
Thermochemical Conversion of Untreated and Pretreated Biomass for Efficient Production of Levoglucosenone and 5-Chloromethylfurfural in the Presence of an Acid Catalyst


Abstract
:1. Introduction
2. Materials and Methods
2.1. Furnace Calibration
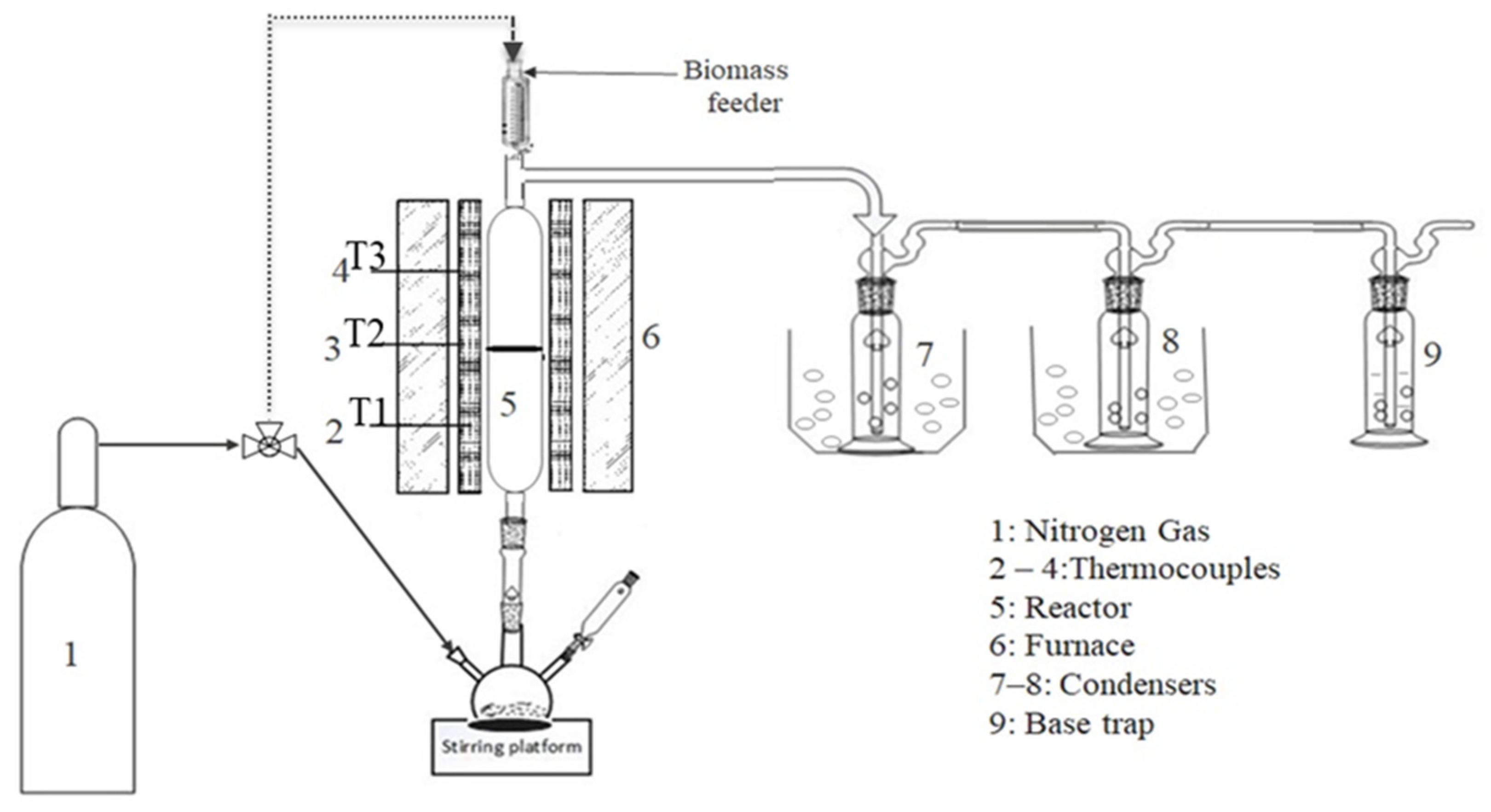
2.2. Reactor, Flows, and Fluidization
2.3. Biomass Pretreatment and Acid Feeding System
2.4. Thermal and Thermochemical Conversion in a Batch-Feeding Fluidized Bed Quartz Reactor
2.5. Gas Chromatography and Mass Spectrometry (GC-MS) Analysis
3. Results and Discussion
3.1. Feasibility Test of the Small-Scale Fluidized Bed Reactor
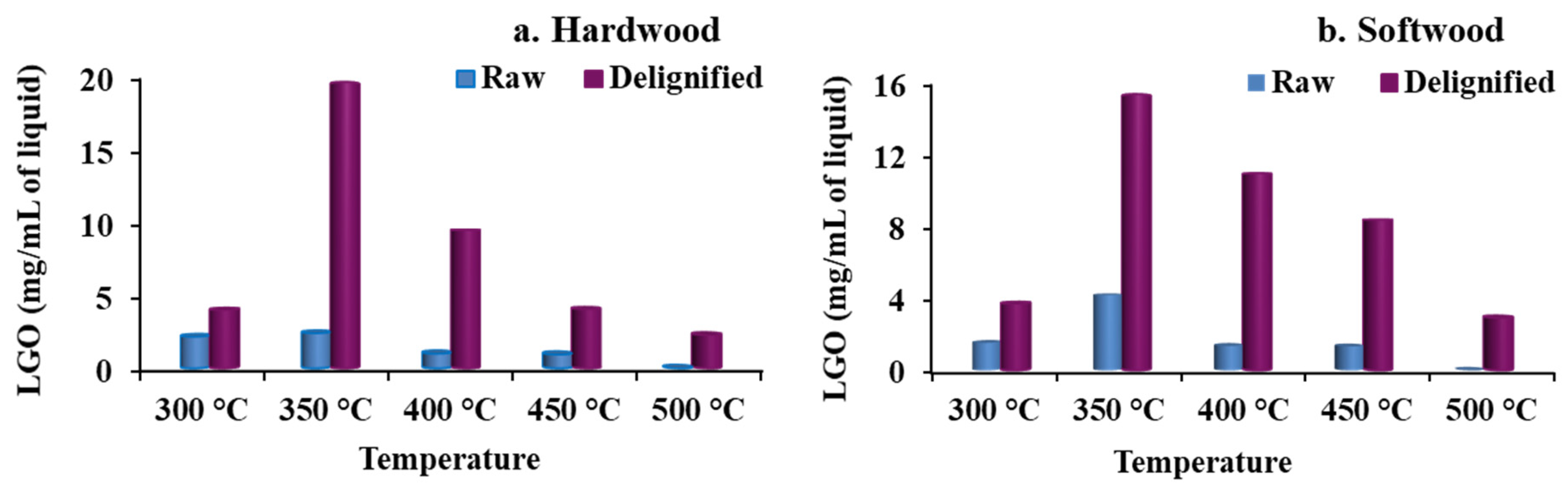
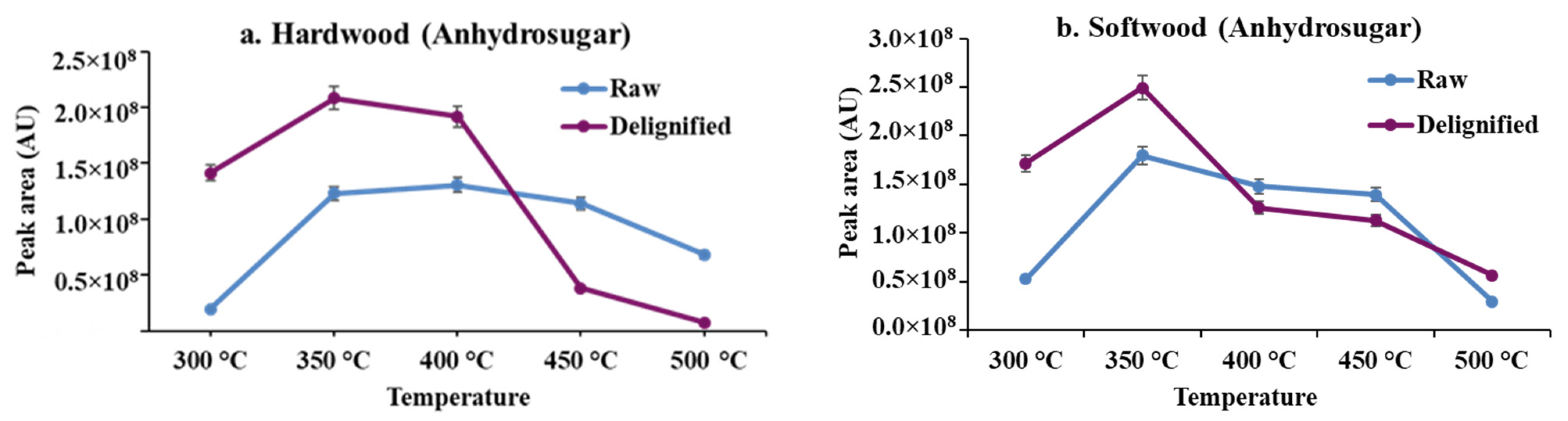
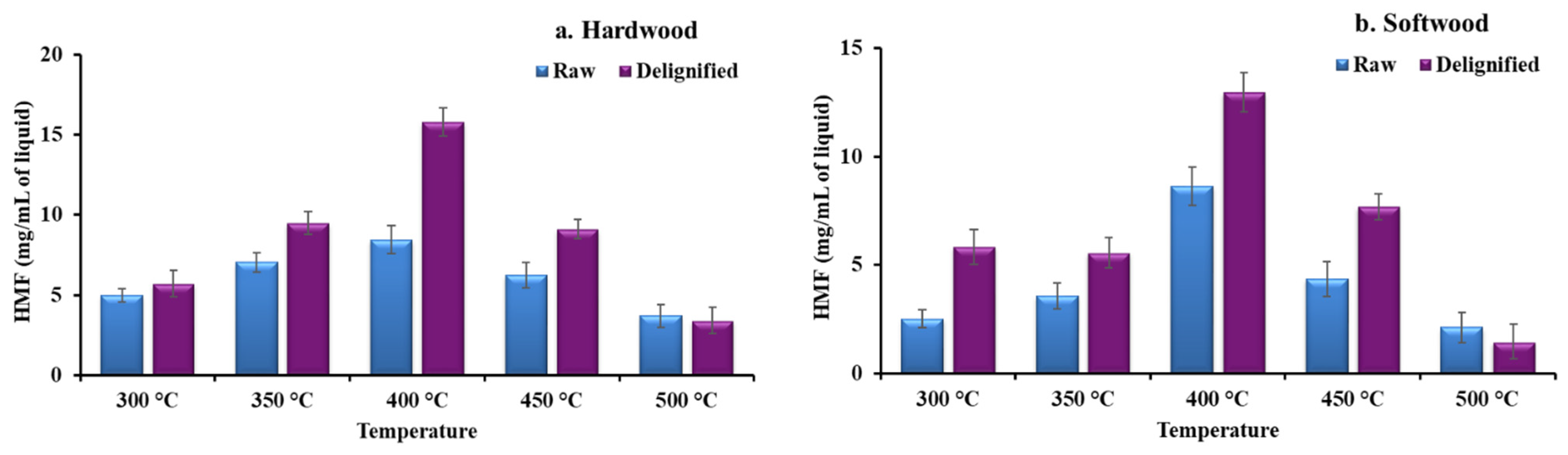
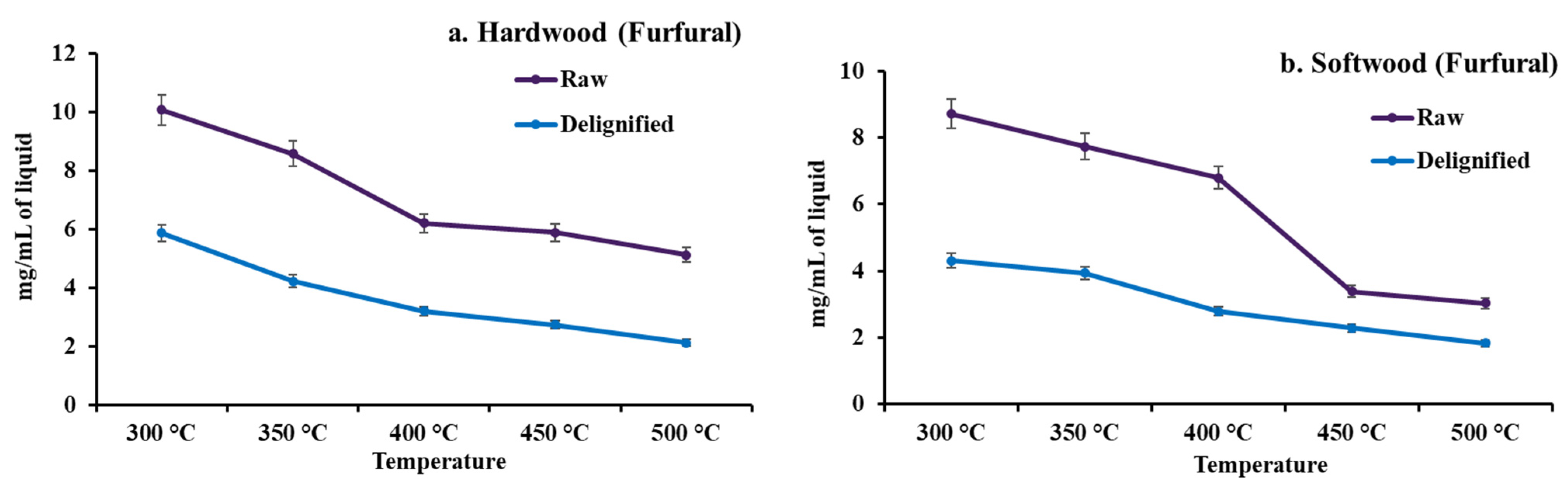
3.2. Conversion of Raw and Delignified Biomass in a Small-Scale Reactor
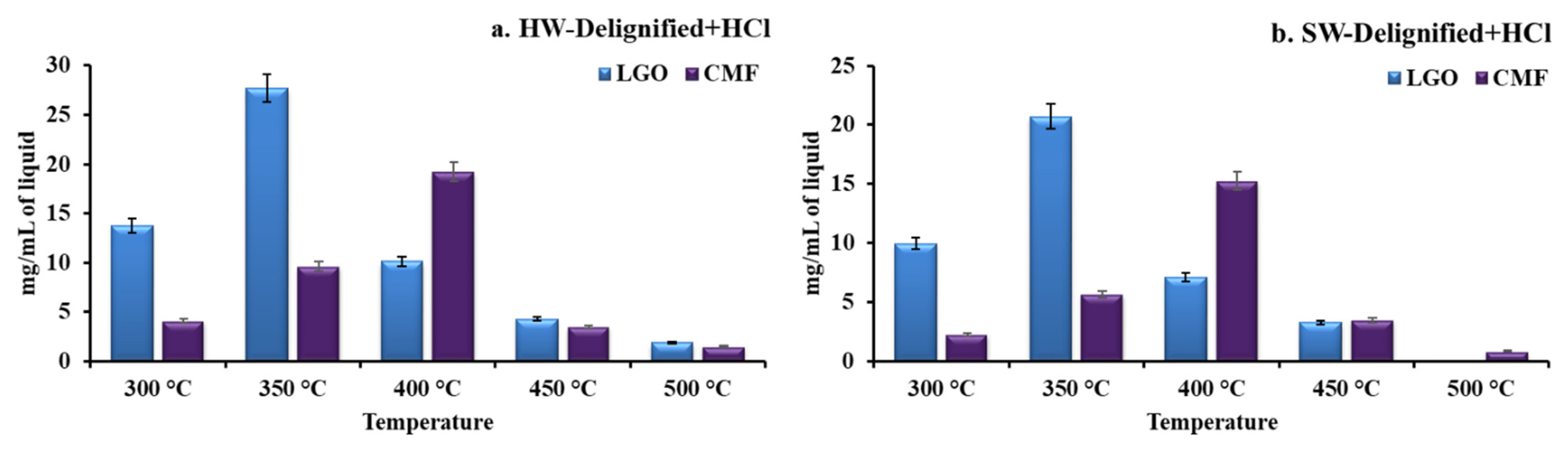
3.3. Thermochemical Conversion of Delignified Biomass in the Presence of HCl Gas
3.4. Reaction Pathways and Process Flow of the Biomass to LGO Conversion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mullen, C.A.; Boateng, A.A. Chemical composition of bio-oils produced by fast pyrolysis of two energy crops. Energy Fuels 2008, 22, 2104–2109. [Google Scholar] [CrossRef]
- Demirbas, M.F. Biorefineries for biofuel upgrading: A critical review. Appl. Energy 2009, 86, S151–S161. [Google Scholar] [CrossRef]
- Branca, C.; Giudicianni, P.; Di Blasi, C. GC/MS characterization of liquids generated from low-temperature pyrolysis of wood. Ind. Eng. Chem. Res. 2003, 42, 3190–3202. [Google Scholar] [CrossRef]
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nature 2012, 488, 294. [Google Scholar] [CrossRef]
