In the following we comprehensively examine the influences of thermal and operational parameters on the temperature distributions and the ramping rates inside the chamber. The chamber is exposed to three heating regions and two convective cooling regions. The experimental temperature profiles and numerical simulations while taking the thermal contact conductance coefficients into consideration are then compared. Finally, the PCR experiments are carried out in this bidirectional thermocycler.
4.1. Various Parameters on the Heat Transfer
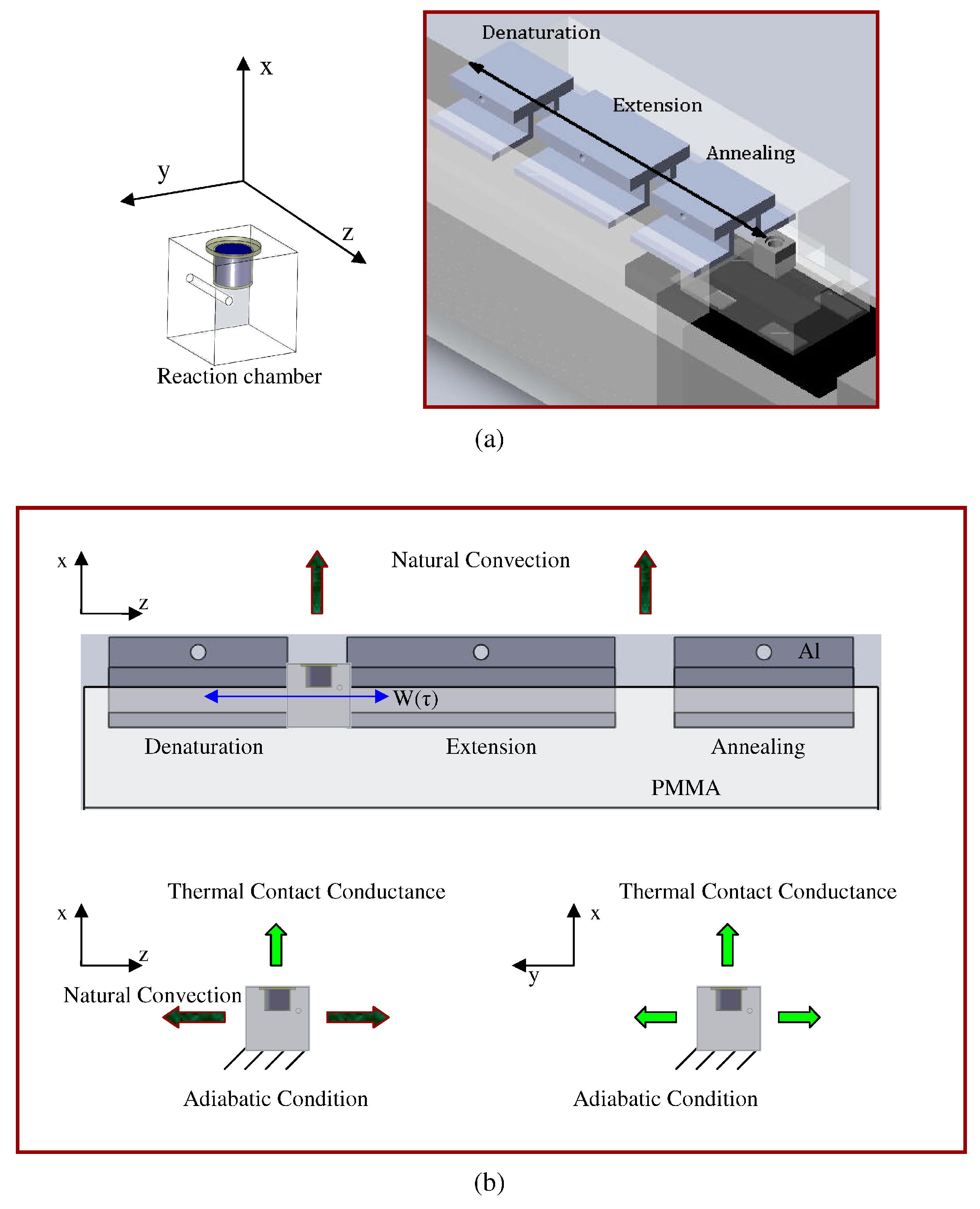
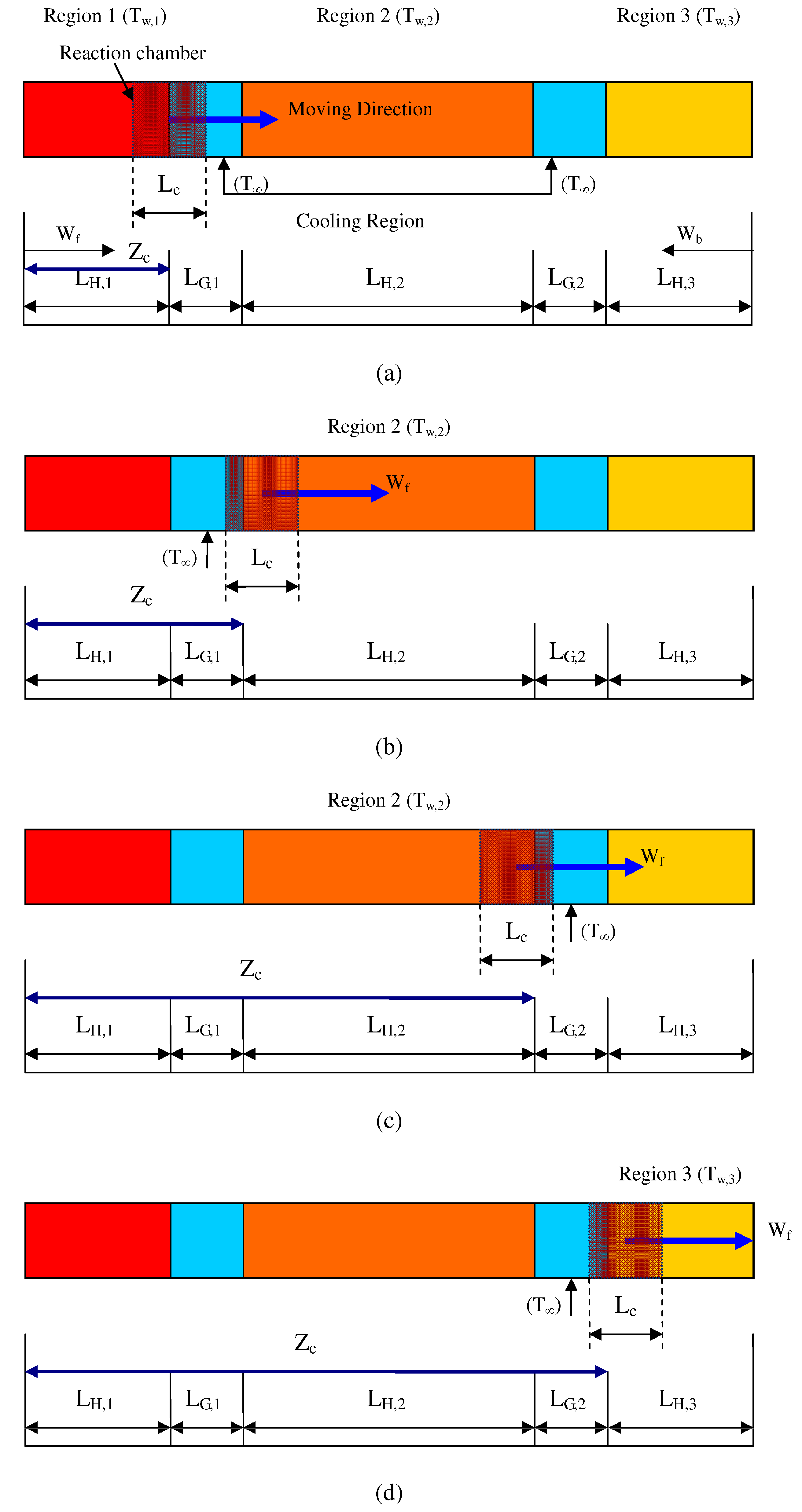
This section focuses on the influence of various parameters on the heat transfer in the physical problem. Closely examining the pattern of numerical temperature distributions for various thermal contact conductance coefficients, external convective parameters and operational parameters should reveal the nature of thermal characteristics during thermal cycling. During one thermal cycle, the chamber moves along the path at a forward speed equal to 4.2 mm/s from the beginning of the first heating region, then changed to 0.6 mm/s at the beginning of the second cooling region, and finally a backward speed equal to 0.6 mm/s. Aluminum is selected to be the chamber substrate. The chamber moves through the three heating blocks at temperatures of 369, 345 and 328 K. The thermal contact conductance coefficient,
hr, is set to be 700 W/m
2K [
23,
24]. The heat of the back and front side faces of the chamber is transferred by air convection. The heat transfer coefficient for natural convection,
hc, is set to be 6.5 W/m
2K [
21]. The gaps between the heating blocks are exposed to temperatures of 350 and 335 K which are average temperatures of three measured points in the air gaps between region T1 (369 K)/region T2 (345 K) and region T2/region T3 (328 K), respectively. The above values of the parameters are used unless otherwise stated.
