
Mechanism Analysis of Rock Vitrification by Strip Laser Scanning


Abstract
:1. Introduction
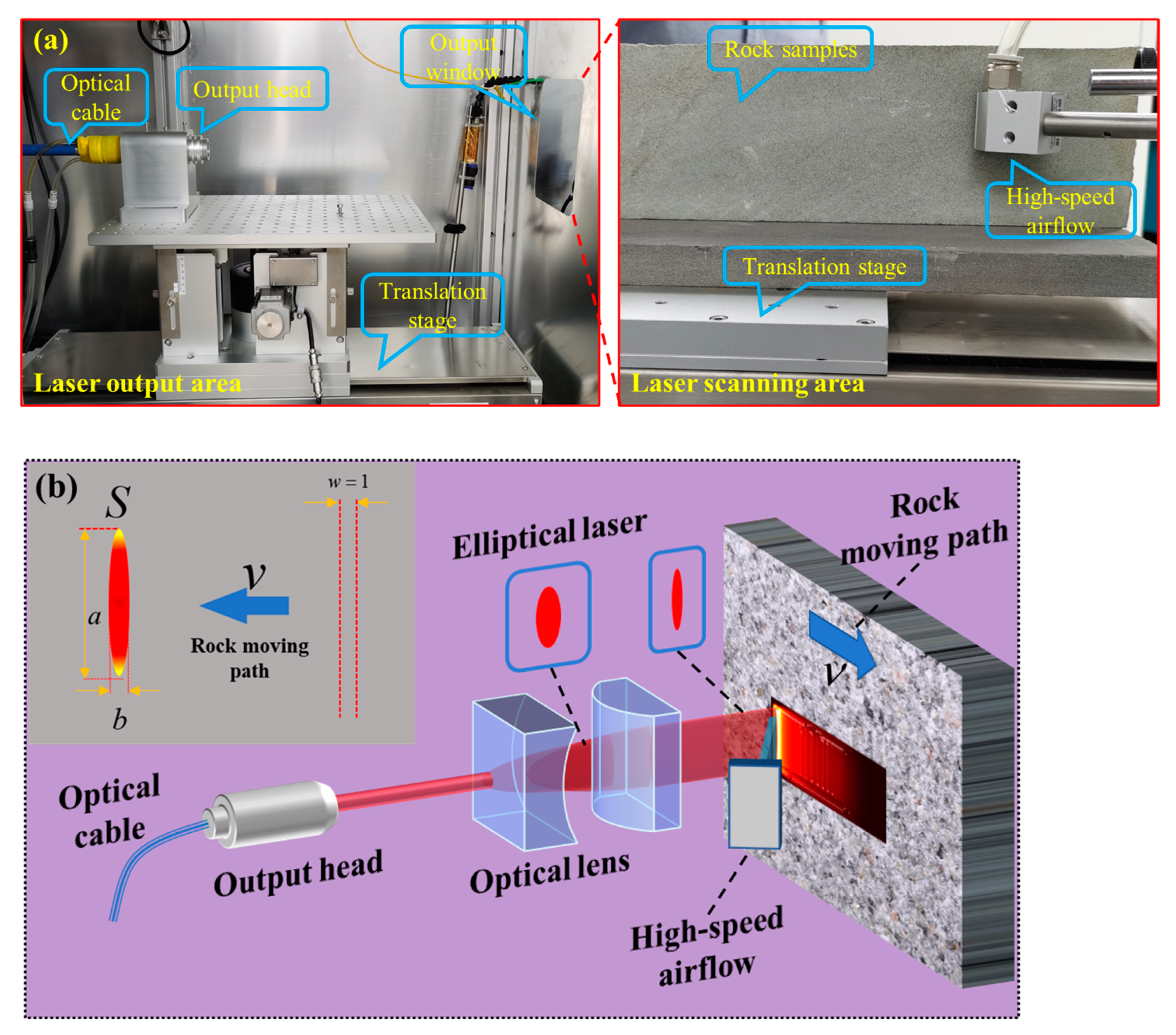
2. Experimental Part
3. Vitrified Morphology
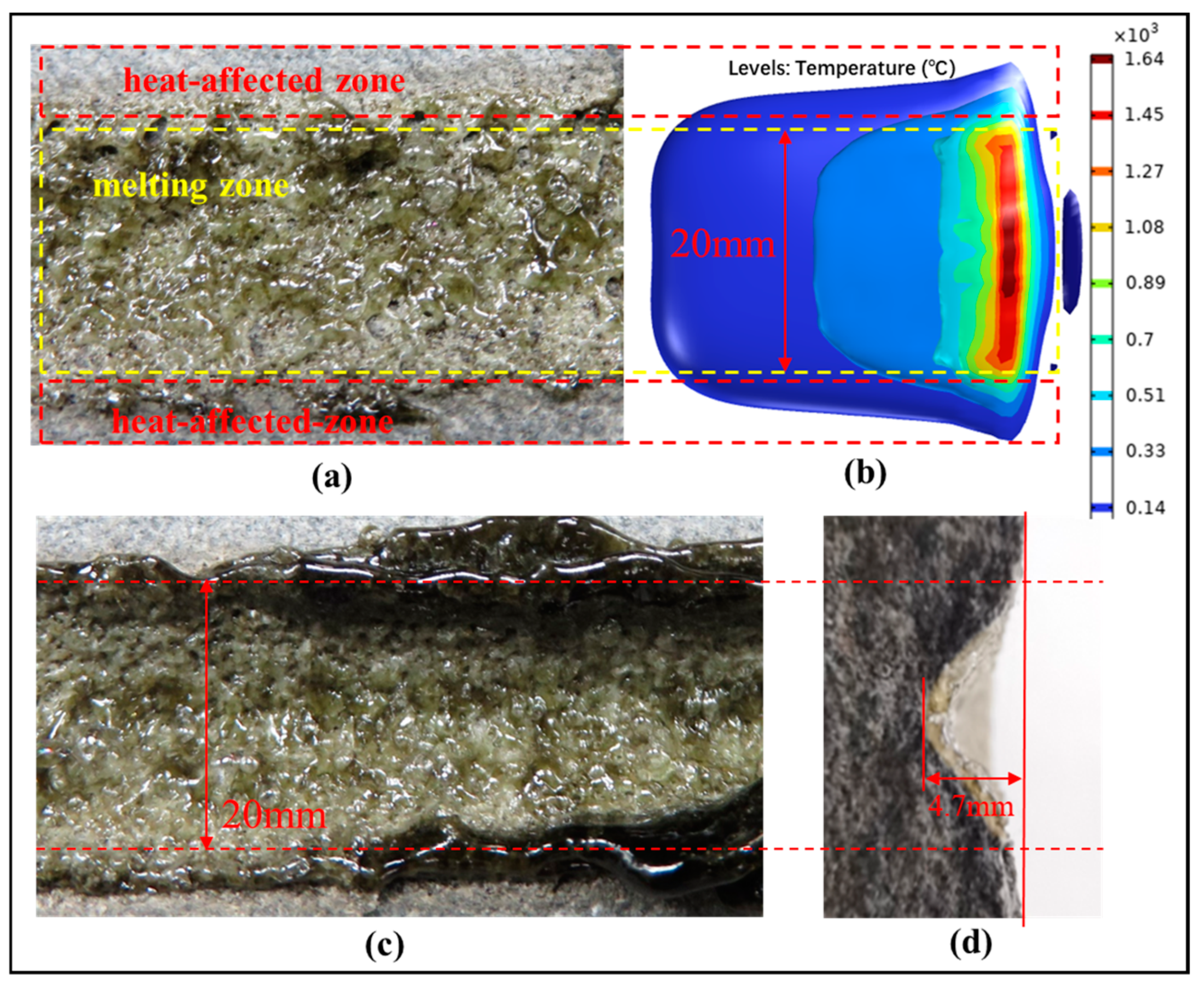
3.1. Analysis of Surface Morphology
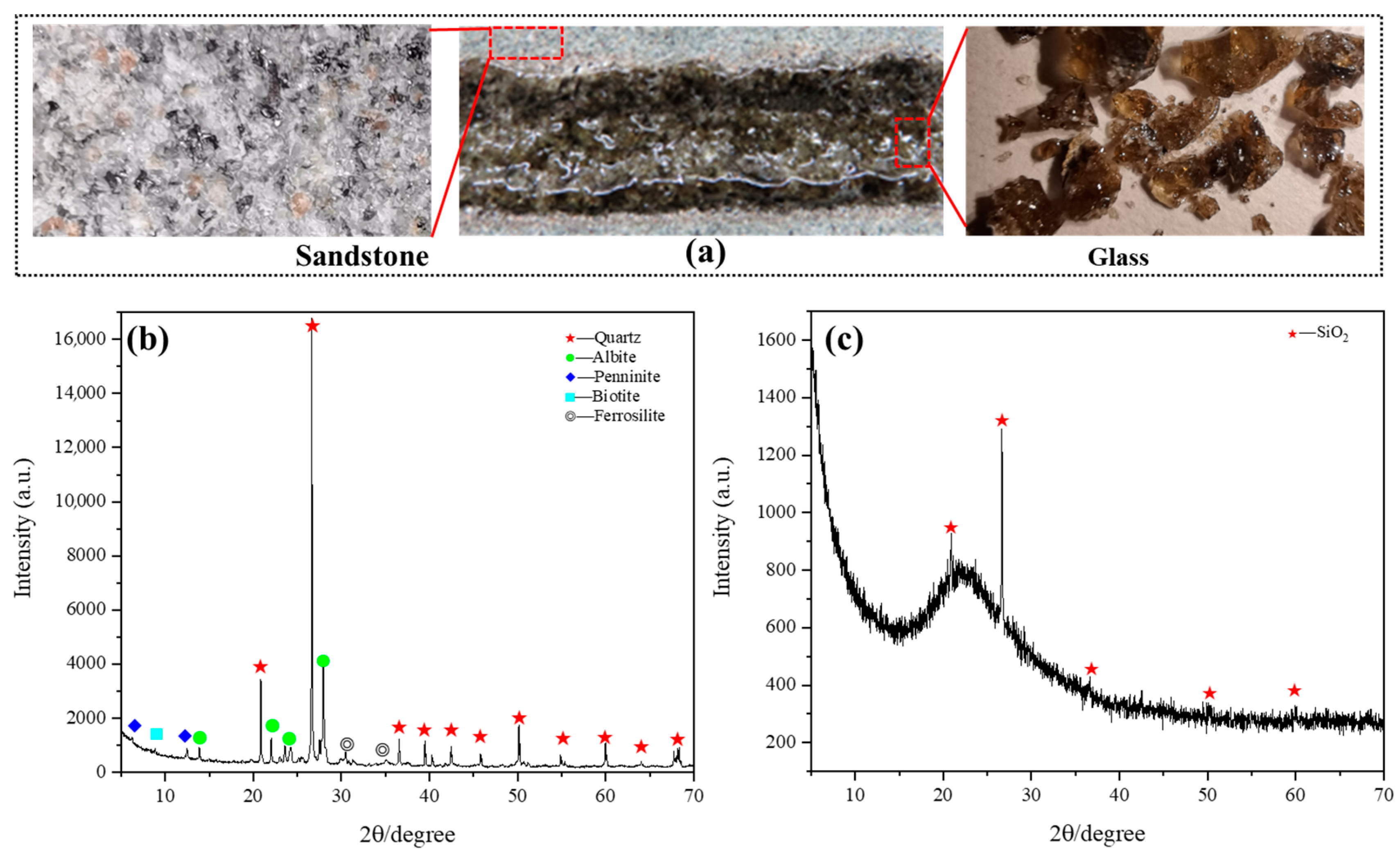
3.2. Phase Analysis
4. Simulation Model Construction
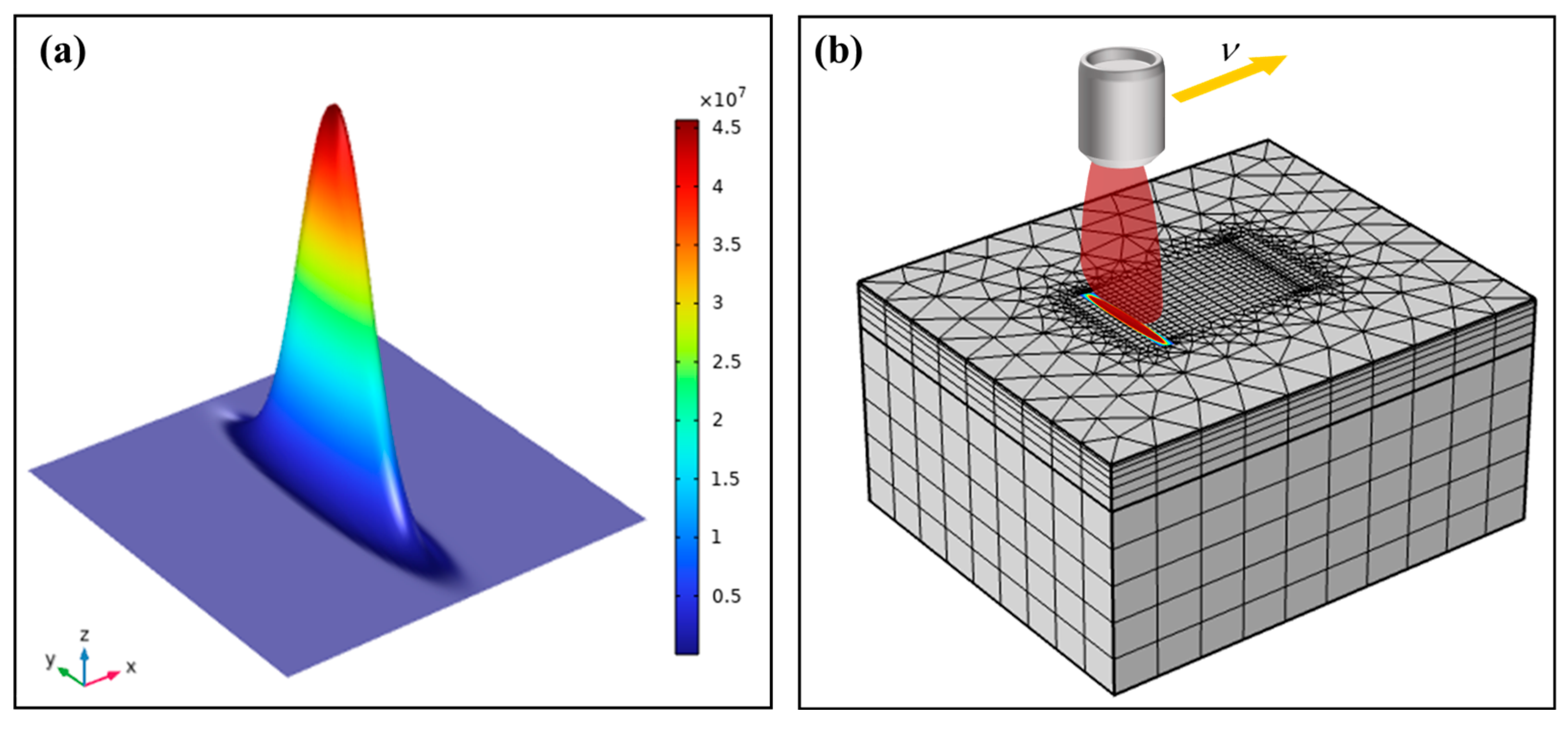
4.1. Laser and Rock Model Construction
4.2. Determination of Model Material Parameters
5. Results and Discussion
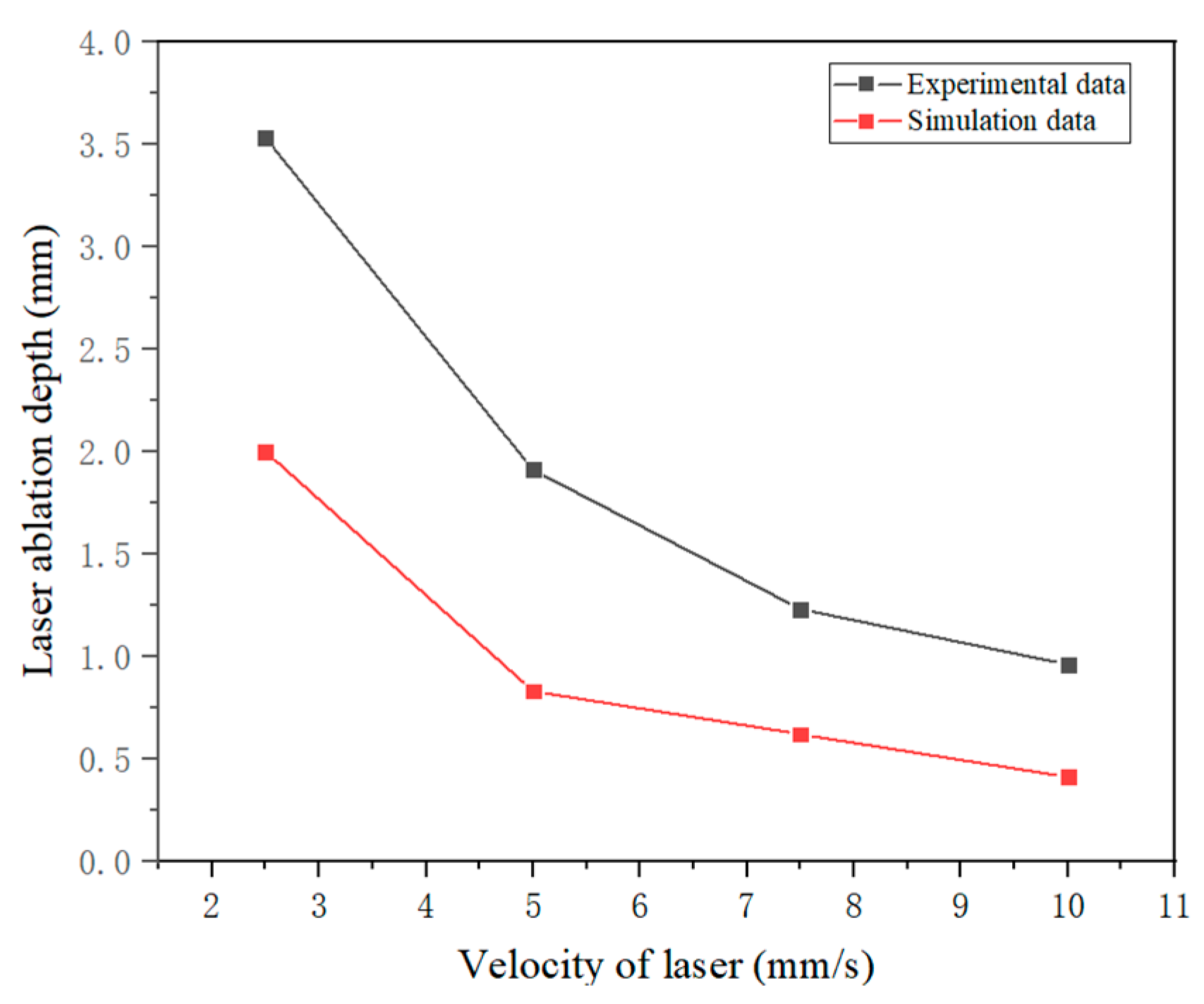
5.1. Laser Ablation Depth Analysis
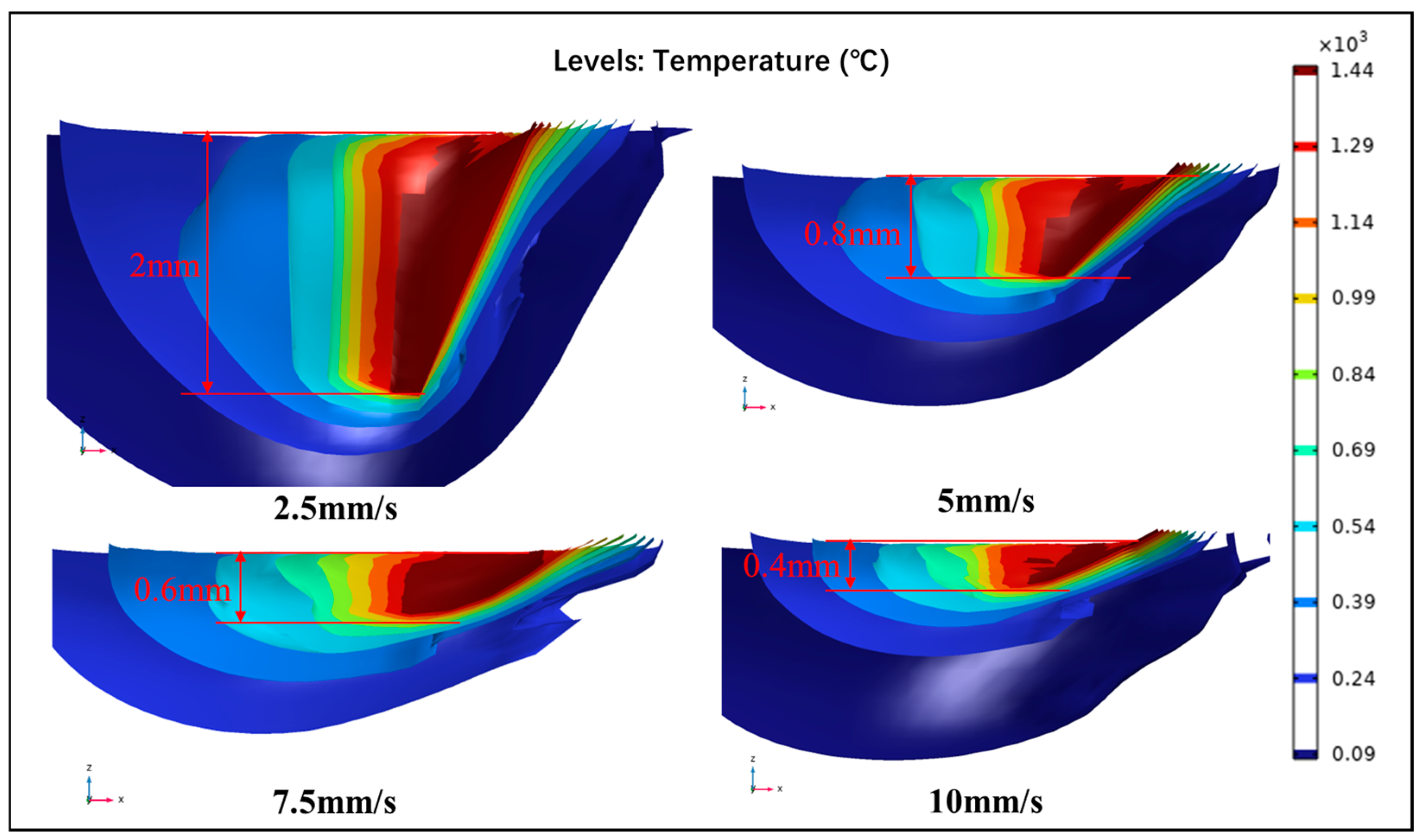
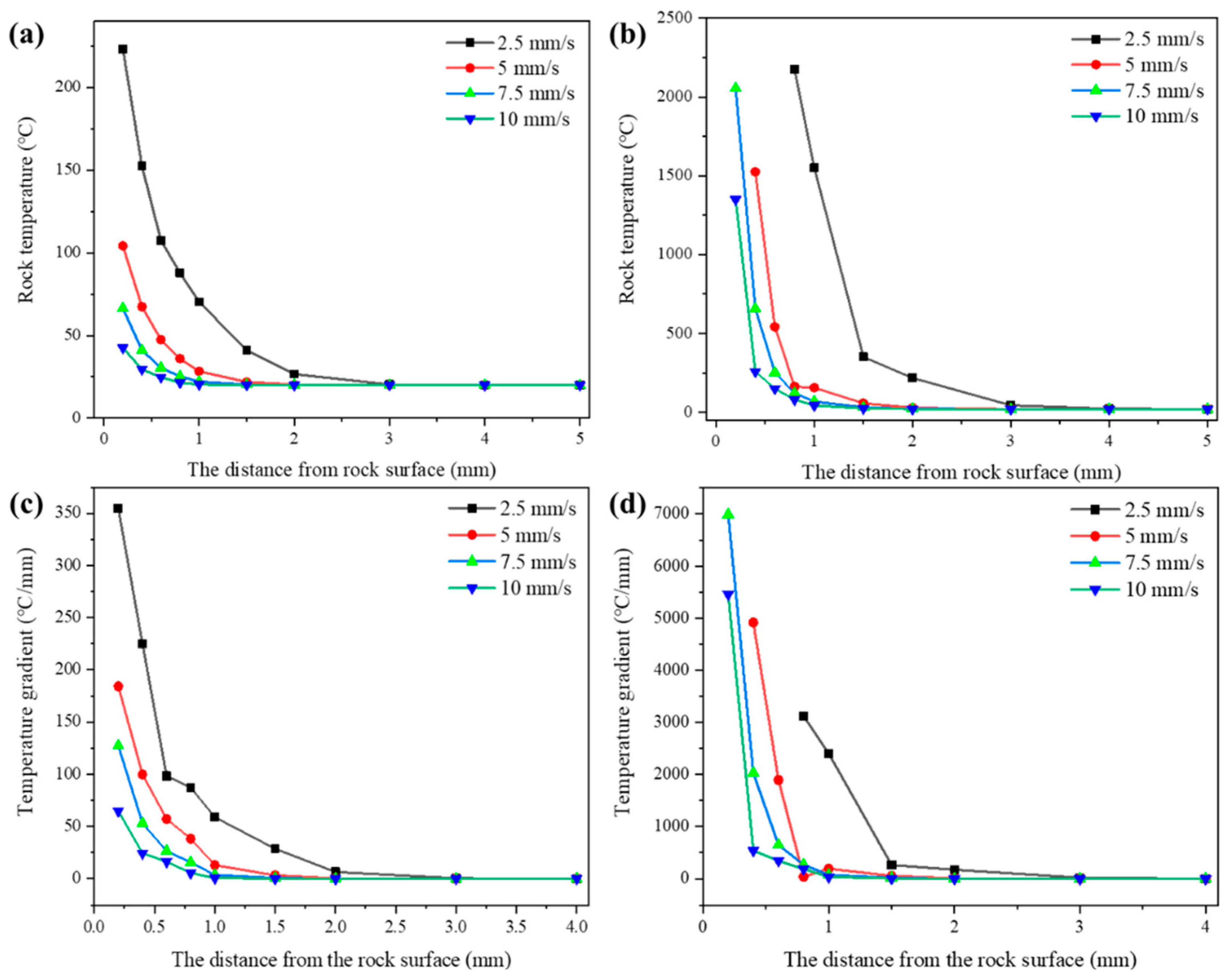
5.2. Temperature Distribution
5.3. Stress Distribution
5.4. Glass Shape Control
6. Conclusions
- (1)
- Under laser irradiation, the internal mineral particles within sandstone rapidly melt to form disordered molten rock. Upon cessation of