023, 158, 108811. [Google Scholar] [CrossRef]
- Chen, H.; Yan, W.T. Spattering and denudation in laser powder bed fusion process: Multiphase flow modelling. Acta Mater. 2020, 196, 154–167. [Google Scholar] [CrossRef]
- Szost, B.; Wang, X.; Johns, D.; Sharma, S.; Clare, A. Spatter and oxide formation in laser powder bed fusion of Inconel 718. Addit. Manuf. 2018, 24, 446–456. [Google Scholar]
- Wang, D.; Ye, G.; Dou, W.; Zhang, M.; Yang, Y.; Mai, S.; Liu, Y. Influence of spatter particles contamination on densification behavior and tensile properties of CoCrW manufactured by selective laser melting. Opt. Laser Technol. 2020, 121, 105678. [Google Scholar] [CrossRef]
- King, W.E. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Tan, W.; Shin, Y.C. Analysis of multi-phase interaction and its effects on keyhole dynamics with a multi-physics numerical model. J. Phys. 2014, 47, 345501. [Google Scholar] [CrossRef]
- Khairallah, S.A. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2022, 368, 660–665. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Zhang, Y.; Yan, W. Evaporation model for keyhole dynamics during additive manufacturing of metal. Phys. Rev. Appl. 2020, 10, 64039. [Google Scholar] [CrossRef]
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.; Lee, P.D. Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat. Commun. 2022, 13, 1170. [Google Scholar] [CrossRef]
- Tan, J.L.; Tang, C.; Wong, C.H. A Computational Study on Porosity Evolution in Parts Produced by Selective Laser Melting. Metall. Mater. Trans. A 2018, 49, 3663–3673. [Google Scholar] [CrossRef]
- Tan, J.L.; Tang, C.; Wong, C.H. A numerical investigation on the physical mechanisms of single track defects in selective laser melting. Metall. Mater. Trans. A 2018, 126, 957–968. [Google Scholar]
- Panwisawas, C.; Perumal, B.; Ward, R.W.; Turner, N.; Turner, P.R.; Brooks, J.W.; Basoalto, H.C. Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling. Acta Mater. 2017, 126, 251–263. [Google Scholar] [CrossRef]
- Panwisawas, C.; Sovani, Y.; Turner, P.R.; Brooks, J.W.; Basoalto, H.; Choquet, I. Modelling of thermal fluid dynamics for fusion welding. J. Mater. Process Technol. 2017, 252, 176–182. [Google Scholar] [CrossRef]
- Xiao, F.; Shu, D.; Wang, D.; Zhu, G.; Wang, S.; Sun, B. Effect of Zn content on the formability and aging precipitation of Al–Zn–Mg–Cu–Nb alloys prepared by LPBF. J. Mater. Res. Technol. 2023, 25, 6338–6355. [Google Scholar] [CrossRef]
- Li, G.; Tunca, B.; Senol, S.; Casata, M.; Wu, Y.; Chen, Z.; Vanmeensel, K. Revealing the precipitation behavior of crack-free TiB2/Al-Zn-Mg-Cu composites manufactured by Laser Powder Bed Fusion. Addit. Manuf. 2023, 66, 103460. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.; Hammons, J.; Khairallah, S.; Nielsen, M.; Shuttlesworth, R.; Sinclair, N. Ultrafast dynamics of laser-metal interactions in additive manufacturing alloys captured by in situ X-ray imaging. Mater. Today Adv. 2019, 1, 100002. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar] [CrossRef]
- Barrett, C.; Carradero, C.; Harris, E.; Rogers, K.; MacDonald, E.; Conner, B. Statistical analysis of spatter velocity with high-speed stereovision in laser powder bed fusion. Prog. Addit. Manuf. 2019, 4, 423–430. [Google Scholar] [CrossRef]
- Shcheglov, P.; Gumenyuk, A.; Gornushkin, I.; Rethmeier, M.; Petrovskiy, V. Vapor–plasma plume investigation during high-power fiber laser welding. Laser Phys. 2013, 23, 016001. [Google Scholar] [CrossRef]
- Greses, J.; Hilton, P.A.; Barlow, C. Plume attenuation under high power Nd: Yttritium-aluminum-garnet laser welding. J. Laser Appl. 2004, 16, 9–15. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Yang, L.; Wei, H.; Dong, P.; Ke, L. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar] [CrossRef]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.; Hague, R. A study on the laser spatter and the oxidation reactions during selective laser melting of 316l stainless steel, Al-Si10-Mg, and Ti-6Al-4V. Metall. Mater. Trans. A 2015, 16, 3842–3851. [Google Scholar] [CrossRef]