- Lee, H.R.; Kazlauskas, R.J.; Park, T.H. One-step pretreatment of yellow poplar biomass using peracetic acid to enhance enzymatic digestibility. Sci. Rep. 2017, 7, 12216. [Google Scholar] [CrossRef]
- Sun, R.; Tomkinson, J.; Zhu, W.; Wang, S. Delignification of maize stems by peroxymonosulfuric acid, peroxyformic acid, peracetic acid, and hydrogen peroxide. 1. Physicochemical and structural characterization of the solubilized lignins. J. Agric. Food Chem. 2000, 48, 1253–1262. [Google Scholar] [CrossRef]
- Leion, H.; Frick, V.; Hildor, F. Experimental method and setup for laboratory fluidized bed reactor testing. Energies 2018, 11, 2505. [Google Scholar] [CrossRef] [Green Version]
- Dobele, G.; Rossinskaja, G.; Telysheva, G.; Meier, D.; Faix, O. Cellulose dehydration and depolymerization reactions during pyrolysis in the presence of phosphoric acid. J. Anal. Appl. Pyrolysis 1999, 49, 307–317. [Google Scholar] [CrossRef]
- Dobele, G.; Zhurinsh, A.; Volperts, A.; Jurkjane, V.; Pomilovskis, R.; Meile, K. Study of levoglucosenone obtained in analytical pyrolysis and screw-type reactor, separation and distillation. Wood Sci. Technol. 2020, 54, 383–400. [Google Scholar] [CrossRef]
- Garcia-Perez, M.; Wang, X.S.; Shen, J.; Rhodes, M.J.; Tian, F.; Lee, W.-J.; Wu, H.; Li, C.Z. Fast pyrolysis of oil mallee woody biomass: Effect of temperature on the yield and quality of pyrolysis products. Ind. Eng. Chem. Res. 2008, 47, 1846–1854. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K. Value added liquid products from waste biomass pyrolysis using pretreatments. Sci. Total Environ. 2015, 538, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Noma, R.; Nakajima, K.; Kamata, K.; Kitano, M.; Hayashi, S.; Hara, M. Formation of 5-(hydroxymethyl) furfural by stepwise dehydration over TiO2 with water-tolerant Lewis acid sites. J. Phys. Chem. C 2015, 119, 17117–17125. [Google Scholar] [CrossRef]
