UV-LIGA: From Development to Commercialization

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction

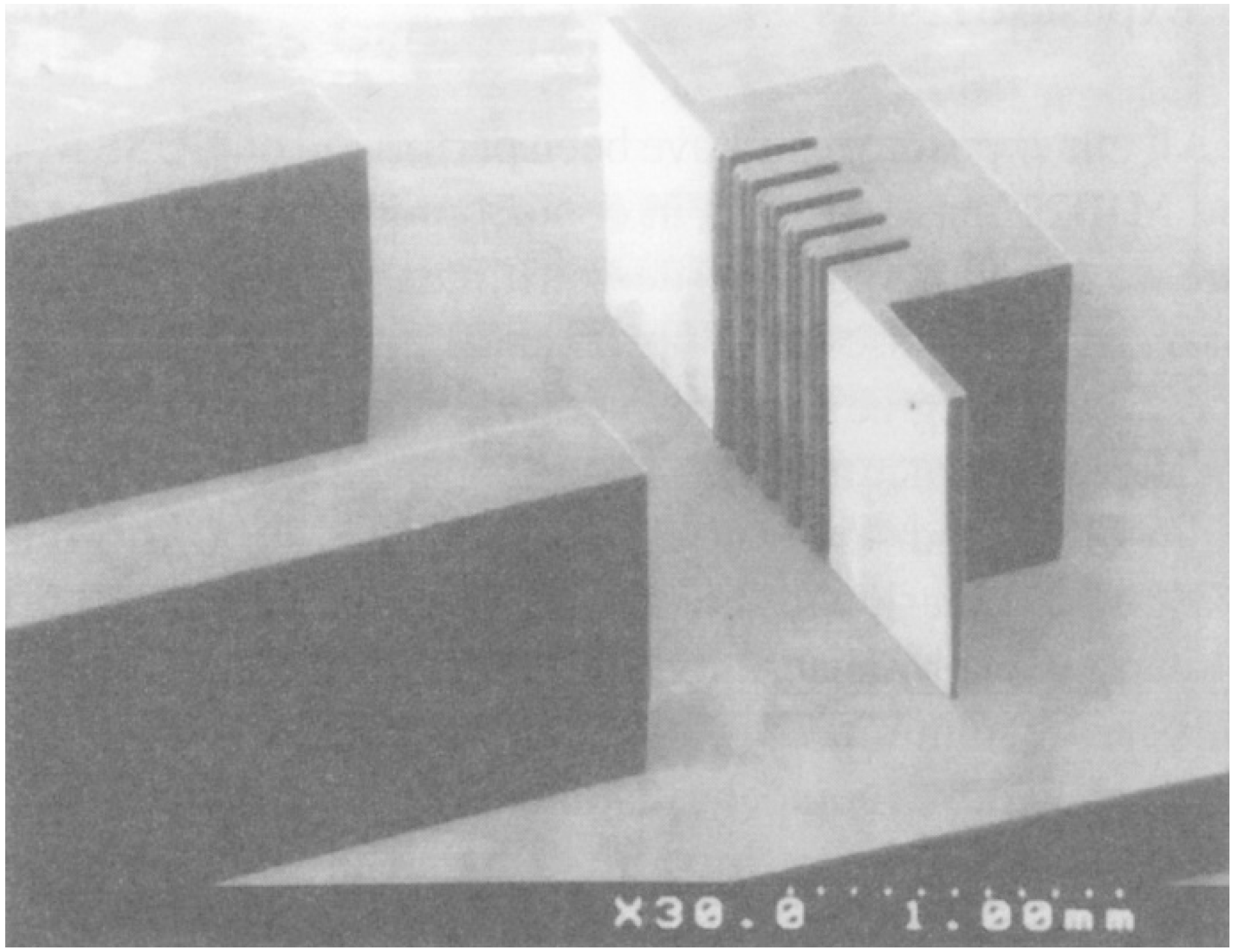
2. SU-8 Microstructures

3. Commercial Applications
3.1. Micromolds

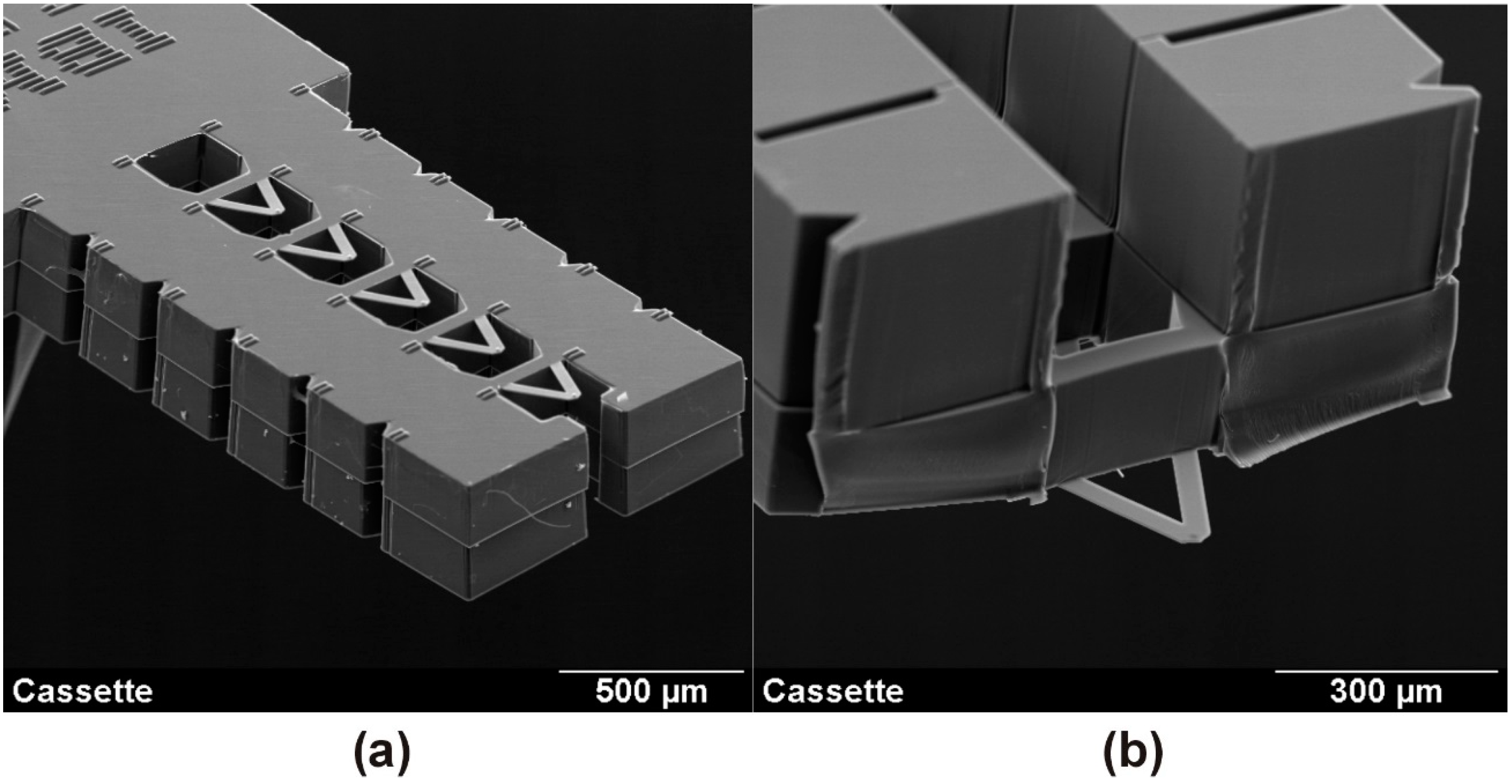
3.2. Microparts
