1. Introduction
The production of renewable fuels has been growing worldwide driven by government requirements and incentives which are mainly linked to efforts to reduce greenhouse gas emissions. The hydrotreating of vegetable oils and animal fats is an excellent way to produce a high-quality renewable diesel fuel component. This diesel fuel component is commonly called Hydrotreated Vegetable Oil or Hydrodeoxygenated Vegetable Oil (HVO), Hydrotreated Esters and Fatty Acids (HEFA), renewable synthetic diesel, or renewable paraffinic diesel fuel from the hydrotreatment.
Vegetable oils and animal fats are composed mainly of C
14–C
24 fatty acid triglycerides, while the C
18 fatty acid triglycerides are often the most abundant ones. All naturally occurring fatty acids have an even number of carbon atoms. Unsaturated fatty acids with one or more double bonds dominate in most vegetable oils and are also common in fish oils. Saturated fatty acids are common in fats from mammals (pork fat, tallow) [
1,
2].
The total worldwide capacity of all the installed units for the HVO production is approximately 4.5 million tonnes per year [
3]. In addition, there are companies that co-process triglyceride feedstocks with petroleum distillates [
3]. Conventional gas oil hydrotreating offers a robust and flexible process to convert a wide variety of triglyceride feedstocks into HVOs that are compatible with the existing diesel fuel infrastructure and engines.
The product from the hydrotreating of a triglyceride feedstock is mainly composed of
n-alkanes that are stable, have a high cetane number, low density, but high cold filter plugging point (CFPP). Therefore, HVO production usually includes an isomerisation unit for the improvement of the low-temperature properties [
1,
2]. The products from these units may then contain a large content of isoalkanes and only a small content of
n-alkanes [
4].
Hydrogenation of the double bonds contained in the unsaturated acyls of the triglycerides usually precedes the conversion of triglycerides to alkanes. At least two reaction pathways are then involved in the conversion of the saturated triglycerides [
5].
One mechanism involves a hydrodeoxygenation (HDO) reaction which produces water, propane, and n-alkanes of the full length of the fatty acid chains. Therefore, the formed n-alkanes have an even number of carbon atoms in their molecules. By this reaction, one mole of saturated glyceride reacts with 12 moles of hydrogen and forms one mole of propane, six moles of water, and three moles of n-alkanes.
By the other mechanism, which is usually called hydrodecarboxylation (HDCx), one mole of triglycerides reacts with three moles of hydrogen creating one mole of propane, three moles of carbon dioxide, and three moles of n-alkanes with one carbon atom less than the fatty acids involved in the triglycerides. Therefore, the formed n-alkanes have an odd number of carbon atoms in their molecules. The carbon dioxide generated by the HDCx method can be partially reduced by hydrogen to carbon monoxide and water.
According to the results of other authors, hydrodecarbonylation (HDCn) is together with HDO and HDCx involved in the triglyceride conversion to hydrocarbons [
6,
7]. By this reaction, one mole of saturated triglyceride reacts with six moles of hydrogen and forms one mole of propane, three moles of water, and three moles of
n-alkanes. The formed
n-alkanes have an odd number of carbon atoms in their molecules similar to the
n-alkanes from the HDCx pathway. The consumption of hydrogen on the HDCn of one mole of saturated triglyceride is the same as in its HDCx pathway, in which three moles of CO
2 formed by the reaction react with three moles of hydrogen and are converted to three moles of CO and three moles of water. The CO
2 produced by HDCx and mostly the CO generated either by HDCn or by the reduction of CO
2 by hydrogen can react with another hydrogen to form methane and water.
The relative proportion of the HDO, HDCx, and HDCn reactions in the conversion of the triglyceride feedstock and the extent of methanation of the resulting carbon oxides are of major importance in the hydrotreating as these influence the hydrogen consumption, liquid product yield, composition, and the possible processing of the gaseous products and heat balance of the process.
The amount of triglyceride feedstocks available to produce diesel fuels is relatively small compared to the number of middle petroleum distillates. Therefore, a 2.5–30 wt% triglyceride feedstock has typically been used in its co-processing with middle petroleum fractions [
5,
8,
9].
The co-processing of triglyceride feedstocks with petroleum distillates is usually performed using sulfided NiMo/Al
2O
3 or CoMo/Al
2O
3 catalysts, at a temperature of 340–380 °C, a hydrogen pressure of 4–8 MPa, hydrogen to feedstock ratio of 240–500 m
3∙m
−3 and a WHSV of 1.0–1.5 h
−1 [
5,
8,
9,
10]. With a higher content of triglyceride feedstock in the mixture being treated (20–30 wt%), higher hydrogen to feedstock ratio is often used when compared to processing mixtures with a lower triglyceride feedstock content to compensate for the higher hydrogen consumption [
5]. With a WHSV greater than 1.0 h
−1, the sulfur content in the obtained product is usually higher than 10 mg∙kg
−1 [
5,
10].