In this study, the PCR chamber oscillates among three working regions. It is not practical to assume that the heaters are in perfect contact with the chamber to maintain three designed temperature regions as required for PCR processes. In reality even the flat surfaces of all materials become rough when seen through a microscope. When two such surfaces contact each other, the interface between them offers some resistance to heat transfer. This resistance is called the thermal contact resistance, and a temperature drop will be observed at the interface between the two surfaces in contact [
21]. When two materials are in contact, surface roughness introduces gaps between these contacting materials, which are usually filled with air. The thermal conductivity of air is much lower than the conductivity of common solid materials. Therefore, the heat transfer due to conduction is smaller in noncontacting regions than that in perfectly contacting regions [
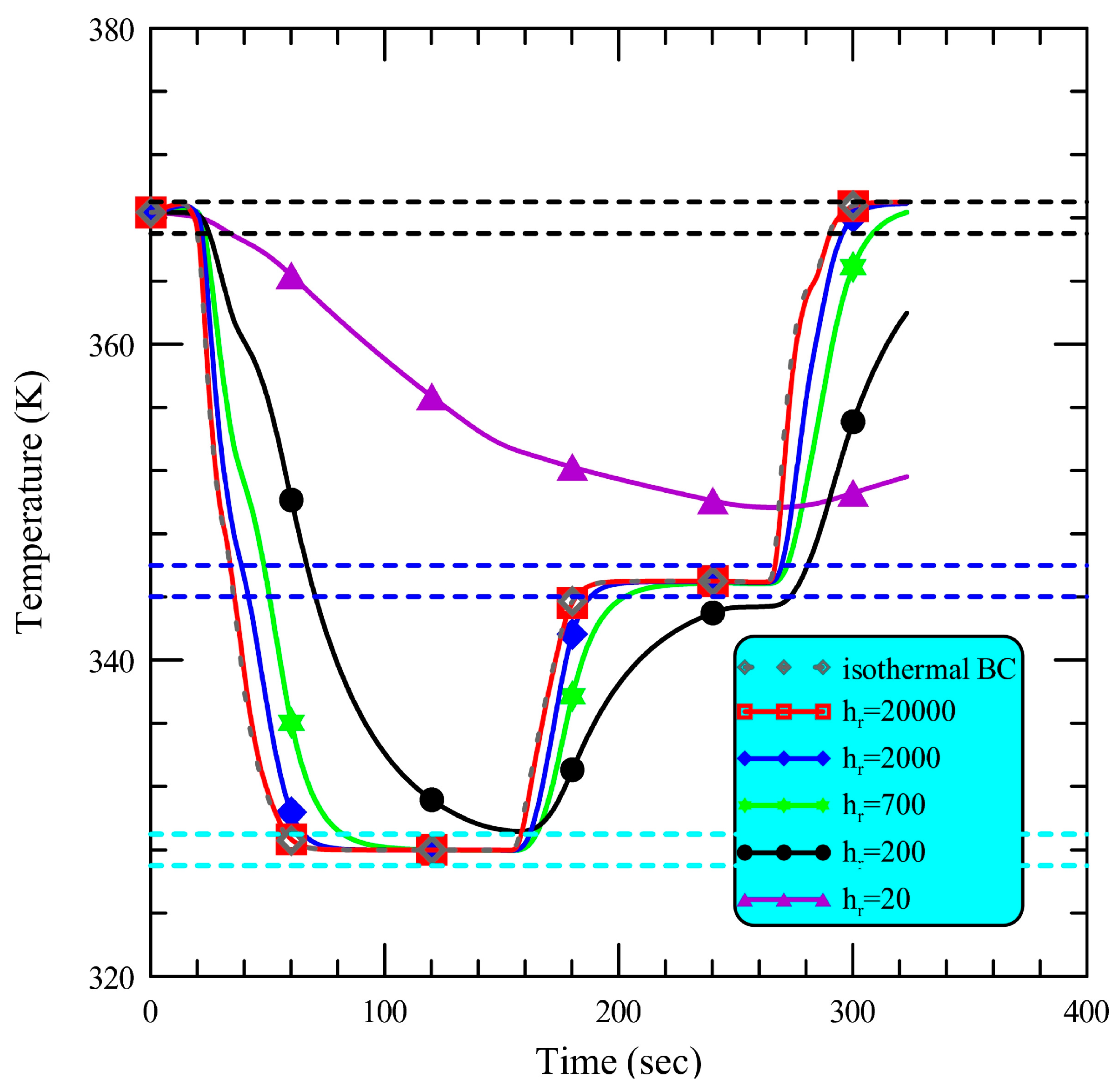
23]. Thermal contact resistance is the inverse of the thermal contact conductance coefficient. Up to now no comprehensive theory can be used to predict the thermal contact conductance coefficient, nor have experimental studies yielded completely reliable empirical correlations. Usually, the thermal contact conductance coefficient is occasionally reported in the absence of more specific information. Simulation results of the central temperature profiles of the sample at various thermal contact conductance coefficients,
hr, between the heater surface and the chamber surface in contact are revealed in
Figure 5. The result of the specified isothermal boundary condition at the chamber surface when the chamber is moving inside the heating region is also shown in
Figure 5 (grey dashed line with rhombus markers). The imposed isothermal boundary condition at the chamber surface represents that the heaters are assumed to be contacted perfectly with the chamber. The central temperature of the sample keeps at the required denaturation temperature for about 20 s at the beginning of the thermal cycle, the temperature drops abruptly to the required annealing temperature by moving to the annealing region, then the extension temperature is reached inside the chamber when the chamber moves back to the extension region, and finally the temperature is increased to be the denaturation temperature and the next thermal cycle starts after the chamber enters the denaturation region. Changes to the value of
hr can have a significant impact on the temperature field, where
hr increases from 20 to 20,000 W/m
2K. The temperature profile with the isothermal boundary condition is almost the same as that with an
hr of 20,000 W/m
2K. It shows that the contact surface imposed with the isothermal boundary condition is the interface with a very large h
r. The heat resistance can be negligible between the heater and the chamber surfaces, and the perfect contact at the interface is assumed. The dotted lines shown in
Figure 5 are the chamber temperatures uniformly distributed with a variation less than 2 K during three PCR steps (
i.e., denaturation step ranged from 367 to 369 K, extension step from 344 to 346 K, and annealing step from 327 to 329 K). The sample temperature can reach the reaction temperature rapidly with a high
hr when the chamber moves into the working region, and the duration times can be kept longer at the higher value of h
r. The heat transfer from the heater to the PCR chamber is reduced with the decreasing of the value of h
r. It results in the increasing of the required times to reach the specific temperatures. For an
hr less than 200 W/m
2K, the sample temperature profiles cannot reach the required PCR temperatures. A small
hr can be seen as high thermal contact resistance. We found that the total reaction time is long when the contact resistance is large. By improving the thermal contact effect between the chamber surface and the heater surface, the required PCR time will be dramatically reduced.
