

An Experimental Study in Laser-Assisted Machining of AerMet100 Steel


Abstract
1. Introduction
2. Experimental
2.1. Experimental Material and Equipment
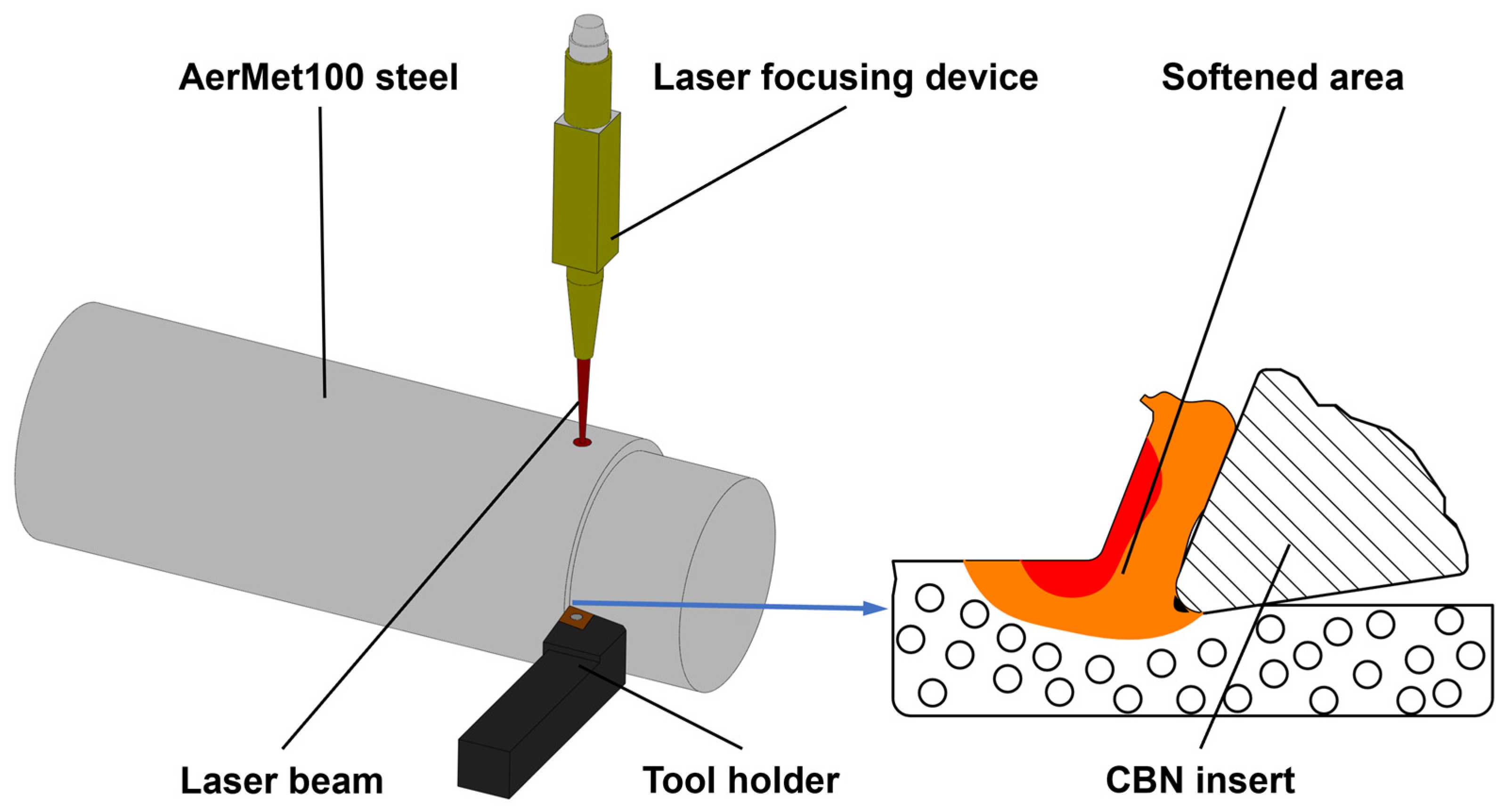
2.2. Experimental Principle
2.3. Experimental Design
3. Results and Discussions
3.1. Single-Factor Experiment Results and Analysis
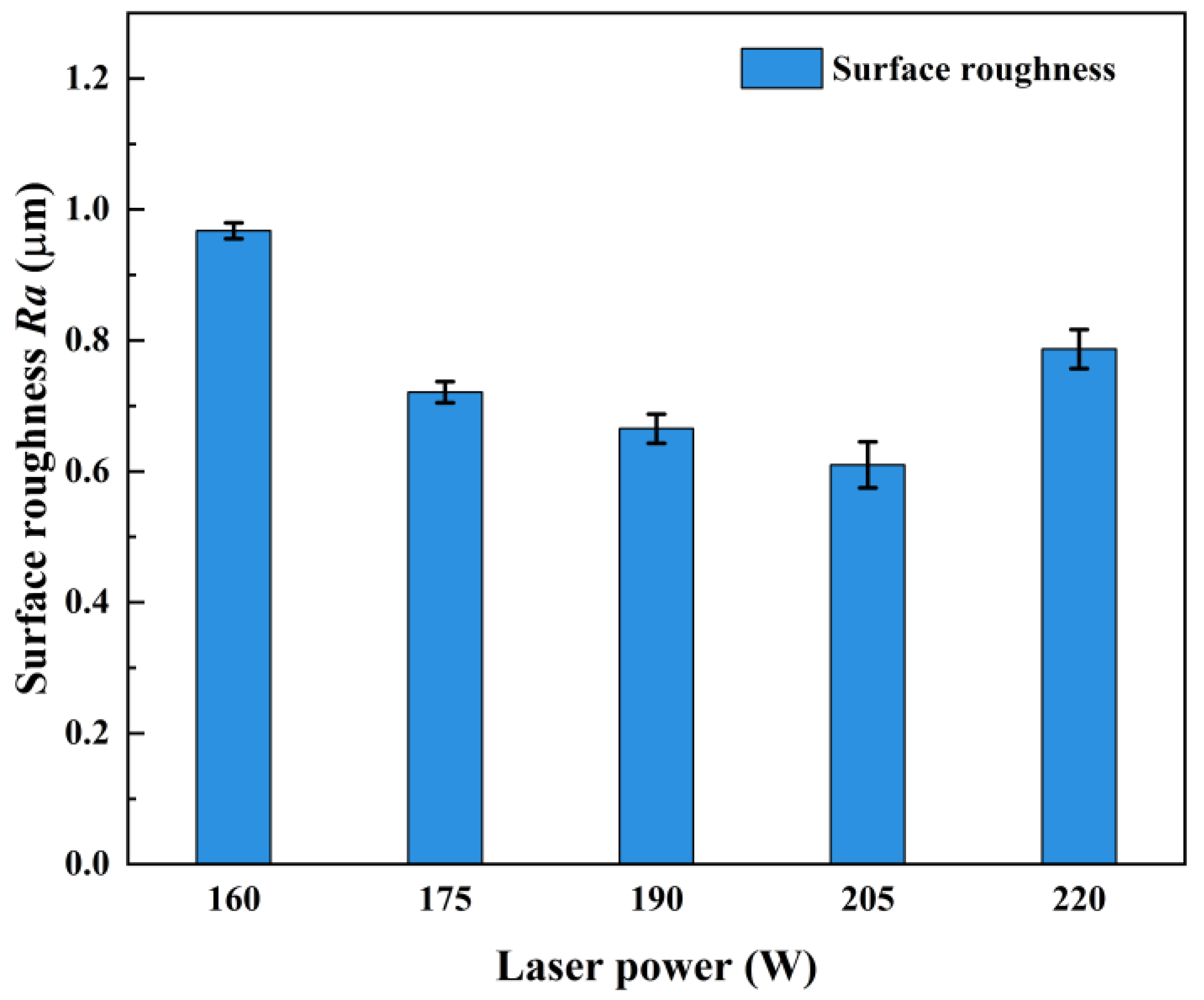
