
Integrated Amorphous Carbon Film Temperature Sensor with Silicon Accelerometer into MEMS Sensor




Abstract
1. Introduction
2. Materials and Methods
2.1. Temperature-Sensitive Properties for a-C Thin Films
2.2. Temperature-Sensitive Mechanism of a-C Thin Films
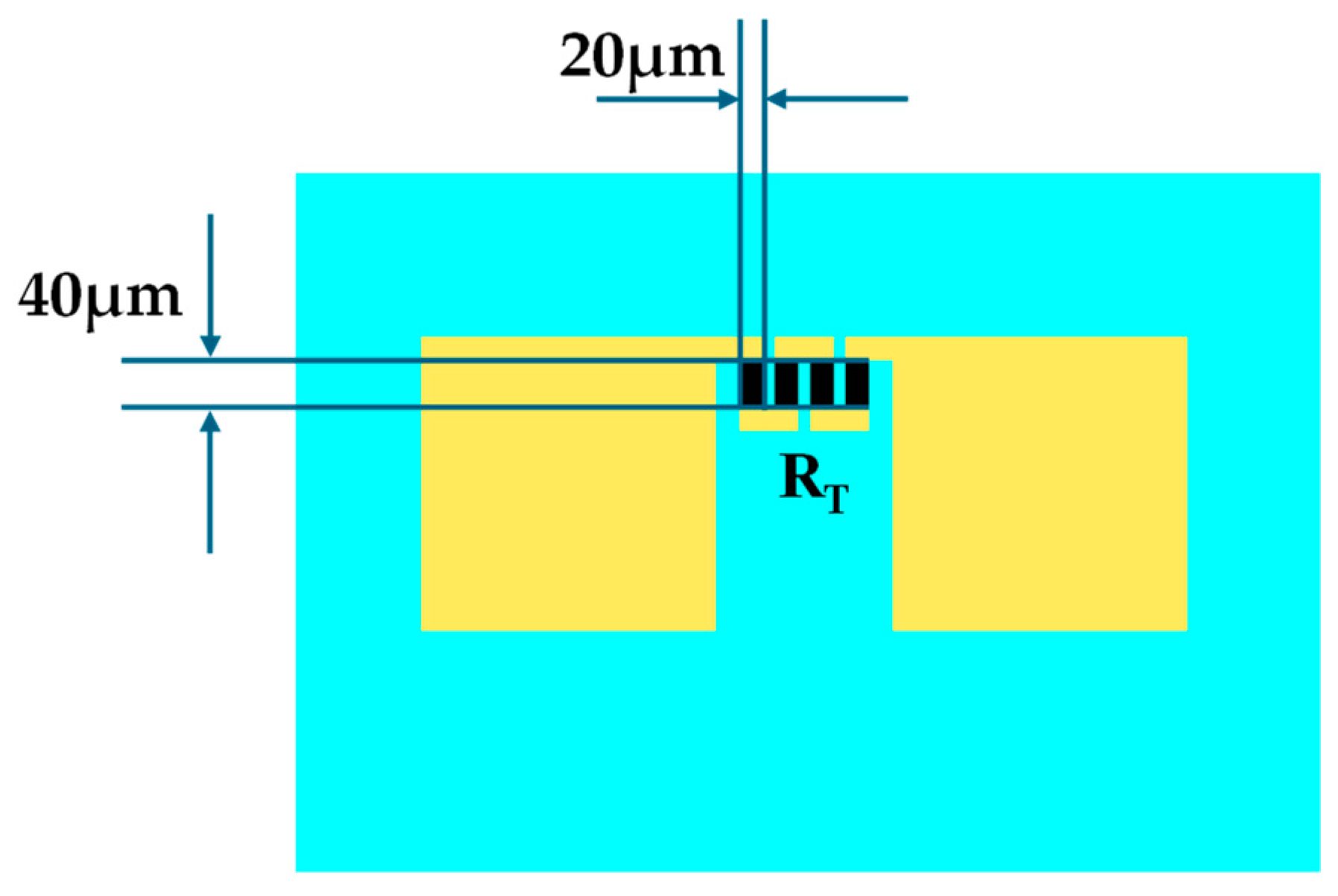
2.3. Design and Fabrication of Temperature Sensor
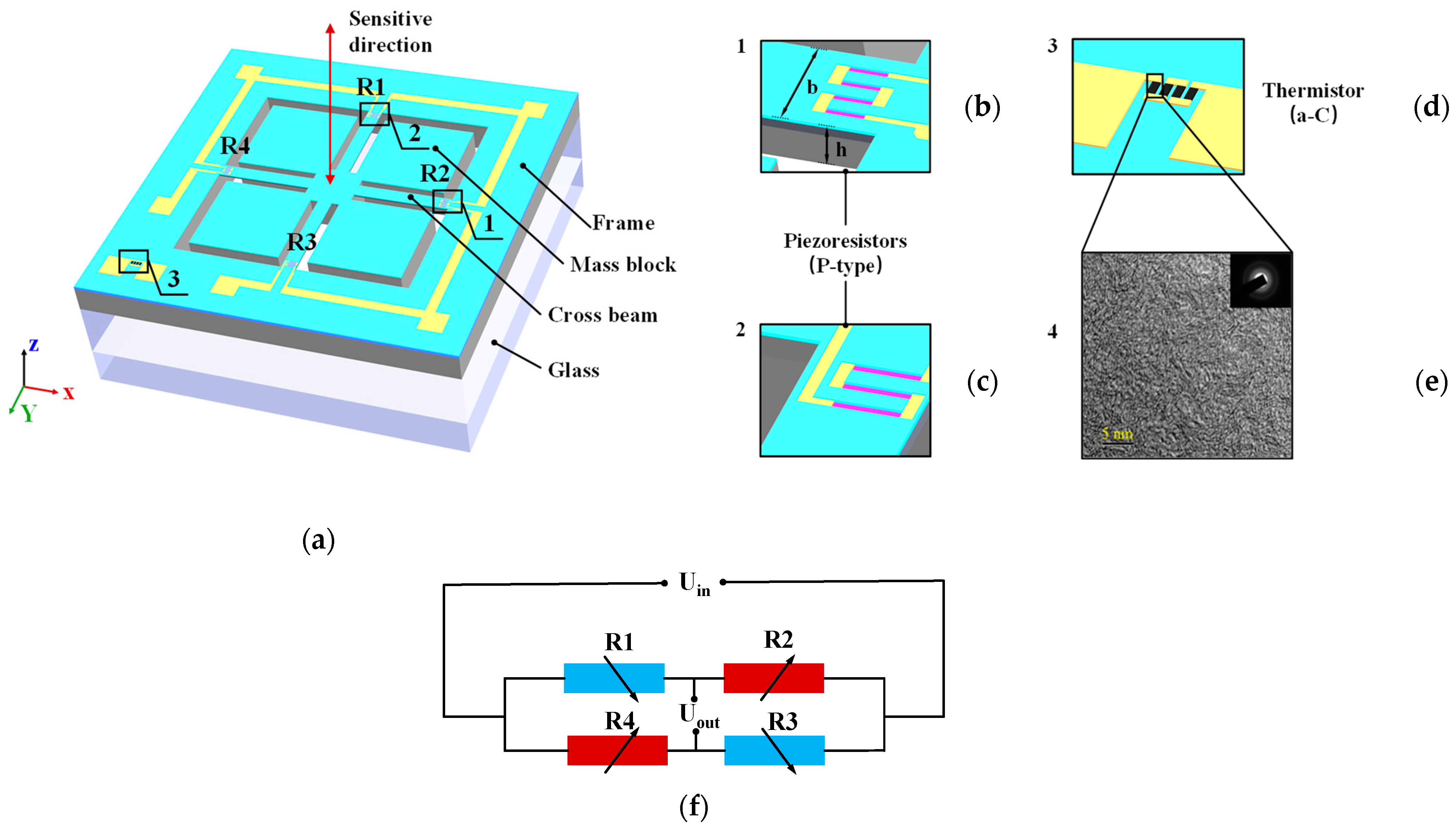
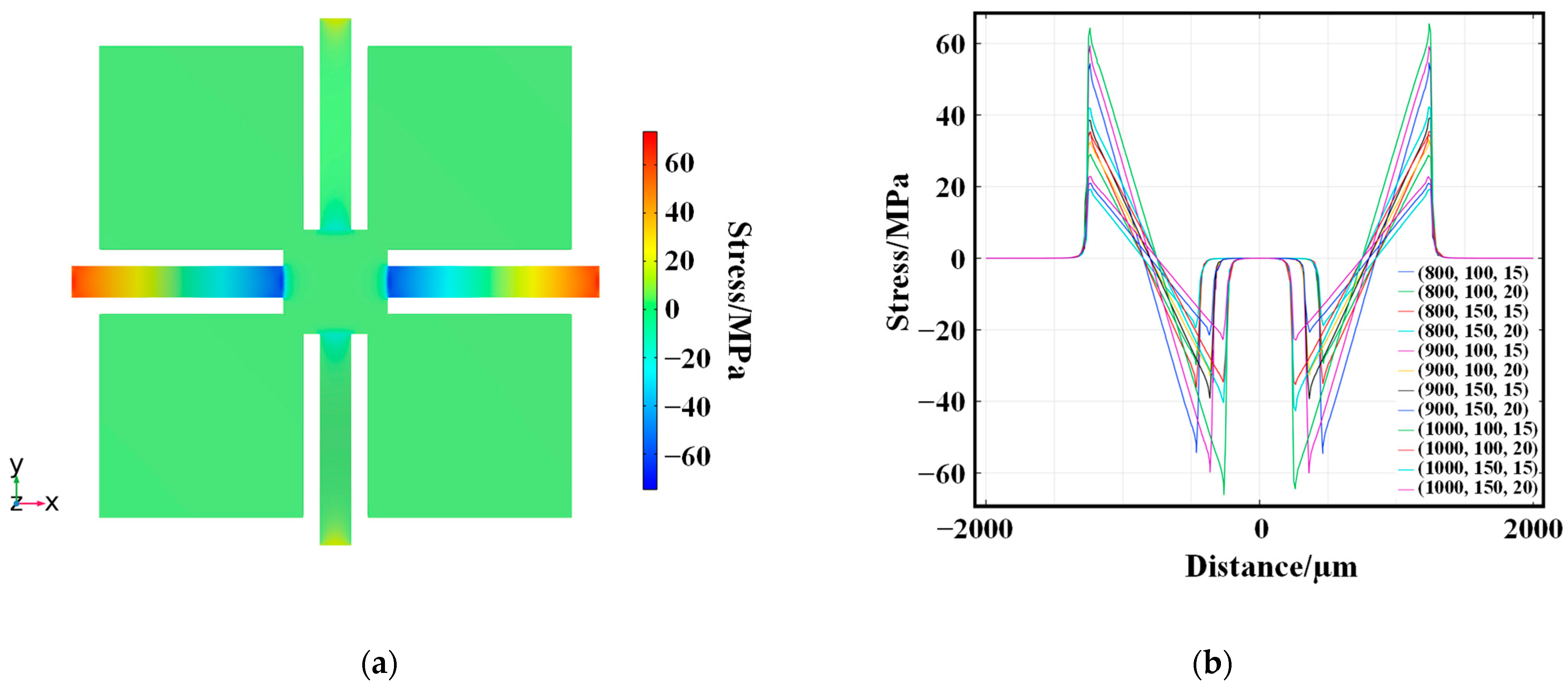
2.4. Design and Simulation Optimization of Accelerometer Piezoresistive Sensitive Structure
2.5. Integrated Model of a-C Temperature Sensor and MEMS Accelerometer
2.6. Fabrication of Integrated Temperature Sensor and Accelerometer
3. Measurement of the Sensor