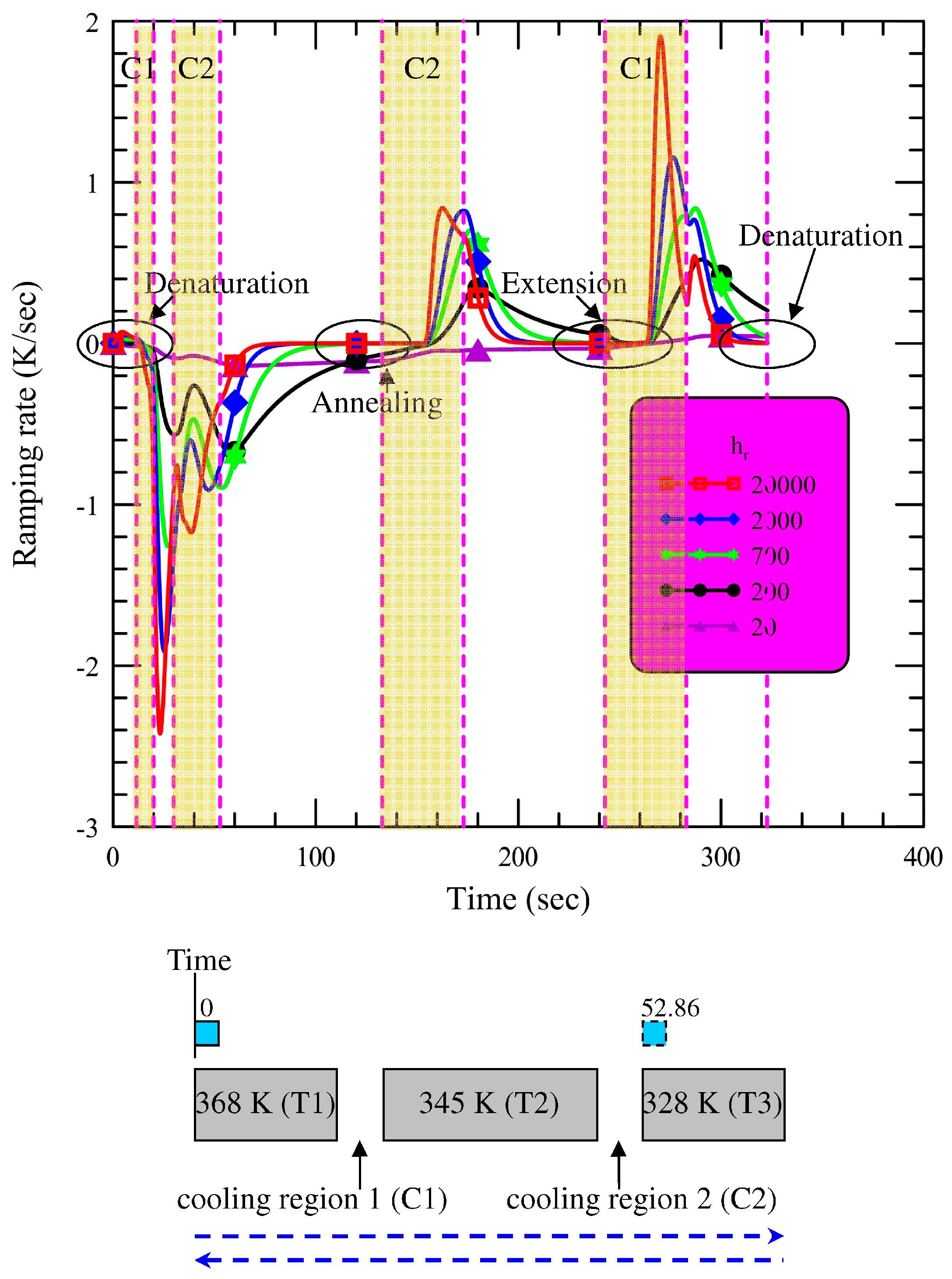
For efficient DNA amplification, the temperature change of the sample is one of the main concerns during the PCR process. Ramping rate is defined as the rate of change in temperature over time, as it determines how fast the PCR device can change temperatures, and therefore how rapidly it can achieve a given number of thermal cycles. From the previous results in
Figure 5, it shows that the effects of various thermal contact conductance coefficients have a significant impact on the thermal field of the reaction chamber. To further realize the influence of various
hr on the temperature change of the chamber, the profiles of the ramping rates of the sample are depicted in
Figure 6. The positive value of the ramping rate is taken as the heating rate, and the negative one is the cooling rate. The chamber starts from region T1 (368 K), then passes region T2 (345 K) and approaches region T3 (328 K). During the time period from 0 to 52.86 s, the chamber temperature is decreased from 368 to 328 K and the DNA sample is moving from the denaturation step to the annealing step. Results show a negative ramping rate of the chamber and the maximum cooling rate rises with the increasing of
hr. With the higher
hr the chamber temperature can reach the reaction temperature more rapidly and drop faster. When the chamber goes through region T2, we can find that the cooling rate starts to decrease. And then the chamber passes the second cooling region and the cooling rate increases again. After entering region T3, the cooling rate decreases for a second time and the zero value of the ramping rate is shown. It means that the annealing step is proceeding. When the chamber arrives at the end of region T3, the linear motor is reversed. When the chamber comes into region T2 from region T3, the positive ramping rate of the chamber is shown. The zero value of the ramping rate is observed again, and the sample in the chamber is moving on to the extension step. The chamber keeps moving to region T2 and one thermal cycle is finished when the chamber re-enters region T1. The chamber continues from region T2 to region T1. It shows that the heating rate increases rapidly and the denaturation step is coming. And then the maximum heating rate can be enhanced with the increasing of
hr. Thus the ability to conduct heat between the heater and the chamber surface is dominated by the thermal contact conductance coefficient. The ramping rate of the chamber during PCR can be improved by reducing the thermal contact resistance.
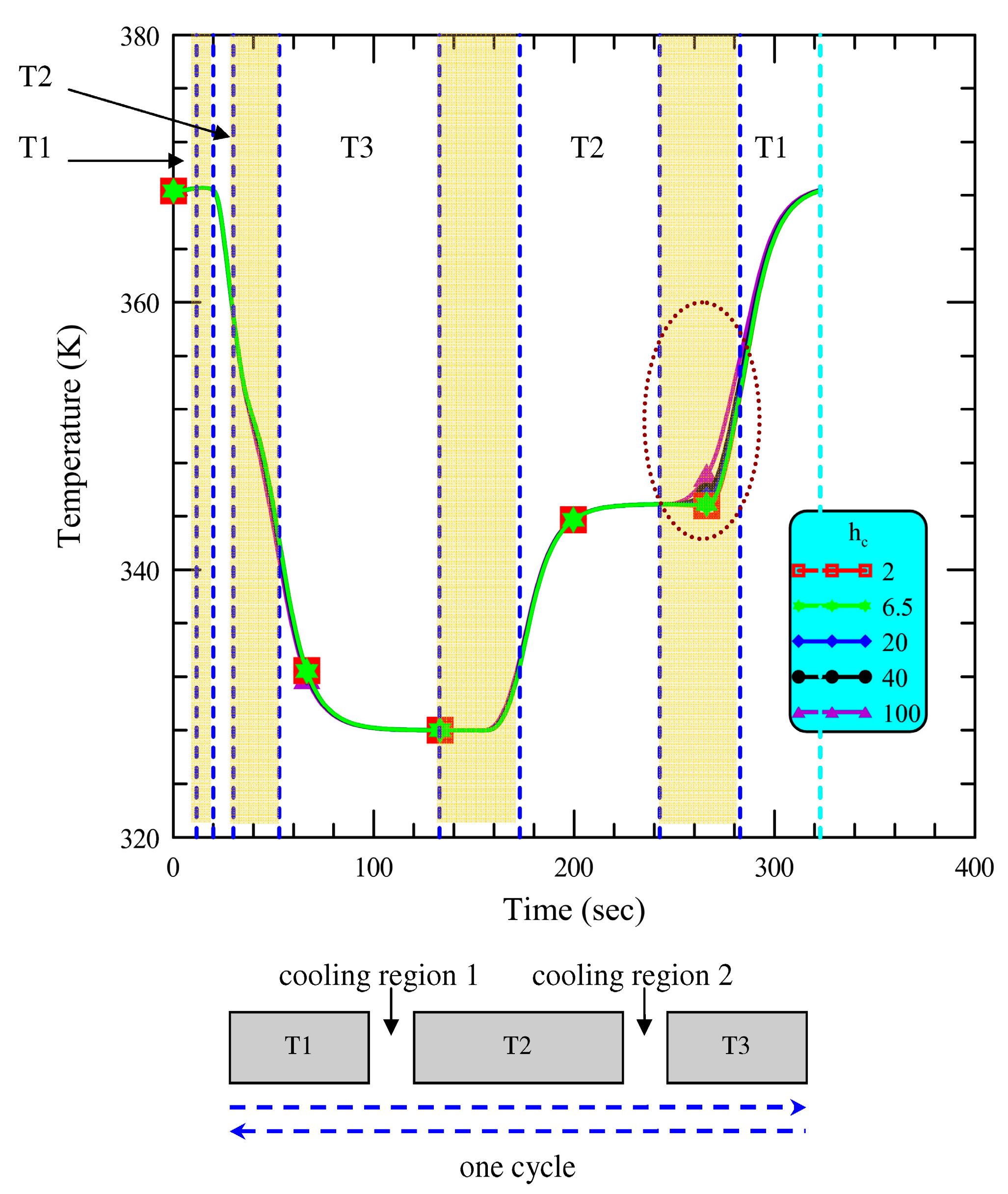
As the PCR chamber passes between two working regions, the stored heat will be transferred by ambient air. In order to examine the convection cooling effect, the influence of various convective heat transfer coefficients on the temperature in the reaction chamber is illustrated in
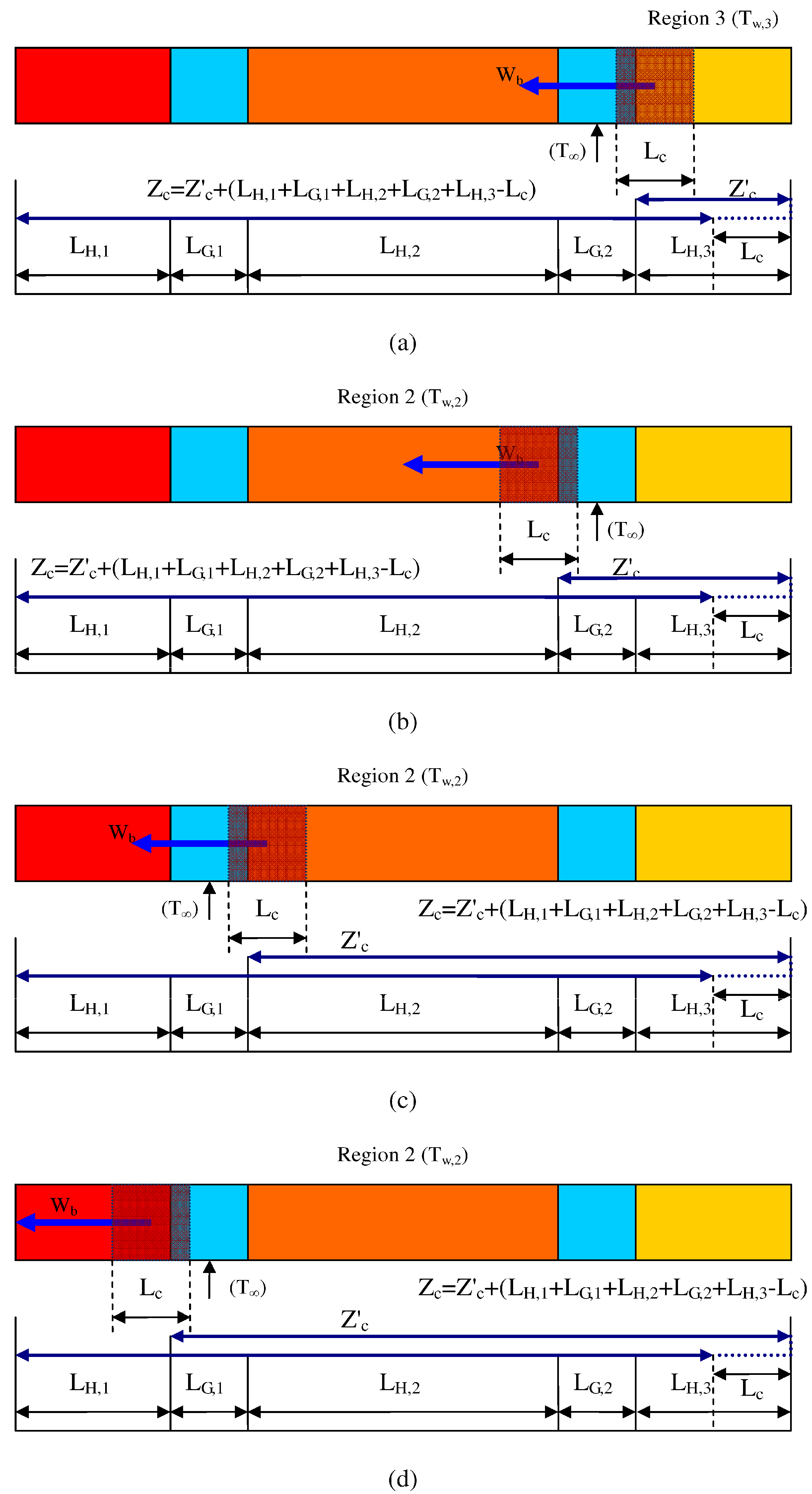
Figure 7. Simulation results of the central temperature of the sample are revealed. The PCR chamber oscillates among three temperature regions (region T1, region T2 and region T3). The chamber moves through region T1 (right side in
Figure 7), and the temperature reaches the denaturation temperature gradually. When the chamber passes through region T1, the speed of the chamber is escalated to 4.2 mm/s. The chamber passes region T2 quickly. The speed is then dropped down to 0.6 mm/s at the beginning of cooling region 2 and the temperature approaches the annealing temperature. When the chamber proceeds with the annealing step, the linear motor is reversed to push it back. The speed of the chamber is kept at 0.6 mm/s and the chamber continues and the annealing reaction is completed. The chamber keeps moving to region T2 and starts the extension step. One PCR thermal cycle is completed when the chamber re-enters region T1. The moving direction is again reversed as the chamber reaches the end of region T1. The result shows that the temperature of the sample can achieve the reaction temperature during the reaction time, and the temperature profiles are almost the same when
hc ranges from 2 up to 100 W/m
2K. Through these two cooling regions (golden regions in
Figure 7), the duration time is 2.86, 20, 20, and 20 s, respectively, for each cooling region (from left side to right side in
