
Research Progress on Laser-Assisted Precision Machining Technology

Abstract
1. Introduction
2. Laser-Assisted Machining
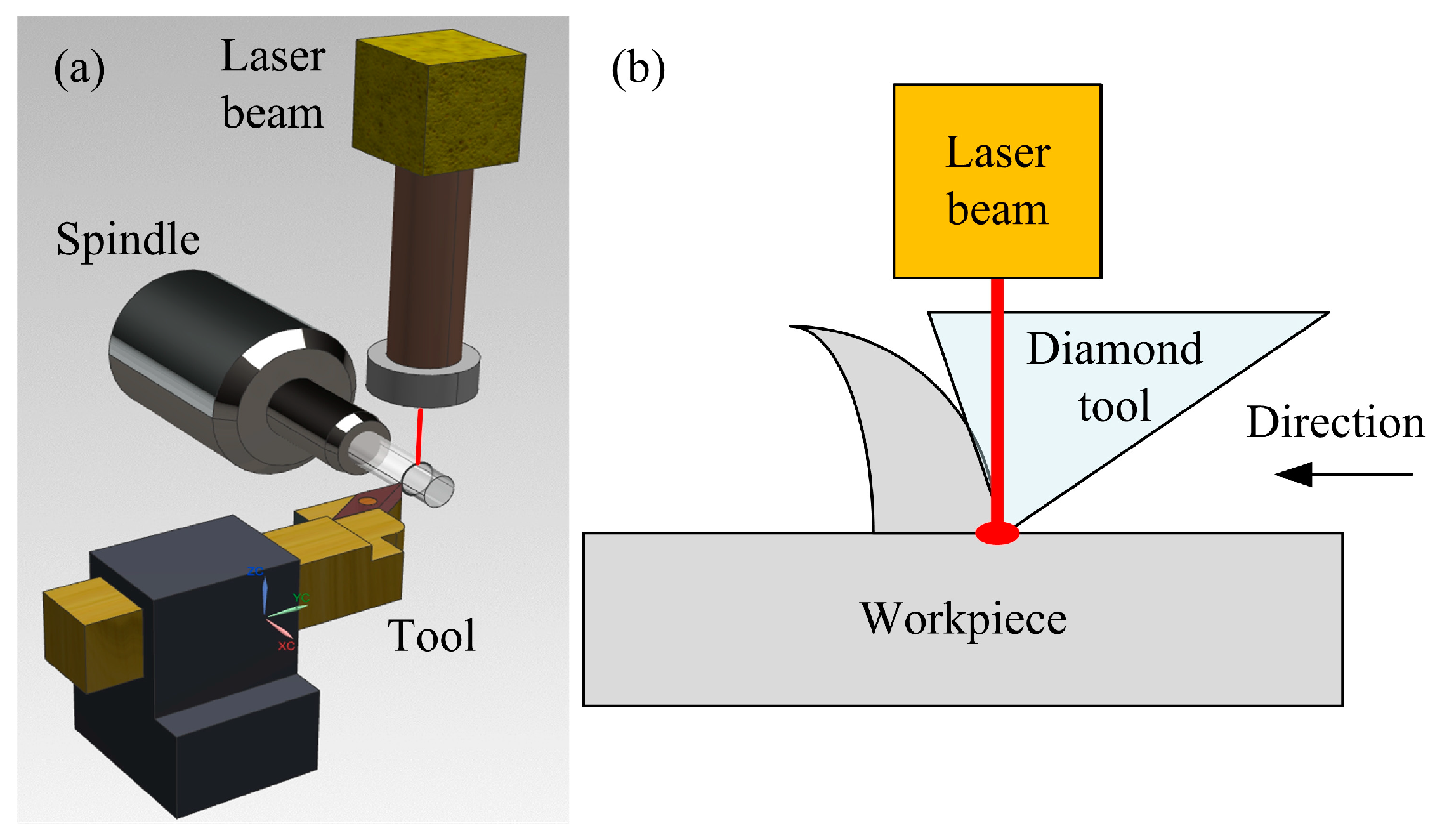
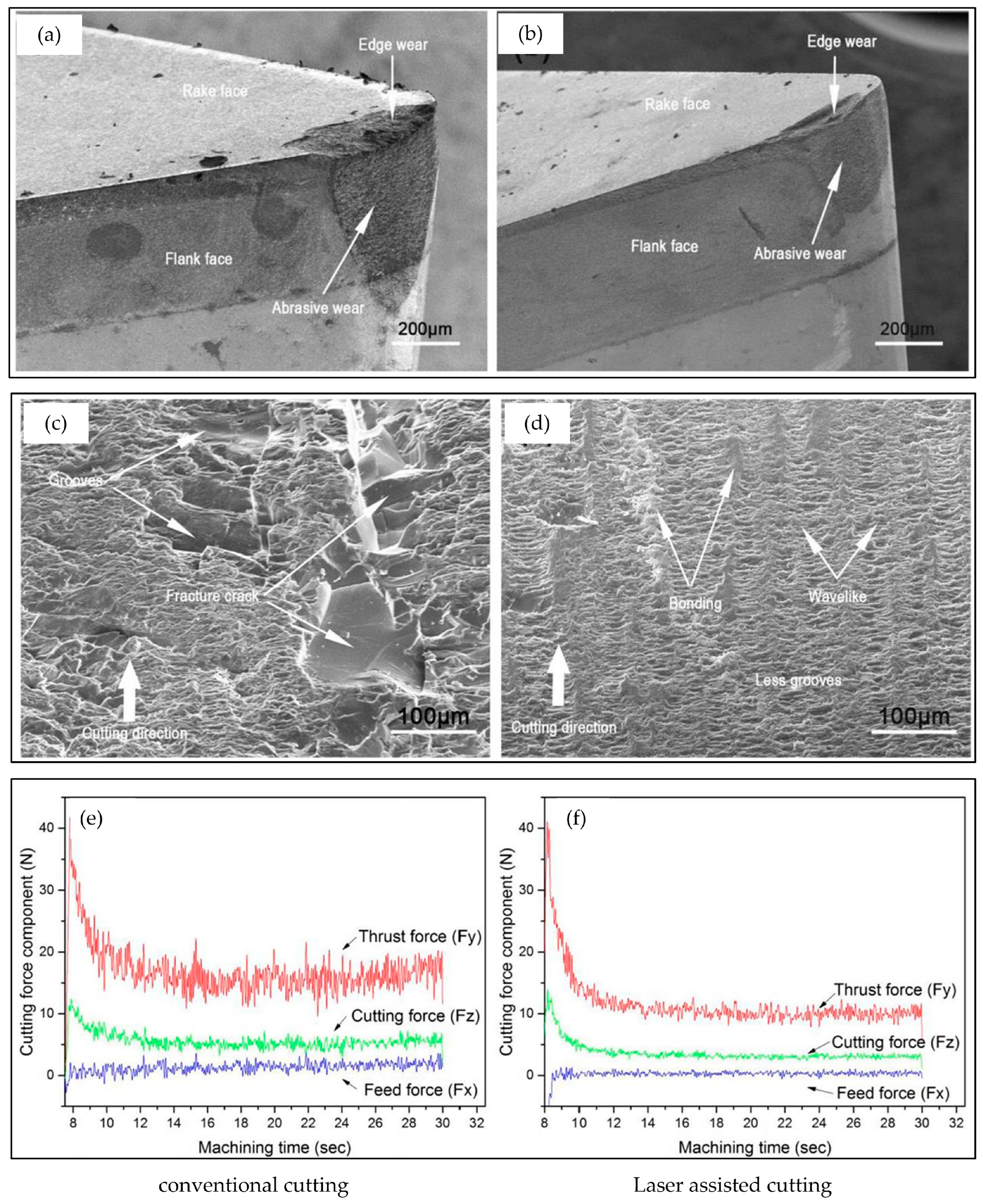
2.1. Laser-Assisted Cutting
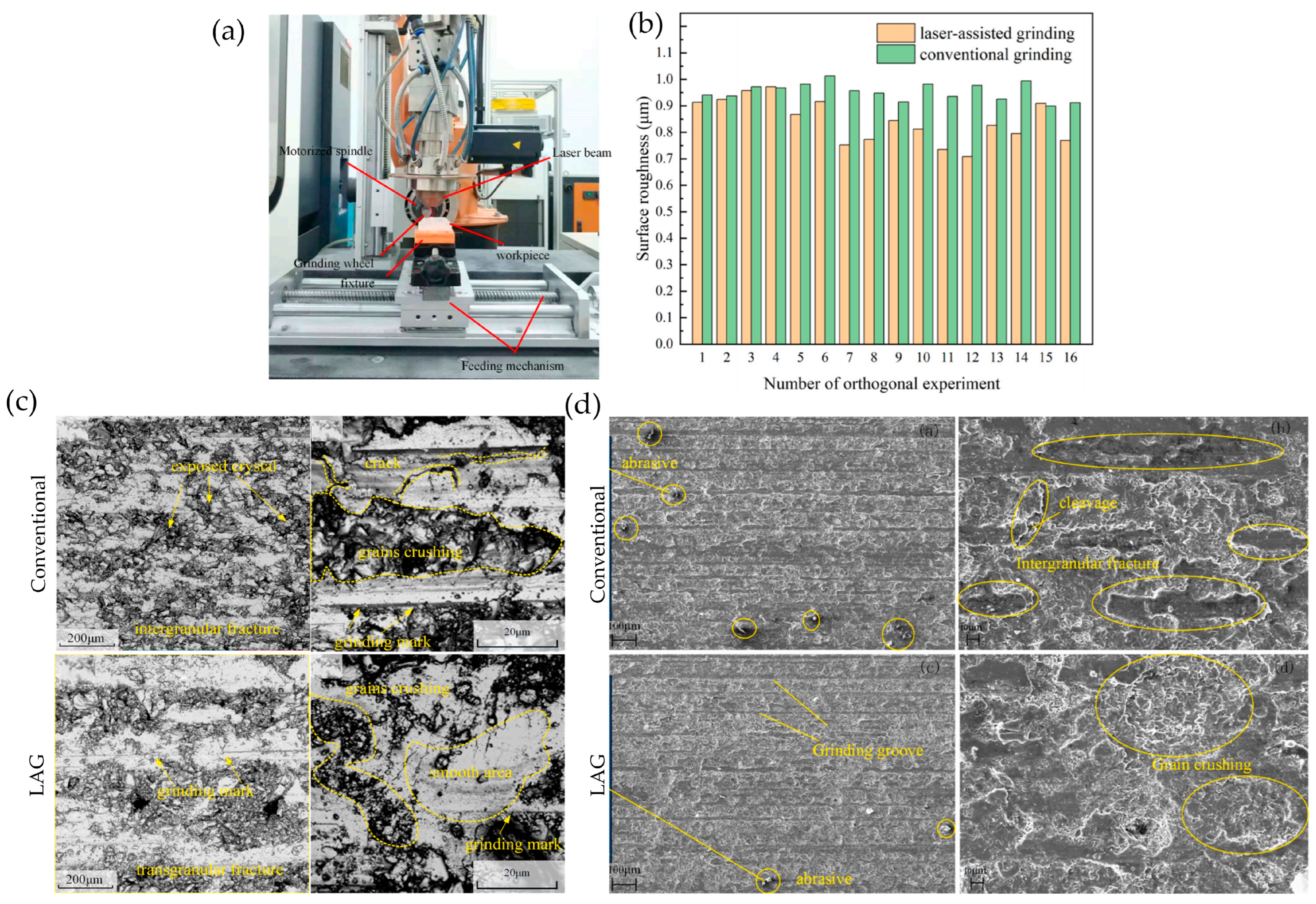
2.2. Laser-Assisted Grinding
2.3. Laser-Assisted Milling
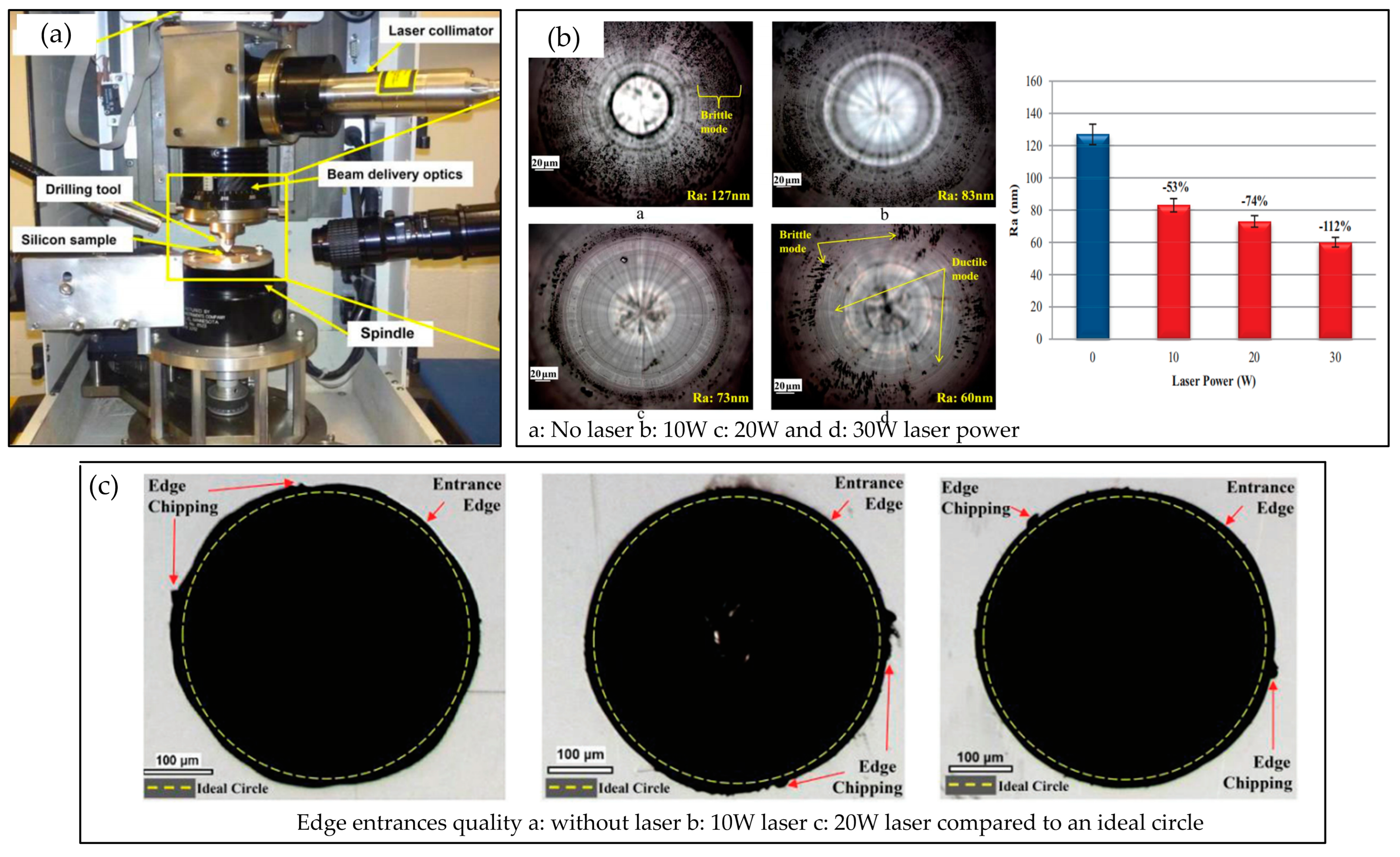
2.4. Laser-Assisted Drilling
2.5. Other Laser-Assisted Processing Methods
3. Summary and Prospect
Author Contributions
Funding
Conflicts of Interest
References
- Yuan, J.L.; Zhang, F.H.; Dai, Y.F. Development research of science and technologies in ultra-precision machining field. J. Mech. Eng. 2010, 46, 161–177. (In Chinese) [Google Scholar] [CrossRef]
- Zou, X.Y. Characteristics and application prospect of difficult-to-machine materials. Heat. Treat. Met. 2003, 28, 44. (In Chinese) [Google Scholar]
- Hevorkian, E.; Michalczewski, R.; Rucki, M.; Sofronov, D.; Osuch-Słomka, E.; Nerubatskyi, V.; Krzysiak, Z.; Latosińska, J.N. Effect of the sintering parameters on the structure and mechanical properties of zirconia-based ceramics. Ceramics International. 2024, 50, 35226–35235. [Google Scholar] [CrossRef]
- Fei, Y.; Huang, C.; Liu, H.; Zou, B. The influence of Ni addition on the microstructures and mechanical properties of Al2O3-TiN-TiC ceramic materials. Nanomanuf. Metrol. 2018, 1, 105–111. [Google Scholar] [CrossRef]
- You, k.; Yan, g.; Luo, X.; Gilchrist, M.D.; Fang, F. Advances in laser assisted machining of hard and brittle materials. J. Manuf. Process 2020, 58, 677–692. [Google Scholar] [CrossRef]
- Liu, L.P.; Lin, B.; Fang, F.Z. Monitoring of tool wear in rotary ultrasonic machining of advanced ceramics. Adv. Mater. Res. 2011, 314–316, 1754–1759. [Google Scholar] [CrossRef]
- Yang, Z.H. Research on Granular Lapping Technology for Large-Size Metal Mirror. Master’s Thesis, Changchun University of Science and Technology, Changchun, China, 2019. (In Chinese). [Google Scholar]