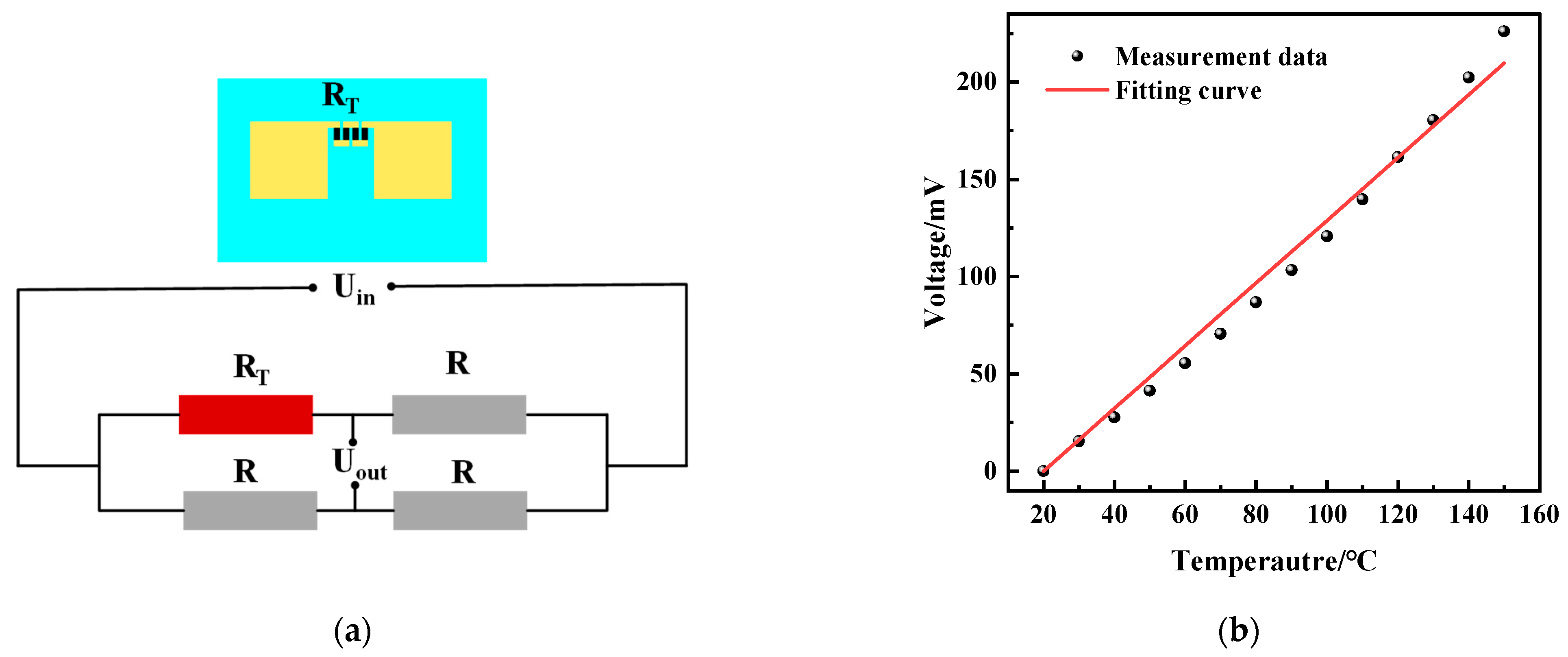
3.1. Temperature Testing of Temperature Modules with Integrated Sensor
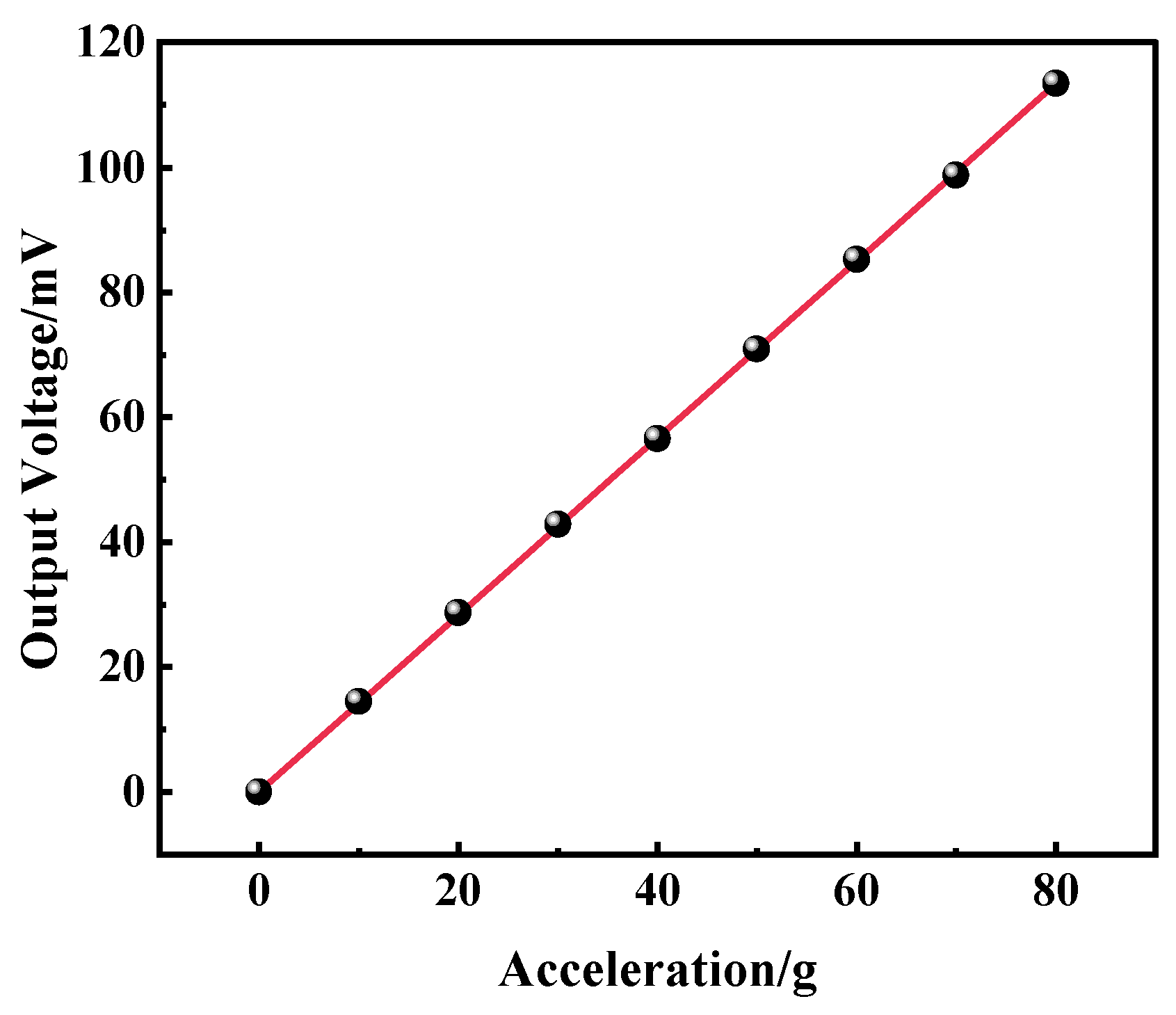
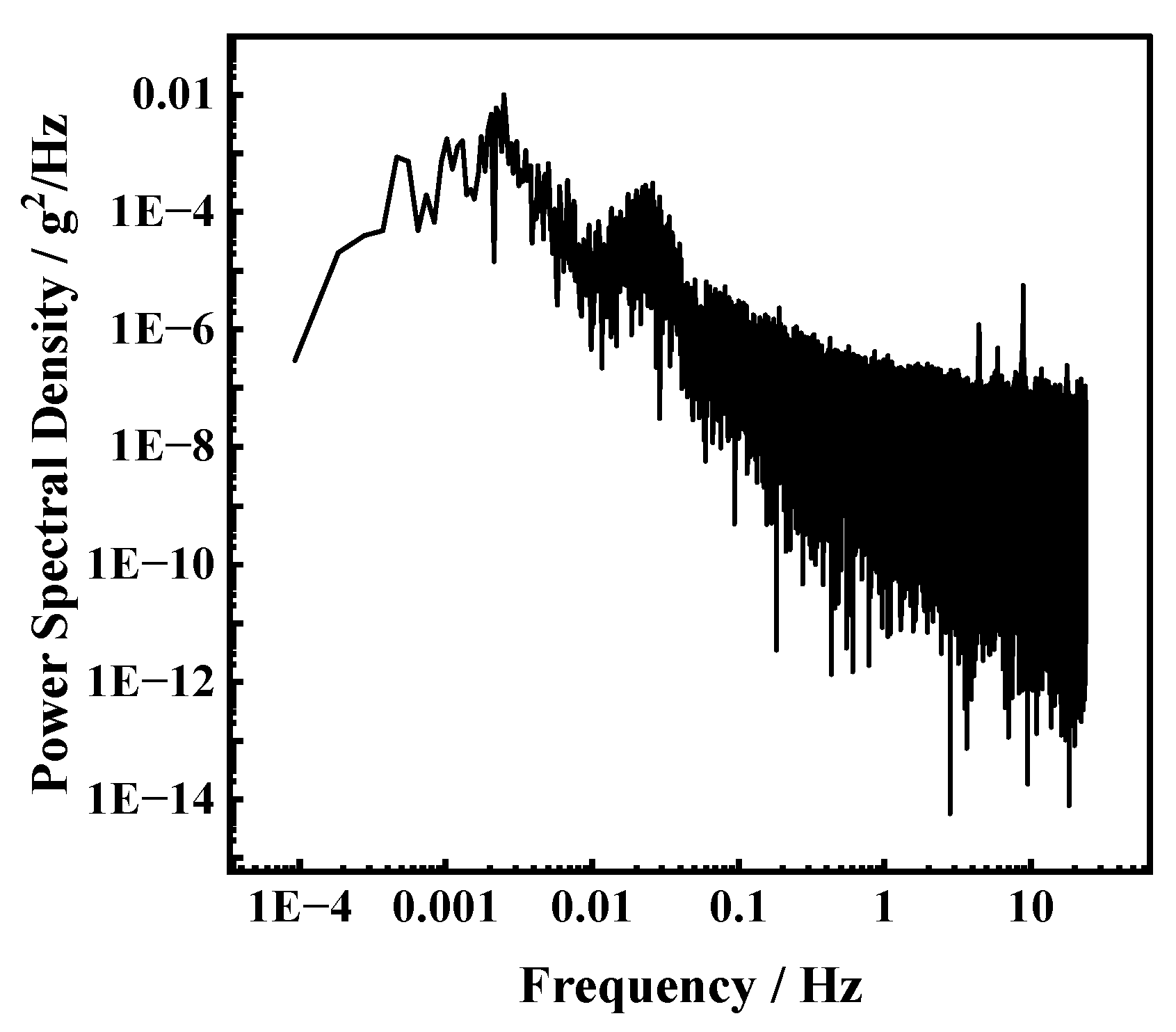
3.2. Static Testing of Accelerometer Modules with Integrated Sensor
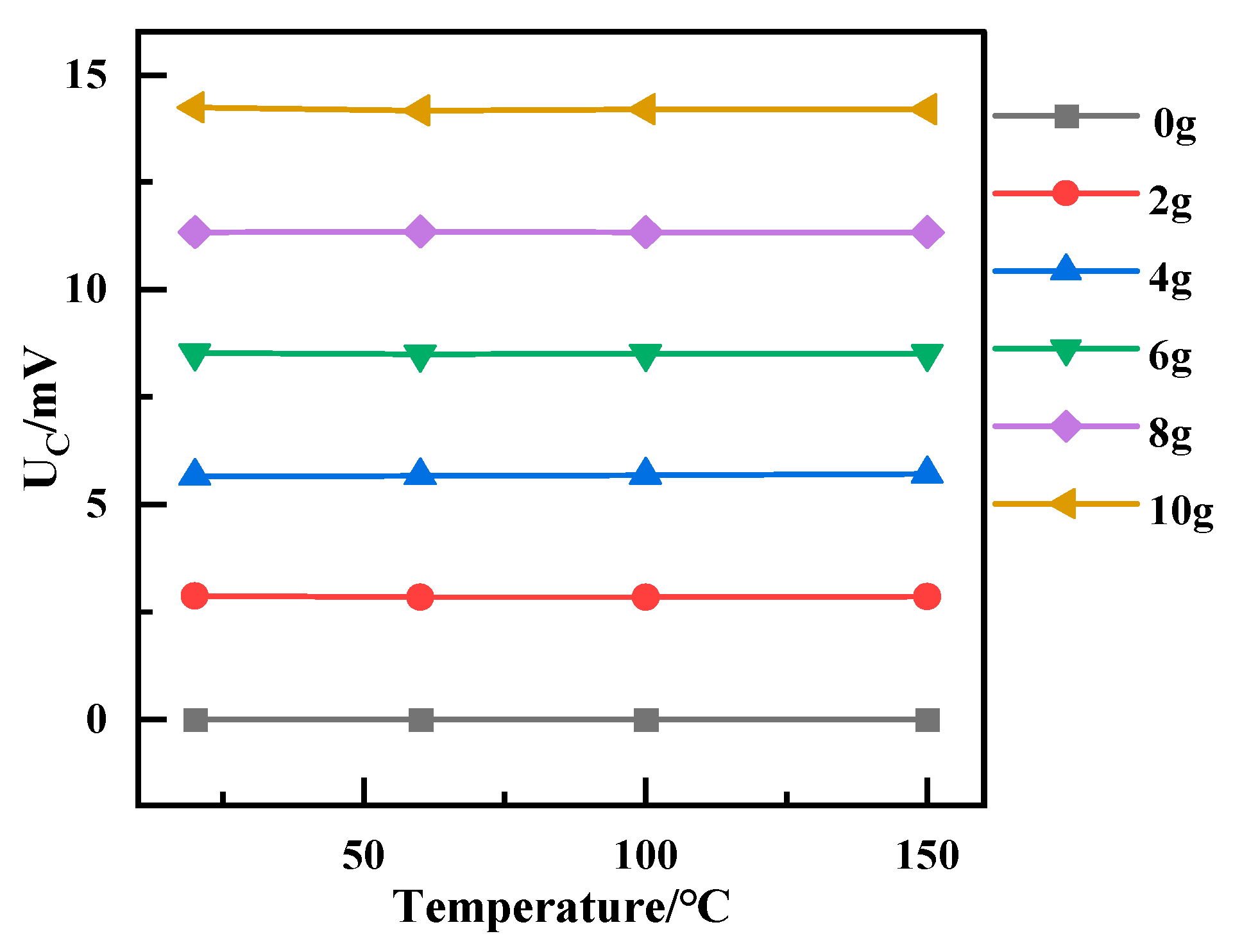
3.3. Temperature Effects on Accelerometers of Integrated Sensor
3.4. Temperature Compensation on Accelerometers of Integrated Sensor
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Souchon, F.; Joet, L.; Ladner, C.; Rey, P.; Louwers, S. High-Performance MEMS Pressure Sensor Fully-Integrated with a 3-Axis Accelerometer. In Proceedings of the 2019 IEEE SENSORS, Monteral, Canada, 27–30 October 2019; pp. 1–4. [Google Scholar]