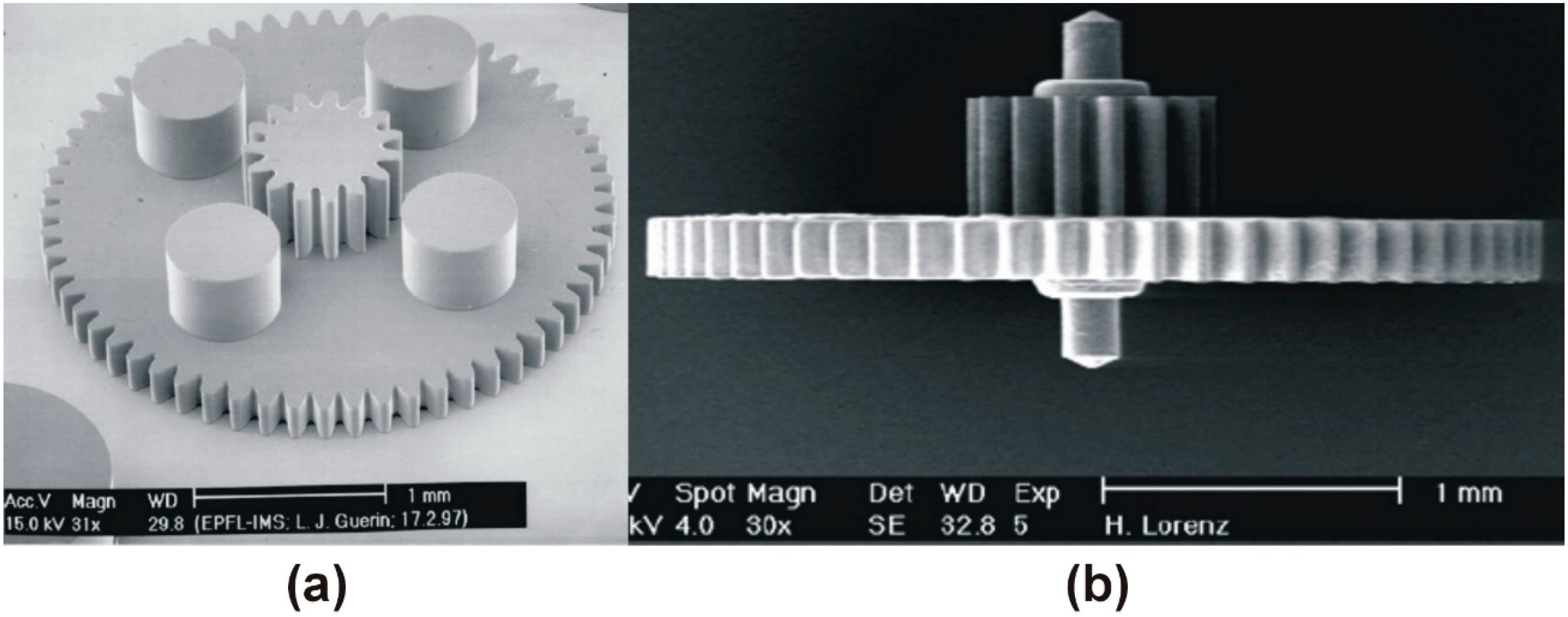
3.3. Play-Free Engagement Gearing

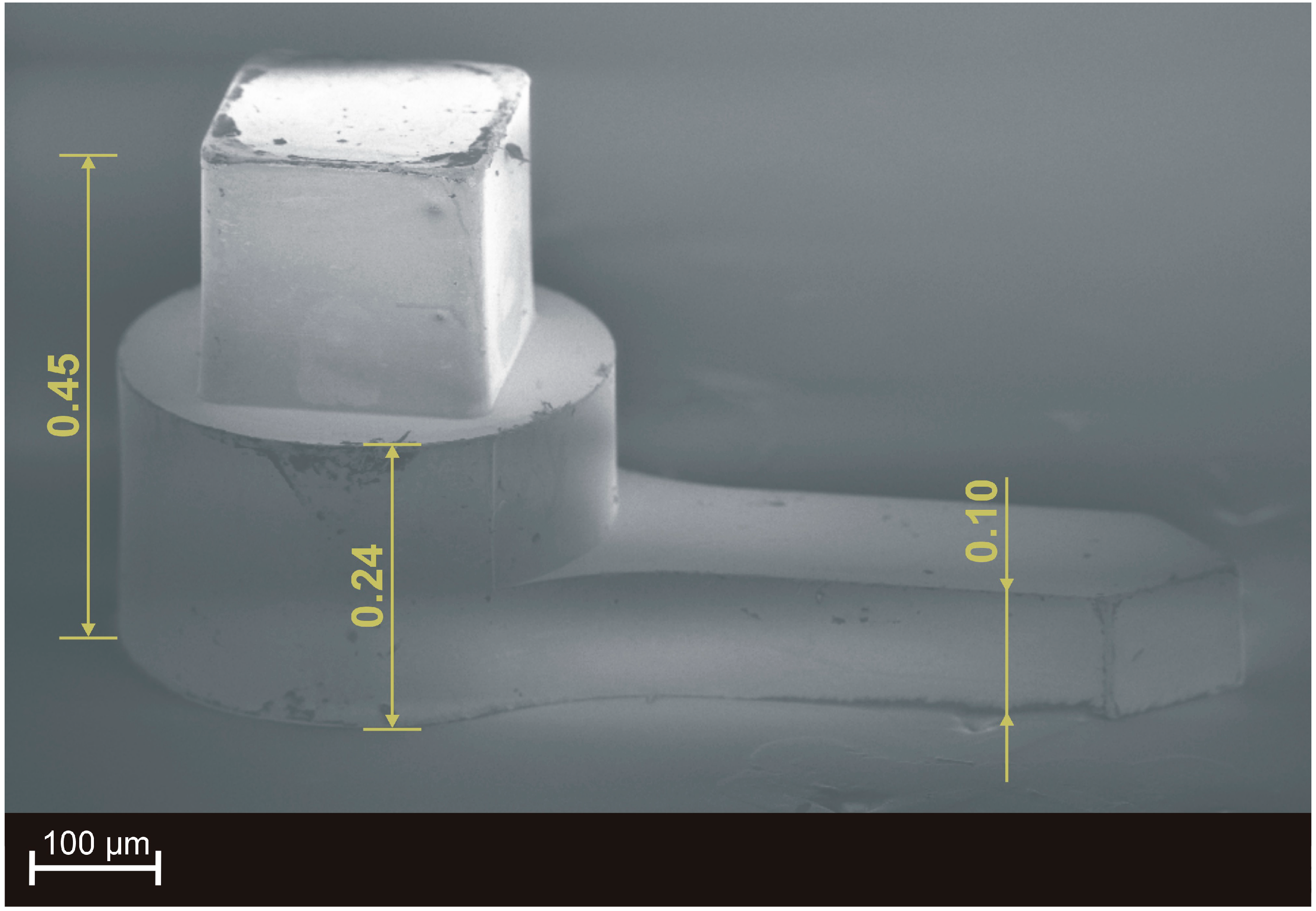
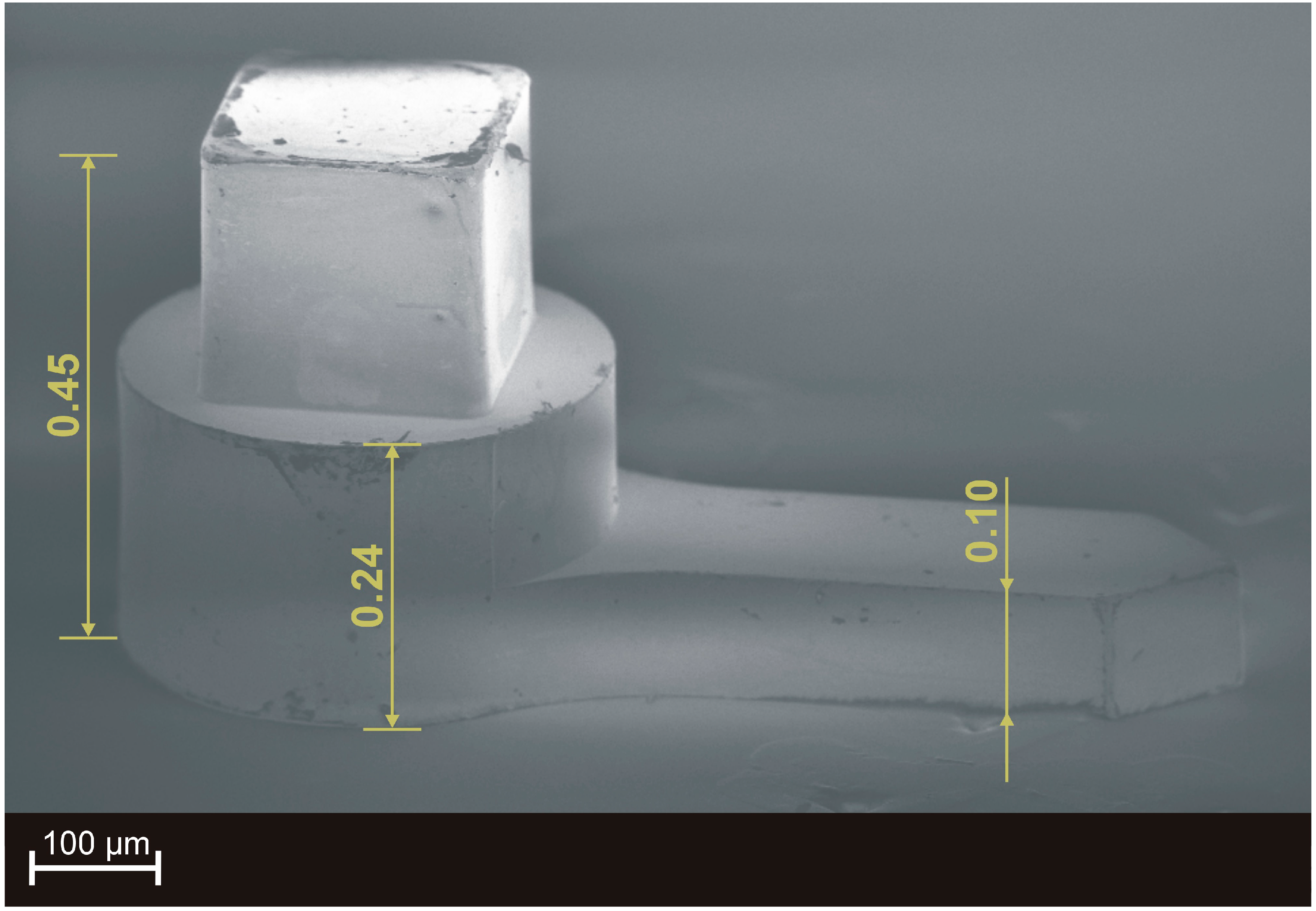
3.4. Multi-Level Parts
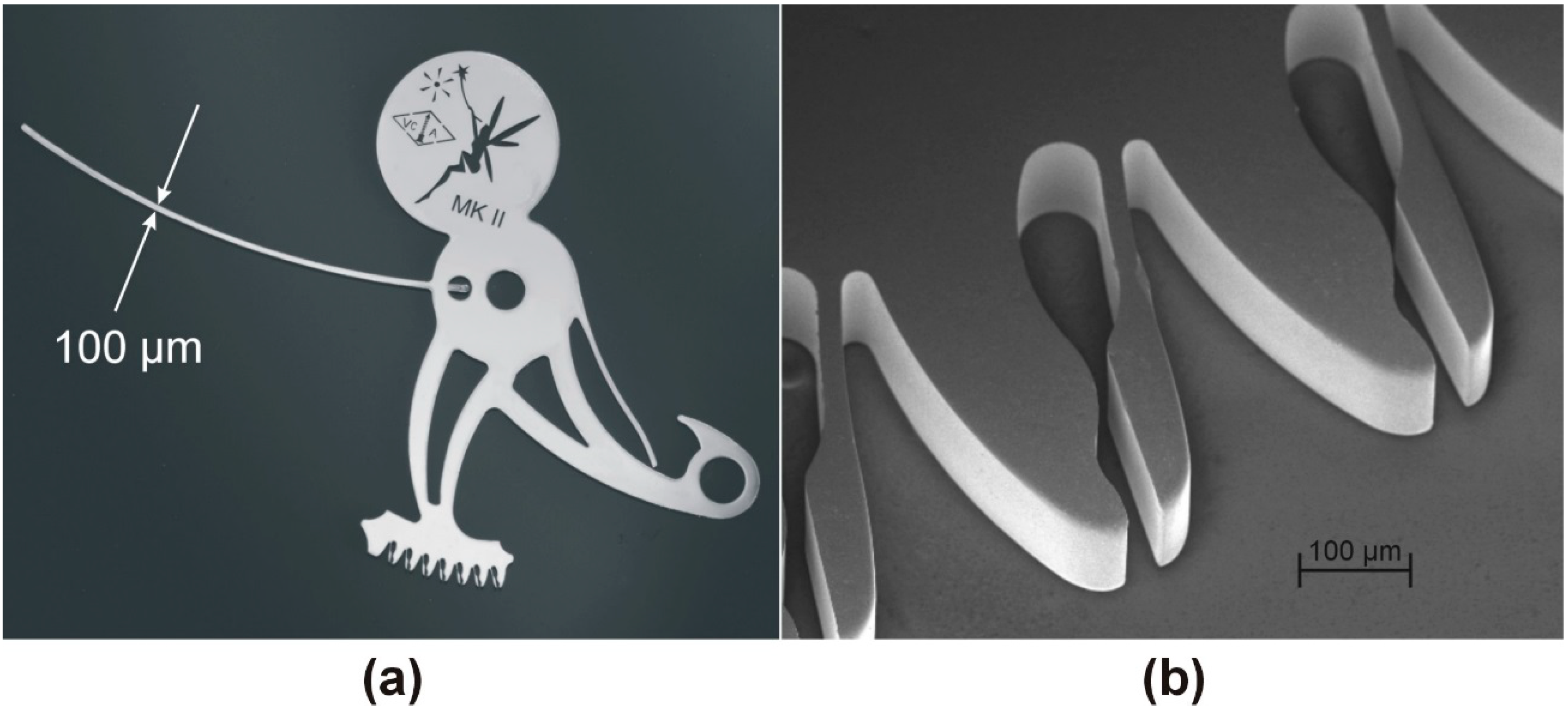
4. More than LIGA
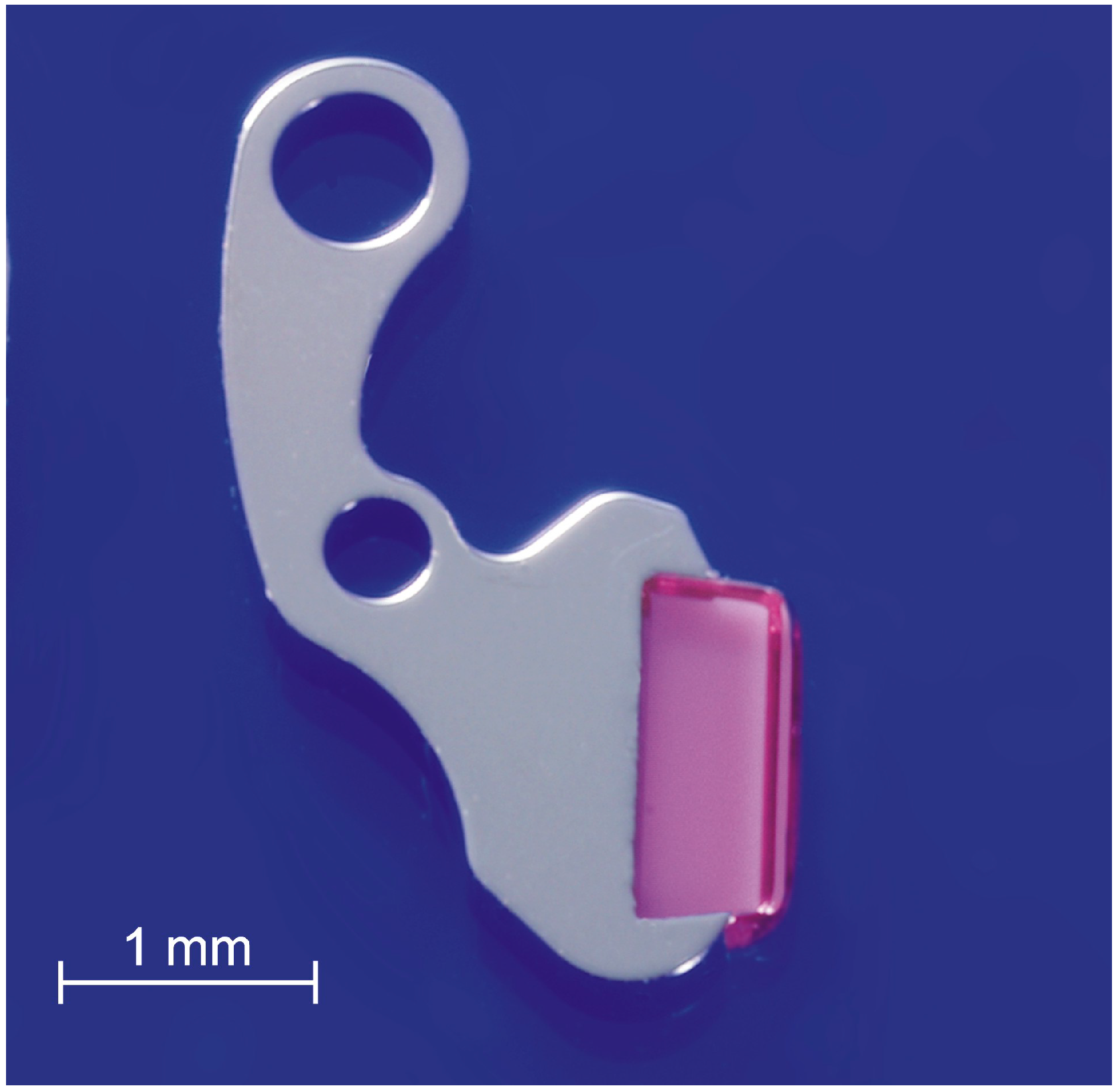
