1. Introduction
The current trends in manufacturing technology often deal with the miniaturization of products and components and, consequently, the need for products containing micro-features has shown a noticeable and continuous growth in many fields of application. At the same time, materials with distinctive physical and mechanical properties, such as tungsten carbide and its composites, titanium based alloys, nickel based alloys, tool steels and other super alloys, have been developed to meet the needs of extreme applications. In general, these materials have high performing properties in terms of hardness, toughness, low heat sensitivity, high fatigue and corrosion resistance with respect to other more common materials, even though they are often more difficult to be machined. Among the difficult-to-cut materials, tungsten carbide (WC) is an extremely hard material widely used in manufacturing because of its superior wear and corrosion resistance. Nowadays, WC and its composite (WC–Co) are of great interest in the production of cutting tools, dies and other special tools and components [
1]. Therefore, significant research has been carried out for machining this material using both conventional and non-conventional machining processes. Even if it is possible to machine this material with some conventional methods, the high accuracy required in machining complex shapes cannot be achieved. Attempts have been made to machine this material with turning, indicating limited success when employing boron nitride tools with a cutting speed of 20–30 m/min, a feed rate of 0.2–0.25 mm/rev and a cutting depth of 0.1–0.5 mm [
2]. Moreover, high-speed milling was found to be difficult to apply in machining cemented carbide due to the material’s extreme hardness and strength. In addition, finishing operations might become necessary to remove cracks and to produce a good surface quality when this machining method is used [
2,
3].
In contrast, non-conventional technologies have proven to be particularly suitable, not only to overcome the problems related to very hard materials, but also for applications where dimensional accuracy and complex geometries are primary requirements. Among such non-conventional methods, electro-discharge machining (EDM) is a technique widely used in industry for high-precision machining of all types of conductive materials such as: metals, metallic alloys, graphite and even some ceramic materials, of whatsoever hardness. In particular, EDM is one of the most performing methods capable of machining WC–Co composites [
2,
3,
4]. Moreover, it is considered one of the most important technologies in micro-drilling because of its effectiveness in achieving very small and very high aspect ratio burr-free micro-holes. The need for products containing micro-holes has shown a remarkable growth [
5,
6], since they are widely used for the production of several industrial components such as medical and optical devices, turbine blades cooling channels and diesel fuel injection nozzles.
Complex electrothermal phenomena, surface irregularities, interaction between successive discharges and the presence of debris make the micro-EDM process complex; for this reason, a complete and accurate physical modelling of the process is very difficult to be developed. To achieve the best machining performances and to increase the production while reducing the machining time, the correct selection of the process parameters is required. Usually, the process parameters are fixed based on experience or on handbook values, but this approach does not ensure that the chosen process parameters accomplish optimal or near-optimal machining performances. In some cases, the Taguchi method and similar techniques have been applied to carry out parametric design, even though they are limited to the optimization of only one response at a time; as such, in case of multiple responses these methods do not work [
7,
8]. Therefore, a multiple response optimization method is necessary to obtain the best parametric combination for the micro-EDM process [
9].
The most used models are based on natural rules. For example, in the Genetic Algorithm (GA), the genetic laws are turned into a mathematical model used to optimize the tool, while in the Artificial Neural Network (ANN), the study of neurons and their functionality is involved. In the same way, in the Ant Colony Optimization (ACO) and in the Artificial Bee Colony (ABC) algorithms, the social behavior of ants and bees are imitated. Similarly, the Biogeography-Based Optimization (BBO) algorithm considers the mathematics of biological distribution of different species to work out complex optimization problems [
10].
Somashekhar et al. [
11] used an ANN algorithm for analyzing the material removal rate to establish the parameter optimization model and, at the same time, they used the GA algorithm to determine the optimal process parameters. Panda [
12] simulated an ANN to characterized surface roughness, material removal rate and microhardness values of machined surface with respect to current and pulse duration. Assarzadeh et al. [
13] presented an integrated network-based approach for the prediction and optimal selection of machining parameters in die-sinking EDM. Peak current, pulse on time and voltage were selected as the network inputs, while material removal rate and surface roughness were the output parameters of the model. Chiang [
14] developed a response surface method based on mathematical models to investigate the influences of discharge current, pulse on time, duty factor and voltage on material removal rate, tool wear ratio and surface roughness in the EDM. In the same way, Çaydaş et al. [
15] considered pulse on time and peak current as the most significant parameters of the die-sinking EDM process and developed a model for electrode wear. Mukherjee et al. [
16] applied a BBO algorithm to determine the optimal combination of several machining parameters for improved EDM process performances. They took into account the mathematical models of various responses, such as material removal rate, tool wear ratio and surface roughness, seeking the optimal solution. When this algorithm is applied to optimize the responses, it calculates the optimal values of EDM process parameters that will carry out the best results. Comparative analyses to other optimization algorithms (GA, ACO, ABC) show that the BBO algorithm gives the best results.