3.1.1. Effect of Laser Power on Surface Roughness
3.1.2. Effect of Cutting Speed on Surface Roughness
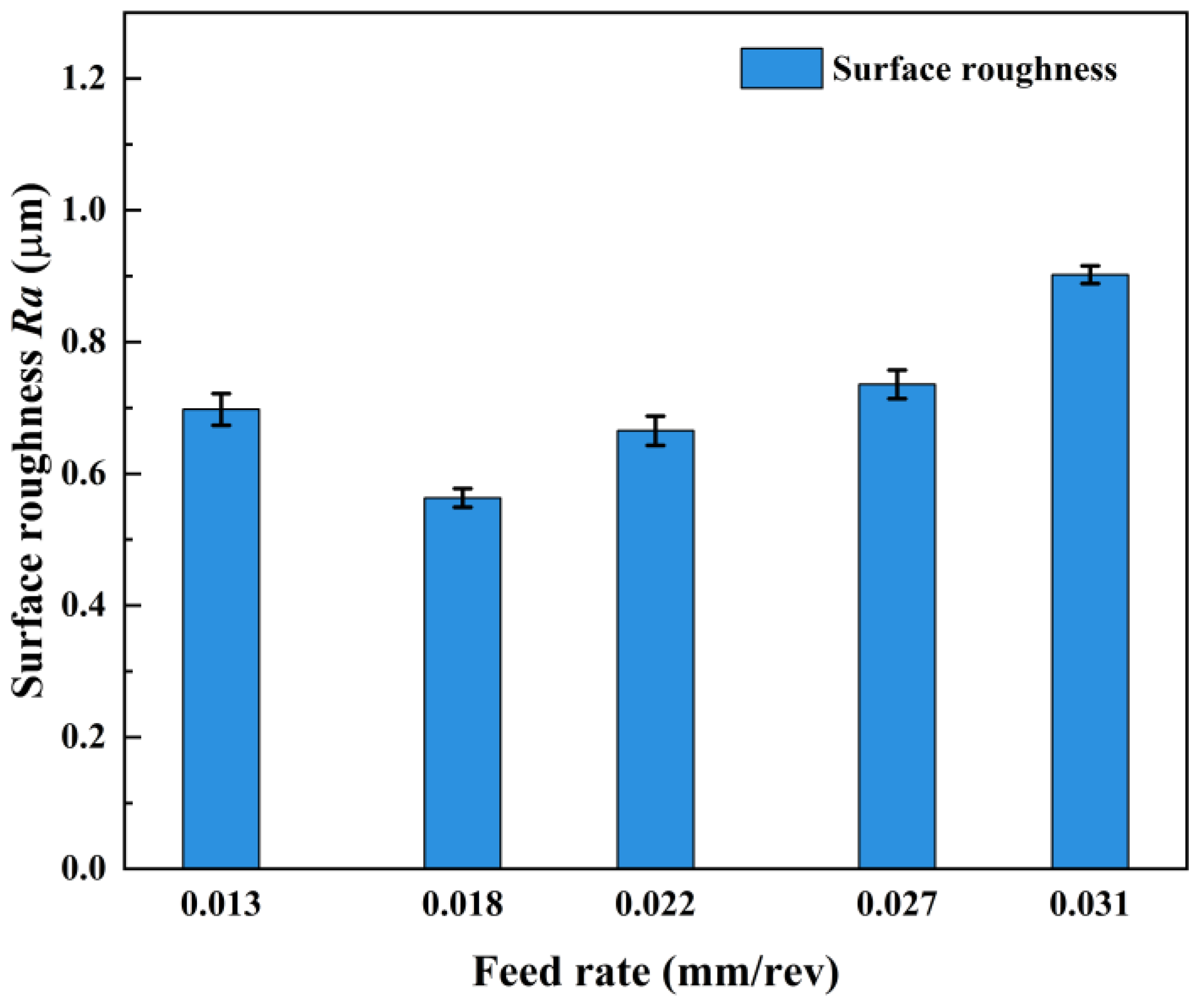
3.1.3. Effect of Feed Rate on Surface Roughness
3.1.4. Effect of Depth of Cut on Surface Roughness
3.2. Orthogonal Experiment Results and Analysis
3.2.1. Analysis of Variance
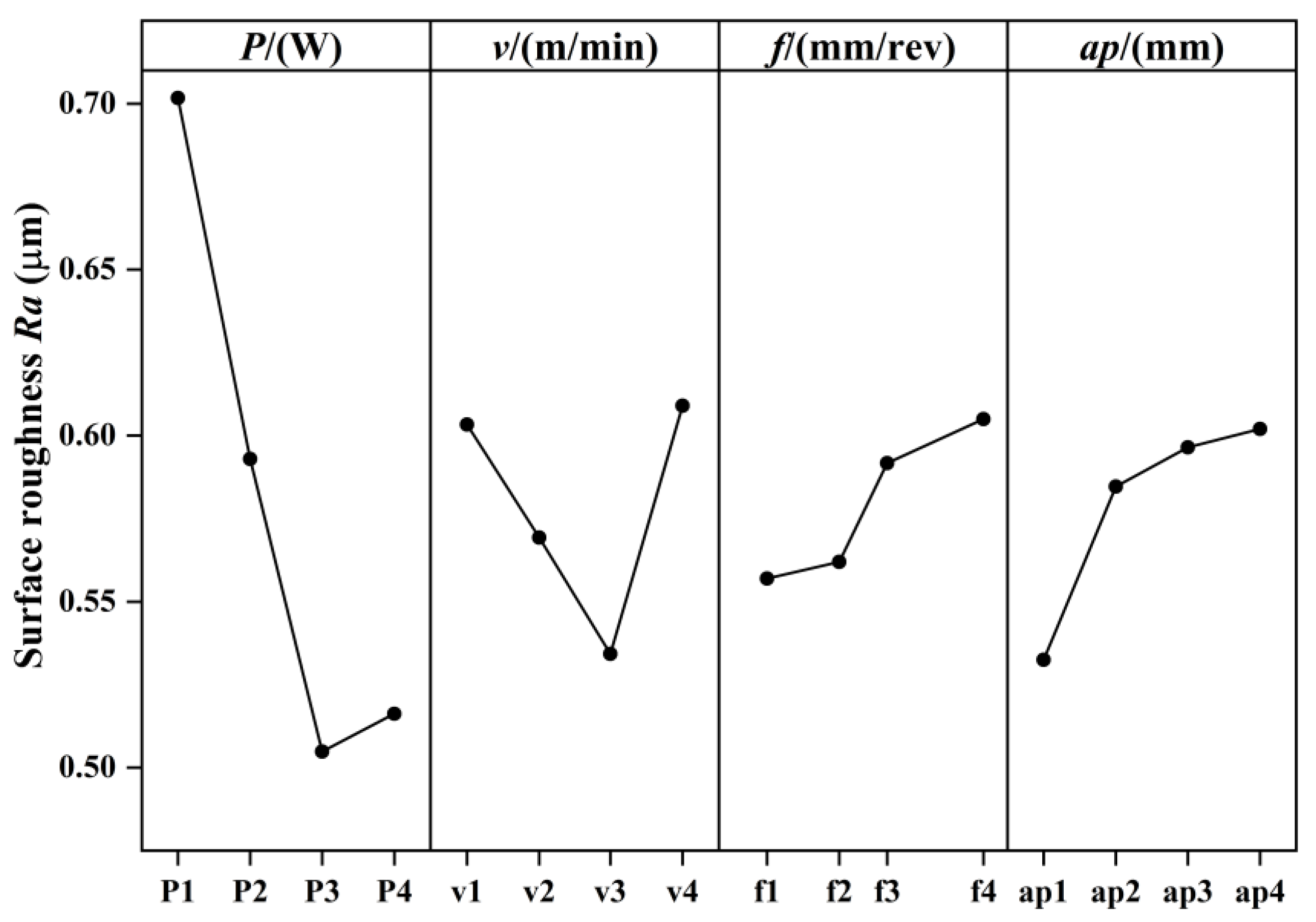
3.2.2. Analysis of Range
3.3. Comparison with Conventional Machining
3.3.1. Surface Morphology
3.3.2. Tool Wear
4. Conclusions
- The effects of laser power, cutting speed, feed rate, and depth of cut on the surface roughness of AerMet100 steel were studied by single-factor experiments. The results show that the surface roughness decreases first and then increases with the increase of laser power, cutting speed, and feed rate, and the surface roughness gradually increases with the increase of depth of cut. When the single-factor levels are 205 W, 56.5 m/min, 0.018 mm/rev, and 0.3 mm, the corresponding minimum surface roughness Ra is 0.61 μm, 0.665 μm, 0.563 μm, and 0.506 μm, respectively.