Figure 7). During these periods, the chamber is partially in the heating region and partially in the cooling region. Only when the chamber moves backward through the cooling region between region T2 and region T1, the temperature of the sample with the convective heat transfer coefficient equal to 100 W/m
2K is higher than the others (the oval shown in
Figure 7). It results from the large temperature difference between the chamber surface and the heater surface plus the high forced convective effect. The gaps between the heating blocks are exposed to temperatures of 350 K and 335 K which are higher than the ambient temperature (
i.e., 300K). So the ability of the air cooling effect is not great, and the difference among the effects of various convection coefficients on the central temperature of the chamber is not obvious. Even when cooling by the forced convective effect at the cooling regions, where
hc is greater than 20 W/m
2K, the stored energy inside the chamber transferred by ambient air is similar.
Figure 5.
The center temperature profiles of sample with various thermal contact conductance coefficients.
Figure 5.
The center temperature profiles of sample with various thermal contact conductance coefficients.
Figure 6.
The ramping rates of sample with various thermal contact conductance coefficients.
Figure 6.
The ramping rates of sample with various thermal contact conductance coefficients.
Figure 7.
The center temperature profiles of sample with various external convective heat transfer coefficients.
Figure 7.
The center temperature profiles of sample with various external convective heat transfer coefficients.
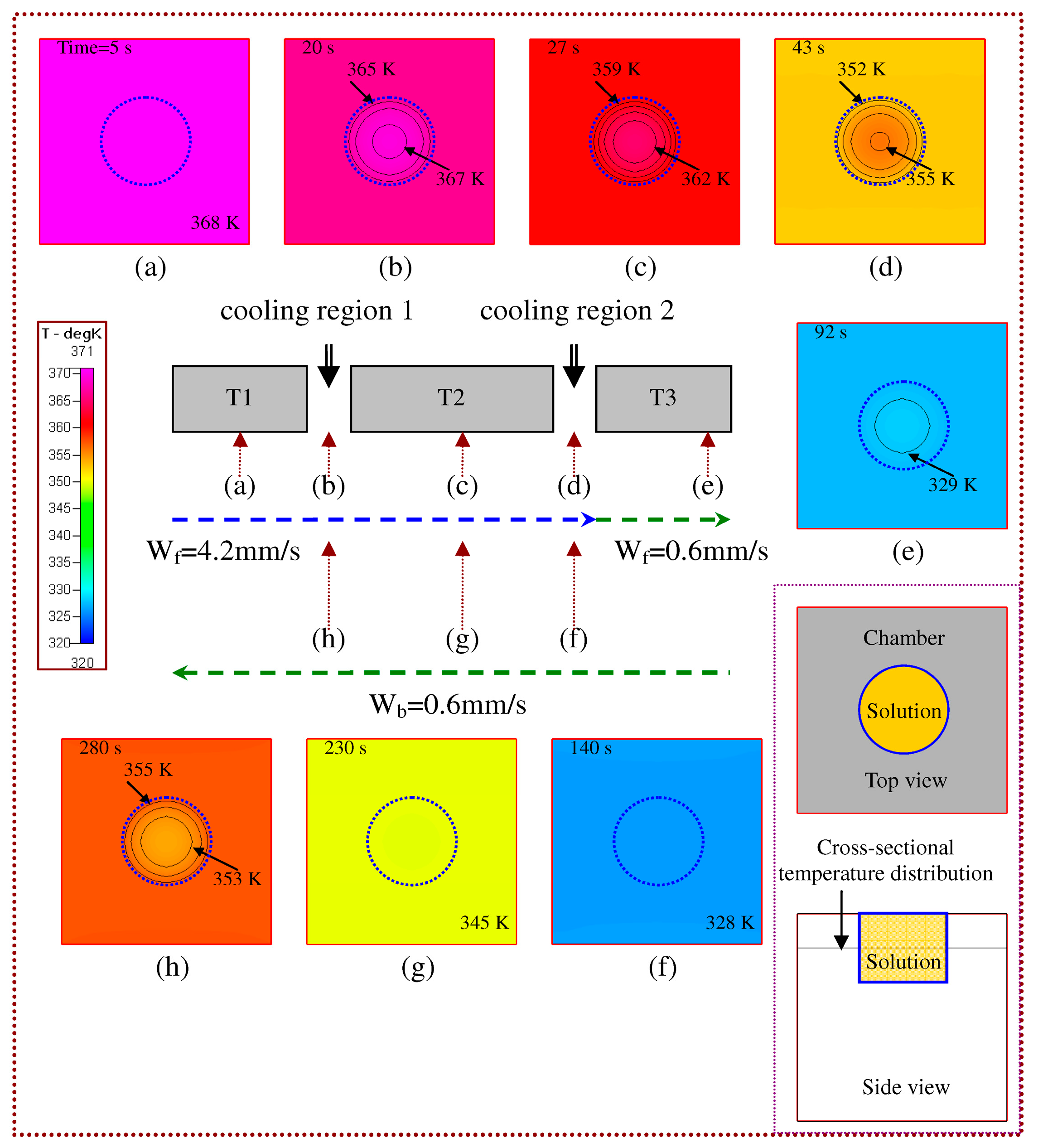
To further perform a comprehensive analysis of the thermal characteristics in the chamber, the cross-sectional temperature distributions are used. From the previous results in
Figure 7, it can be found that the influence of various convection coefficients on the central temperature of the chamber can be neglected. The temperature distributions on the cross section at a depth of 2 mm below the chamber surface (shown at the bottom of the right-hand side in
Figure 8) at the times of 5, 20, 27, 43, 92, 140, 230, and 280 s are illustrated from
Figure 8a–h) for
hc set at 6.5 W/m
2K. These pictures demonstrate the contour maps of the cross-sectional temperature distributions when the chamber is near the central locations of region T1, cooling region 1, region T2, cooling region 2, region T3, cooling region 2, region T2 and cooling region 1, respectively. Because the thermal diffusivity of the chamber is very large, the non-uniformity of the temperature distribution at the outer area is negligible. The speed of the chamber is increased to 4.2 mm/s after the chamber moves forward from region T1. When the chamber passes through region T1 between 0 and 11.43 s, the temperature distribution is uniform and almost equal to 368 K. The denaturation temperature in the chamber is shown in
Figure 8a. When the chamber enters the cooling region 1 between 11.43 and 20 s, the heat is transferred from the chamber to the ambient air and the chamber temperature is decreased. The non-uniform temperature distribution inside the solution can be observed (
Figure 8b). The solid line in
Figure 8b refers to the contours of constant temperature. The spacing between two adjacent contour lines is 1 K. During the period from 20 to 30 s, the chamber moves through region T2. The energy transferred from the chamber becomes large and the non-uniformity effect of the solution temperature is very clear (
Figure 8c). As the chamber passes over region 2, it slows down to a speed of 0.6 mm/s. When the chamber reaches at the end of region T3, the linear motor is reversed. The speed of the chamber is kept at 0.6 mm/s and the chamber proceeds backward to region T1. The temperature distributions in
Figure 8d,h show a little non-uniformity when the chamber moves forward through the following cooling regions respectively. Results shown in
Figure 8e,g present the uniform temperature distributions of the chamber and thus the annealing and the extension steps can be achieved. It is obvious that the uniform temperature inside the solution of the chamber can be obtained during the three PCR steps.
