
Innovative Integration of Dual Quantum Cascade Lasers on Silicon Photonics Platform †

 ,
,  , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Ge-on-Si PIC
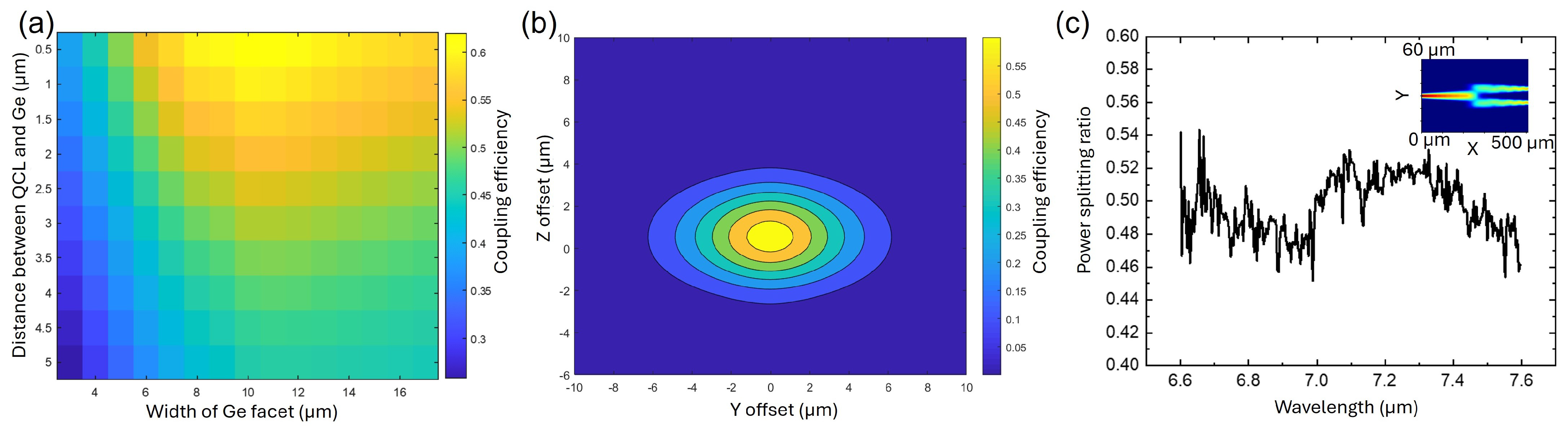
2.1. Interface Simulation
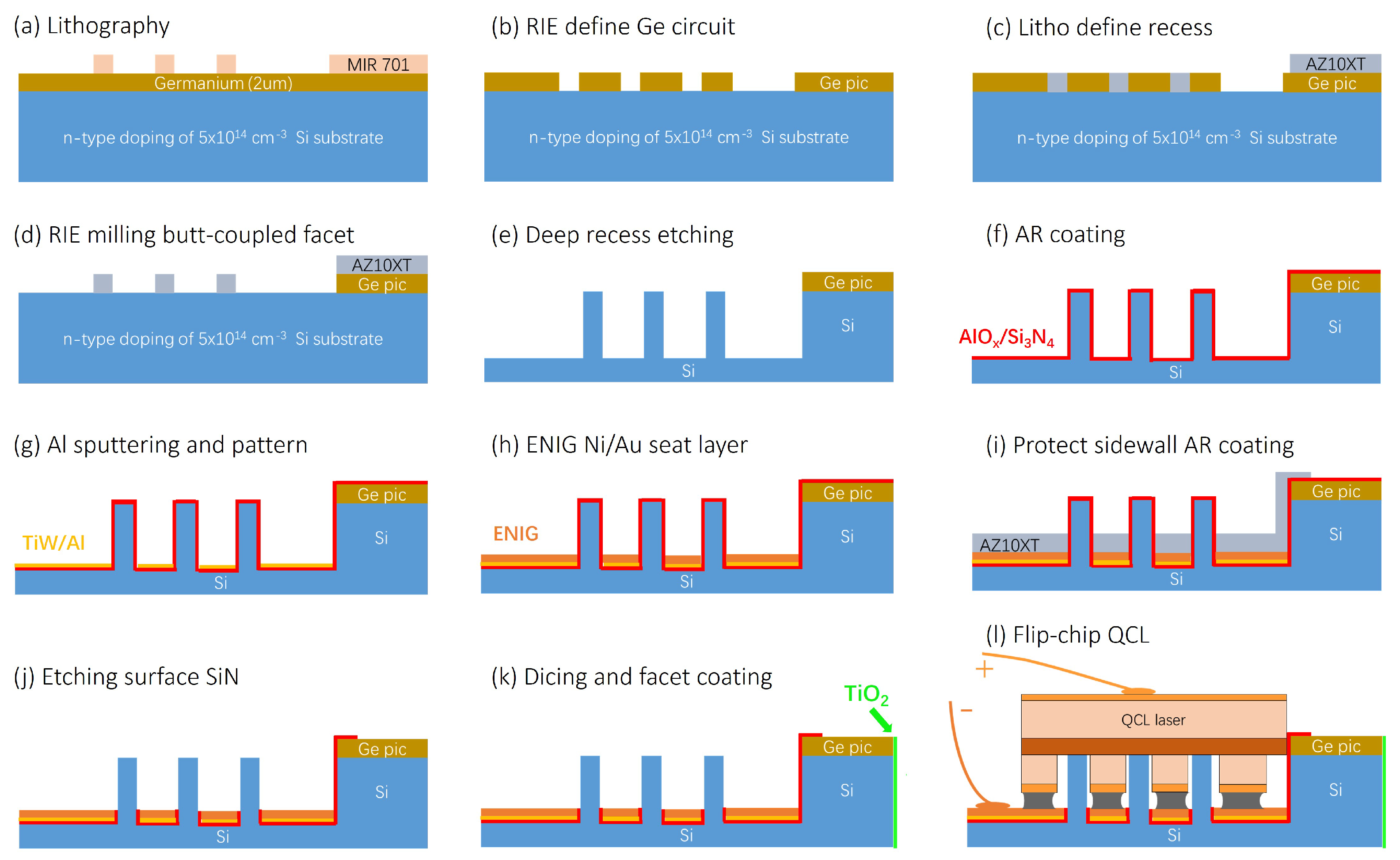
2.2. Process Flow and Fabrication
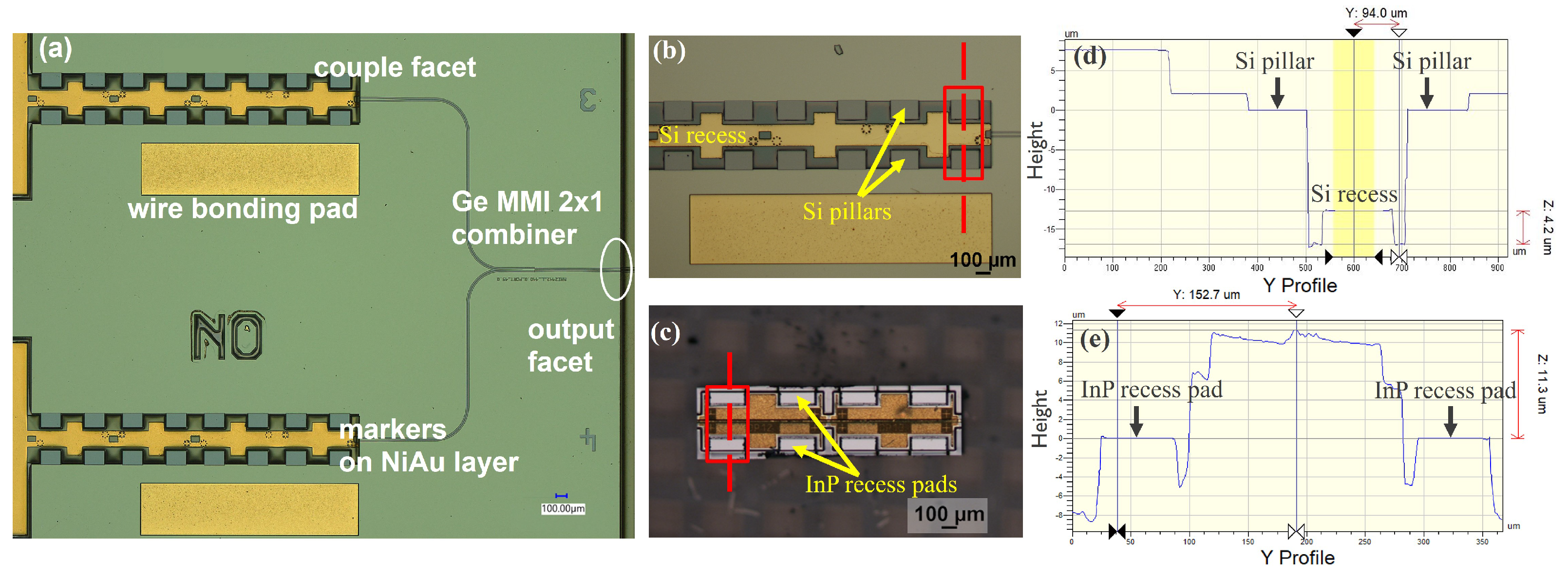
2.3. Optical Inspection
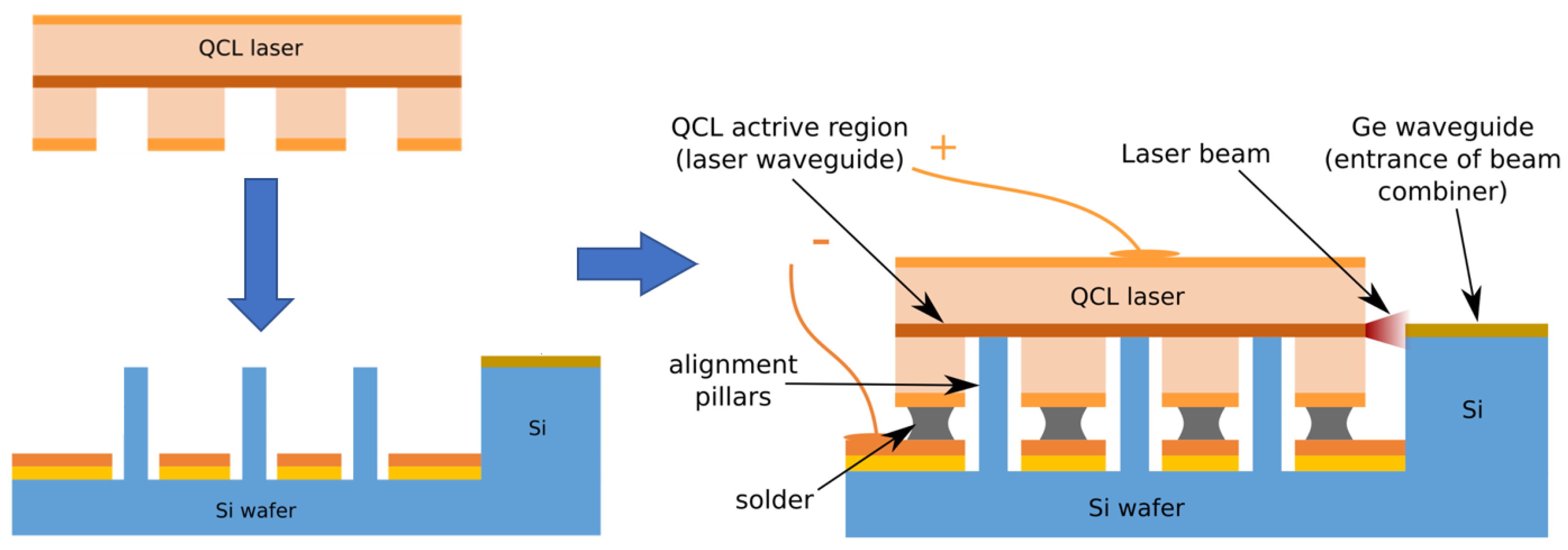
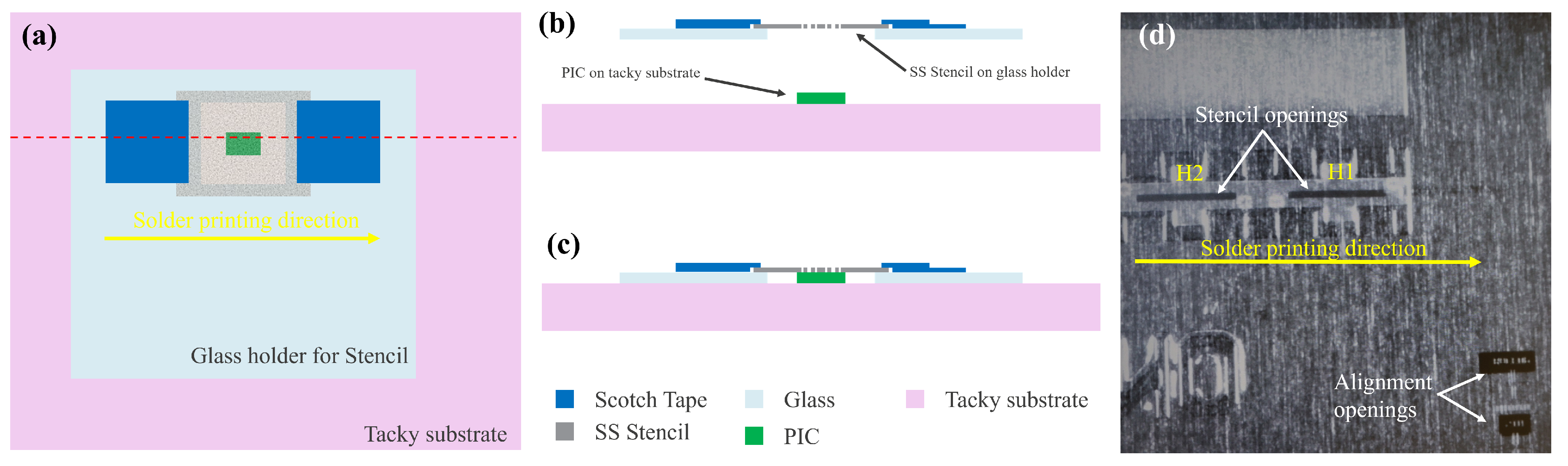
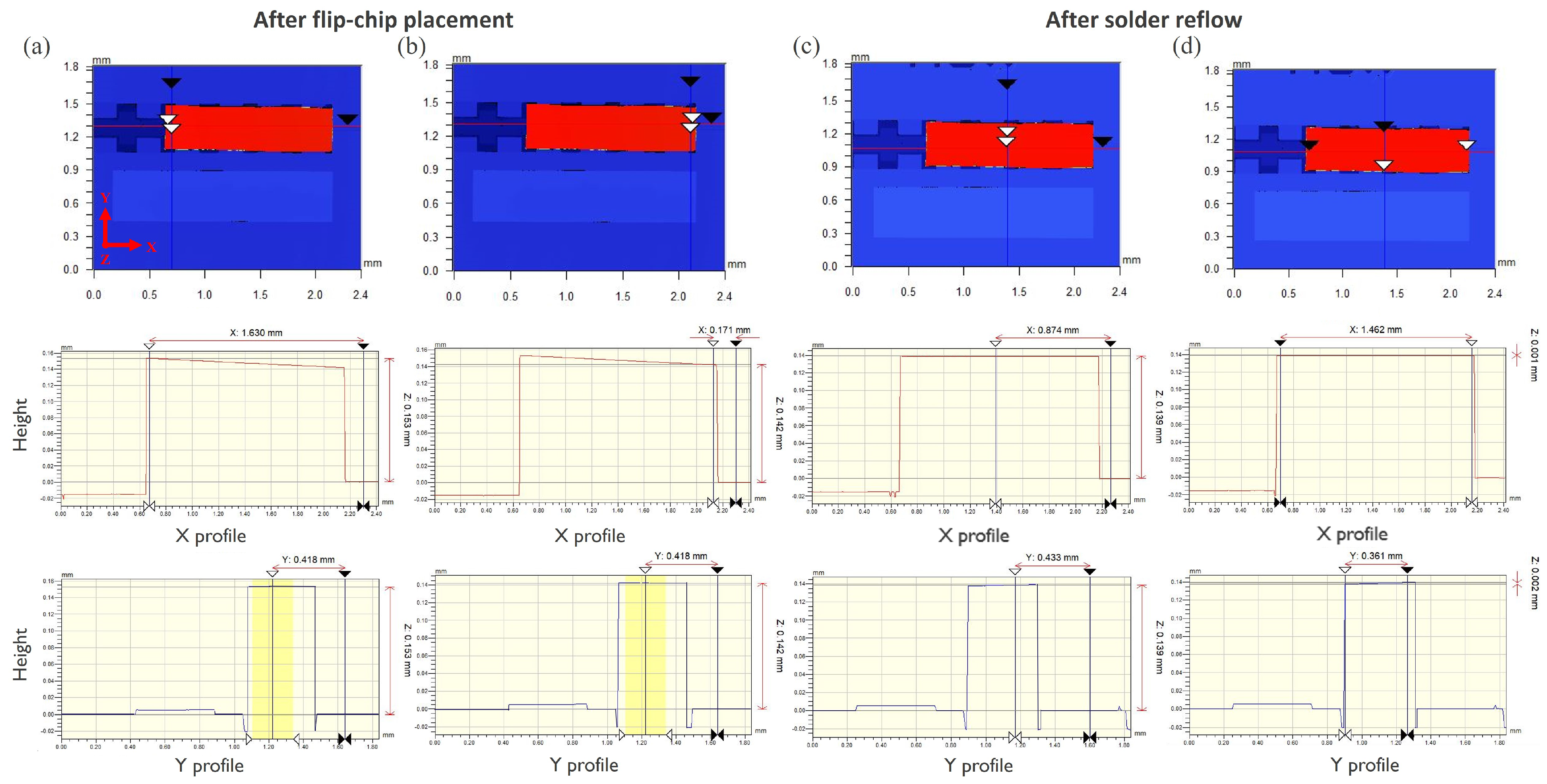
3. Assembly
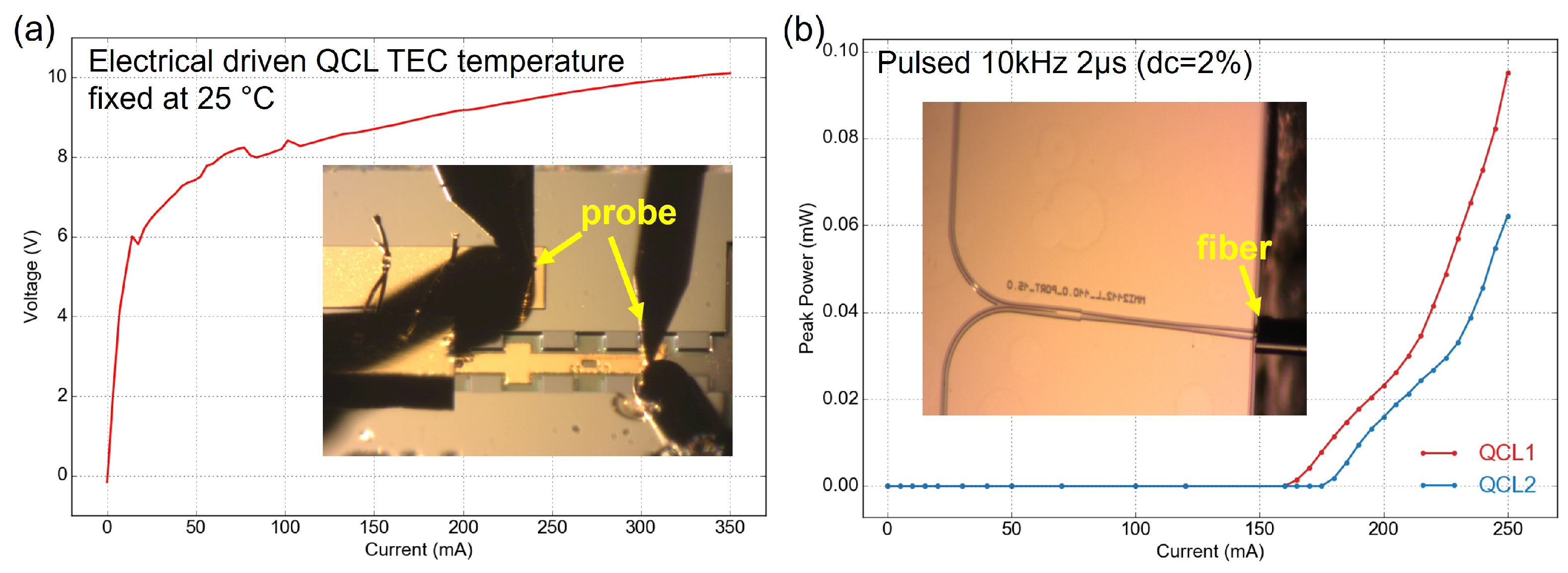
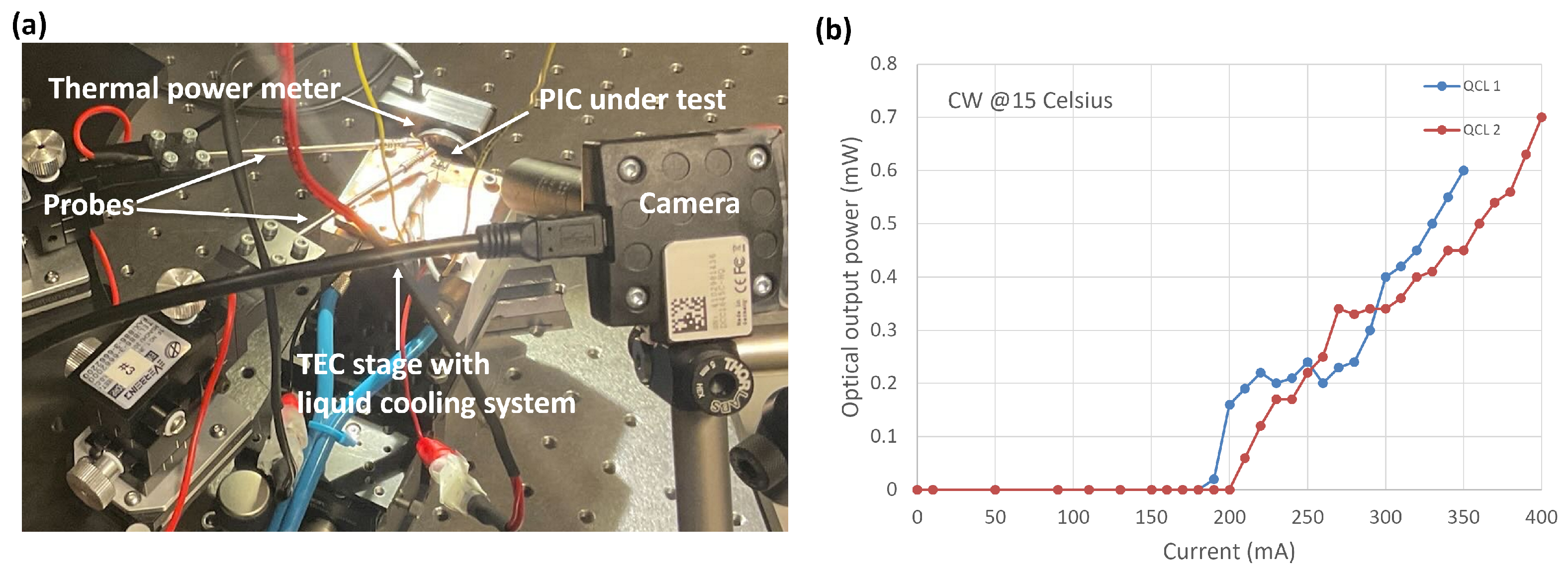
4. P-I-V Characterization
4.1. Pulsed Operation
4.2. CW Operation
5. Packaging
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 3D | three-dimensional |
| QCL | quantum cascade laser |
| PIC | photonics integrated circuit |
| RIE | reactive ion etching |
| SEM | scanning electron microscopy |
| AR | anti-reflection |
| ENIG | electroless nickel immersion gold |
| SEM | scanning electron microscope |
| LMPA | low melting point alloy |
| SM | single-mode |
| CW | continuous wave |
| TEC | thermoelectrical cooler |
| HHL | high heat load |
| SS | stainless steel |
References
- Hitran Online Database. Available online: https://hitran.iao.ru/ (accessed on 9 January 2010).