- Dobele, G.; Dizhbite, T.; Rossinskaja, G.; Telysheva, G.; Mier, D.; Radtke, S.; Faix, O. Pre-treatment of biomass with phosphoric acid prior to fast pyrolysis—A promising method for obtaining 1,6-anhydrosaccharides in high yields. J. Anal. Appl. Pyrolysis 2003, 68, 197–211. [Google Scholar] [CrossRef]
- Wang, X.; Leng, S.; Bai, J.; Zhou, H.; Zhong, X.; Zhuang, G.; Wang, J. Role of pretreatment with acid and base on the distribution of the products obtained via lignocellulosic biomass pyrolysis. RSC Adv. 2015, 5, 24984–24989. [Google Scholar] [CrossRef]
- Zellagui, S.; Schönnenbeck, C.; Zouaoui-Mahzoul, N.; Leyssens, G.; Authier, O.; Thunin, E.; Porcheron, L.; Brilhac, J.-F. Pyrolysis of coal and woody biomass under N2 and CO2 atmospheres using a drop tube furnace-experimental study and kinetic modeling. Fuel Process. Technol. 2016, 148, 99–109. [Google Scholar] [CrossRef]
- Mascal, M. 5-(Chloromethyl) furfural is the New HMF: Functionally Equivalent But More Practical in Terms of its Production From Biomass. ChemSusChem 2015, 8, 3391–3395. [Google Scholar] [CrossRef]
- Mascal, M.; Nikitin, E.B. Dramatic advancements in the saccharide to 5-(chloromethyl) furfural conversion reaction. ChemSusChem. 2009, 2, 859–861. [Google Scholar] [CrossRef]
- Mascal, M.; Dutta, S. Chemical-catalytic approaches to the production of furfurals and levulinates from biomass. In Selective Catalysis for Renewable Feedstocks and Chemicals; Nicholas, K., Ed.; Springer: Cham, Germany; Berlin/Heidelberg, Germany, 2014; Volume 353, pp. 41–83. [Google Scholar]
