3.1. Static Calibration and Result Analysis
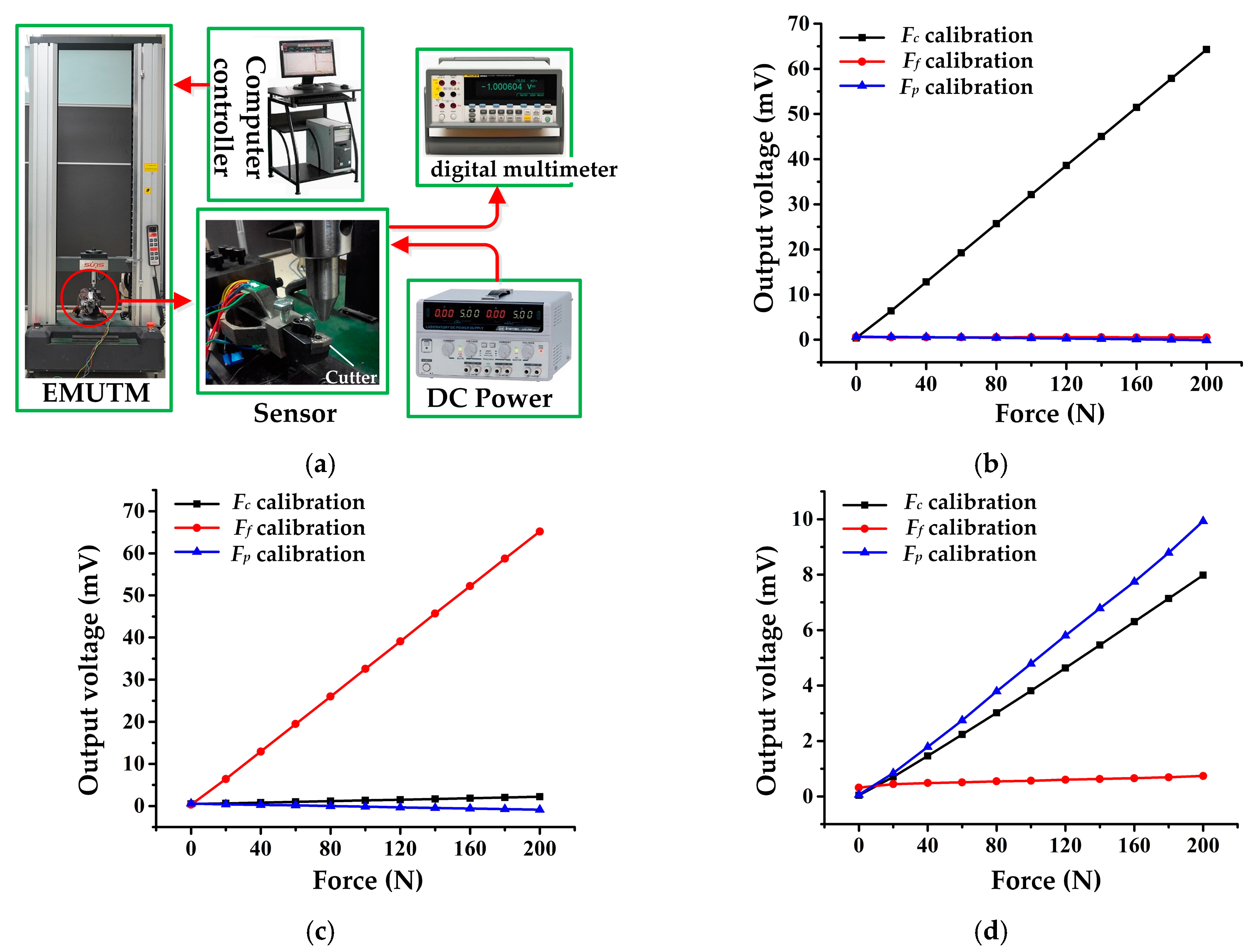
A calibration test was carried out to verify the static performance of the cutting force sensor. An experimental platform was set up, as shown in
Figure 6a, including an electro-mechanical universal testing machine (EMUTM, type UTM6104, Suns Company, Shenzhen, China), a computer, a DC power supply (type GPS-3303C, Gwinstek Company, New Taipei City, Taiwan), and three sets of high precision digital multimeter (type FLUKE 8846A, Fluke Corporation, Everett, WA, USA). During the test, the sensor was fixed on the base of EMUTM and powered by 5 V DC. The EMUTM was then controlled by the computer to impose a standard force on the cutter. The standard force increases from 0 to 200 N and then falls from 200 to 0 N in one calibration cycle. Output signals of the sensor were recorded with a high precision digital multimeter. The sensor was calibrated in
Fc,
Ff, and
Fp directions; at least three cycles of test are needed for each direction of calibration, and the experiment data were averaged to diminish random error.