- Dabrowska, A.; Lindner, S.; Schwaighofer, A.; Lendl, B. Mid-IR dispersion spectroscopy–A new avenue for liquid phase analysis. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2023, 286, 122014. [Google Scholar] [CrossRef]
- Hakobyan, S.; Maulini, R.; Blaser, S.; Gresch, T.; Muller, A. High performance quantum cascade laser frequency combs at λ∼6 μm based on plasmon-enhanced dispersion compensation. Opt. Express 2020, 28, 20714–20727. [Google Scholar] [CrossRef] [PubMed]
- Thomson, D.; Zilkie, A.; Bowers, J.E.; Komljenovic, T.; Reed, G.T.; Vivien, L.; Marris-Morini, D.; Cassan, E.; Virot, L.; Fédéli, J.M.; et al. Roadmap on silicon photonics. J. Opt. 2016, 18, 073003. [Google Scholar] [CrossRef]
- Spott, A.; Peters, J.; Davenport, M.L.; Stanton, E.J.; Merritt, C.D.; Bewley, W.W.; Vurgaftman, I.; Kim, C.S.; Meyer, J.R.; Kirch, J.; et al. Quantum cascade laser on silicon. Optica 2016, 3, 545–551. [Google Scholar] [CrossRef]
- Nguyen-Van, H.; Baranov, A.N.; Loghmari, Z.; Cerutti, L.; Rodriguez, J.B.; Tournet, J.; Narcy, G.; Boissier, G.; Patriarche, G.; Bahriz, M.; et al. Quantum cascade lasers grown on silicon. Sci. Rep. 2018, 8, 7206. [Google Scholar] [CrossRef]