4.1. Inserted Elements


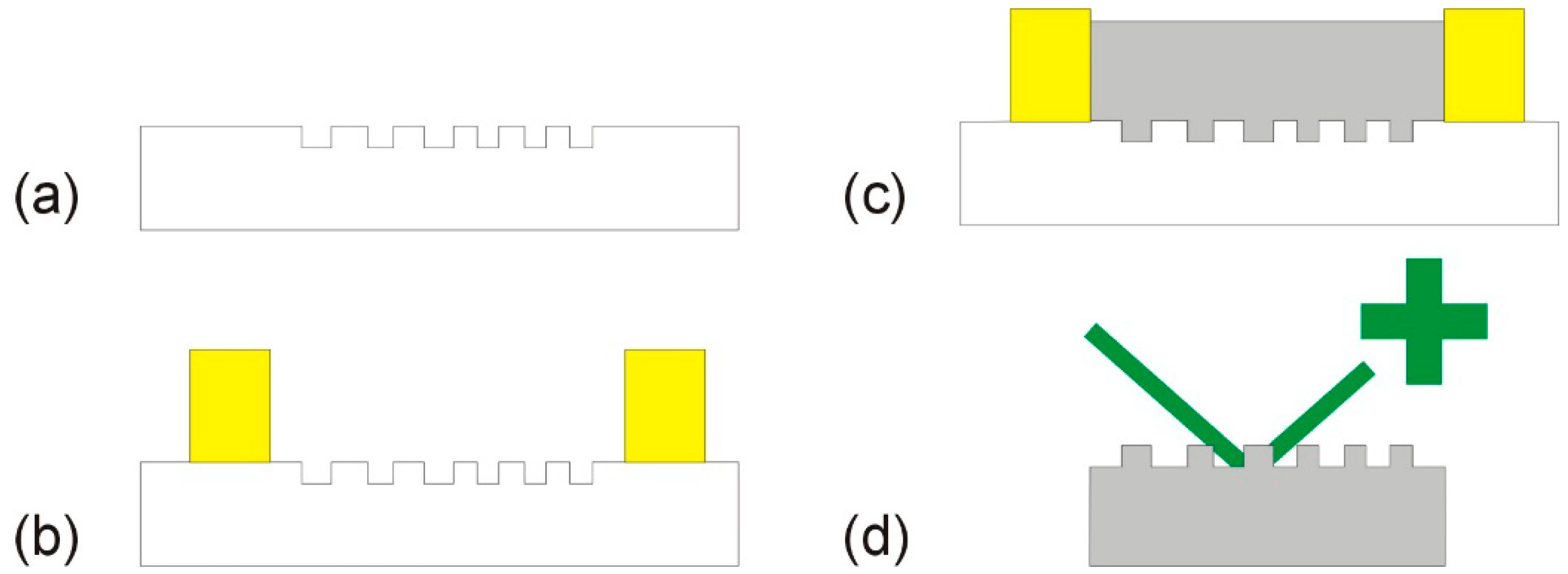
4.2. CLR-LIGA


5. Conclusions
Author Contributions
Conflicts of Interest
References
- Becker, E.W.; Ehrfeld, W.; Münchmeyer, D.; Betz, H.; Heuberger, A.; Pongratz, S.; Glashauser, W.; Michel, H.J.; Siemens, R. Production