laser irradiation, the molten rock in the ambient air quickly cools, lacking sufficient time for crystallization, resulting in a porous sandstone glass with only a minor amount of SiO2 recrystallization. Swift cooling favors the transition of the molten rock to glass, giving rise to a glassy layer intricately embedded on the surface of the rock after laser irradiation.
- (2)
- As the laser scanning speed rises, the ablation depth and glass thickness of sandstone diminish. This reduction can be attributed to the phenomenon of sandstone gasification and the expansion of gases within the pores at elevated temperatures. Consequently, numerous air voids and glass bubbles are prevalent in the cooled glass, ultimately compromising the quality of the glass surface.
- (3)
- Sandstone temperature stress evolves into three distinct stages as the laser scanning speed escalates. Moreover, the rock’s temperature range and diffusion rate are modifiable by the laser scanning speed, fostering enhanced fusion between the glass and rock substrates.
- (4)
- Through the application of multiple laser scans alongside high-speed airflow, the occurrence of air voids and glass bubbles is mitigated. Simultaneously, surplus molten rock is eliminated, facilitating the establishment of a homogeneous glass layer on the rock surface and the realization of a refined glass surface on the rock.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Epelle, E.I.; Gerogiorgis, D.I. A review of technological advances and open challenges for oil and gas drilling systems engineering. AIChE J. 2020, 66, e16842. [Google Scholar] [CrossRef]
- Agha, K.R.; Belhaj, H.; Mustafiz, S.; Bjorndalen, N.; Islam, M.R. Numerical investigation of the prospects of high energy laser in drilling oil and gas wells. Pet. Sci. Technol. 2004, 22, 1173–1186. [Google Scholar] [CrossRef]