Despite the great developments in EDM technology, there has been limited research activity concerning the economic aspects of the process. For example, in the literature, a model for predicting the manufacturing cost of micro-EDM process was developed in Reference [
17] and a comparative analysis of different mathematical methods is made in Reference [
18], but, in both these works, there is not a correlation between the optimization of the process performances and the production cost.
The present paper aims to evaluate the influence of variable process parameters on process performance for the production of micro-holes on tungsten carbide plates. Peak current, open circuit voltage and discharges frequency are varied to achieve low and high limits to identify the technology window suitable for the specific combination between workpiece and electrode materials. Moreover, a cost index model was proposed for the optimization of the process performance.
2. Experimental Procedure
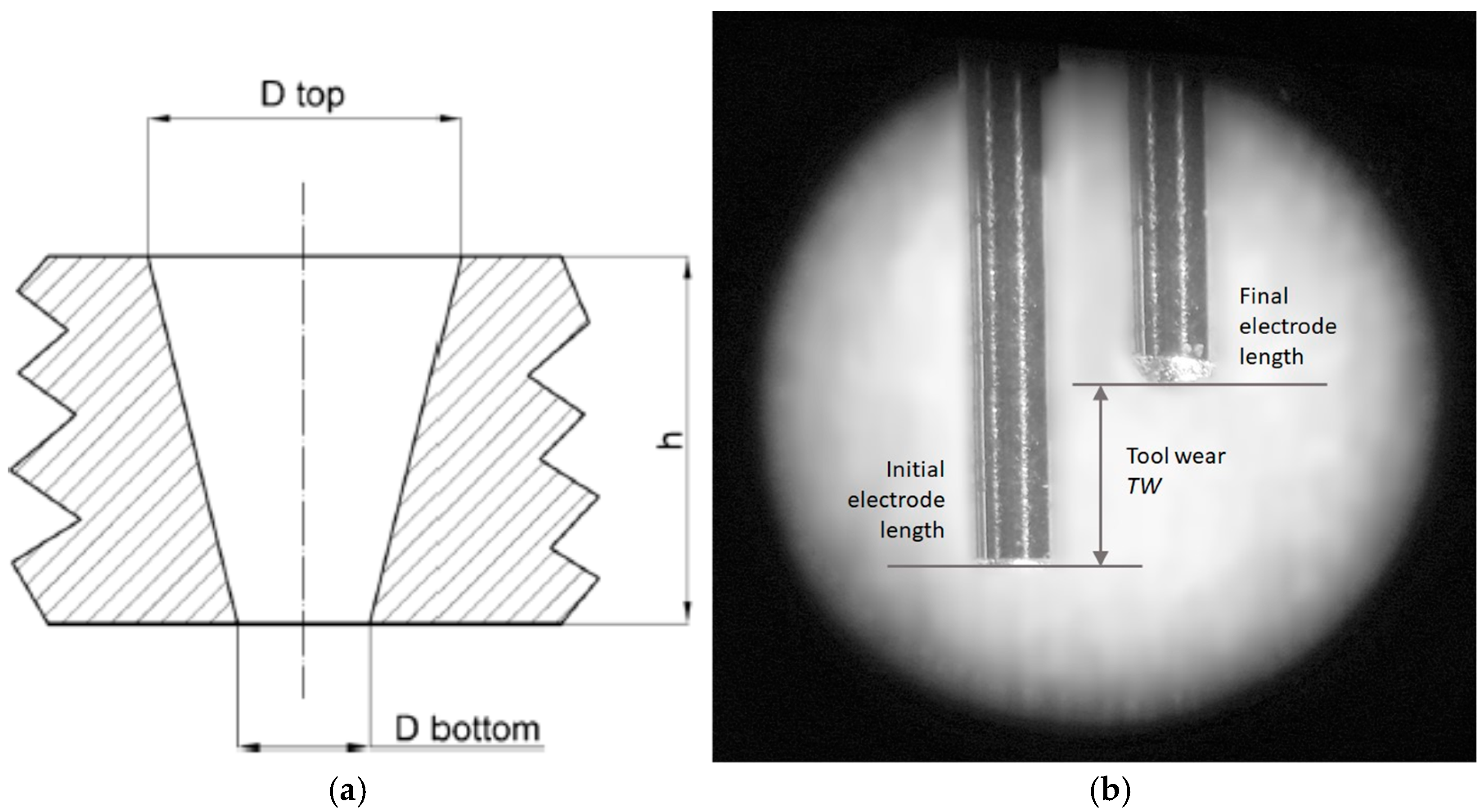
Experimental tests based on the execution of through micro-holes were carried out using a micro-EDM machine Sarix SX-200 (Sarix SA, Sant’Antonino, Switzerland). Tungsten carbide plates with thickness equal to 3 mm were used as workpiece materials. The experimental campaign was carried out by varying several process parameters, namely peak current (I), voltage (V), and frequency (F). Tubular electrodes made of tungsten carbide and brass, with an outer diameter equal to 0.3 mm and an inner diameter equal to 0.12 mm, were used. Hydrocarbon oil was used as a dielectric and an internal electrode washing pressure equal to 30 bar was set for all the experiments.
For each tool material type, the combination of the process parameters and the experimental sequence were defined based on a Central Composite Design—CCD (Factors: 3, Base runs: 20, Base blocks: 1, Replicates: 5, Total runs: 100, Total blocks: 1).
Based on this approach, 15 combinations of process parameters were defined (
Table 1).
Preliminary experimental tests were performed for the identification of a suitable technology window, in terms of minimum and maximum values of peak current, voltage, and frequency, for each combination of workpiece–electrode materials.