of separation-nozzle systems for uranium enrichment by a combination of X-ray lithography and galvanoplastics. Naturwissenschaften 1982, 69, 520–523. [Google Scholar] [CrossRef]
- Saile, V.; Wallrabe, U.; Tabata, O.; Korvink, J.G. LIGA and Its Applications. In Advanced Micro & Nanosystems; Brand, O., Fedder, G.K., Hierold, C., Korvink, J.G., Tabata, O., Eds.; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2009; Volume 7. [Google Scholar]
- Frazier, A.B.; Allen, M.G. Metallic microstructures fabricated using photosensitive polyimide electroplating molds. J. Microelectromech. Syst. 1993, 2, 87–94. [Google Scholar] [CrossRef]
- LaBianca, N.; Gelorme, J.D. High-Aspect-Ratio Resist for Thick-Film Applications. In Proceedings of SPIE 2438, Advances in Resist Technology and Processing XII, 846, Santa Clara, CA, USA, 9 June 1995.
- Lorenz, H.; Despont, M.; Fahrni, N.; LaBianca, N.; Vettiger, P.; Renaud, P. EPON SU-8: A Low-Cost Negative Resist for MEMS. In Proceedings of Micro Mechanics Europe, Barcelona, Spain, 21–22 October 1996; pp. 32–35.