- Moavenzadeh, F.; McGarry, F.J.; Williamso, R.B. Use of Laser and Surface Active Agents for Excavation in Hard Rocks. In Proceedings of the ociety of Petroleum Engineers of AIME, Houston, TX, USA, 29 September–2 October 1968; p. 16. [Google Scholar]
- Olaleye, M. A review of light amplification by stimulated emission of radiation in oil and gas well drilling. Min. Sci. Technol. 2010, 20, 0752–0757. [Google Scholar] [CrossRef]
- San-Roman-Alerigi, D.; Han, Y.-H.; Batarseh, S.I. Thermal and Geomechanical Dynamics of High Power Electromagnetic Heating of Rocks. In Proceedings of the PE Middle East Oil & Gas Show and Conference, Manama, Bahrain, 6–9 March 2017. [Google Scholar] [CrossRef]
- Ndeda, R.; Sebusang, S.; Marumo, R.; Ogur, E. Numerical model of laser spallation drilling of inhomogeneous rock. IFAC-PapersOnLine 2017, 50, 43–46. [Google Scholar] [CrossRef]
- Yang, X.; Zhou, J.; Zhou, X.; Nie, A.; Jian, Q. Investigation on the rock temperature in fiber laser perforating. Optik 2020, 219, 165104. [Google Scholar] [CrossRef]
- Yan, F.; Gu, Y.; Wang, Y.; Wang, C.; Hu, X.; Peng, H.; Yao, Z.; Wang, Z.; Shen, Y. Study on the interaction mechanism between laser and rock during perforation. Opt. Laser Technol. 2013, 54, 303–308. [Google Scholar] [CrossRef]
- Li, Q.; Zhai, Y.; Huang, Z.; Chen, K.; Zhang, W.; Liang, Y. Research on crack cracking mechanism and damage evaluation method of granite under laser action. Opt. Commun. 2022, 506, 127556. [Google Scholar] [CrossRef]
- Choubey, A.; Jain, R.K.; Vishwakarma, S.C.; Upadhyaya, B.N.; Oak, S.M. Nd:YAG Laser Assisted Drilling and Spallation of Rocks. Adv. Sci. Eng. Med. 2013, 5, 905–911. [Google Scholar] [CrossRef]