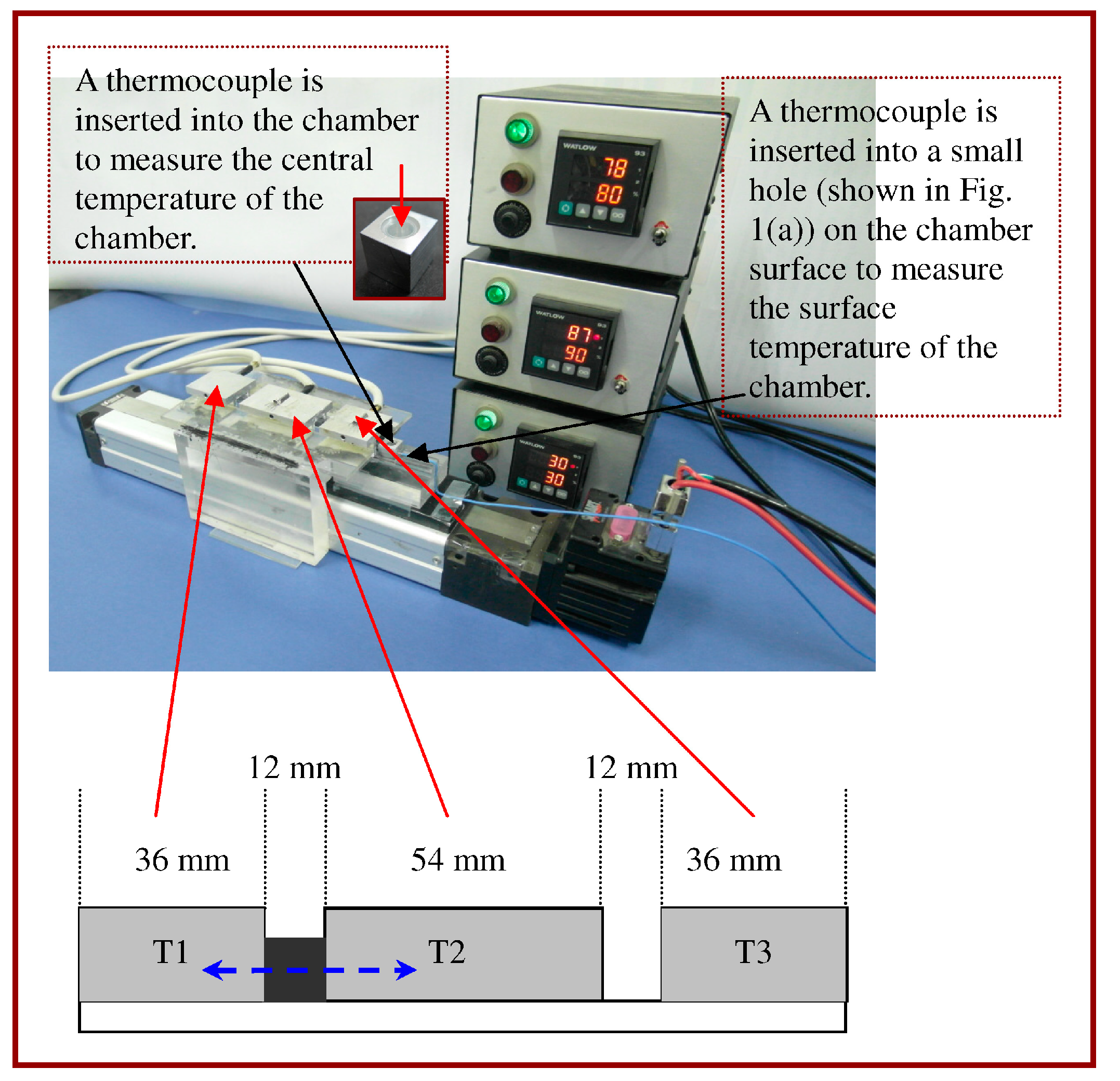
In our simulation, the region T1 is heated to 368 K, the region T2 is maintained at 328 K, and the region T3 is set at 345 K. It is not reasonable to assume that the ambient temperature is equal to 300 K (i.e., the ambient temperature) in the 12 mm gap which is sandwiched between two high temperature regions. The temperatures between two temperature regions at three points are measured. One of them is located at the central location of the cooling region. The distance between two neighboring measured points is 3 mm. Then the gaps between the heating blocks are exposed to the temperatures of 350 K and 335 K which are the average temperatures measured in the air gaps between region T1/region T2 and region T2/region T3, respectively. The temperature between the working regions is affected by the temperatures of the working regions, and the convection effect at the boundary surfaces is dominated by the temperature difference between the chamber temperature and the ambient temperature. To understand the natural convection on the chamber temperature, the effect of various ambient temperatures on the temperature in the reaction chamber is also investigated, but not shown. The ambient temperature can be changed from 300 to 350 K. In the cooling region, the sample temperature dips below the temperature of the working region. Then the temperature starts to rise as the chamber enters another working region. The sample temperature can achieve the reaction temperature during the reaction time for different ambient temperatures. However, the influence of various cooling temperatures on the sample temperature is negligible.