- Despont, M.; Lorenz, H.; Fahrni, N.; Brugger, J.; Renaud, P.; Vettiger, P. High-Aspect-Ratio, Ultrathick, Negative-Tone Near-UV Photoresist for MEMS Applications. In Proceedings of the 10th IEEE International Workshop Micro Electro Mechanical Systems (MEMS’97), Nagoya, Japan, 26–30 January 1997; pp. 518–522.
- Seidemann, V.; Rabe, J.; Feldmann, M.; Buttgenbach, S. SU-8 micromechanical structures with in situ fabricated movable parts. Microsyst. Technol. 2002, 8, 348–350. [Google Scholar] [CrossRef]
- Peng, J.; Kyle, J.; Nianjun, S. Microfabrication of Ultra-Thick SU-8 Photoresist for Microengines. In Proceedings of SPIE 4979, Micromachining and Microfabrication Process Technology VIII, 105, San Jose, CA, USA, 25 January 2003.
- Genolet, G.; Despont, M.; Vettiger, P.; de Rooij, N. Sensors Update; Baltes, H., Hesse, J., Korvink, J.G., Eds.; WILEY-VCH Verlag GmbH: Weinheim, Germany, 2001; Volume 9, pp. 3–19. [Google Scholar]
- Genolet, G.; Despont, M.; Vettiger, P.; Anselmetti, D.; de Rooij, N.F. All-photoplastic, soft cantilever cassette probe for scanning force microscopy. J. Vac. Sci. Technol. B 2000, 3, 617–620. [Google Scholar] [CrossRef]
- Park, H.G.; Byun, S.U.; Jeong, H.C.; Lee, J.W.; Seo, D.S. Photoreactive spacer prepared using electrohydrodynamic printing for application in a liquid crystal device. ECS Solid State Lett. 2013, 2, R52–R54. [Google Scholar] [CrossRef]
- Borreman, A.; Musa, S.; Kok, A.A.M.; Diemeer, M.B.J.; Driessen, A. Fabrication of polymeric multimode waveguides and sevices in SU-8 photoresist using selective polymerization. In Proceedings of Symposium IEEE Lasers and Electro Optics Society (LEOS), Amsterdam, The Netherlands, 9 December 2002.
- MicroChem Corp. Website. Available online: http://www.microchem.com/Applications.htm (accessed on 26 May 2014).
- Lambright, T.M.; Selmeczy, A.; Lee, F.C.S.; Haluzak, C.C.; Trueba, K.E. Thermal inkjet print head with solvent resistance. U.S. Patent 8,454,149 B2, 28 June 2010. [Google Scholar]
- Agenhor Website. Available online: http://www.agenhor.ch (accessed on 26 May 2014).
- Wiederrecht, J.M. Gear for precision devices. WO Patent 2004/008004 A1, 27 May 2003. [Google Scholar]
- Genolet, G.; Lorenz, H.; Glassey, M.A. 10 ans de LIGA au service de l’horlogerie. Développements et nouveautés. In Nouveaux Matériaux et Innovations Technologiques en Horlogerie, Proceedings of the 12ème Journée d’Etude, Société Suisse de Chronométrie, La Chaux-de-Fonds, Switzerland, 17 September 2008. (In French)
- Lorenz, H.; Genolet, G.; Glassey, M.A. Mixed manufacturing method for parts by photolithography, adding inserts and electroforming. EP Patent 1916567 B1, 22 November 2006. [Google Scholar]
- Winkler, P. Pièces horlogères décorées avec des structures diffractives. Bulletin SSC (Société Suisse de Chronométrie) 2011, 66, 25–27. (In French) [Google Scholar]
- Mimotec SA Webpage. Available online: http://www.mimotec.ch/Anglais/Technology/technology.html (accessed on 26 May 2014).
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Genolet, G.; Lorenz, H. UV-LIGA: From Development to Commercialization. Micromachines 2014, 5, 486-495. https://doi.org/10.3390/mi5030486
Genolet G, Lorenz H. UV-LIGA: From Development to Commercialization. Micromachines. 2014; 5(3):486-495. https://doi.org/10.3390/mi5030486
Chicago/Turabian StyleGenolet, Grégoire, and Hubert Lorenz. 2014. "UV-LIGA: From Development to Commercialization" Micromachines 5, no. 3: 486-495. https://doi.org/10.3390/mi5030486
APA StyleGenolet, G., & Lorenz, H. (2014). UV-LIGA: From Development to Commercialization. Micromachines, 5(3), 486-495. https://doi.org/10.3390/mi5030486