- Yan, G.; Zhang, Y.; You, K.; Li, Z.; Yuan, Y.; Fang, F. Off-spindle-axis spiral grinding of aspheric microlens array mold inserts. Opt. Express 2019, 27, 10873–10889. [Google Scholar] [CrossRef]
- Xue, B.; Geng, Y.; Wang, D.; Sun, Y.; Yan, Y. Improvement in surface quality of microchannel structures fabricated by revolving tip-based machining. Nanomanuf. Metrol. 2019, 2, 26–35. [Google Scholar] [CrossRef]
- Zhang, B.; Zheng, X.L.; Tokura, H.; Yoshikawa, M. Grinding induced damage in ceramics. J. Mater. Process Tech. 2003, 132, 353–364. [Google Scholar] [CrossRef]
- Wang, C.; Cheung, C.F.; Ho, L.T.; Yung, K.L.; Kong, L. A novel magnetic field assisted mass polishing of freeform surfaces. J. Mater. Process Tech. 2020, 279, 116552. [Google Scholar] [CrossRef]
- Nagimova, A.; Perveen, A. A review on laser machining of hard to cut materials. Mater. Today Proc. 2019, 18, 2440–2447. [Google Scholar] [CrossRef]
- Jiang, G.; Jianguo, Z.; Yanan, P.; Renke, K.; Yoshiharu, N.; Paul, S.; Xiaobin, Y.; Baorui, W.; Dongming, G. A critical review on the chemical wear and wear suppression of diamond tools in diamond cutting of ferrous metals. Int. J. Extrem. Manuf. 2020, 2, 012001. [Google Scholar] [CrossRef]
- Arunachalam, R.; Mannan, M.A. Machinability of nickel based high temperature alloys. Mach. Sci. Technol. 2000, 4, 127–168. [Google Scholar] [CrossRef]
- Zhao, L.; Cheng, J.; Yin, Z.; Yang, H.; Chen, M.; Yuan, X. Research on precision automatic tool setting technology for KDP crystal surface damage mitigation based on machine vision. Journal of Manufacturing Processes. 2021, 64, 750–757. [Google Scholar] [CrossRef]
- Sun, Q.; Li, Y. Research on Machine Vision based Tool Clearance Detection Method. J. Chang. Univ. Sci. Technol. (Nat. Sci. Ed.) 2022, 45, 53–60. (In Chinese) [Google Scholar]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V. Machining ofhard materials using textured tool with minimum quantity nanogreen cutting fluid. CIRP J. Manuf. Sci. Technol. 2021, 35, 410–421. [Google Scholar] [CrossRef]