- Mascal, M.; Nikitin, E.B. Towards the efficient, total glycan utilization of biomass. ChemSusChem 2009, 2, 423–426. [Google Scholar] [CrossRef]
- Szmant, H.H.; Chundury, D.D. The preparation of 5-chloromethylfurfuraldehyde from high fructose corn syrup and other carbohydrates. J. Chem. Technol. Biotechnol. 1981, 31, 205–212. [Google Scholar] [CrossRef]
- Kohl, T.; Bizet, B.; Kevan, P.; Sellwood, C.; Tsanaktsidis, J.; Hornung, C. Efficient synthesis of 5-(chloromethyl) furfural (CMF) from high fructose corn syrup (HFCS) using continuous flow processing. React. Chem. Eng. 2017, 2, 541–549. [Google Scholar] [CrossRef]
- Mascal, M.; Dutta, S. Synthesis of ranitidine (Zantac) from cellulose-derived 5-(chloromethyl) furfural. Green Chem. 2011, 13, 3101–3102. [Google Scholar] [CrossRef]
- Chang, F.; Dutta, S.; Becnel, J.J.; Estep, A.S.; Mascal, M. Synthesis of the insecticide prothrin and its analogues from biomass-derived 5-(chloromethyl) furfural. J. Agric. Food Chem. 2014, 62, 476–480. [Google Scholar] [CrossRef] [PubMed]
- Kittivech, T.; Fukuda, S. Effect of Bed Material on Bed Agglomeration for Palm Empty Fruit Bunch (EFB) Gasification in a Bubbling Fluidised Bed System. Energies 2019, 12, 4336. [Google Scholar] [CrossRef] [Green Version]
- Kundu, C.; Samudrala, S.P.; Kibria, M.A.; Bhattacharya, S. One-step peracetic acid pretreatment of hardwood and softwood biomass for platform chemicals production. Sci. Rep. 2021, 11, 11183. [Google Scholar]
- Arnáiz, F.J. A convenient way to generate hydrogen chloride in the freshman lab. J. Chem. Educ. 1995, 72, 1139. [Google Scholar] [CrossRef]