The desulfurisation of a mixed feedstock containing middle petroleum distillates and a triglyceride feedstock is usually a control reaction that determines the setting of the reaction conditions for the hydrotreating of these mixed feedstocks. The reaction temperature, pressure and hydrogen purity, the weight hourly space velocity (WHSV), and the hydrogen to feedstock ratio must be set to obtain a liquid product with a required sulfur content (e.g., 10 mg∙kg
−1 in the EU). The complete conversion of the triglyceride feedstock into linear alkanes is usually performed under relatively milder reaction conditions. During the hydrotreating using a sulfided NiMo/Al
2O
3 catalyst, a pressure of 5 MPa, a WHSV of 1.0 h
−1, the complete deoxygenation of the rapeseed oil was achieved at a temperature of 270 °C [
11].
This study aimed at determining the effect of the hydrogen pressure on the hydrogen consumption and properties and composition of the products from the hydrotreating of typical feedstocks for diesel production and mixtures with 5, 10, 15, and 20 wt% of rapeseed oil.
3. Materials and Methods
3.1. Materials
The basic feedstock for the hydrotreating was a mixture containing 90 wt% of straight run gas oil (SRGO) and 10 wt% of light cycle oil (LCO) from fluid catalytic cracking. This mixture is referred to as “F0”. The SRGO and LCO were obtained from the production of summer diesel fuel in the Unipetrol RPA refinery in Kralupy nad Vltavou, the Czech Republic. At the given quality of SRGO and LCO, 10–12 wt% of the LCO is the usual content in the feedstock used for diesel fuel production. The basic properties of the F0 feedstock are summarised in
Table 9.
The F0 feedstock and its mixtures with 5, 10, 15, or 20 wt% of commercial food-grade rapeseed oil (RO) were hydrotreated. The acyl profile of the RO showed that the C18 acyls accounted for more than 91 wt%. The RO contained 4 mg·kg−1 of sulfur and 8 mg·kg−1 of nitrogen.
3.2. Hydrotreating
A tubular fixed bed reactor with the co-current downflow of feedstock and hydrogen was used for the hydrotreating. A schematic scheme of the reactor was presented in our previous work [
17]. The internal diameter of the reactor was 30 mm and the total length was 658 mm. The temperature in the reactor was maintained at the desired level by six independent heating zones of an electric furnace, which provided an almost isothermal temperature along the catalyst bed zone.
A commercial hydrorefining sulfided NiMo/Al
2O
3 catalyst was used for the hydrotreating under typical hydrotreating conditions, i.e., a temperature of 345 °C, a WHSV of 1.0 h
−1, a pressure of 4.0 and 8.0 MPa, and hydrogen to feedstock ratio of 240 m
3∙m
−3. The reaction conditions were chosen so that the obtained liquid product met the requirements of EN 590 for the sulfur content in diesel fuels (less than 10 mg∙kg
−1). The hydrogen to feedstock ratio of 240 m
3∙m
−3 was considered sufficient for the hydrotreating of the feedstock with a relatively low sulfur content (ca 2800 mg∙kg
−1) and 20 wt% of rapeseed oil [
18].
The bottom zone of the reactor (up to 150 mm) was filled with glass beads (diameter of 2.5 mm) and two 30 mm long layers of SiC particles (diameter ranges of 0.63–0.80 mm and 0.25–0.30 mm) were placed on the top of the glass beads.
The middle part of the reactor (catalyst bed zone) was filled with a commercial hydrorefining NiMo/Al2O3 catalyst with a particle size range of 0.25–0.42 mm. The catalyst was mixed with SiC particles (size of 0.25–0.30 mm) in a volume ratio of 1:1. The total catalyst mass in the bed was 97.6 g, corresponding to the volume of 98 cm3.
The upper (preheating) part of the reactor with a length of 30 mm was filled with SiC particles (size of 0.25–0.30 mm). The rest of the preheating zone (138 mm) was filled with glass beads (diameter of 2.5 mm). The reaction temperature was measured via 14 thermocouples in two concentric Thermo probes with an outer diameter of 6 mm.
The catalyst was activated in situ using drying, wetting, and sulfiding steps at 4 MPa. The catalyst was dried for 2 h in a hydrogen flow (23 dm3∙h−1) at 120 °C. After the drying, the catalyst was wetted with a reformate and isomerate mixture (1:1 wt%) at a weight hourly space velocity (WHSV) of ca 1.0 h−1, at 120 °C, for 4 h. The catalyst was sulfided using a mixture of SRGO and dimethyl disulfide (DMDS) with a total sulfur content of 2.6 wt%, at 230 °C, for 6 h, and WHSV of 1.0 h−1. The temperature was then increased to 350 °C with a heating rate of 20 °C∙h−1. Finally, in order to stabilise the activity of the catalyst, SRGO without DMDS was hydrotreated for 24 h, at 350 °C, 4 MPa, and hydrogen to feedstock ratio of 240 m3∙m−3.