- According to the results of the orthogonal experiment, an analysis of variance and an analysis of range were carried out to obtain the degree of influence of four process parameters on surface roughness: laser power > cutting speed > depth of cut > feed rate. The combination of process parameters for the optimal surface roughness are laser power 200 W, cutting speed 56.5 m/min, feed rate 0.018 mm/rev, and depth of cut 0.3 mm, and the corresponding surface roughness Ra is 0.402 μm.
- The comparison results of surface morphology and tool wear in CM and LAM show that the machined surface of CM has more defects and serious surface damage, and the machined surface of LAM is relatively smooth and flat, and the surface roughness Ra is 0.402 μm, which is reduced by 62.11%. Compared to CM, the flank wear is reduced from 208.69 μm to 52.17 μm, there are no tipping, notches, or other forms of tool failure, and the tool life is significantly improved.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hu, D.; Meng, K.; Jing, H. Experimental investigation of dynamic properties of AerMet 100 Steel. Procedia Eng. 2015, 99, 1459–1464. [Google Scholar] [CrossRef]
- Su, G.; Liu, Z. Wear characteristics of nano TiAlN-coated carbide tools in ultra-high speed machining of AerMet100. Wear 2012, 289, 124–131. [Google Scholar] [CrossRef]
- Zeng, H.; Yan, R.; Du, P.; Zhang, M.; Peng, F. Notch wear prediction model in high speed milling of AerMet100 steel with bull-nose tool considering the influence of stress concentration. Wear 2018, 408, 228–237. [Google Scholar] [CrossRef]
- Yao, C.; Wang, T.; Xiao, W.; Huang, X.; Ren, J. Experimental study on grinding force and grinding temperature of Aermet 100 steel in surface grinding. J. Mater. Process. Technol. 2014, 214, 2191–2199. [Google Scholar] [CrossRef]
- Garrison, W.M. Martensitic non-stainless steels: High strength and high alloy. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 5197–5202. [Google Scholar]
- Khatir, F.A.; Sadeghi, M.H.; Akar, S. Investigation of surface integrity in laser-assisted turning of AISI 4340 hardened steel: Finite element simulation with experimental verification. Opt. Laser Technol. 2022, 147, 107623. [Google Scholar] [CrossRef]
- Canale, L.C.F.; Vatavuk, J.; Totten, G.E.; Luo, X. Problems Associated with Heat Treating. Steel Heat Treating Technologies. ASM Handb. ASM Int. B 2014, 4, 29–73. [Google Scholar]
- Totten, G.E.; Howes, M.A. Distortion of Heat-Treated Components; Marcel Dekker Inc.: New Yoer, NY, USA, 1997; pp. 251–292. [Google Scholar]
- Oliveira, J.F.G.D.; Silva, E.J.D.; Guo, C.; Hashimoto, F. Industrial challenges in grinding. CIRP Ann. 2009, 58, 663–680. [Google Scholar] [CrossRef]
- Hahn, R.S.; Lindsay, R.P. The influence of process variables on material removal, surface integrity, surface finish and vibration in grinding. Adv. Mach. Tool Des. Res. 1969, 1970, 95–117. [Google Scholar]