- Tang, S.; Liu, P.; Su, Z.; Lei, Y.; Liu, Q.; Liu, D. Preparation and cutting performance of nano scaled Al2O3 coated micro-textured cutting tool prepared by atomic layer deposition. High Temp. Mater. Process. 2021, 40, 77–86. [Google Scholar] [CrossRef]
- Li, C.; Qiu, X.; Yu, Z.; Li, S.; Li, P.; Niu, Q.; Kurniawan, R.; Ko, T.J. Novel environmentally friendly manufacturing method for micro-textured cutting tools. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 193–204. [Google Scholar] [CrossRef]
- Sharma, R.; Pradhan, S.; Bathe, R.N. Design and fabrication of honey comb micro-texture using femto second laser machine. Mater. Manuf. Process. 2021, 36, 1314–1322. [Google Scholar] [CrossRef]
- Siju, A.S.; Waigaonkar, S.D. Effects of rake surface texture geometries on the performance of single-point cutting toolsin hard turning of titanium alloy. J. Manuf. Process. 2021, 69, 235–252. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Salem, A.; Hegab, H.; Hosseini, A.; Balazinski, M. Micro-textured cutting tools: Phenomenological analysis and design recommendations. CIRP Ann. 2021, 70, 65–68. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, X. Numerical analysis of the performance of half oval micro-textured/grooved cutting tool in machining of Ti-6Al4V. Int. J. Adv. Manuf. Technol. 2022, 118, 433–447. [Google Scholar] [CrossRef]
- Zheng, K.; Yang, F.; Pan, M.; Zhao, G.; Bian, D. Effect of surface line/regular hexagonal texture on tribo logical performance of cemented carbide tool for machining Ti-6Al-4V alloys. Int. J. Adv. Manuf. Technol. 2021, 116, 3149–3162. [Google Scholar] [CrossRef]
- Uhlmann, E.; Schröter, D. Micro-texture trajectory dependent pressure distribution of CVD diamond thick film cutting tools during turning of Ti-6Al-4V. Procedia CIRP 2021, 102, 49–54. [Google Scholar] [CrossRef]
- Fan, L.; Deng, Z.; Gao, X.; He, Y. Cutting performance of micro textured PCBN tool. Nanotechnol. Precis. Eng. 2021, 4, 023004. [Google Scholar] [CrossRef]