- Radosavljevic, S.; Beneitez, N.T.; Katumba, A.; Muneeb, M.; Vanslembrouck, M.; Kuyken, B.; Roelkens, G. Mid-infrared Vernier racetrack resonator tunable filter implemented on a germanium on SOI waveguide platform (Invited). Opt. Mater. Express 2018, 8, 824–835. [Google Scholar] [CrossRef]
- Koompai, N.; Nguyen, T.H.N.; Turpaud, V.; Frigerio, J.; Falcone, V.; Calcaterra, S.; Lucia, L.; Bousseksou, A.; Colombelli, R.; Coudevylle, J.R.; et al. Long-wave infrared integrated resonators in the 7.5–9 μm wavelength range. Appl. Phys. Lett. 2023, 123, 031109. [Google Scholar] [CrossRef]
- Shen, L.; Healy, N.; Mitchell, C.J.; Penades, J.S.; Nedeljkovic, M.; Mashanovich, G.Z.; Peacock, A.C. Two-photon absorption and all-optical modulation in germanium-on-silicon waveguides for the mid-infrared. Opt. Lett. 2015, 40, 2213–2216. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, T.H.N.; Turpaud, V.; Koompai, N.; Peltier, J.; Calcaterra, S.; Isella, G.; Coudevylle, J.R.; Alonso-Ramos, C.; Vivien, L.; Frigerio, J.; et al. Integrated PIN modulator and photodetector operating in the mid-infrared range from 5.5 μm to 10 μm. Nanophotonics 2024, 13, 1803–1813. [Google Scholar] [CrossRef]