- Gao, M.; Kawahito, Y.; Kajii, S. Observation and understanding in laser welding of pure titanium at subatmospheric pressure. Mater. Des. 2017, 177, 127–130. [Google Scholar] [CrossRef] [PubMed]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed]
- Sato, Y.; Tsukamoto, M.; Yamashita, Y.; Masuno, S. Titanium alloy plate fabrication by sputter-less selective laser melting. Trans. Fundam. Mater. 2017, 137, 265–270. [Google Scholar] [CrossRef]
- Sato, Y.; Tsukamoto, M.; Masuno, S.; Yamashit, Y. Investigation of the microstructure and surface morphology of a Ti6Al4V plate fabricated by vacuum selective laser melting. Appl. Phys. A 2016, 122, 439. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Gladush, G.G.; Smurov, I. Physics of Laser Materials Processing: Theory and Experiment; Springer: New York, NY, USA, 2011. [Google Scholar]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef]
- Sun, T.; Tan, W.D.; Chen, L.Y.; Rollett, A. In situ/operando synchrotron X-ray studies of metal additive manufacturing. MRS Bull. 2020, 45, 927–933. [Google Scholar] [CrossRef]
- Guo, Q.; Qu, M.; Escano, L.I.; Hojjatzadeh, S.M.H.; Young, Z.; Fezzaa, K.; Chen, L. Revealing melt flow instabilities in laser powder bed fusion additive manufacturing of aluminum alloy via in-situ high-speed X-ray imaging. Int. J. Mach. Tool. Manuf. 2022, 175, 103861. [Google Scholar] [CrossRef]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. Laser powder bed fusion at sub-atmospheric pressures. Int. J. Mach. Tool. Manuf. 2018, 130, 65–72. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Mai, S.; Wang, D.; Song, C. Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater. Des. 2015, 87, 797–806. [Google Scholar] [CrossRef]
- Anwar, A.B.; Ibrahim, I.H.; Pham, Q.C. Spatter transport by inert gas flow in selective laser melting: A simulation study. Powder Technol. 2019, 352, 103–116. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Bärtl, M.; Xiao, X.; Brillo, J.; Palm, F. Influence of Surface Tension and Evaporation on Mel Dynamics of Aluminum Alloys for Laser Powder Bed Fusion. J. Mater. Eng. Perform. 2022, 31, 6221–6223. [Google Scholar] [CrossRef]
- Zhirnov, i.; Kotoban, D.V.; Gusarov, A.V. Evaporation-induced gas-phase flows at selective laser melting. Appl. Phys. A 2018, 124, 157. [Google Scholar] [CrossRef]
- Hoppe, B.; Enk, S.; Schleifenbaum, J. Analysis of the Shielding Gas Dependent L-PBF Process Stability by Means of Schlieren and Shadowgraph Techniques; University of Texas at Austin: Austin, TX, USA, 2019. [Google Scholar]
- Jauer, L. Laser Powder Bed Fusion von Magnesiumlegierungen; RWTH Aachen University: Aachen, Germany, 2018. [Google Scholar]
- Yan, W.; Ge, W.; Qian, Y.; Lin, S.; Zhou, B.; Liu, W.; Lin, F.; Wagner, G. Multi-physics modeling of single/multiple-track defect mechanisms in electron beam selective melting. Acta Mater. 2017, 134, 324–333. [Google Scholar] [CrossRef]
- Zhang, Y.; Hong, G.; Ye, D.; Zhu, K.; Fuh, J. Extraction and evaluation of melt pool, plume and spatter information for powder-bed fusion AM process monitoring. Mater. Des. 2018, 156, 458–469. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, W.; Xie, Y.K. In-situ monitoring plume, spattering behavior and revealing their relationship with melt flow in laser powder bed fusion of nickel-based super alloy. J. Mater. Sci. Technol. 2024, 177, 44–58. [Google Scholar] [CrossRef]
- Schweier, M.; Haubold, M.W.; Zaeh, M.F. Analysis of spatters in laser welding with beam oscillation: A machine vision approach. CIRP J. Manuf. Sci. Technol. 2016, 14, 35–42. [Google Scholar] [CrossRef]
- Schweier, M.; Heins, J.F.; Haubold, M.; Zaeh, M. Spatter Formation in Laser Welding with Beam Oscillation. Phys. Procedia 2013, 41, 20–30. [Google Scholar] [CrossRef]