- You, K.; Fang, F.; Yan, G. Surface generation of tungsten carbide in laser-assisted diamond turning. Int. J. Adv. Manuf. Technol. 2021, 168, 103770. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Deformation mechanisms and constitutive modeling for silicon nitride undergoing laser-assisted machining. Int. J. Mach. Tools Manuf. 2000, 40, 2213–2233. [Google Scholar] [CrossRef]
- Song, H.W.; Dan, J.; Chen, X.; Xiao, J.; Xu, J. Experimental investigation of machinability in laser-assisted machining of fused silica. Int. J. Adv. Manuf. Technol. 2018, 97, 267–278. [Google Scholar] [CrossRef]
- Wang, W.; Hao, X.; Zhou, J.; Wei, C. Research on Laser-assisted Micro-milling of Composite Materials. Tool Technol. 2024, 58, 46–53. (In Chinese) [Google Scholar]
- Liu, C.; Chen, X.; Ke, J.; She, Z.; Zhang, J.; Xiao, J.; Xu, J. Numerical investigation on subsurface damage in nanometric cutting of single-crystal silicon at elevated temperatures. J. Manuf. Process. 2021, 68, 1060–1071. [Google Scholar] [CrossRef]
- Geng, R.; Yang, X.; Xie, Q.; Zhang, R.; Zhang, W.; Qiu, H.; Mu, R.; Yang, W.; Li, R. Investigation of surface integrity and material removal mechanism of single-crystal Si subjected to micro-laser-assisted machining. Infrared Phys. Technol. 2021, 118, 103868. [Google Scholar] [CrossRef]
- He, W.; Liu, C.; Xu, G.; Zhang, J.; Xiao, J.; Chen, X.; Xu, J. Effect of temperature on ductile-to-brittle transition in diamond cutting of silicon. Int. J. Adv. Manuf. Technol. 2021, 116, 3447–3462. [Google Scholar] [CrossRef]
- Chang, C.W.; Kuo, C.P. An investigation of laser assisted machining of Al2O3, ceramics planning. Int. J. Mach. Tools Manuf. 2007, 47, 452–461. [Google Scholar] [CrossRef]
- Tian, Y.; Shin, Y.C. Laser assisted burnishing of metals. Int. J. Mach. Tools Manuf. 2007, 47, 14–22. [Google Scholar] [CrossRef]
- Zhang, G.; Li, M.; Huang, Y.; Zhang, S. Experiment studies of Nd: YAG laser assisted dressing technique for metal bonded CBN grinding wheel by crankshaft grinding. Adv. Mater. Res. 2013, 652–654, 2147–2152. [Google Scholar] [CrossRef]