- Astakhov, V.P. Machining of hard materials–definitions and industrial applications. In Machining of Hard Materials; Springer: London, UK, 2011; pp. 1–32. [Google Scholar]
- Bartarya, G.; Choudhury, S.K. State of the art in hard turning. Int. J. Mach. Tools Manuf. 2012, 53, 1–14. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.S.; Sachdeva, A.; Suri, N.M.; Dureja, J.S. Tool wear, chip formation and workpiece surface issues in CBN hard turning: A review. Int. J. Precis. Eng. Manuf. 2010, 11, 341–358. [Google Scholar] [CrossRef]
- Özler, L.; Inan, A.; Özel, C. Theoretical and experimental determination of tool life in hot machining of austenitic manganese steel. Int. J. Mach. Tools Manuf. 2001, 41, 163–172. [Google Scholar] [CrossRef]
- Thandra, S.K.; Choudhury, S.K. Effect of cutting parameters on cutting force, surface finish and tool wear in hot machining. Int. J. Mach. Mach. Mater. 2010, 7, 260–273. [Google Scholar] [CrossRef]
- Cao, C.; Zhao, Y.; Song, Z.; Dai, D.; Liu, Q.; Zhang, X.; Meng, J.; Gao, Y.; Zhang, H.; Liu, G. Prediction and optimization of surface roughness for laser-assisted machining SiC ceramics based on improved support vector regression. Micromachines 2022, 13, 1448. [Google Scholar] [CrossRef] [PubMed]
- Kuar, A.S.; Doloi, B.; Bhattacharyya, B. Modelling and analysis of pulsed Nd: YAG laser machining characteristics during micro-drilling of zirconia (ZrO2). Int. J. Mach. Tools Manuf. 2006, 46, 1301–1310. [Google Scholar] [CrossRef]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-assisted machining of Inconel 718 with an economic analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Xavierarockiaraj, S.; Kuppan, P. Investigation of cutting forces, surface roughness and tool wear during Laser assisted machining of SKD11Tool steel. Procedia Eng. 2014, 97, 1657–1666. [Google Scholar] [CrossRef]
- Panjehpour, A.; Yazdi, M.R.S.; Shoja-Razavi, R. An experimental investigation of pulsed laser-assisted machining of AISI 52100 steel. Opt. Laser Technol. 2014, 63, 137–143. [Google Scholar] [CrossRef]
- Ding, H.; Shin, Y.C. Laser-assisted machining of hardened steel parts with surface integrity analysis. Int. J. Mach. Tools Manuf. 2010, 50, 106–114. [Google Scholar] [CrossRef]
- Dumitrescu, P.; Koshy, P.; Stenekes, J.; Elbestawi, M.A. High-power diode laser assisted hard turning of AISI D2 tool steel. Int. J. Mach. Tools Manuf. 2006, 46, 2009–2016. [Google Scholar] [CrossRef]
- Khatir, F.A.; Sadeghi, M.H.; Akar, S. Investigation of surface roughness in laser-assisted hard turning of AISI 4340. Mater. Today Proc. 2021, 38, 3085–3090. [Google Scholar] [CrossRef]
- Venkatesan, K.; Ramanujam, R.; Kuppan, P. Analysis of cutting forces and temperature in laser assisted machining of Inconel 718 using Taguchi method. Procedia Eng. 2014, 97, 1637–1646. [Google Scholar] [CrossRef]
- Da, G.; Yang, Z.; Yang, S.; Chen, Y.; Li, Z.; Wang, C.; Xiao, L.; Zhang, Z. Corrosion behavior of 700 MPa grade weathering steel with 4.0 wt% Ni and 5.0 wt% Cr in simulated marine atmospheric environment. Constr. Build. Mater. 2024, 414, 134790. [Google Scholar] [CrossRef]
