
Solvent-Free Patterning of Colloidal Quantum Dot Films Utilizing Shape Memory Polymers

 , and
, and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of CdSe/CdS Core/Shell Quantum Dots
2.2. Preparation of Si–ODTS–QD Substrate
2.3. Preparation of the Shape Memory Polymer (SMP) Stamp
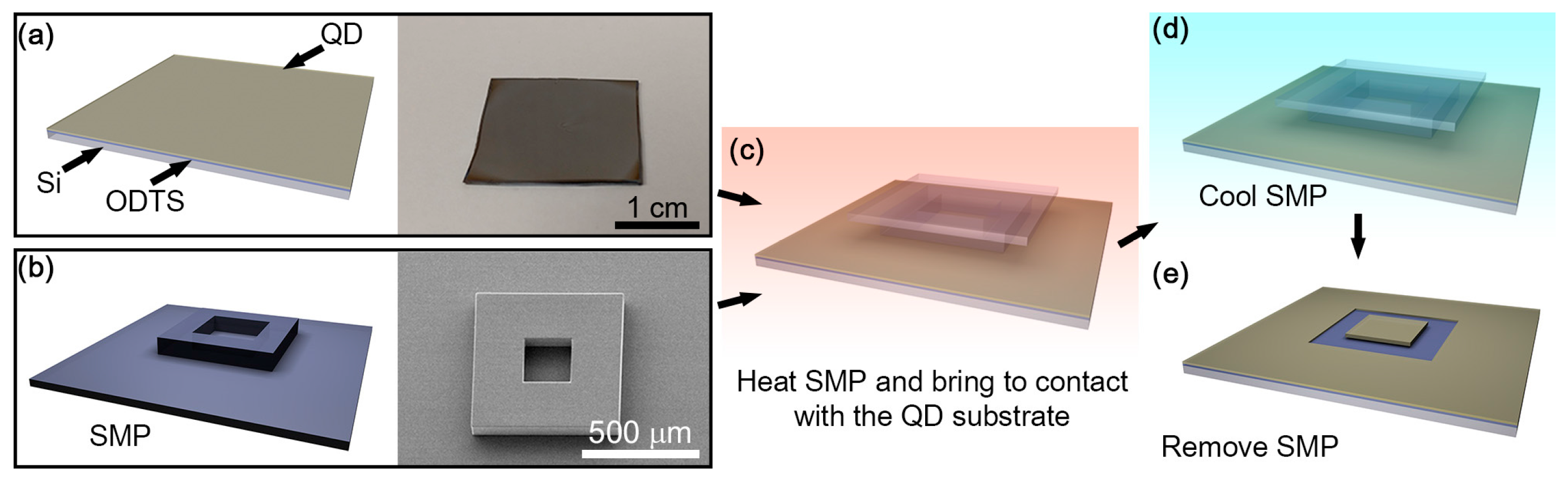
2.4. Patterning Procedure
2.5. Characterization
3. Results and Discussion
3.1. Optical and SEM Images of Patterned QD Films under Different Process Conditions
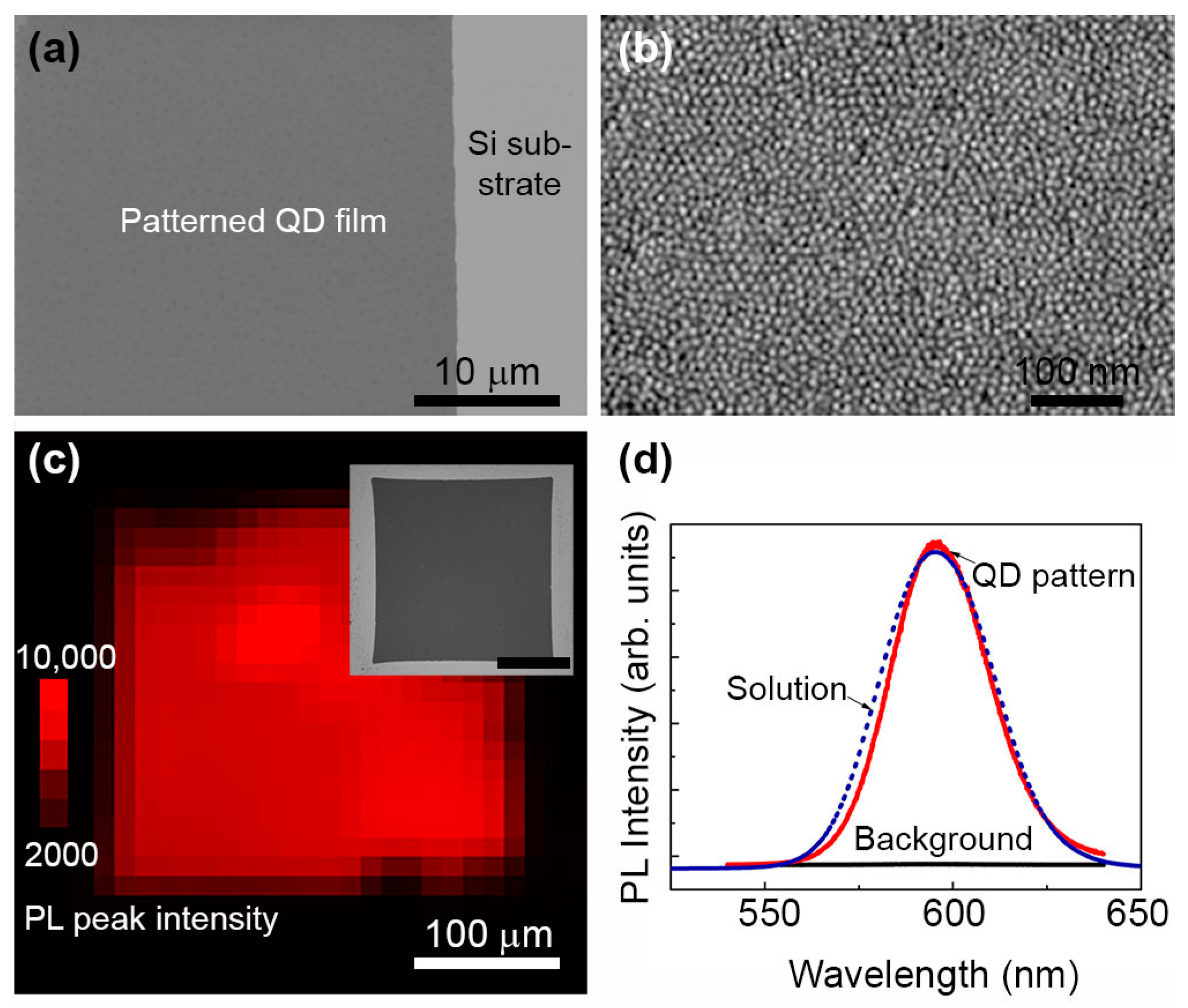
3.2. Characterization of Patterned QD Films
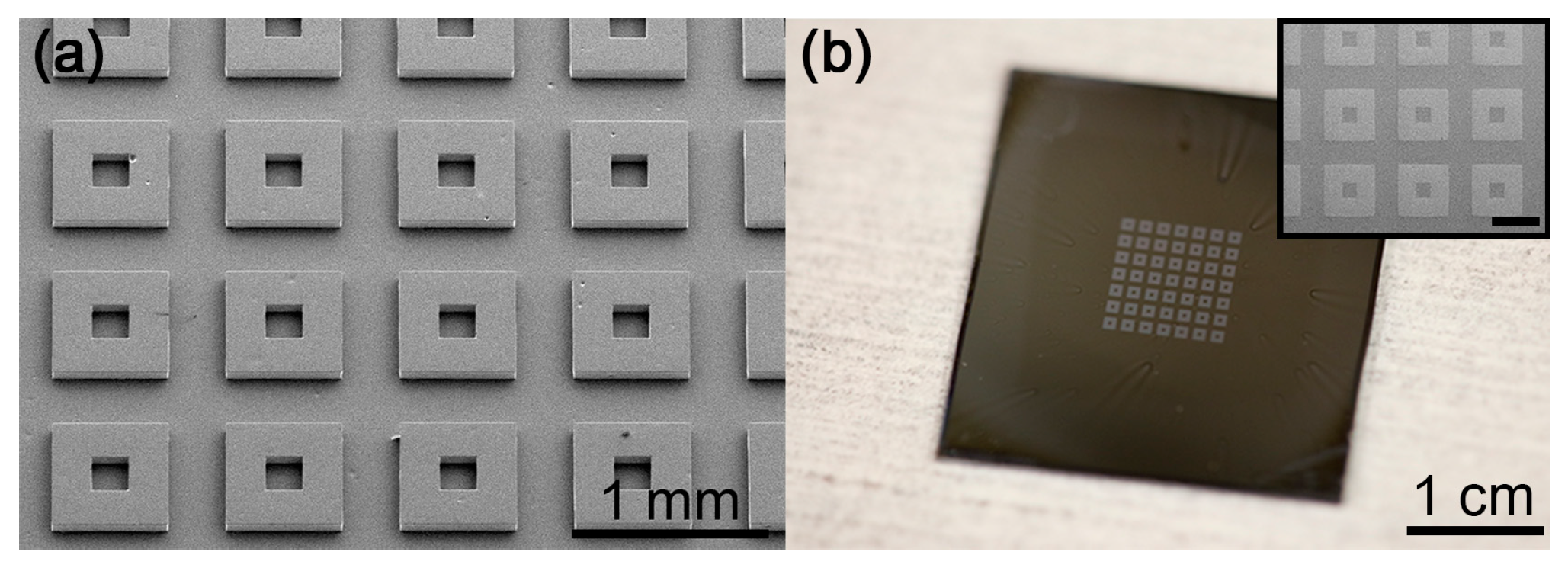
3.3. Large Scale Patterning of QD Films
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yin, Y.; Alivisatos, A.P. Colloidal nanocrystal synthesis and the organic–inorganic interface. Nature 2005, 437, 664–670. [Google Scholar] [CrossRef] [PubMed]
- Shirasaki, Y.; Supran, G.J.; Bawendi, M.G.; Bulović, V. Emergence of colloidal quantum-dot light-emitting technologies. Nat. Photonics 2013, 7, 13–23. [Google Scholar] [CrossRef]
- Cozzoli, P.D.; Pellegrino, T.; Manna, L. Synthesis, properties and perspectives of hybrid nanocrystal structures. Chem. Soc. Rev. 2006, 35, 1195–1208. [Google Scholar] [CrossRef] [PubMed]
- Oh, N.; Nam, S.; Zhai, Y.; Deshpande, K.; Trefonas, P.; Shim, M. Double-heterojunction nanorods. Nat. Commun. 2014, 5, 3642. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.; Brockett, A.; Ma, Y.; Razali, A.; Zhao, J.; Harrison, C.; Pan, W.; Dai, X.; Loziak, D. Micro-manufacturing: Research, technology outcomes and development issues. Int. J. Adv. Manuf. Technol. 2010, 47, 821–837. [Google Scholar] [CrossRef] [Green Version]