- Tian, Y.; Shin, Y.C. Thermal Modeling for Laser-Assisted Machining of Silicon Nitride Ceramics with Complex Features. J. Manuf. Sci. Eng. 2006, 128, 425–434. [Google Scholar] [CrossRef]
- Liu, W.; Gu, H.; Tang, D.; Liu, S. Laser Modified Grinding of Silicon Carbide Ceramics. Mech. Sci. Technol. Aerosp. Eng. 2024, 43, 637–642. (In Chinese) [Google Scholar]
- Ma, Z.L.; Yu, K.D.; Dong, J.L.; YU, T.B. Laser-Assisted Grinding Mechanism of Al2O3 Ceramics. J. Northeast. Univ. (Nat. Sci.) 2020, 41, 541–545+550. (In Chinese) [Google Scholar]
- Xiao, G.; Liu, Z.; He, Y.; Liu, G.; Deng, Z. Laser-assisted CBN Belt Grinding of TC4 Titanium Alloy for MaterialRemoval Behavior and Surface Integrity Study. J. Mech. Eng. 2024, 60, 241–253. (In Chinese) [Google Scholar]
- Ma, Z.; Wang, Q.; Dong, J.; Wang, Z.; Yu, T. Experimental investigation and numerical analysis for machinability of alumina ceramic by laser-assisted grinding. Precis. Eng. 2021, 72, 798–806. [Google Scholar] [CrossRef]
- He, Y.; Xiao, G.; Zhu, S.; Liu, G.; Huang, Y. Research on the Material Removal of TC17 Titanium Alloy by PicosecondLaser Assisted Belt Grinding. J. Mech. Eng. 2023, 59, 360–372. (In Chinese) [Google Scholar]
- Xu, S.; Yao, Z.; Cai, H.; Wang, H. An experimental investigation of grinding force and energy in laser thermal shock-assisted grinding of zirconia ceramics. Int. J. Adv. Manuf. Technol. 2017, 91, 3299–3306. [Google Scholar] [CrossRef]
- Zhang, X.H.; Chen, G.Y.; An, W.K.; Deng, Z.H.; Liu, W.; Yang, C. Experimental study of machining characteristics in laser induced wet grinding silicon nitride. Mater. Manuf. Process. 2014, 29, 1477–1482. [Google Scholar] [CrossRef]
- Zhang, X.H.; Chen, G.Y.; An, W.K. Experimental investigations of machining characteristics of laser induced thermal cracking in alumina ceramic wet grinding. Int. J. Adv. Manuf. Technol. 2014, 72, 1325–1331. [Google Scholar] [CrossRef]