- Radosavljevic, S.; Kuyken, B.; Roelkens, G. Efficient 5.2 μm wavelength fiber-to-chip grating couplers for the Ge-on-Si and Ge-on-SOI mid-infrared waveguide platform. Opt. Express 2017, 25, 19034–19042. [Google Scholar] [CrossRef]
- Malik, A.; Muneeb, M.; Pathak, S.; Shimura, Y.; Van Campenhout, J.; Loo, R.; Roelkens, G. Germanium-on-silicon mid-infrared arrayed waveguide grating multiplexers. IEEE Photonics Technol. Lett. 2013, 25, 1805–1808. [Google Scholar] [CrossRef]
- Wang, R.; Täschler, P.; Wang, Z.; Gini, E.; Beck, M.; Faist, J. Monolithic integration of mid-infrared quantum cascade lasers and frequency combs with passive waveguides. ACS Photonics 2022, 9, 426–431. [Google Scholar] [CrossRef]
- Karnik, T.S.; Diehl, L.; Dao, K.P.; Du, Q.; Pflügl, C.; Vakhshoori, D.; Hu, J. Monolithic beam combined quantum cascade laser arrays with integrated arrayed waveguide gratings. Opt. Express 2024, 32, 11681–11692. [Google Scholar] [CrossRef] [PubMed]
- Wei, W.Q.; He, A.; Yang, B.; Wang, Z.H.; Huang, J.Z.; Han, D.; Ming, M.; Guo, X.; Su, Y.; Zhang, J.J.; et al. Monolithic integration of embedded III-V lasers on SOI. Light Sci. Appl. 2023, 12, 84. [Google Scholar] [CrossRef] [PubMed]