- Rui, F.; Zhao, G.-F. Experimental and numerical investigation of laser-induced rock damage and the implications for laser-assisted rock cutting. Int. J. Rock. Mech. Min. Sci. 2021, 139, 104653. [Google Scholar] [CrossRef]
- Li, M.; Han, B.; Zhang, Q.; Zhang, S.; He, Q. Investigation on rock breaking for sandstone with high power density laser beam. Optik 2019, 180, 635–647. [Google Scholar] [CrossRef]
- Chen, K.; Huang, Z.; Deng, R.; Zhang, W.; Kang, M.; Ma, Y.; Shi, M.; Yan, J. Research on the temperature and stress fields of elliptical laser irradiated sandstone, and drilling with the elliptical laser-assisted mechanical bit. J. Pet. Sci. Eng. 2022, 211, 110147. [Google Scholar] [CrossRef]
- Rong, D.; Liu, J.; Kang, M.; Zhang, W. Simulation and experimental research of laser scanning breaking granite. Opt. Commun. 2022, 502, 127403. [Google Scholar] [CrossRef]
- Dong, Z.; Sun, Q.; Ranjith, P.G. Surface properties of grayish-yellow sandstone after thermal shock. Environ. Earth Sci. 2019, 78, 420. [Google Scholar] [CrossRef]