- Wang, Q.; Li, X.; Li, T.; Bao, M.; Zhou, W. On-Chip Integration of Acceleration, Pressure, and Temperature Composite Sensor With a Single-Sided Micromachining Technique. J. Microelectromechanical Syst. 2011, 20, 42–52. [Google Scholar] [CrossRef]
- Won, J.; Choa, S.-H.; Yulong, Z. An Integrated Sensor for Pressure, Temperature, and Relative Humidity Based on MEMS Technology. J. Mech. Sci. Technol. 2006, 20, 505–512. [Google Scholar] [CrossRef]
- Xu, J.; Zhao, Y.; Jiang, Z.; Sun, J. A Monolithic Silicon Multi-Sensor for Measuring Three-Axis Acceleration, Pressure and Temperature. J. Mech. Sci. Technol. 2008, 22, 731–739. [Google Scholar] [CrossRef]
- Xu, J.; Zhao, Y.; Jiang, Z. Analysis of the Packaging Stresses in Monolithic Multi-Sensor. In Proceedings of the 2007 2nd IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Bangkok, Thailand, 16–19 January 2007; pp. 241–244. [Google Scholar]
- Xu, J.; Zhao, Y.; Jiang, Z.; Jing, W. Hybrid Packaging of a Monolithic Multi-Sensor. In Proceedings of the 2007 7th IEEE Conference on Nanotechnology (IEEE NANO), Hong Kong, China, 2–5 August 2007; pp. 759–762. [Google Scholar]
- Fang, Z.; Theodossiades, S.; Hajjaj, A.Z. Triple Sensing Scheme Based on Nonlinear Coupled Micromachined Resonators. Nonlinear Dyn. 2023, 111, 22185–22213. [Google Scholar] [CrossRef]