- Zhang, X.H.; Deng, Z.H.; Chen, G.Y.; Ren, Y.H.; Wan, L.L.; Liu, W.; Zhang, G.F. A theoretical and experimental study on laser induced deterioration in wet grinding of Al2O3 engineering ceramic. Int. J. Adv. Manuf. Technol. 2016, 82, 1949–1957. [Google Scholar] [CrossRef]
- Guerrini, G.; Lutey, A.H.; Melkote, S.N.; Fortunato, A. High throughput hybrid laser assisted machining of sintered reaction bonded silicon nitride. J. Mater. Process. Technol. 2018, 252, 628–635. [Google Scholar] [CrossRef]
- Li, S.; Xiong, X.; Wen, D. Grinding behavior of laser structured grinding in silicon nitride ceramics. Diam. Abras. Tools Eng. 2019, 39, 69–74. (In Chinese) [Google Scholar]
- Li, Z. Research on the Formation Mechanism and Suppression Technology of Grinding Damage in RB SiC Ceramics. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2019. (In Chinese). [Google Scholar]
- Li, Z.P.; Zhang, F.H.; Luo, X.C. Material removal mechanism of laser-assisted grinding of RB-SiC ceramics and process optimization. J. Eur. Ceram. Soc. 2019, 39, 705–717. [Google Scholar] [CrossRef]
- Ma, Z.L.; Wang, Z.; Wang, X.Z.; Yu, T.B. Effects of laser-assisted grinding on surface integrity of zirconia ceramic. Ceram. Int. 2020, 46, 921–929. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Lu, Y.; Luo, X.; Ding, F.; Li, C. Analysis of diamond wheel wear and surface integrity in laser-assisted grinding of RB-SiC ceramics. Ceram. Int. 2019, 45, 24355–24364. [Google Scholar] [CrossRef]
- Gao, Y.F.; Xiao, J.H. Characteristics of Cutting Tool Wear during LAM Processes for Ti-6AH4V Alloy. China Mech. Eng. 2016, 27, 2877–2883. (In Chinese) [Google Scholar]
- Lee, C.-M.; Kim, D.-H.; Baek, J.-T.; Kim, E.-J. Laser assisted milling device: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 199–208. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Schaffarzyk, P.; Palanisamy, S.; Dargusch, M.S. Laser-assisted milling strategies with different cutting tool paths. Int. J. Adv. Manuf. Technol. 2014, 74, 1487–1494. [Google Scholar] [CrossRef]