Figure 6b–d depict the calibration result for each direction and the main performance indexes of the sensor are listed in
Table 4.
Performance indexes of hysteresis, repeatability, linearity, and accuracy are defined as follows:
Hysteresis: The difference between the sensor outputs in the loading and offloading processes is called hysteresis. Hysteresis error can be calculated with Equation (8), where
H represents hysteresis error; △
ymax is the maximum output deviation between loading and offloading process, and
ymax and
ymin are full scale and zero output signals of the sensor, respectively.
Repeatability: The deviation among different groups of sensor outputs under the same input value is called repeatability. Repeatability error can be calculated by Equations (9) and (10). For a certain test cycle, it is assumed that the number of measuring points is m, and the output of each measuring point has been measured n times. Thus,
Si (
i = 1, 2, …,m) stands for the standard deviation of each measuring point;
yij is
j-th (
j = 1, 2, …,n) measured value of the
i-th (
i = 1, 2, …,m) measuring point;
yi is the average value of the measured values for the
i-th measuring point.
R stands for the repeatability error;
Smax represents the maximum standard deviation among
Si (
i = 1, 2, …,m);
ymax and
ymin are full scale and zero output signals of the sensor, respectively.
Linearity: Linearity is the maximum deviation between the sensor’s practical output curve and the theoretical curve. In this study, the sensor’s theoretical output curve is obtained by the least-square linear fitting method. Thus, the linearity error can be calculated as Equation (11), where
L represents the linearity error; △max is the maximum deviation value between the sensor’s practical output curve and its theoretical one.
Accuracy: Accuracy is a comprehensive indicator that reflects the sensor’s static performance; it can be calculated by Equation (12), where
A represents accuracy error.
The sensor possesses favorable static performance according to
Table 4. Its accuracy is calculated as 3.64%, 1.36%, and 13.82% in triaxial directions. Specifically, its sensitivity is about 27–30 times that of our previous developed metal strain gauge sensor as reported in [
21], and it is also higher than that of sensors introduced in the literature [
14,
15], which proves that using a MEMS strain gauge is a workable method of improving a sensor’s measuring sensitivity. Its sensitivity in the
Fc and
Ff directions is about five times higher than that of the
Fp direction. This is due to the sensor’s ESE structure. According to theoretical analysis of the octagonal ring, the stress value at the 50° position (where the MEMS strain gauges for
Fc and
Ff measurement were bonded) on the octagonal ring is twice that at the 90° position (where the MEMS strain gauge for the
Fp measurement was bonded). As two octagonal rings are involved in the ESE, the stress value at 50° position is four times that at the 90° position, so the sensitivity ratio between the
Fc and
Fp directions should be four times the theoretical value. Considering the positioning error during strain gauge bonding as well as some unforeseen random errors during the calibration test, this deviation from the theoretical value of the sensitivity ratio between the
Fc and
Fp directions is reasonable.