- Sobiyi, K.; Sigalas, I.; Akdogan, G.; Turan, Y. Performance of mixed ceramics and CBN tools during hard turning of martensitic stainless steel. Int. J. Adv. Manuf. Technol. 2015, 77, 861–871. [Google Scholar] [CrossRef]
- Zeng, H.; Yan, R.; Wang, W.; Zhang, H.; Yan, J.; Peng, F. Analytical modeling of the heat-affected zone in laser-assisted milling of AerMet100 steel. Int. J. Adv. Manuf. Technol. 2020, 109, 2481–2490. [Google Scholar] [CrossRef]
- Zhang, H.; Zeng, H.; Yan, R.; Wang, W.; Peng, F. Analytical modeling of cutting forces considering material softening effect in laser-assisted milling of AerMet100 steel. Int. J. Adv. Manuf. Technol. 2021, 113, 247–260. [Google Scholar] [CrossRef]
- Tadavani, S.A.; Razavi, R.S.; Vafaei, R. Pulsed laser-assisted machining of Inconel 718 superalloy. Opt. Laser Technol. 2017, 87, 72–78. [Google Scholar] [CrossRef]
- Kalantari, O.; Jafarian, F.; Fallah, M.M. Comparative investigation of surface integrity in laser assisted and conventional machining of Ti-6Al-4 V alloy. J. Manuf. Process. 2021, 62, 90–98. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Ni | Cr | Ti | Mo | Co | Fe |
|---|---|---|---|---|---|---|---|
| Wt. (%) | 0.238 | 11.18 | 3.00 | ≤0.015 | 1.20 | 13.42 | Balance |
| Parameter | Unit | Numerical Value |
|---|---|---|
| Density | Kg/m3 | 7889 |
| Poisson’s ratio Hardness | - HRC | 0.28 54 |
| Tensile strength | Mpa | 2000 |
| Specific heat | J/kg·K | 412.7 |
| Young’s modulus | MPa | 1858 |
| Heat conductivity | W/m2·K | 19.3 |
| Level | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) |
|---|---|---|---|---|
| 1 | 160 | 31.4 | 0.013 | 0.3 |
| 2 | 175 | 44.0 | 0.018 | 0.4 |
| 3 | 190 | 56.5 | 0.022 | 0.5 |
| 4 | 205 | 69.1 | 0.027 | 0.6 |
| 5 | 220 | 81.7 | 0.031 | 0.7 |
| Level | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) |
|---|---|---|---|---|
| 1 | 180 | 44.0 | 0.018 | 0.3 |
| 2 | 190 | 50.3 | 0.021 | 0.4 |
| 3 | 200 | 56.5 | 0.023 | 0.5 |
| 4 | 210 | 62.8 | 0.027 | 0.6 |
| No. | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) | Surface Roughness Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 160 | 56.5 | 0.022 | 0.5 | 0.967 |
| 2 | 175 | 56.5 | 0.022 | 0.5 | 0.721 |
| 3 | 190 | 56.5 | 0.022 | 0.5 | 0.665 |
| 4 | 205 | 56.5 | 0.022 | 0.5 | 0.61 |
| 5 | 220 | 56.5 | 0.022 | 0.5 | 0.787 |
| No. | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) | Surface Roughness Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 190 | 31.4 | 0.022 | 0.5 | 0.967 |
| 2 | 190 | 44.0 | 0.022 | 0.5 | 0.712 |
| 3 | 190 | 56.5 | 0.022 | 0.5 | 0.665 |
| 4 | 190 | 69.1 | 0.022 | 0.5 | 0.794 |
| 5 | 190 | 81.7 | 0.022 | 0.5 | 1.020 |
| No. | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) | Surface Roughness Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 190 | 56.5 | 0.013 | 0.5 | 0.698 |
| 2 | 190 | 56.5 | 0.018 | 0.5 | 0.563 |
| 3 | 190 | 56.5 | 0.022 | 0.5 | 0.665 |