- Li, C.; Meng, Z.; Li, Z.; Gao, N.; Zhang, Z.; Zhen, D. UHF RFID Differential Sensing via the Backscatter Coupling between the Reader-Tag Antennas. IEEE Sens. J. 2024, 24, 21395–21408. [Google Scholar] [CrossRef]
- Smith, C.S. Piezoresistance Effect in Germanium and Silicon. Phys. Rev. 1954, 94, 42–49. [Google Scholar] [CrossRef]
- Kanda, Y. A Graphical Representation of the Piezoresistance Coefficients in Silicon. IEEE Trans. Electron Devices 1982, 29, 64–70. [Google Scholar] [CrossRef]
- Lee, K.I.; Takao, H.; Sawada, K.; Ishida, M. A Three-Axis Accelerometer for High Temperatures with Low Temperature Dependence Using a Constant Temperature Control of SOI Piezoresistors. In Proceedings of the IEEE The Sixteenth Annual International Conference on Micro Electro Mechanical Systems, Kyoto, Japan, 23 January 2003; pp. 478–481. [Google Scholar]
- Takao, H.; Matsumoto, Y.; Seo, H.-D.; Tanaka, H.; Ishida, M.; Nakamura, T. Three Dimensional Vector Accelerometer Using Soi Structure For High Temperature. In Proceedings of the International Solid-State Sensors and Actuators Conference—TRANSDUCERS’95, Stockholm, Sweden, 25–29 June 1995; Volume 2, pp. 683–686. [Google Scholar]
- Lee, Y.-T.; Seo, H.; Ishida, M.; Kawahito, S.; Nakamura, T. High Temperature Pressure Sensor Using Double SOIstructure with Two Al2O3 Films. Sens. Actuators A Phys. 1994, 43, 59–64. [Google Scholar] [CrossRef]
- Pt Target 99.99% 7440-06-4. Available online: http://www.znxc.com/productShow.jsp?id=100461¶m2=62¶m=48 (accessed on 12 August 2024).