The fixed parameters and the ranges of the variable parameters differ for the two electrode materials; this solution was used for testing suitable technology windows (in other words, ranges of suitable process parameters) for both materials. The execution order of the experiments was randomized to avoid possible systematic errors. The fixed process parameters used for the tests are reported in
Table 2. At the end of each hole drilling operation, the electrode tip was cut using the wire EDM unit to restore a standard initial condition.
It is important to remark that in the Sarix EDM machine, some process parameters are expressed as indexes. In particular, the instantaneous values cannot be set, because the machine presents an autoregulating system. In particular, peak current is an index defining the maximum current that the pulse can reach. This index must be set up respecting the required roughness for the part to be machined and to avoid the burns and coarse melting that would be inevitable with pulses of uncontrolled current. The peak current parameter regulates the maximum amplitude of the long pulses and of the high-power pulses. A similar consideration can be made for gap; in this case, the value is proportional to the distance between the electrode and the workpiece. The higher the gap index, the higher then actual distance between the two elements. Furthermore, the regulation index represents a certain regulation management algorithm for the setting of the electrode movement. Finally, the energy level is an index that establishes the shape of the pulse.
4. Analysis of the Results
The response surface analysis was applied to the experimental results.
Figure 2 reports the
p-values derived from analysis of variance (ANOVA), calculated using Minitab software, for
MRR and
TWR for both the combinations of workpiece-electrode materials. The parameters are considered to influence the process when the
p-value is less than 2.5%, since a confidence interval of 97.5% was used.
As a general remark, all the performance indexes resulted to be influenced by peak current and voltage. In some cases, the second order parameters and some interactions also showed a negligible effect. The residuals, in all cases, were demonstrated to be normally distributed and randomly scattered with an average value near to zero.
Figure 2 shows the residual plots of
MRR and
TWR obtained using a tungsten carbide electrode (a) and a brass electrode (b).