- Remis, A.; Monge-Bartolome, L.; Paparella, M.; Gilbert, A.; Boissier, G.; Grande, M.; Blake, A.; O’faolain, L.; Cerutti, L.; Rodriguez, J.B.; et al. Unlocking the monolithic integration scenario: Optical coupling between GaSb diode lasers epitaxially grown on patterned Si substrates and passive SiN waveguides. Light Sci. Appl. 2023, 12, 150. [Google Scholar] [CrossRef] [PubMed]
- Shekhar, S.; Bogaerts, W.; Chrostowski, L.; Bowers, J.E.; Hochberg, M.; Soref, R.; Shastri, B.J. Roadmapping the next generation of silicon photonics. Nat. Commun. 2024, 15, 751. [Google Scholar] [CrossRef]
- Kaur, K.; Subramanian, A.; Cardile, P.; Verplancke, R.; Van Kerrebrouck, J.; Spiga, S.; Meyer, R.; Bauwelinck, J.; Baets, R.; Van Steenberge, G. Flip-chip assembly of VCSELs to silicon grating couplers via laser fabricated SU8 prisms. Opt. Express 2015, 23, 28264–28270. [Google Scholar] [CrossRef]
- Theurer, M.; Moehrle, M.; Sigmund, A.; Velthaus, K.O.; Oldenbeuving, R.M.; Wevers, L.; Postma, F.M.; Mateman, R.; Schreuder, F.; Geskus, D.; et al. Flip-chip integration of InP to SiN photonic integrated circuits. J. Light. Technol. 2020, 38, 2630–2636. [Google Scholar] [CrossRef]