| 4 | 190 | 56.5 | 0.027 | 0.5 | 0.736 |
| 5 | 190 | 56.5 | 0.031 | 0.5 | 0.902 |
| No. | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) | Surface Roughness Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 190 | 56.5 | 0.022 | 0.3 | 0.506 |
| 2 | 190 | 56.5 | 0.022 | 0.4 | 0.571 |
| 3 | 190 | 56.5 | 0.022 | 0.5 | 0.665 |
| 4 | 190 | 56.5 | 0.022 | 0.6 | 0.712 |
| 5 | 190 | 56.5 | 0.022 | 0.7 | 0.817 |
| No. | Laser Power P/(W) | Cutting Speed v/(m/min) | Feed Rate f/(mm/rev) | Depth of Cut ap/(mm) | Surface Roughness Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 180 | 44.0 | 0.018 | 0.3 | 0.616 |
| 2 | 180 | 50.3 | 0.021 | 0.4 | 0.671 |
| 3 | 180 | 56.5 | 0.023 | 0.5 | 0.700 |
| 4 | 180 | 62.8 | 0.027 | 0.6 | 0.820 |
| 5 | 190 | 44.0 | 0.021 | 0.5 | 0.657 |
| 6 | 190 | 50.3 | 0.018 | 0.6 | 0.597 |
| 7 | 190 | 56.5 | 0.027 | 0.3 | 0.518 |
| 8 | 190 | 62.8 | 0.023 | 0.4 | 0.600 |
| 9 | 200 | 44.0 | 0.023 | 0.6 | 0.555 |
| 10 | 200 | 50.3 | 0.027 | 0.5 | 0.497 |
| 11 | 200 | 56.5 | 0.018 | 0.4 | 0.483 |
| 12 | 200 | 62.8 | 0.021 | 0.3 | 0.484 |
| 13 | 210 | 44.0 | 0.027 | 0.4 | 0.585 |
| 14 | 210 | 50.3 | 0.023 | 0.3 | 0.512 |
| 15 | 210 | 56.5 | 0.021 | 0.6 | 0.436 |
| 16 | 210 | 62.8 | 0.018 | 0.5 | 0.532 |
| Source | Degree-of-Freedom (DF) | Sum-of-Squares (SS) | Mean-of-Squares (MS) | F-Value |
|---|---|---|---|---|
| Laser Power (P) | 3 | 0.098857 | 0.032952 | 7.02 |
| Cutting speed (v) | 3 | 0.014343 | 0.004781 | 1.02 |
| Feed rate (f) | 3 | 0.006446 | 0.002149 | 0.46 |
| Depth of cut (ap) | 3 | 0.012122 | 0.004041 | 0.86 |
| Error (e) | 3 | 0.014081 | 0.004694 | |
| Total | 15 | 0.145849 |
| Value | Laser Power (P) | Cutting Speed (v) | Feed Rate (f) | Depth of Cut (ap) |
|---|---|---|---|---|
| K1 | 0.7017 | 0.6033 | 0.5570 | 0.5325 |
| K2 | 0.5930 | 0.5693 | 0.5620 | 0.5847 |
| K3 | 0.5048 | 0.5343 | 0.5917 | 0.5965 |
| K4 | 0.5162 | 0.6090 | 0.6050 | 0.6020 |
| R | 0.1969 | 0.0747 | 0.0480 | 0.0695 |
| Order | laser power > cutting speed > depth of cut > feed rate | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Zhao, Y.; Meng, S.; Zhang, Y.; Fan, Q.; Yang, S.; Zhang, G.; Meng, J. An Experimental Study in Laser-Assisted Machining of AerMet100 Steel. Micromachines 2024, 15, 926. https://doi.org/10.3390/mi15070926
Tang Y, Zhao Y, Meng S, Zhang Y, Fan Q, Yang S, Zhang G, Meng J. An Experimental Study in Laser-Assisted Machining of AerMet100 Steel. Micromachines. 2024; 15(7):926. https://doi.org/10.3390/mi15070926
Chicago/Turabian StyleTang, Yu, Yugang Zhao, Shuo Meng, Yusheng Zhang, Qilong Fan, Shimin Yang, Guiguan Zhang, and Jianbing Meng. 2024. "An Experimental Study in Laser-Assisted Machining of AerMet100 Steel" Micromachines 15, no. 7: 926. https://doi.org/10.3390/mi15070926
APA StyleTang, Y., Zhao, Y., Meng, S., Zhang, Y., Fan, Q., Yang, S., Zhang, G., & Meng, J. (2024). An Experimental Study in Laser-Assisted Machining of AerMet100 Steel. Micromachines, 15(7), 926. https://doi.org/10.3390/mi15070926