- Zhao, C.; Guo, Q.; Li, X.; Parab, N.; Fezzaa, K.; Tan, W.; Chen, L.; Sun, T. Bulk-explosion-induced metal spattering during laser processing. Phys. Rev. X 2019, 9, 021052. [Google Scholar] [CrossRef]
- Rehman, A.; Mahmood, M.; Ansari, P.; Pitir, F.; Salamci, A.M.; Popescu, C.; Mihailescu, I. Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing. Metals 2021, 11, 2023. [Google Scholar] [CrossRef]
- Lu, H.; Pan, J.; Gu, Y.; Xiao, J.; Ma, C.; Yu, N.; Li, H. Comparison of melt evolution and flow mechanisms of Inconel 718, Ti6Al4V, 304 stainless steel, and AlSi10Mg manufactured by laser powder bed fusion, structures, and properties after heat treatments. Mater. Sci. Eng. A 2023, 865, 144649. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Liu, Y.; Bai, Y.; Tan, C. Laser Powder Bed Fusion of Additive Manufacturing Technology; National Defense Industry Press: Beijing, China, 2024; pp. 135–177. [Google Scholar]
- Wang, J.; Zhu, R.; Liu, Y.; Zhang, L. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Jamhari, F.; Foudzi, F.; Buhairi, M.; Muhamad, N.; Mohamed, I.; Sulong, A.; Radzuan, N.; Tribol, J. Impact of hot isostatic pressing on surface quality, porosity and performance of Ti6Al4V manufactured by laser powder bed fusion: A brief review. J. Tribol 2023, 36, 1–15. [Google Scholar]
- Repossini, G.; Laguzza, M.; Grasso, M.; Colosimo, B. On the use of spatter signature for in-situ monitoring of Laser Powder Bed Fusion. Addit. Manuf. 2017, 16, 35–48. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Escano, L.; Young, Z.; Xiong, L.; Fezzaa, K.; Everhart, W.; Brown, B.; Sun, T.; Chen, L. Transient dynamics of powder spattering in laser powder bed fusion additive manufacturing process revealed by in-situ high-speed high-energy X-ray imaging. Acta Mater. 2018, 151, 169–180. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef]
- Zhao, C.; Fezzaa, K.; Cunningham, R.; Wen, H. Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef] [PubMed]
- Hojjatzadeh, S.M.H.; Parab, N.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.; Fezzaa, K. Direct observation of pore formation mechanisms during lpbf additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, Y.J.; Giam, A.; Yan, W. Experimental and computational study on thermal and fluid behaviours of powder layer during selective laser melting additive manufacturing. Addit. Manuf. 2022, 52, 102645. [Google Scholar] [CrossRef]
- Yang, D.; Arnold, C.B. Powder melting efficiency during laser powder bed fusion of stainless steel and titanium alloy. J. Manuf. Process. 2024, 120, 161–169. [Google Scholar]
- Makowska, M.; Verga, F.; Pfeiffer, S.; Marone, F.; Chang, C.; Schlepütz, C.; Florio, K.; Wegener, K.; Graule, T.; Petegem, S.V. Operando tomographic microscopy during laser-based powder bed fusion. Res. Sq. 2022. [Google Scholar] [CrossRef]
- Kaserer, L.; Bergmueller, S.; Braun, J.; Leichtfried, G. Vacuum laser powder bed fusion—Track consolidation, powder denudation, and future potential. Int. J. Adv. Manuf. Technol. 2020, 110, 3339–3346. [Google Scholar] [CrossRef]
- Yi, L. Modeling and analysis of vaporizing during vacuum electron beam welding on magnesium alloy. Appl. Math. Model. 2013, 37, 6177–6182. [Google Scholar]
- Jakumeit, J.; Huang, C.; Laqua, R.; Zielinski, J.; Schleifenbaum, J. Effect of evaporated gas flow on porosity and microstructure of IN718 parts produced by LPBF-processes. IOP Conf. Ser. Mater. Sci. Eng. 2020, 861, 012011. [Google Scholar] [CrossRef]
- Queva, A.; Guillemot, G.; Moriconi, C.; Metton, C.; Bellet, M. Numerical study of the impact of vaporization on melt pool dynamics in Laser Powder Bed Fusion-Application to IN718 and Ti–6Al–4V. Addit. Manuf. 2020, 35, 101249. [Google Scholar]