- Shulga, A.G.; Piveteau, L.; Bisri, S.Z.; Kovalenko, M.V.; Loi, M.A. Double gate PbS quantum dot field-effect transistors for tunable electrical characteristics. Adv. Electron. Mater. 2016, 2. [Google Scholar] [CrossRef]
- Kagan, C.R.; Lifshitz, E.; Sargent, E.H.; Talapin, D.V. Building devices from colloidal quantum dots. Science 2016, 353. [Google Scholar] [CrossRef] [PubMed]
- Hetsch, F.; Zhao, N.; Kershaw, S.V.; Rogach, A.L. Quantum dot field effect transistors. Mater. Today 2013, 16, 312–325. [Google Scholar] [CrossRef]
- Caruge, J.M.; Halpert, J.E.; Wood, V.; Bulović, V.; Bawendi, M.G. Colloidal quantum-dot light-emitting diodes with metal-oxide charge transport layers. Nat. Photonics 2008, 2, 247–250. [Google Scholar] [CrossRef]
- Qian, L.; Zheng, Y.; Xue, J.; Holloway, P.H. Stable and efficient quantum-dot light-emitting diodes based on solution-processed multilayer structures. Nat. Photonics 2011, 5, 543–548. [Google Scholar] [CrossRef]
- Nam, S.; Oh, N.; Zhai, Y.; Shim, M. High efficiency and optical anisotropy in double-heterojunction nanorod light-emitting diodes. ACS Nano 2015, 9, 878–885. [Google Scholar] [CrossRef] [PubMed]
- Nozik, A.J. Quantum dot solar cells. Phys. E Low-Dimens. Syst. Nanostruct. 2002, 14, 115–120. [Google Scholar] [CrossRef]
- Wu, J.; Wang, Z.M. Quantum Dot Solar Cells; Springer: New York, NY, USA, 2014. [Google Scholar]
- Kamat, P.V. Quantum dot solar cells. Semiconductor nanocrystals as light harvesters. J. Phys. Chem. C 2008, 112, 18737–18753. [Google Scholar] [CrossRef]