- C Target Graphite Target 99.999% 7782-42-5. Available online: http://www.znxc.com/productShow.jsp?id=100221 (accessed on 12 August 2024).
- Takeno, T.; Takagi, T.; Bozhko, A.A.; Shupegin, M.; Sato, T. Metal-Containing Diamond-Like Nanocomposite Thin Film for Advanced Temperature Sensors. MSF 2005, 475–479, 2079–2082. [Google Scholar] [CrossRef]
- Zhang, Q.; Ma, X.; Guo, M.; Yang, L.; Zhao, Y. Study on Novel Temperature Sensor Based on Amorphous Carbon Film. Int. J. Nanomanufacturing 2020, 16, 173–183. [Google Scholar] [CrossRef]
- Meškinis, Š.; Vasiliauskas, A.; Šlapikas, K.; Gudaitis, R.; Tamulevičius, S.; Niaura, G. Piezoresistive Properties and Structure of Hydrogen-Free DLC Films Deposited by DC and Pulsed-DC Unbalanced Magnetron Sputtering. Surf. Coat. Technol. 2012, 211, 172–175. [Google Scholar] [CrossRef]
- Tibrewala, A.; Peiner, E.; Bandorf, R.; Biehl, S.; Lüthje, H. Transport and Optical Properties of Amorphous Carbon and Hydrogenated Amorphous Carbon Films. Appl. Surf. Sci. 2006, 252, 5387–5390. [Google Scholar] [CrossRef]
- Park, K.C.; Moon, J.H.; Jang, J.; Oh, M.H. Deposition of Hydrogen-free Diamond-like Carbon Film by Plasma Enhanced Chemical Vapor Deposition. Appl. Phys. Lett. 1996, 68, 3594–3595. [Google Scholar] [CrossRef]
- Biehl, S.; Lüthje, H.; Bandorf, R.; Sick, J.-H. Multifunctional Thin Film Sensors Based on Amorphous Diamond-like Carbon for Use in Tribological Applications. Thin Solid Film. 2006, 515, 1171–1175. [Google Scholar] [CrossRef]
- Srinivasan, S.; Tang, Y.; Li, Y.S.; Yang, Q.; Hirose, A. Ion Beam Deposition of DLC and Nitrogen Doped DLC Thin Films for Enhanced Haemocompatibility on PTFE. Appl. Surf. Sci. 2012, 258, 8094–8099. [Google Scholar] [CrossRef]
- Li, D.J.; Cui, F.Z.; Gu, H.Q.; Li, W.Z. Ion Beam-Assisted Deposition of DLC Films on PMMA and TiN/PMMA. Vacuum 2000, 56, 205–211. [Google Scholar] [CrossRef]
- Tibrewala, A.; Peiner, E.; Bandorf, R.; Biehl, S.; Lüthje, H. Longitudinal and Transversal Piezoresistive Effect in Hydrogenated Amorphous Carbon Films. Thin Solid Film. 2007, 515, 8028–8033. [Google Scholar] [CrossRef]
- Guo, P.; Chen, R.; Sun, L.; Li, X.; Ke, P.; Xue, Q.; Wang, A. Bulk-Limited Electrical Behaviors in Metal/Hydrogenated Diamond-like Carbon/Metal Devices. Appl. Phys. Lett. 2018, 112, 033502. [Google Scholar] [CrossRef]
- Tibrewala, A.; Peiner, E.; Bandorf, R.; Biehl, S.; Lüthje, H. Piezoresistive Gauge Factor of Hydrogenated Amorphous Carbon Films. J. Micromech. Microeng. 2006, 16, S75. [Google Scholar] [CrossRef]
- Robertson, J. Diamond-like Amorphous Carbon. Mater. Sci. Eng. R Rep. 2002, 37, 129–281. [Google Scholar] [CrossRef]
- Sebastian, A.; Pauza, A.; Rossel, C.; Shelby, R.M.; Rodríguez, A.F.; Pozidis, H.; Eleftheriou, E. Resistance Switching at the Nanometre Scale in Amorphous Carbon. New J. Phys. 2011, 13, 013020. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J.; Ferrari, A.C.; Robertson, J. Raman Spectroscopy of Amorphous, Nanostructured, Diamond–like Carbon, and Nanodiamond. Philos. Trans. R. Soc. London. Ser. A Math. Phys. Eng. Sci. 2004, 362, 2477–2512. [Google Scholar] [CrossRef] [PubMed]
- Anderson, P.W. Absence of Diffusion in Certain Random Lattices. Phys. Rev. 1958, 109, 1492–1505. [Google Scholar] [CrossRef]
- Tomidokoro, M.; Tunmee, S.; Rittihong, U.; Euaruksakul, C.; Supruangnet, R.; Nakajima, H.; Hirata, Y.; Ohtake, N.; Akasaka, H. Electrical Conduction Properties of Hydrogenated Amorphous Carbon Films with Different Structures. Materials 2021, 14, 2355. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Pu, T.; Li, X.; Li, L.; Ao, J.-P. Correlation Between Anode Area and Sensitivity for the TiN/GaN Schottky Barrier Diode Temperature Sensor. IEEE Trans. Electron Devices 2020, 67, 1171–1175. [Google Scholar] [CrossRef]