- Kumar, M.; Melkote, S.N. Process capability study of laser assisted micro milling of a hard-to-machine material. J. Manuf. Process. 2012, 14, 41–51. [Google Scholar] [CrossRef]
- Woo, W.; Lee, C. A study of the machining characteristics of AISI 1045 steel and Inconel 718 with a cylindrical shape in laser-assisted milling. Appl. Therm. Eng. 2015, 91, 33–42. [Google Scholar] [CrossRef]
- Cha, N.; Woo, W.; Lee, C. A study on the optimum machining conditions for laser-assisted turn-mill. Int. J. Precis. Eng. Manuf. 2015, 16, 2327–2332. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Dargusch, M.S. A new understanding of the wear processes during laser assisted milling 17-4 precipitation hardened stainless steel. Wear 2015, 328–329, 518–530. [Google Scholar] [CrossRef]
- Zheng, L.; Zhang, G.; Wang, Y. Experimental study of laser assisted drilling. Appl. Laser 2013, 6, 612–617. [Google Scholar] [CrossRef]
- Zhang, G.; Jiang, C.; Zhang, S.; Wang, Y.; Chen, X.; Yu, L. An experimental investigation of laser assisted drilling process. Mater. Res. Innov. 2015, 19 (Suppl. S8), 889–894. [Google Scholar] [CrossRef]
- Jen, T.-C.; Chen, Y.-M.; Tuchowski, F. Experimental and Numerical Studies of Laser-Assisted Drilling Processes. In Proceedings of the 2004 ASME Heat Transfer/Fluids Engineering Summer Conference, Charlotte, NC, USA, 11–15 July 2004; Volume 4692, pp. 1015–1023. [Google Scholar]
- Mohammadi, H.; Patten, J.A. Laser augmented diamond drilling: A new technique to drill hard and brittle materials. Procedia Manuf. 2016, 5, 1337–1347. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Describe | Typical Value/Range |
|---|---|---|
| Wavelength | The electromagnetic wavelength of the laser beam determines the color and frequency of the laser. | Common wavelengths: 1064 nm (infrared), 532 nm (green light), 355 nm (UV), 1970 nm (mid-infrared), etc. |
| Output power | Energy output by the laser per unit time, usually in watts (W). | 3000 W (industrial cutting), 600 W (stainless steel cutting), 1.5 W (femtosecond laser). |