- Zhang, H.; Meng, X.; Liu, C.; Wang, Y.; Xiao, R. Selective low-temperature pyrolysis of microcrystalline cellulose to produce levoglucosan and levoglucosenone in a fixed bed reactor. Fuel Process. Technol. 2017, 167, 484–490. [Google Scholar] [CrossRef]
- Meng, X.; Zhang, H.; Liu, C.; Xiao, R. Comparison of acids and sulfates for producing levoglucosan and levoglucosenone by selective catalytic fast pyrolysis of cellulose using Py-GC/MS. Energy Fuels 2016, 30, 8369–8376. [Google Scholar] [CrossRef]
- Pecha, M.B.; Garcia-Perez, M. Pyrolysis of lignocellulosic biomass: Oil, char, and gas. In Bioenergy; Elsevier: Amsterdam, The Netherlands, 2020; pp. 581–619. [Google Scholar]
- Liaw, S.-S.; Perez, V.H.; Zhou, S.; Rodriguez-Justo, O.; Garcia-Perez, M. Py-GC/MS studies and principal component analysis to evaluate the impact of feedstock and temperature on the distribution of products during fast pyrolysis. J. Anal. Appl. Pyrolysis 2014, 109, 140–151. [Google Scholar] [CrossRef]
- Kunkes, E.L.; Simonetti, D.A.; West, R.M.; Serrano-Ruiz, J.C.; Gärtner, C.A.; Dumesic, J.A. Catalytic conversion of biomass to monofunctional hydrocarbons and targeted liquid-fuel classes. Science 2008, 322, 417–421. [Google Scholar] [CrossRef]
- Lyu, G.; Wu, S.; Zhang, H. Estimation and comparison of bio-oil components from different pyrolysis conditions. Front. Energy Res. 2015, 3, 28. [Google Scholar] [CrossRef] [Green Version]
- Bhattarai, H.; Saikawa, E.; Wan, X.; Zhu, H.; Ram, K.; Gao, S.; Kang, S.; Zhang, Q.; Zhang, Y.; Wu, G.; et al. Levoglucosan as a tracer of biomass burning: Recent progress and perspectives. Atmos. Res. 2019, 220, 20–33. [Google Scholar] [CrossRef]