- Wu, Y.C.; San, C.H.; Chang, C.H.; Lin, H.J.; Marwan, R.; Baba, S.; Hwang, W.S. Numerical modeling of melt-pool behavior in selective laser melting with random powder distribution and experimental validation. J. Mater. Process. Technol. 2018, 254, 72–78. [Google Scholar] [CrossRef]
- Parivendha, G.; Cardiff, P.; Flint, T.; Tuković, Z.; Obeidi, M.; Brabazon, D.; Ivanković, A. A numerical study of processing parameters and their effect on the melt-track profile in Laser Powder Bed Fusion processes. Addit. Manuf. 2023, 67, 103482. [Google Scholar]
- Tian, Y.F.; Yang, L.J.; Zhao, D.M.; Huang, Y.M.; Pan, J.J. Numerical analysis of powder bed generation and single track forming for selective laser melting of SS316L stainless steel. J. Manuf. Process. 2020, 58, 964–974. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Hu, G.W. Process and Mechanism Study of ZK61 Magnesium Alloy by Selective Zone Laser Melting and Forming; Huazhong University of Science and Technology: Wuhan, China, 2013. [Google Scholar]
- Wei, K.W.; Wang, Z.M.; Zeng, X.Y. Elemental burnout of AZ91D magnesium alloy in laser selective melt forming. J. Met. 2016, 52, 184–190. [Google Scholar]
- Yin, Z.B.; Liu, J.G.; Liu, B.C.; Peng, B.; Wen, P.; Tianj, Y.; Zheng, Y.F.; Wang, C.M.; M, X.L.; Pei, H.T. Process Optimization on Laser Powder Bed Fusion of WE43 Magnesium Alloy. Chin. J. Lasers 2022, 49, 1402107. [Google Scholar]
- Long, Y.H.; Shi, K.Y.; Zhao, W.T.; Dai, D.H.; Gu, D.D. Numerical simulation of thermal dynamics in the molten pool of aluminium alloys melted in a laser powder bed. Spec. Cast. Nonferrous Alloys 2022, 42, 1082–1086. [Google Scholar]
- Qin, Y.; Liu, J.; Chen, Y.; Wen, P.; Zheng, Y.; Tian, Y.; Voshage, M.; Schleifenbaum, J. Influence of Laser Energy Input and Shielding Gas Flow on Evaporation Fume during Laser Powder Bed Fusion of Zn Metal. Materials 2021, 14, 2677. [Google Scholar] [CrossRef] [PubMed]
- Masmoudi, A.; Bolot, R.; Coddet, C. Investigation of the laser–powder–atmosphere interaction zone during the selective laser melting process. Mater. Process. Technol. 2015, 225, 122–132. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X.D. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Pauzon, C.; Hoppe, B.; Pichler, T.; Dubiez-Le Goff, S. Reduction of incandescent spatter with helium addition to the process gas during laser powder bed fusion of Ti-6Al-4V. CIRP J. Manuf. Sci. Technol. 2021, 35, 371–378. [Google Scholar] [CrossRef]
- Traore, S.; Schneider, M.; Koutiri, I.; Coste, F.; Fabbro, R.; Charpentier, C.; Lefebvre, P.; Peyre, P. Influence of gas atmosphere (Ar or He) on the laser powder bed fusion of a Ni-based alloy. J. Mater. Process. Technol. 2021, 288, 116851. [Google Scholar] [CrossRef]
- Chang, Z.P. Study of Soot Generation during LPBF Process of AZ91D Magnesium Alloy; Hebei University of Science and Technology: Shijiazhuang, China, 2021. [Google Scholar]
- Bidare, P.; Bitharas, I.; Ward, R.M.; Attallah, M.M.; Moore, A.J. MooreLaser powder bed fusion in high-pressure atmospheres. Int. J. Adv. Manuf. Technol. 2018, 99, 543–555. [Google Scholar] [CrossRef]
- Deillon, L.; Jensch, F.; Palm, F.; Bambach, M. A new high strength Al–Mg–Sc alloy for laser powder bed fusion with calcium addition to effectively prevent magnesium evaporation. J. Mater. 2022, 300, 117416. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, G.; Zhang, R.; Cao, Y.; Yang, G. A Review of the Vaporization Behavior of Some Metal Elements in the LPBF Process. Micromachines 2024, 15, 846. https://doi.org/10.3390/mi15070846
Shi G, Zhang R, Cao Y, Yang G. A Review of the Vaporization Behavior of Some Metal Elements in the LPBF Process. Micromachines. 2024; 15(7):846. https://doi.org/10.3390/mi15070846
Chicago/Turabian StyleShi, Guanglei, Runze Zhang, Yachao Cao, and Guang Yang. 2024. "A Review of the Vaporization Behavior of Some Metal Elements in the LPBF Process" Micromachines 15, no. 7: 846. https://doi.org/10.3390/mi15070846