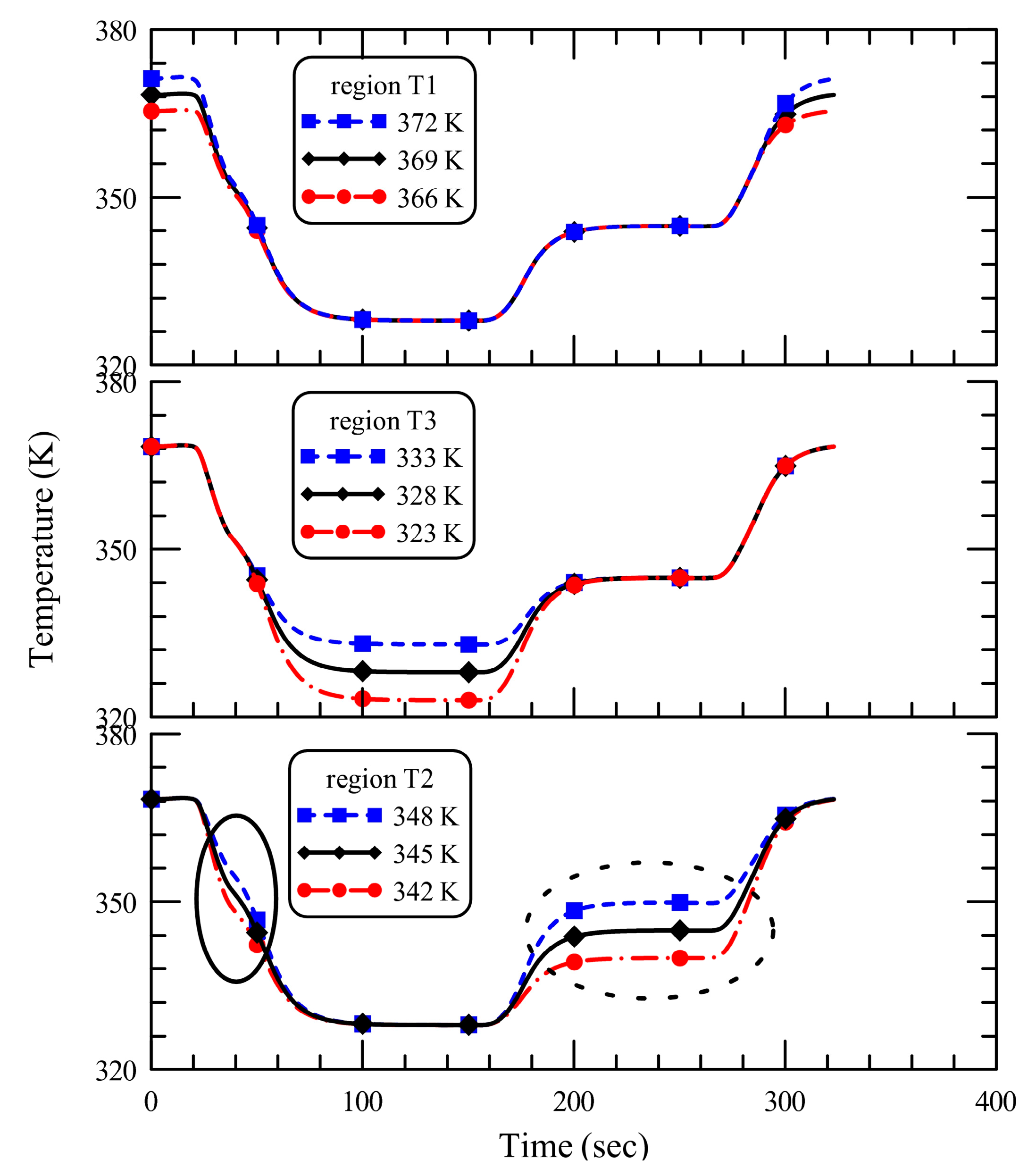
In the design of the CFPCR devices, thermal isolation is essential to realize the programmed heating temperature maintenance and reduce thermal interference between the different temperature heaters. The thermal interference effect means that a temperature change in one section is caused by heat generation in the other. Researchers have shown that insulation features, such as air gaps, are built into the PCR device to minimize heat transfer between heating regions and prevent thermal interference. The chamber temperature is changed as the PCR chamber oscillates along three isothermal regions. The influence of various temperatures of the three heating regions on the central temperature profiles of the sample is illustrated in
Figure 9. The three temperature regions are separated from each other by 12 mm air gaps. The sample temperatures during the annealing and the extension zones are almost the same even when the temperatures of region T1 are different (the top part of
Figure 9). This could be attributed to the proper thermal isolation between different temperature regions by air gaps. Similar results can be observed for different temperatures of region T3 (at the middle part of
Figure 9). It is difficult to tell the difference among the sample temperatures during the denaturation and the extension zones. During the thermal cycle, the chamber moves forward along the path from the beginning of region T1, passes by region T2, reaches the end of region T3, and then turns backward until it finally reaches the original position. We find that the sample temperature is influenced by the temperature of region T2 when the chamber moves back and forth between regions T1 and T3. From the results at the bottom part of
Figure 9, it is apparent that the sample temperature is unchanged during the denaturation and the annealing zones, and heavily influenced by the temperature of region T2 (marked by dashed line). Furthermore, the effects of various temperatures of region T2 on the profiles of the sample temperatures is also shown during the period from 20 to 52.86 s (marked by solid line). Since the duration time inside region T2 is short, this effect is insignificant due to the high forward speed of the chamber.
Figure 8.
The temperature distributions on the cross section at a depth of 2 mm below the chamber surface at the times of (a) 5, (b) 20, (c) 27, (d) 43, (e) 92, (f) 140, (g) 230, and (h) 280 s, respectively.
Figure 8.
The temperature distributions on the cross section at a depth of 2 mm below the chamber surface at the times of (a) 5, (b) 20, (c) 27, (d) 43, (e) 92, (f) 140, (g) 230, and (h) 280 s, respectively.
Figure 9.
The center temperature profiles of sample with (a) various temperatures of region T1, (b) various temperatures of region T2, and (c) various temperatures of region T3.
Figure 9.
The center temperature profiles of sample with (a) various temperatures of region T1, (b) various temperatures of region T2, and (c) various temperatures of region T3.
4.2. Experimental Study and DNA Amplification
From our previous study regarding the transient temperature profile of the reaction chamber in the bidirectional thermocycler [
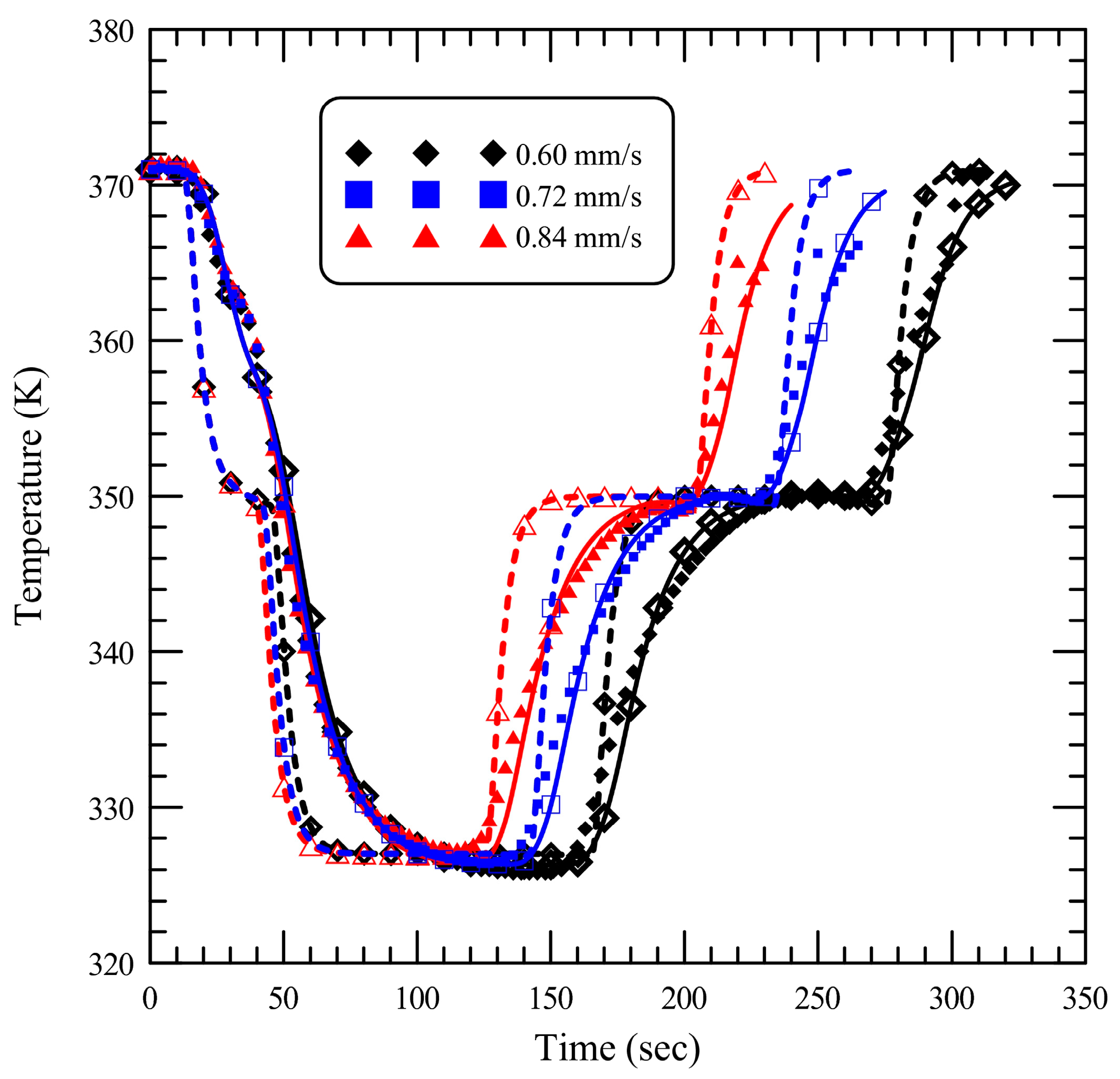
10], the temperature results in the central location of the sample by the numerical simulation and the experimental measurement showed some discrepancies. A temperature drop could be experienced at the interface between the heater surface and the chamber surface that are in contact. With the introduction of the thermal contact conductance coefficient into our theoretical studies,
Figure 10 shows simulation results of the cases at a forward speed equal to 4.2 mm/s from the beginning of the first heating region, then changed to 0.6, 0.72, and 0.84 mm/s at the beginning of the second cooling region, and finally a backward speed equal to 0.6, 0.72, and 0.84 mm/s, respectively. The simulation results are compared with experimental results measured at the center of the chamber. The chamber moves through the three working regions at temperatures of 371, 351 and 326 K. The heat transfer coefficient for natural convection,
hc, is set to be 6.5 W/m
2K, and the thermal contact conductance coefficient for aluminum/aluminum with air,
hr, is about 700 W/m
2K [
23,
24]. Furthermore, the temperature profiles of the central solution with the perfect contact between the heater and chamber surfaces are also demonstrated. Although the contact resistance between the chamber and the aluminum block and the convective heat transfer coefficient during the cooling regions are still unpredictable, the temperature by numerical simulation shows a very good similarity to the measured data at three moving speeds. So to take thermal contact resistance into consideration in the thermal simulation of the bidirectional reactor system is recommended to obtain a reasonable temperature profile during the thermal cycling process. By including the thermal contact resistance, which is empirical by the experimental fitting into the numerical analysis, the simulated temperature distributions during thermal cycles can be utilized to predict the thermal performance of the PCR device in reality and, furthermore, provide the suitable operation parameters of the device during PCR qualitatively.