- Mittal, A.; Pilath, H.M.; Johnson, D.K. Direct conversion of biomass carbohydrates to platform chemicals: 5-hydroxymethylfurfural (HMF) and furfural. Energy Fuels 2020, 34, 3284–3293. [Google Scholar] [CrossRef]
- Kamm, B.; Gruber, P.R.; Kamm, M. Biorefineries-Industrial Processes and Products; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Anchan, H.N.; Dutta, S. Recent advances in the production and value addition of selected hydrophobic analogs of biomass-derived 5-(hydroxymethyl) furfural. Biomass Conv. Bioref. 2021, 1–23. [Google Scholar] [CrossRef]
- Sui, X.-W.; Wang, Z.; Liao, B.; Zhang, Y.; Guo, Q.-X. Preparation of levoglucosenone through sulfuric acid promoted pyrolysis of bagasse at low temperature. Bioresour. Technol. 2012, 103, 466–469. [Google Scholar] [CrossRef]
- Kudo, S.; Zhou, Z.; Yamasaki, K.; Norinaga, K.; Hayashi, J.-I. Sulfonate ionic liquid as a stable and active catalyst for levoglucosenone production from saccharides via catalytic pyrolysis. Catalysts 2013, 3, 757–773. [Google Scholar] [CrossRef]
- Menon, V.; Rao, M. Trends in bioconversion of lignocellulose: Biofuels, platform chemicals & biorefinery concept. Prog. Energy Combust. Sci. 2012, 38, 522–550. [Google Scholar]
- Singh, M.; Pandey, N.; Mishra, B.B. A divergent approach for the synthesis of (hydroxymethyl) furfural (HMF) from spent aromatic biomass-derived (chloromethyl) furfural (CMF) as a renewable feedstock. RSC Adv. 2020, 10, 45081–45089. [Google Scholar] [CrossRef]
- Lu, Q.; Zhang, Y.; Dong, C.-Q.; Yang, Y.-P.; Yu, H.-Z. The mechanism for the formation of levoglucosenone during pyrolysis of β-D-glucopyranose and cellobiose: A density functional theory study. J. Anal. Appl. Pyrolysis 2014, 110, 34–43. [Google Scholar] [CrossRef]