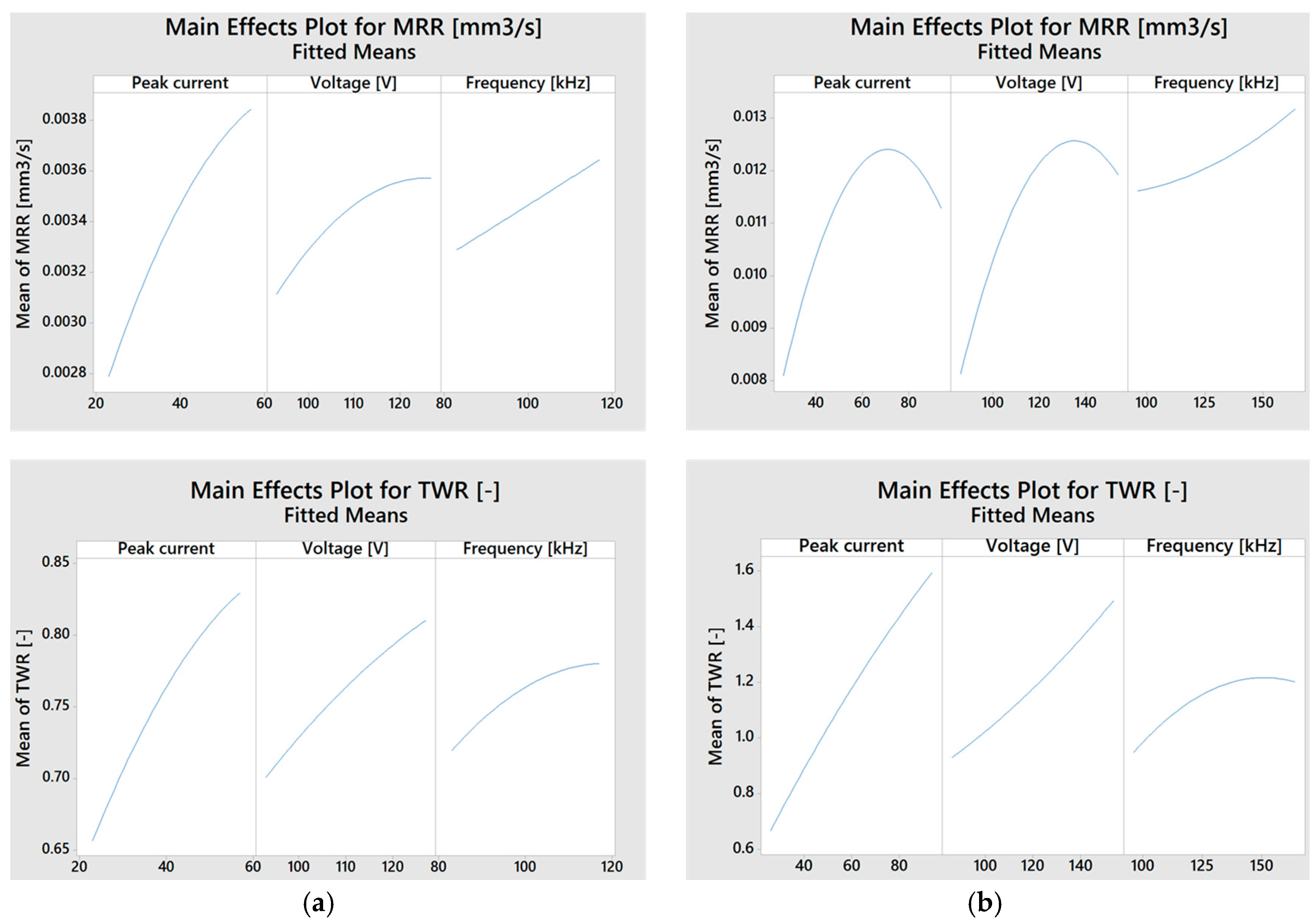
Figure 3 shows the main effects plots (of both the electrode materials) for
MRR and
TWR as a function of the process parameters; in some cases, a relative maximum can be observed within the defined domain, while in other cases the curves show a progressive monotonous trend in the defined domain. The plot shows that the brass electrode always allows the machining to be obtained quickly compared to the tungsten carbide electrode, due to the higher electrical characteristics and the discharge energy transferred during the machining. From the point of view of the
TWR, the brass electrode suffers higher wear and its variability range is wider with respect to the tungsten carbide electrode. These aspects are probably correlated to the high electrical conductivity and low melting point of the brass electrode.