| Pulse length | The duration of a single laser pulse is usually measured in nanoseconds (ns), picosecond (ps), or femtosecond (fs). | 0.2–20 ms (industrial cutting), <300 fs (femtosecond laser). |
| Pulse repetition frequency | Repeat of laser pulses per unit time, usually in Hertz (Hz). | 0.1–500 Hz (industrial cutting), 80 MHz (femtosecond laser). |
| High precision | The laser beam can be focused to the micron level or even nanoscale level, achieving high precision processing; the cutting seam width can be as low as 0.1 mm, and the cutting surface is smooth without burr. | |
| High efficiency | Laser processing has a fast speed and efficiency dozens of times higher than traditional mechanical processing, making it particularly suitable for new product development and mass production. | |
| Non-contact processing | Laser processing does not directly contact the workpiece, has no mechanical force, avoids tool wear and workpiece deformation, and reduces vibration and noise. | |
| Wide processing range | Capable of processing metals (such as stainless steel, aluminum, copper), non-metals (such as plastics, ceramics, glass), composite materials, and wood, suitable for high-hardness, high-brittleness, and high-melting-point materials. | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Liu, J.; Ming, Z.; Cui, B.; Wang, J. Research Progress on Laser-Assisted Precision Machining Technology. Micromachines 2025, 16, 173. https://doi.org/10.3390/mi16020173
Liu Q, Liu J, Ming Z, Cui B, Wang J. Research Progress on Laser-Assisted Precision Machining Technology. Micromachines. 2025; 16(2):173. https://doi.org/10.3390/mi16020173
Chicago/Turabian StyleLiu, Qimeng, Jie Liu, Zhe Ming, Bo Cui, and Jian Wang. 2025. "Research Progress on Laser-Assisted Precision Machining Technology" Micromachines 16, no. 2: 173. https://doi.org/10.3390/mi16020173
APA StyleLiu, Q., Liu, J., Ming, Z., Cui, B., & Wang, J. (2025). Research Progress on Laser-Assisted Precision Machining Technology. Micromachines, 16(2), 173. https://doi.org/10.3390/mi16020173