- Shen, D.; Gu, S. The mechanism for thermal decomposition of cellulose and its main products. Bioresour. Technol. 2009, 100, 6496–6504. [Google Scholar] [CrossRef]
- Jadhav, H.; Pedersen, C.M.; Sølling, T.; Bols, M. 3-Deoxy-glucosone is an Intermediate in the Formation of Furfurals from D-Glucose. ChemSusChem. 2011, 4, 1049–1051. [Google Scholar] [CrossRef]
- Brasholz, M.; Von Kaenel, K.; Hornung, C.H.; Saubern, S.; Tsanaktsidis, J. Highly efficient dehydration of carbohydrates to 5-(chloromethyl) furfural (CMF), 5-(hydroxymethyl) furfural (HMF) and levulinic acid by biphasic continuous flow processing. Green Chem. 2011, 13, 1114–1117. [Google Scholar]
- Zandersons, J.; Zhurinsh, A.; Dobele, G.; Jurkjane, V.; Rizhikovs, J.; Spince, B.; Pazhe, A. Feasibility of broadening the feedstock choice for levoglucosenone production by acid pre-treatment of wood and catalytic pyrolysis of the obtained lignocellulose. J. Anal. Appl. Pyrolysis 2013, 103, 222–226. [Google Scholar]
- Onkarappa, S.B.; Dutta, S. Phase transfer catalyst assisted one-pot synthesis of 5-(chloromethyl) furfural from biomass-derived carbohydrates in a biphasic batch reactor. ChemistrySelect 2019, 4, 7502. [Google Scholar] [CrossRef]
- Chen, B.; Li, Z.; Feng, Y.; Hao, W.; Sun, Y.; Tang, X.; Zeng, X.; Lin, L. Green process for 5-(chloromethyl) furfural production from biomass in three-constituent deep eutectic solvent. ChemSusChem 2021, 14, 847–851. [Google Scholar] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Retention Time (min) | Chemical Name | Retention Time (min) | Chemical Name |
|---|---|---|---|