- Lee, S.; Flanagan, J.C.; Kang, J.; Kim, J.; Shim, M.; Park, B. Integration of CdSe/CdSexTe1−x type-II heterojunction nanorods into hierarchically porous TiO2 electrode for efficient solar energy conversion. Sci. Rep. 2015, 5, 17472. [Google Scholar] [CrossRef] [PubMed]
- Talapin, D.V.; Murray, C.B. PbSe nanocrystal solids for n-and p-channel thin film field-effect transistors. Science 2005, 310, 86–89. [Google Scholar] [CrossRef] [PubMed]
- Biswas, S.; Brinkmann, F.; Hirtz, M.; Fuchs, H. Patterning of quantum dots by dip-pen and polymer pen nanolithography. Nanofabrication 2015, 2, 19–26. [Google Scholar] [CrossRef]
- Wang, Y.; Zahng, Y.; Li, B.; Hu, J.L. Capturing and depositing one nanoobject at a time: Single particle dip-pen nanolithography. Appl. Phys. Lett. 2007, 90, 133102. [Google Scholar] [CrossRef]
- Roy, D.; Munz, M.; Colombi, P.; Bhattacharyya, S.; Salvetat, J.-P.; Cumpson, P.J.; Saboungi, M.-L. Directly writing with nanoparticles at the nanoscale using dip-pen nanolithography. Appl. Surf. Sci. 2007, 254, 1394–1398. [Google Scholar] [CrossRef]
- Lee, S.; Yoon, D.; Choi, D.; Kim, T.H. Mechanical characterizations of high-quality quantum dot arrays via transfer printing. Nanotechnology 2012, 24, 025702. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.H.; Cho, K.S.; Lee, E.K.; Lee, S.J.; Chae, J.; Kim, J.W.; Kim, D.H.; Kwon, J.Y.; Amaratunga, G.; Lee, S.Y.; et al. Full-colour quantum dot displays fabricated by transfer printing. Nat. Photonics 2011, 5, 176–182. [Google Scholar] [CrossRef]