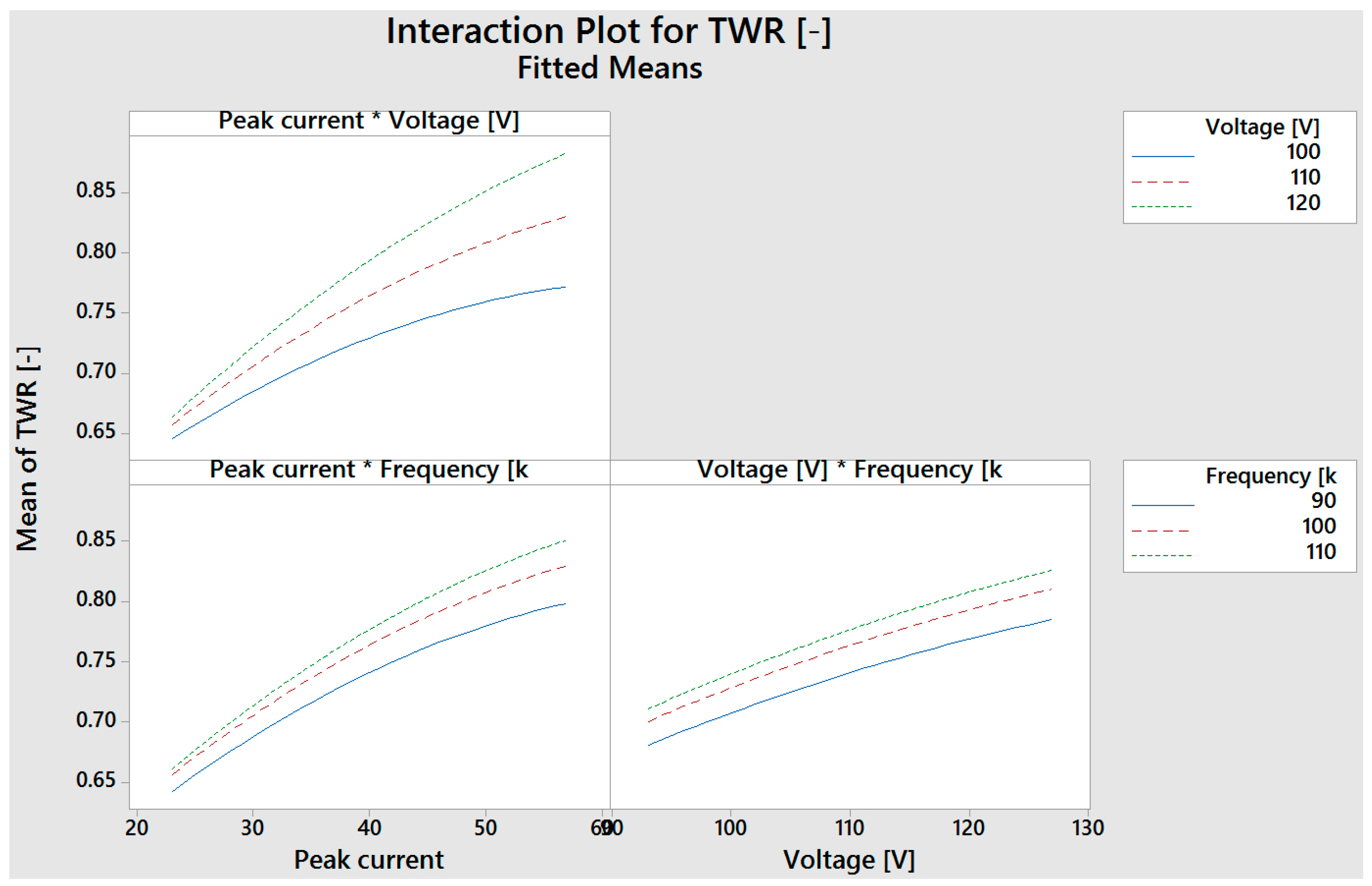
The interaction plots reported in
Figure 4 show that the
TWR obtained by using a tungsten carbide electrode is influenced by the interaction between the peak current (
I) and the voltage (
V); this is confirmed by the
p-values. The other interaction plots show, according to the
p-values, the non-influence of the interactions among the parameters on
MRR and
TWR.