- Marinins, A.; Hänsch, S.; Sar, H.; Chancerel, F.; Golshani, N.; Wang, H.L.; Tsiara, A.; Coenen, D.; Verheyen, P.; Capuz, G.; et al. Wafer-Scale Hybrid Integration of InP DFB Lasers on Si Photonics by Flip-Chip Bonding With sub-300 nm Alignment Precision. IEEE J. Sel. Top. Quantum Electron. 2022, 29, 1–11. [Google Scholar] [CrossRef]
- Soref, R. Mid-infrared photonics in silicon and germanium. Nat. Photonics 2010, 4, 495–497. [Google Scholar] [CrossRef]
- Gallacher, K.; Millar, R.; Griškevičiūte, U.; Baldassarre, L.; Sorel, M.; Ortolani, M.; Paul, D. Low loss Ge-on-Si waveguides operating in the 8–14 μm atmospheric transmission window. Opt. Express 2018, 26, 25667–25675. [Google Scholar] [CrossRef] [PubMed]
- Kozak, D.A.; Stievater, T.H.; Mahon, R.; Rabinovich, W.S. Germanium-on-Silicon Waveguides at Wavelengths from 6.85 to 11.25 microns. IEEE J. Sel. Top. Quantum Electron. 2018, 24, 1–4. [Google Scholar] [CrossRef]
- Benéitez, N.T.; Baumgartner, B.; Missinne, J.; Radosavljevic, S.; Wacht, D.; Hugger, S.; Leszcz, P.; Lendl, B.; Roelkens, G. Mid-IR sensing platform for trace analysis in aqueous solutions based on a germanium-on-silicon waveguide chip with a mesoporous silica coating for analyte enrichment. Opt. Express 2020, 28, 27013–27027. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Kannojia, H.K.; Jouy, P.; Giraud, E.; Van Steenberge, G.; Kuyken, B. Mid-infrared dual-comb QCLs integrated with beam combiner based on Ge-on-Si platform. In Proceedings of the 2023 IEEE Silicon Photonics Conference (SiPhotonics), Washington, DC, USA, 4–7 April 2023; pp. 1–2. [Google Scholar] [CrossRef]
- Moscoso-Mártir, A.; Merget, F.; Mueller, J.; Hauck, J.; Romero-García, S.; Shen, B.; Lelarge, F.; Brenot, R.; Garreau, A.; Mentovich, E.; et al. Hybrid silicon photonics flip-chip laser integration with vertical self-alignment. In Proceedings of the Conference on Lasers and Electro-Optics/Pacific Rim. Optica Publishing Group, Singapore, 31 July–4 August 2017; p. s2069. [Google Scholar]
- Coddington, I.; Newbury, N.; Swann, W. Dual-comb spectroscopy. Optica 2016, 3, 414–426. [Google Scholar] [CrossRef]
- Loo, R.; Porret, C.; Han, H.; Srinivasan, A.; Vecchio, E.; Depauw, V. Epitaxial Ge-on-Nothing and Epitaxial Ge on Si-on-Nothing as Virtual substrates for 3D device stacking Technologies. ECS J. Solid State Sci. Technol. 2021, 10, 084003. [Google Scholar] [CrossRef]