- Kim, T.H.; Chung, D.Y.; Ku, J.; Song, I.; Sul, S.; Kim, D.H.; Cho, K.S.; Choi, B.L.; Kim, J.M.; Hwang, S.; et al. Heterogeneous stacking of nanodot monolayers by dry pick-and-place transfer and its applications in quantum dot light-emitting diodes. Nat. Commun. 2013, 4, 2637. [Google Scholar] [CrossRef] [PubMed]
- Choi, M.K.; Yang, J.; Kang, K.; Kim, D.C.; Choi, C.; Park, C.; Kim, S.J.; Chae, S.I.; Kim, T.H.; Kim, J.H.; et al. Wearable red-green-blue quantum dot light-emitting diode array using high-resolution intaglio transfer printing. Nat. Commun. 2015, 6, 7149. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Qi, H.J.; Xie, T. Recent progress in shape memory polymer: New behavior, enabling materials, and mechanistic understanding. Prog. Polym. Sci. 2015, 49, 79–120. [Google Scholar] [CrossRef]
- Eisenhaure, J.D.; Xie, T.; Varghese, S.; Kim, S. Microstructured shape memory polymer surfaces with reversible dry adhesion. ACS Appl. Mater. Interfaces 2013, 5, 7714–7717. [Google Scholar] [CrossRef] [PubMed]
- Eisenhaure, J.D.; Rhee, S.I.; Ala’a, M.; Carlson, A.; Ferreira, P.M.; Kim, S. The use of shape memory polymers for microassembly by transfer printing. J. Microelectromech. Syst. 2014, 23, 1012–1014. [Google Scholar] [CrossRef]
- Kwak, J.; Bae, W.K.; Lee, D.; Park, I.; Lim, J.; Park, M.; Cho, H.; Woo, H.; Yoon, D.Y.; Char, K.; et al. Bright and efficient full-color colloidal quantum dot light-emitting diodes using an inverted device structure. Nano Lett. 2012, 12, 2362–2366. [Google Scholar] [CrossRef] [PubMed]