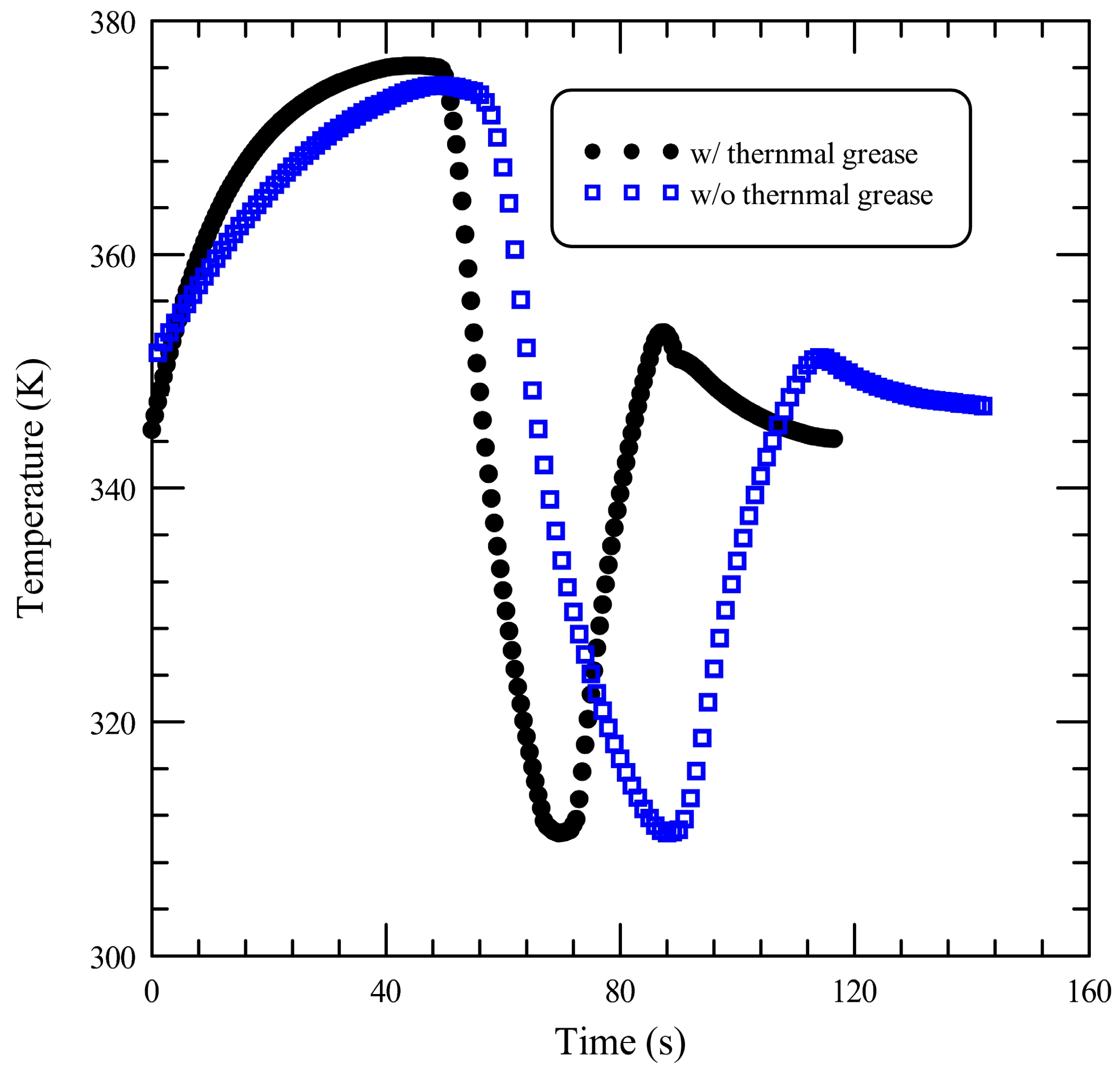
Due to the imperfectly flat surfaces of the chamber and the heater block, some thermal grease is applied between these contacting components to increases heat conduction. The comparison between the central temperatures of the solution with and without thermal grease on the contacting surfaces is depicted in
Figure 11. By applying the thermal grease between the contact surfaces, the thermal resistance effect will be reduced. It can be seen that the ramping rate (the slope of the temperature profiles) is larger for the case with thermal grease than that without thermal grease. By keeping the chamber temperature deviated with a variation of less than 2 K and the duration time at each step more than 10 s, the chamber moves along the path at a forward speed equal to 3.3 or 2.8 mm/s from the beginning of the first heating region, then changed to 1.1 or 0.9 mm/s at the beginning of the second cooling region, and finally a backward speed equal to 1.1 or 0.9 mm/s with or without thermal grease on the contacting surfaces, respectively. It is found that the thermal contact effect between the chamber surface and the heater surface is improved, and the required reaction time is dramatically reduced by 20%.
Figure 10.
Comparison of experimental results and numerical temperature profile at a forward speed of chamber equal to 4.2 mm/s from the beginning of the first heating region, then changed to 0.6, 0.72, and 0.84 mm/s at the beginning of the second cooling region, and finally a backward speed equal to 0.6, 0.72, and 0.84 mm/s, respectively. Diamond-shaped marks (◊), square-shaped marks (□), triangular marks (Δ) denote the results at the speed of 0.6, 0.72 and 0.84 mm/s, respectively. The marks filled with color are the experimental results. The marks without background color are the numerical results. Solid lines represent the results with hr of 700 W/m2K. Dashed lines represent the results with perfect contact between two surfaces.
Figure 10.
Comparison of experimental results and numerical temperature profile at a forward speed of chamber equal to 4.2 mm/s from the beginning of the first heating region, then changed to 0.6, 0.72, and 0.84 mm/s at the beginning of the second cooling region, and finally a backward speed equal to 0.6, 0.72, and 0.84 mm/s, respectively. Diamond-shaped marks (◊), square-shaped marks (□), triangular marks (Δ) denote the results at the speed of 0.6, 0.72 and 0.84 mm/s, respectively. The marks filled with color are the experimental results. The marks without background color are the numerical results. Solid lines represent the results with hr of 700 W/m2K. Dashed lines represent the results with perfect contact between two surfaces.
Figure 11.
Comparison of the center temperature profiles of sample with and without thermal grease on the contacting surfaces.
Figure 11.
Comparison of the center temperature profiles of sample with and without thermal grease on the contacting surfaces.
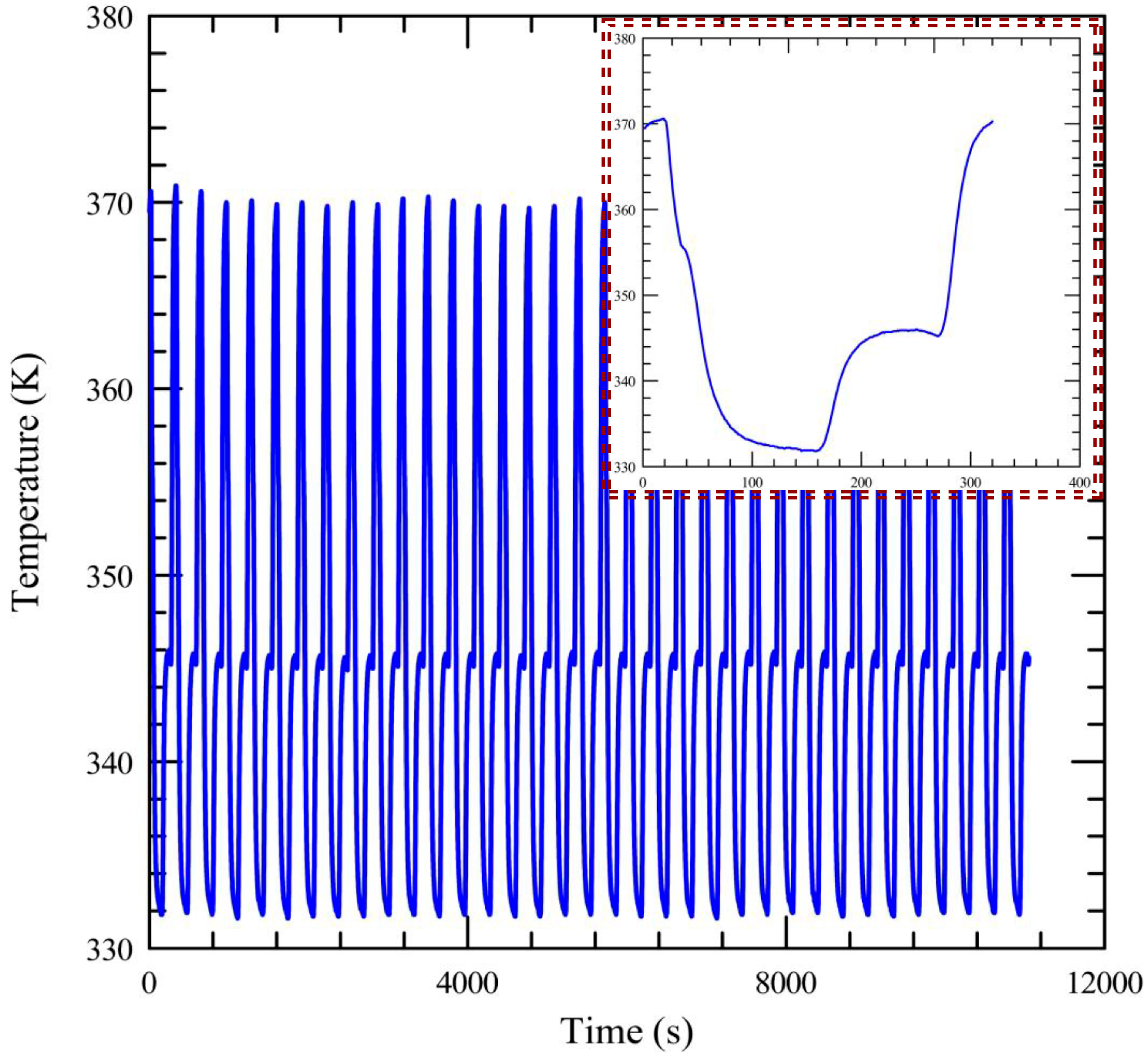
The stability of the bidirectional thermocycler is examined and demonstrated in
Figure 12. The small picture illustrated at the top right side of
Figure 12 is the temperature profile of the fifth cycle at the center of the sample during the whole thermal cycling process. The chamber moves through three sequential isothermal (371, 351 and 326 K) zones. The chamber is loaded with water covered by some mineral oil. The thermal cycling profile of the central location of the sample is monitored by the thermocouple inserted into the chamber near the center of the sample. The maximum heating and cooling rates during this thermal cycle are 0.878 and 1.037 K/s, respectively. The standard deviations of the temperatures at 34 cycles of measurements are within 0.4 K, and the temperature deviation in the sample during the three working regions is measured to be less than 2 K. It demonstrates that the temperature curve of the sample at the first cycle is similar to that at the last cycle, and the stability of this bidirectional thermal cycler chamber is then confirmed. The surface temperature of the chamber is also measured on the surface of the chamber in the
z-direction, and compared with the center temperature of the chamber. When the PCR is proceeding, it is not recommended to insert the thermocouple into the chamber and thus the measurement of the surface temperature can be used to be the reference information.