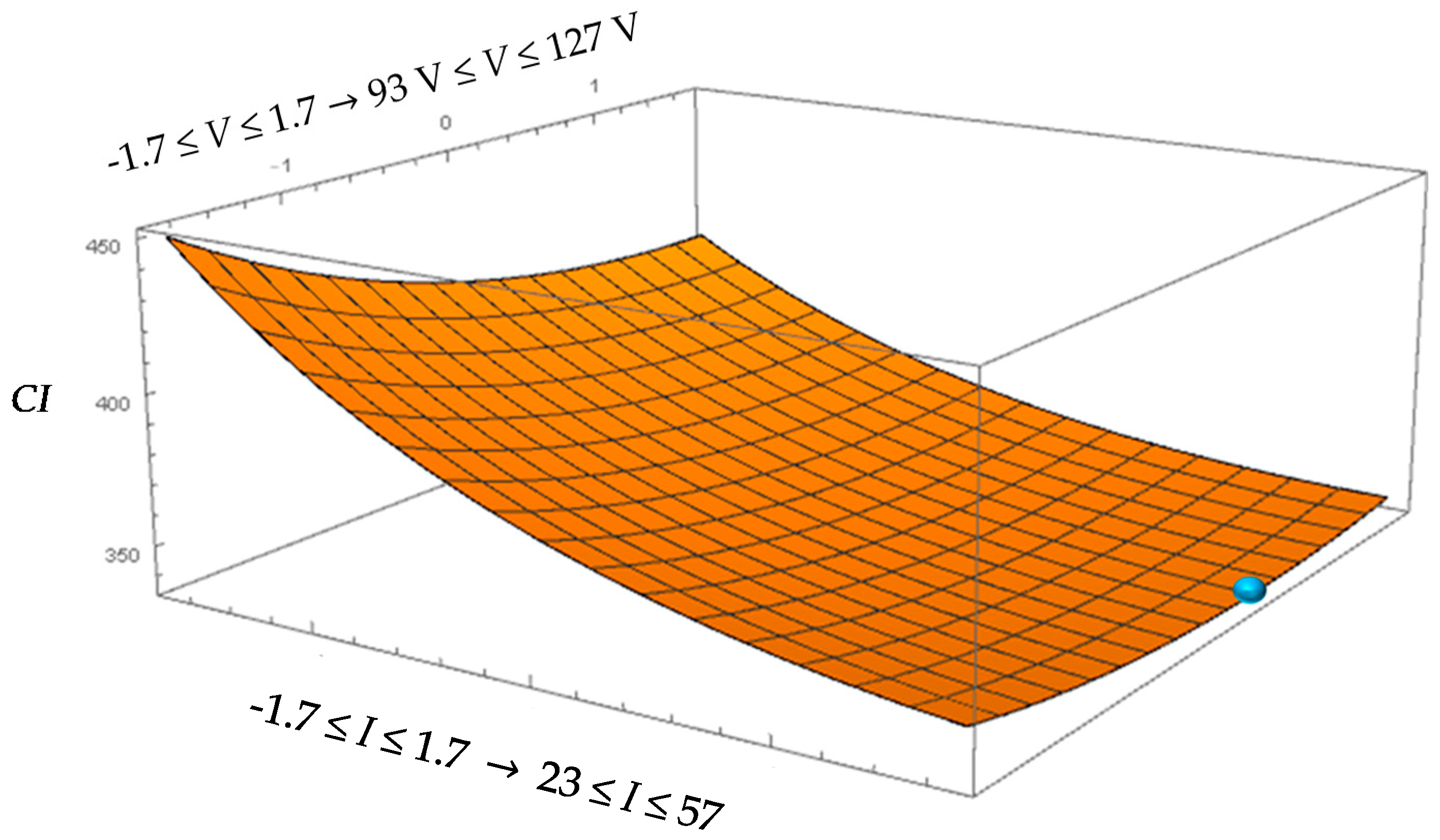
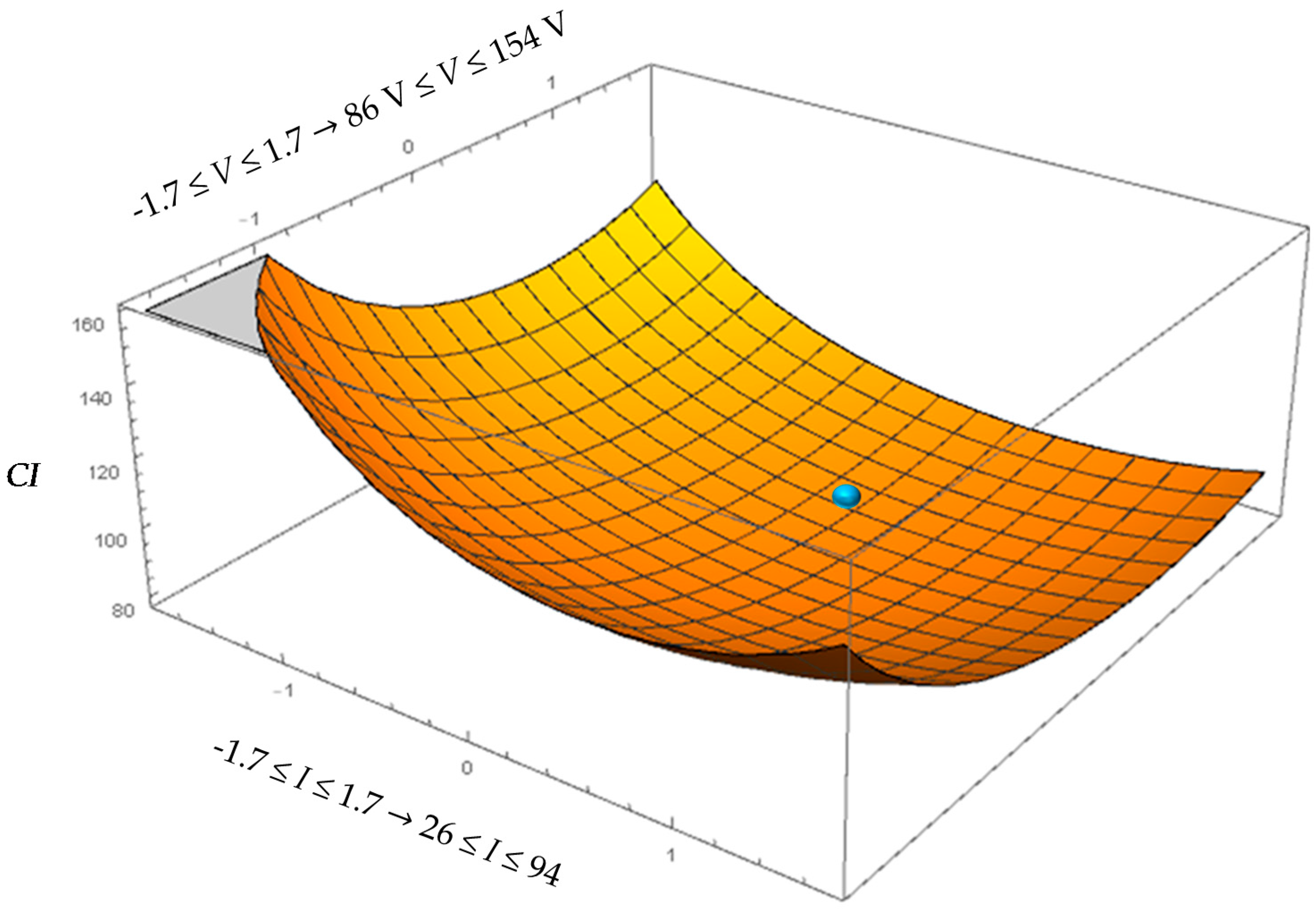
6. Conclusions
In the present paper, the influence of I, V, F and of their interactions on the process performance in micro-EDM drilling was analyzed and presented in terms of MRR and TWR. The experiments were designed according to the CCD method. Since the optimal machining configuration is expected to be characterized by high MRR and low TRW, a cost index (CI), able to combine these two opposite effects, was defined. This index is based on both the tool cost and the cost per time unit of the machining operation where MRR and TRW have been expressed by means of the regression equations identified with the Response Surface Method. The minimization of the cost index allowed for the identification of the optimal working conditions.
The experiments showed that the ranges of the process parameters and their effects greatly depend on the materials combination. For this reason, the cost index equation also significantly differs and must be written for the specific couple of workpiece-electrode materials.
It is important to point out that the proposed method can be generalized and used successfully for both other combinations of workpiece-electrode materials and other EDM processes, such as milling and sinking.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}