- Xie, T.; Rousseau, I.A. Facile tailoring of thermal transition temperatures of epoxy shape memory polymers. Polymer 2009, 50, 1852–1856. [Google Scholar] [CrossRef]
- Eisenhaure, J.D.; Rhee, S.I.; Ala’a, M.; Carlson, A.; Ferreira, P.M.; Kim, S. The use of shape memory polymers for MEMS assembly. J. Microelectromech. Syst. 2016, 25, 69–77. [Google Scholar] [CrossRef]
- Huang, Y.Y.; Zhou, W.; Hsia, K.J.; Menard, E.; Park, J.U.; Rogers, J.A.; Alleyne, A.G. Stamp collapse in soft lithography. Langmuir 2005, 21, 8058–8068. [Google Scholar] [CrossRef] [PubMed]




© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keum, H.; Jiang, Y.; Park, J.K.; Flanagan, J.C.; Shim, M.; Kim, S. Solvent-Free Patterning of Colloidal Quantum Dot Films Utilizing Shape Memory Polymers. Micromachines 2017, 8, 18. https://doi.org/10.3390/mi8010018
Keum H, Jiang Y, Park JK, Flanagan JC, Shim M, Kim S. Solvent-Free Patterning of Colloidal Quantum Dot Films Utilizing Shape Memory Polymers. Micromachines. 2017; 8(1):18. https://doi.org/10.3390/mi8010018
Chicago/Turabian StyleKeum, Hohyun, Yiran Jiang, Jun Kyu Park, Joseph C. Flanagan, Moonsub Shim, and Seok Kim. 2017. "Solvent-Free Patterning of Colloidal Quantum Dot Films Utilizing Shape Memory Polymers" Micromachines 8, no. 1: 18. https://doi.org/10.3390/mi8010018
APA StyleKeum, H., Jiang, Y., Park, J. K., Flanagan, J. C., Shim, M., & Kim, S. (2017). Solvent-Free Patterning of Colloidal Quantum Dot Films Utilizing Shape Memory Polymers. Micromachines, 8(1), 18. https://doi.org/10.3390/mi8010018