The liquid and gaseous phases in the reactor outlet were separated by a high-pressure separator. The gas was continuously take away at the top of the separator by the pressure controller. The hydrotreated product accumulated on the bottom of the separator was sent to a low-pressure separator. During the collection of the liquid product, the off-gas sample was taken into Tedlar gas sampling bags with a volume of 5 dm3. At the end of the hydrotreating, the conditions from the first experiment were repeated and approximately the same level of desulfurisation was achieved.
3.3. Processing of the Liquid Products
The hydrogen sulfide and ammonia were removed from liquid products by stripping with hydrogen with a flow rate of 30 dm3∙min−1 for 2 h. The water formed during the HDO and HDCn of the RO was visible as a bottom layer and was separated with a syringe before distillation.
The liquid products were stabilised by the distillation in a Fischer HMS 500 distillation apparatus. The distillation started at atmospheric pressure and then continued under a reduced pressure of 5 kPa till the temperature of 64 °C which corresponds to 150 °C under atmospheric pressure.
3.4. Analysis of the Liquid and Gaseous Products
The simulated distillation of liquid products (Thermo Fisher TRACE GC ULTRA gas chromatograph, Milano, Italy) according to the extended ASTM D2887 standard was used for the verification of the conversion of the rapeseed oil to hydrocarbons. The cetane index was calculated according to EN ISO 4264 using the density and the simulated distillation data that was converted to ASTM D86 equivalent results. The conversion was performed according to ASTM D2887.
The total sulfur and nitrogen contents in the liquid products were determined according to the ASTM D5453 and ASTM D4629 procedures, respectively, on a Trace Elemental Instruments Xplorer-NS (Delft, The Netherlands). The density was measured on an Anton Paar DMA 4000 (Graz, Austria) according to the EN ISO 12185. The kinematic viscosity was determined according to the ASTM D7042 using an Anton Paar SVM 3000 (Graz, Austria). The cold filter plugging point (CFPP) was measured on an Anton Paar Callisto 100 (Blankenfelde-Mahlow, Austria) coupled to a Julabo FL 601 (Seelbach, Germany) cryostat according to EN 116.
The content of
n-alkanes in the liquid products was determined using a gas chromatograph (HP 6890) with a flame ionisation detector (GC-FID). The standard mixture of the C
6–C
30 n-alkanes was measured under the same conditions as the samples for the identification of
n-alkanes in the liquid products. The parameters of GC-FID analysis were presented in previous work [
19].
High-performance liquid chromatography (HPLC) with refractometric detection and normal phase arrangement (according to the EN 12916) was used for the group-type composition of the liquid products.
The analysis of the gaseous products was performed using a Hewlett Packard HP 6890 gas chromatograph equipped with two detectors: a flame ionisation detector (FID) for the detection of the hydrocarbons (C
1–C
5) and a thermal conductivity detector (TCD) for the detection of the permanent gases. The effluent flowing out of the column was split into the detectors using a Y-piece Siltek MXT Connector (Restek). The content of hydrogen with a small response in the TCD was calculated as the residue to 100 vol%. The experimental parameters of the analysis were published in a previous article [
10].
3.5. Calculation of Hydrogen Consumption
The consumption of hydrogen for the individual reactions taking place during the hydrotreatment of the feedstocks was calculated from the mass balance and the composition of the feedstocks and the liquid and gaseous products. The calculation procedure is described in detail in the
Supplementary Materials.
4. Conclusions
The petroleum feedstock (F0) and the blends of the F0 feedstock with 5, 10, 15, or 20 wt% of RO were hydrotreated at pressures of 4 and 8 MPa, a temperature of 345 °C, hydrogen to feedstock ratio of 240 m3·m−3 and a WHSV of ca 1.0 h−1.
The yield of the liquid products decreased with an increasing RO content in the feedstock due to the formation of the gaseous by-product from the RO conversion (propane, carbon oxides). The yield of the liquid products was slightly higher at 8 MPa compared to 4 MPa because the higher pressure supported the HDO reaction pathway of the RO conversion, which produces octadecane.