In addition, the sensor’s linearity, hysteresis, and repeatability are similar in the
Fc and
Ff directions, but different with the
Fp direction. This is because the sensor’s structure is similar and symmetrical in the
Fc and
Ff directions, so their performance indexes are almost the same. The difference between the
Fc (or
Ff) and
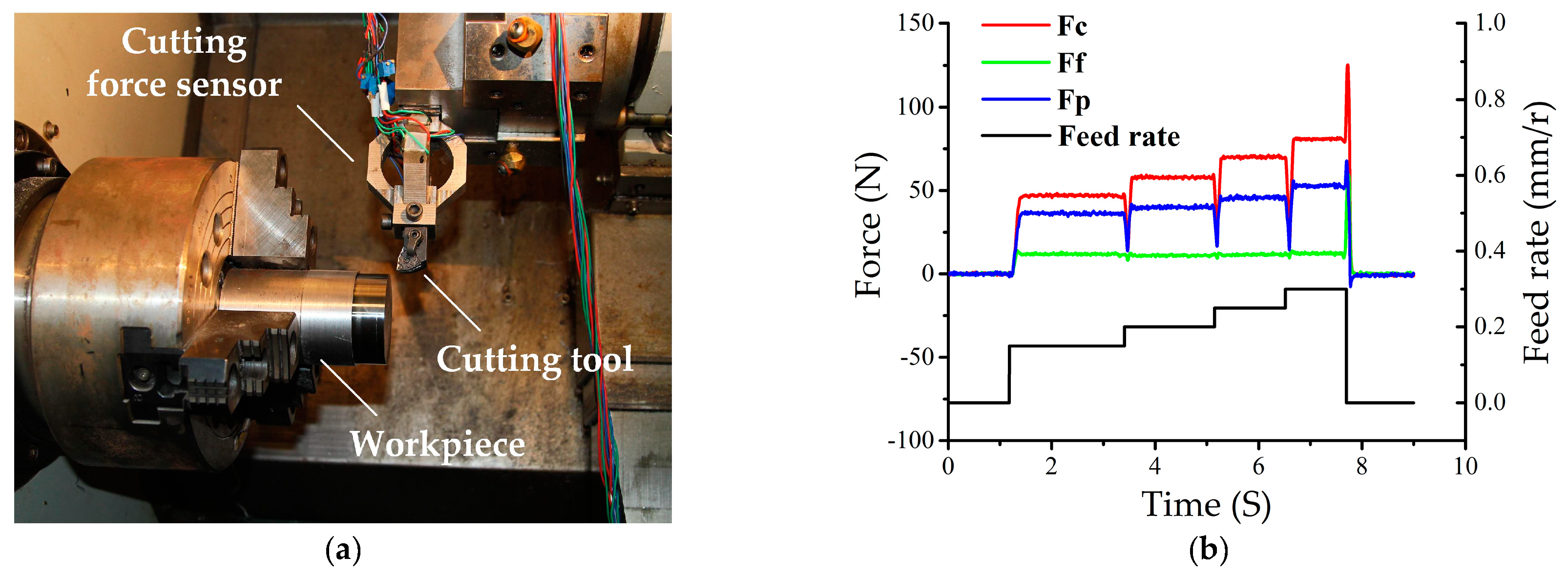
Fp directions is mainly caused by the fixing method of the cutting tool. As shown in
Figure 2c, the cutting tool is fixed in the tool slot by screws, which can hardly avoid relative slippage between the cutting tool and the tool slot when
Fp direction force is imposed. This leads to a nonlinear loss of strain and finally causes performance defects.
It is obvious that the cross-interference error in the
Fp direction is much higher than those in the
Fc and
Ff directions, which will seriously affect measuring accuracy. In order to inhibit cross-interference, a decoupling matrix is proposed. Because the linearity error between the sensor’s input and output is as low as 0.46%, 0.48%, and 1.97%, a linear matrix is adopted to describe the input and output relationship of the sensor as follows:
where
VFc,
VFf, and
VFp are sensor outputs for
Fc,
Ff, and
Fp measurement circuits;
aij (
i = 1, 2, 3,
j = 1, 2, 3) and
bk (
k = 1, 2, 3) are constant coefficients. These constant coefficients can be obtained by taking the calibration result into Equation (13), and the constant coefficients are then calculated as listed in Equation (14).
According to Equation (14), a triaxial cutting force decoupling equation can be derived as follows:
In order to verify the feasibility of the decoupling equation in triaxial cutting force measurement, another calibration test was carried out. During the test, a standard static force of 200 N was imposed on the sensor’s tool tip from the
Fc,
Ff, and
Fp directions, respectively. The sensor’s output were recorded, and triaxial cutting force components
Fc,
Ff, and
Fp were calculated from
VFc,
VFf, and
VFp using Equation (15), the calculated cutting force components were compared to the actual standard forces as shown in
Table 5.
It can be found from
Table 5 that the cross-interference error was effectively reduced using a decoupling matrix, which helps improve the sensor’s measurement accuracy. The general measurement error in each direction are 0.14%, 0.25%, and 4.42%, respectively, when compared to standard input forces, this means that the sensor is capable of accurately measuring triaxial cutting forces, especially in the
Fc and
Ff directions.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}