- Kwan, A.M.H.; Guan, Y.; Liu, X.; Chen, K.J. Integrated Over-Temperature Protection Circuit for GaN Smart Power ICs. Jpn. J. Appl. Phys. 2013, 52, 08JN15. [Google Scholar] [CrossRef]
- Han, J.; Cheng, P.; Wang, H.; Zhang, C.; Zhang, J.; Wang, Y.; Duan, L.; Ding, G. MEMS-Based Pt Film Temperature Sensor on an Alumina Substrate. Mater. Lett. 2014, 125, 224–226. [Google Scholar] [CrossRef]
- Jiang, H.; Huang, M.; Yu, Y.; Tian, X.; Zhao, X.; Zhang, W.; Zhang, J.; Huang, Y.; Yu, K. Integrated Temperature and Hydrogen Sensors with MEMS Technology. Sensors 2018, 18, 94. [Google Scholar] [CrossRef]
- Song, X.; Liu, H.; Fang, Y.; Zhao, C.; Qu, Z.; Wang, Q.; Tu, L.-C. An Integrated Gold-Film Temperature Sensor for In Situ Temperature Measurement of a High-Precision MEMS Accelerometer. Sensors 2020, 20, 3652. [Google Scholar] [CrossRef]
- Tian, W.; Harmsen, D.; Çirkinoglu, O.; Bas, B.; Van Den Berg, P.; De Meulder, R.; Pustakhod, D.; Williams, K.; Leijtens, X. On-Chip Diode Temperature Sensors on InP-Based Generic Foundry Platform. In Proceedings of the 2023 Opto-Electronics and Communications Conference (OECC), Shanghai, China, 2–6 July 2023; pp. 1–4. [Google Scholar]
- Wang, Y.; Zhang, C.; Yang, S.; Li, Y.; Zheng, R.; Cai, H.; Zhang, Y.; Zhao, N.; Kang, Z.; Guo, Y.; et al. In Situ Integration of High-Temperature Thin-Film Sensor for Precise Measurement of Heat Flux and Temperature on Superalloy Substrate. IEEE Sens. J. 2023, 23, 17932–17941. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Values |
|---|---|
| Sample ID | A |
| Method | DC Sputtering |
| Substrate Bias (V) | +100 |
| Temperature (°C) | 200 |
| Time (min) | 30 |
| Thickness of film (nm) | 200 |
| Process Parameters | Values |
|---|---|
| Sample ID | B |
| Method | Ion Beam |
| Substrate Bias (V) | +1300 |
| Temperature (°C) | 200 |
| Time (min) | 125 |
| Thickness of film (nm) | 200 |
| Materials | Sensitivity (mV/°C) | Range (°C) | Linearity | Input Type | Ref. |
|---|---|---|---|---|---|
| TiN/GaN SBD | 0.9~1.6 | 25~200 | 0.9987 | 10−5~0.1 (A) | [32] |
| AlGaN/GaN | −6.9 | 25~275 | / | 12 (V) | [33] |
| Pt | 0.00194/°C | 25~700 | / | / | [34] |
| PdNi | 0.00122/°C | 31~57 | / | / | [35] |
| Au | 0.0032/°C | 27.5~32.5 | 0.99998 | / | [36] |
| InP | −1.1~2.1 | 16~60 | / | 12 (µA) | [37] |
| Pt/Pt-13Rh | 0.01 | 300~800 | 0.99 | 111 pairs | [38] |
| This work | 1.62 1.28 × 10−3/°C | 20~150 | 0.99578 | 5 (V) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Liang, X.; Bi, W.; Pang, X.; Zhao, Y. Integrated Amorphous Carbon Film Temperature Sensor with Silicon Accelerometer into MEMS Sensor. Micromachines 2024, 15, 1144. https://doi.org/10.3390/mi15091144
Zhang Q, Liang X, Bi W, Pang X, Zhao Y. Integrated Amorphous Carbon Film Temperature Sensor with Silicon Accelerometer into MEMS Sensor. Micromachines. 2024; 15(9):1144. https://doi.org/10.3390/mi15091144
Chicago/Turabian StyleZhang, Qi, Xiaoya Liang, Wenzhe Bi, Xing Pang, and Yulong Zhao. 2024. "Integrated Amorphous Carbon Film Temperature Sensor with Silicon Accelerometer into MEMS Sensor" Micromachines 15, no. 9: 1144. https://doi.org/10.3390/mi15091144
APA StyleZhang, Q., Liang, X., Bi, W., Pang, X., & Zhao, Y. (2024). Integrated Amorphous Carbon Film Temperature Sensor with Silicon Accelerometer into MEMS Sensor. Micromachines, 15(9), 1144. https://doi.org/10.3390/mi15091144