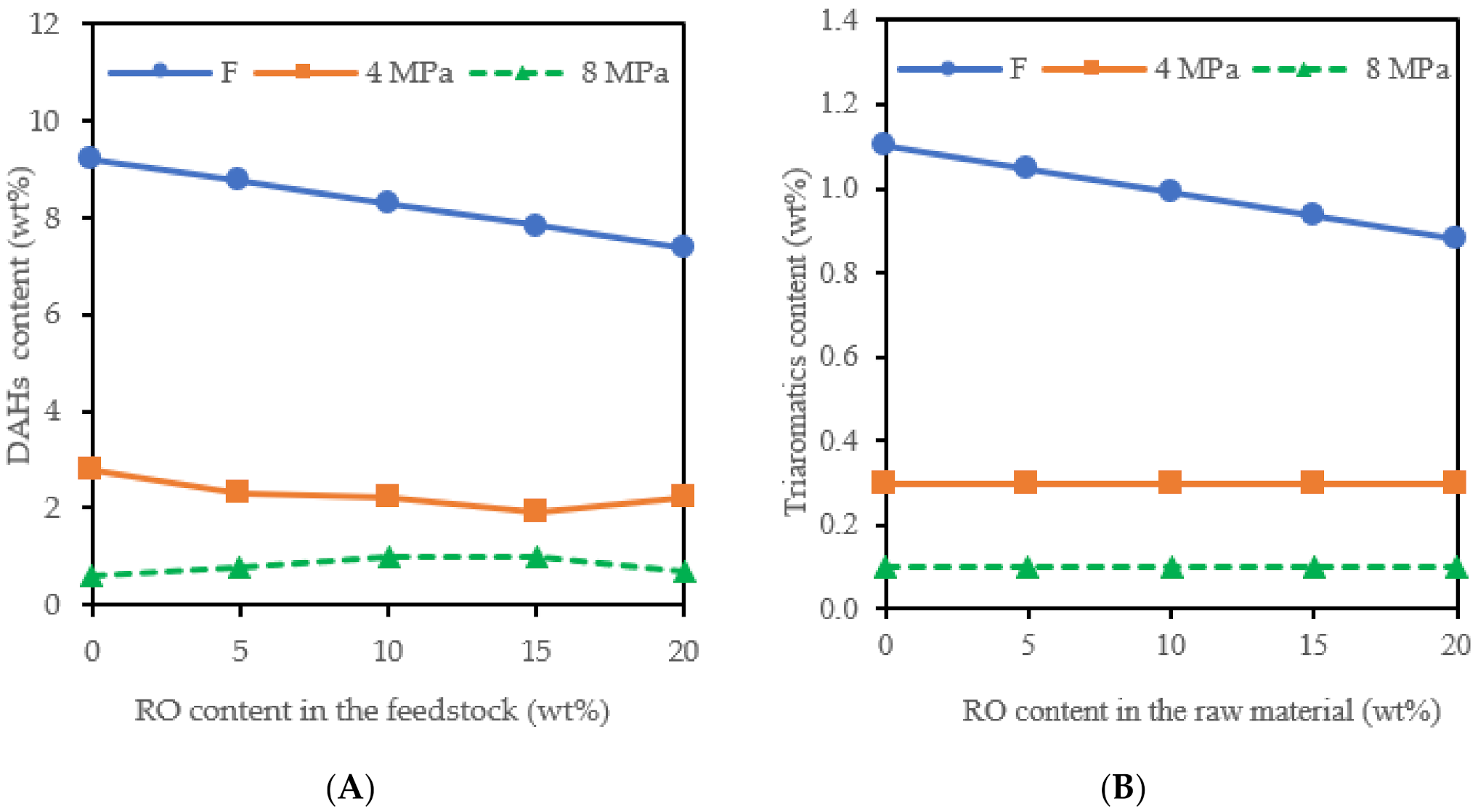
At the lower pressure, a bigger part of the RO was converted by the HDCx and HDCn reaction pathways that produce heptadecane and gaseous carbon oxides. At 8 MPa, ca 90% of the total amount of the TAHs and DAHs entering into the reactor were converted to DAHs and MAHs, respectively. At 4 MPa, the TAHs and DAHs were converted to DAHs and MAHs only by 70 to 80%. The greater hydrogenation rate of the aromatics that occurred at the higher pressure also slightly contributed to the higher yield of the liquid product.
In the case of the F0 feedstock, the pressure of 8 MPa caused the hydrogen consumption to double when compared to hydrotreating at 4 MPa. The hydrogen consumption related to the conversion of the pure RO into hydrocarbons including methanation was ca 330 dm3·kg−1 and 383–405 dm3·kg−1 at 4 MPa and 8 MPa, respectively. The higher hydrogen consumption at 8 MPa was caused by the greater share of the HDO in the RO conversion and the greater extent of the methanation, compared to hydrotreating at 4 MPa. The hydrogen consumption increased with an increasing RO content in the feedstock, as more hydrogen was consumed for the RO hydrotreating than the HDA, HDS, and HDN of the petroleum feedstock.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}