- Sun, Q.; Chen, S.-E.; Gao, Q.; Zhang, W.; Geng, J.; Zhang, Y. Analyses of the factors influencing sandstone thermal conductivity. Acta Geodyn. Geomater. 2017, 14, 173–180. [Google Scholar] [CrossRef]
- Sun, Q.; Lu, C.; Cao, L.; Li, W.; Geng, J.; Zhang, W. Thermal properties of sandstone after treatment at high temperature. Int. J. Rock. Mech. Min. Sci. 2016, 85, 60–66. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral | Quartz | Albite | Penninite | Ferrosilite | Biotite |
|---|---|---|---|---|---|
| Mass fraction/% | 61 | 30 | 4 | 3 | 2 |
| Parameters | Units | Value |
|---|---|---|
| Density | kg/m3 | 2.58 |
| Melting temperature | °C | 1450 |
| Line expand coefficient | 1/°C | A(T) = 4.256 × 10−14T3 − 6.3 × 10−11T2 + 3.47 × 10−8T |
| Heat conductivity | W/(m °C) | K(T) = 5.04 × 10−9T3 + 10−5T2 − 0.0075T + 3.75 |
| Specific heat capacity | J/(kg °C) | C(T) = 2.17 × 10−7T3 + 7.5 × 10−4T2 + 0.306T + 499 |
| Poisson’s ratio | - | 0.25 |
| Young’s modulus | Pa | 3 × 108 |
| Latent heat of fusion | J/kg | 1.8 × 106 |
| Compressive strength | MPa | 46 |
| Tensile strength | MPa | 3.5 |
| Absorption coefficient | - | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, M.; Jiang, C.; Liu, J.; Zhu, Q. Mechanism Analysis of Rock Vitrification by Strip Laser Scanning. Micromachines 2024, 15, 973. https://doi.org/10.3390/mi15080973
Kang M, Jiang C, Liu J, Zhu Q. Mechanism Analysis of Rock Vitrification by Strip Laser Scanning. Micromachines. 2024; 15(8):973. https://doi.org/10.3390/mi15080973
Chicago/Turabian StyleKang, Minqiang, Changlang Jiang, Jili Liu, and Qihua Zhu. 2024. "Mechanism Analysis of Rock Vitrification by Strip Laser Scanning" Micromachines 15, no. 8: 973. https://doi.org/10.3390/mi15080973