- Bismuto, A.; Blaser, S.; Terazzi, R.; Gresch, T.; Muller, A. High performance, low dissipation quantum cascade lasers across the mid-IR range. Opt. Express 2015, 23, 5477–5484. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Kannojia, H.K.; Jouy, P.; Giraud, E.; Suter, K.; Maulini, R.; Gachet, D.; Hetier, L.; Van Steenberge, G.; Kuyken, B. Innovative Integration of Dual Quantum Cascade Lasers on Silicon Photonics Platform. Micromachines 2024, 15, 1055. https://doi.org/10.3390/mi15081055
Wang D, Kannojia HK, Jouy P, Giraud E, Suter K, Maulini R, Gachet D, Hetier L, Van Steenberge G, Kuyken B. Innovative Integration of Dual Quantum Cascade Lasers on Silicon Photonics Platform. Micromachines. 2024; 15(8):1055. https://doi.org/10.3390/mi15081055
Chicago/Turabian StyleWang, Dongbo, Harindra Kumar Kannojia, Pierre Jouy, Etienne Giraud, Kaspar Suter, Richard Maulini, David Gachet, Léo Hetier, Geert Van Steenberge, and Bart Kuyken. 2024. "Innovative Integration of Dual Quantum Cascade Lasers on Silicon Photonics Platform" Micromachines 15, no. 8: 1055. https://doi.org/10.3390/mi15081055
APA StyleWang, D., Kannojia, H. K., Jouy, P., Giraud, E., Suter, K., Maulini, R., Gachet, D., Hetier, L., Van Steenberge, G., & Kuyken, B. (2024). Innovative Integration of Dual Quantum Cascade Lasers on Silicon Photonics Platform. Micromachines, 15(8), 1055. https://doi.org/10.3390/mi15081055