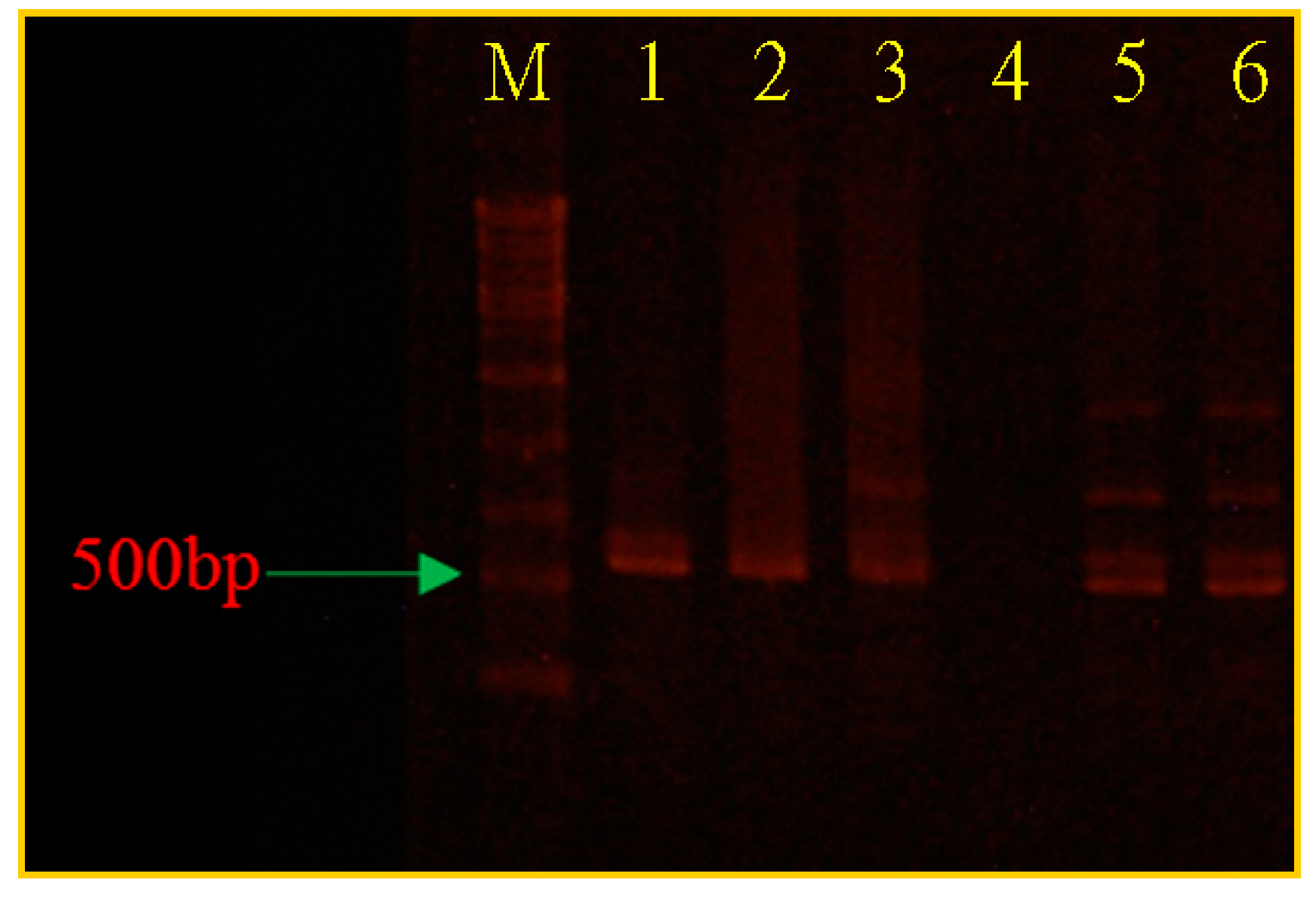
During the thermal cycling process, the chamber moves along the path at a forward speed equal to 4.2 mm/s from the beginning of the first heating region, then the speed is changed to 0.6 mm/s at the beginning of the second cooling region. Finally, the backward speed is equal to 0.6 mm/s. The performance of PCR amplification and the results of electrophoresis of PCR products are shown in
Figure 13. PCR for a positive control is performed in a commercial machine using the same PCR mixture (lane 1 in
Figure 13). A mixture containing all the reagents in the PCR mixture but the DNA template for a negative control is injected into the chamber and collected after the total thermal cycles for analysis (lane 4 in
Figure 13). From this gel electrophoresis analysis, the amplification products are successfully amplified in our device (lanes 2, 3, 5 and 6 in
Figure 13) and the conventional thermal cycler. The 591-bp, PCR product is observed. Thus, the bidirectional thermocycler performs the PCR amplification successfully. The amounts of amplification products of three different input
Taq polymerases (0.1 μL and 0.5 μL) are studied and presented in
Figure 13 (lanes 1 and 2, respectively). The concentration of the PCR product is enhanced as the amount of the input
Taq polymerase is increased.
Figure 13 also shows the results from gel electrophoresis of PCR products obtained at the input
Taq polymerase of 2.5 μL and the moving speed of 0.6 mm/s and 0.72 mm/s (lanes 5 and 6) by keeping the forward speed at a value of 4.2 mm/s, respectively. The results clearly show that the amounts of the PCR product are almost the same even as the moving speed increases. Despite the increase in moving speed and the reduction in residence time for the PCR process, the fluorescence intensities are not decreased. It represents the fast thermal cycling ability of our bidirectional thermocycler. However, there exist some non specific bands in
Figure 13 (e.g., lanes 5 and 6). The reason for non-specific bands in our PCR results may be from a possible contamination. In the bidirectional thermocycler the PCR chamber is made of aluminum. The PCR tube without a cone is inserted into the chamber and contacted with the chamber tightly. The bottom of the reaction chamber is covered with a small volume of mineral oil. Then the PCR solution can be isolated from the wall of the reaction chamber. Because the metal materials might poison the
Taq polymerase, the contamination might be occurred if the bottom of the reaction chamber is not totally covered with the mineral oil.
Figure 12.
The repeatability and the stability performances of the bidorectional thermocycler.
Figure 12.
The repeatability and the stability performances of the bidorectional thermocycler.
Figure 13.
Agarose gel electrophoresis of the polymerase chain reaction (PCR) yield. Lane M: size marker; lane 1: positive control; lane 2: 0.1 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 3: 0.5 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 4: negative control; lane 5: 2.5 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 6: 2.5 μL of input Taq polymerase, 0.72 mm/s of moving speed.
Figure 13.
Agarose gel electrophoresis of the polymerase chain reaction (PCR) yield. Lane M: size marker; lane 1: positive control; lane 2: 0.1 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 3: 0.5 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 4: negative control; lane 5: 2.5 μL of input Taq polymerase, 0.6 mm/s of moving speed; lane 6: 2.5 μL of input Taq polymerase, 0.72 mm/s of moving speed.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