| 2.59 | Acetic acid | 12.72 | 5-hydroxymethyl furfural |
| 2.95 | 2-Propanone, 1-hydroxy | 13.09 | 2,5 hexanedione |
| 5.27 | 2(5H)-Furanose | 13.76 | Isosorbide |
| 5.92 | Furfural | 13.97 | 2-Butene-1,4 diol |
| 9.07 | Trimethylene oxide | 14.35 | 3-methyl-2-Hexanone |
| 11.08 | Levoglucosenone | 18.08 | 1,6-anhydro β-D-Glucopyranose |
| 12.16 | 2-pentanol, 5-(2-Propynyloxy) | 18.85 | D-allose |
| 12.65 | 1,4:3,6-Dianhydro-α-D-glucopyranose | 19.65 | 1,6-anhydro α-D-Galactofuranose |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kundu, C.; Biswas, S.; Kibria, M.A.; Bhattacharya, S. Thermochemical Conversion of Untreated and Pretreated Biomass for Efficient Production of Levoglucosenone and 5-Chloromethylfurfural in the Presence of an Acid Catalyst. Catalysts 2022, 12, 206. https://doi.org/10.3390/catal12020206
Kundu C, Biswas S, Kibria MA, Bhattacharya S. Thermochemical Conversion of Untreated and Pretreated Biomass for Efficient Production of Levoglucosenone and 5-Chloromethylfurfural in the Presence of an Acid Catalyst. Catalysts. 2022; 12(2):206. https://doi.org/10.3390/catal12020206
Chicago/Turabian StyleKundu, Chandan, Saheli Biswas, Mahmud Arman Kibria, and Sankar Bhattacharya. 2022. "Thermochemical Conversion of Untreated and Pretreated Biomass for Efficient Production of Levoglucosenone and 5-Chloromethylfurfural in the Presence of an Acid Catalyst" Catalysts 12, no. 2: 206. https://doi.org/10.3390/catal12020206
APA StyleKundu, C., Biswas, S., Kibria, M. A., & Bhattacharya, S. (2022). Thermochemical Conversion of Untreated and Pretreated Biomass for Efficient Production of Levoglucosenone and 5-Chloromethylfurfural in the Presence of an Acid Catalyst. Catalysts, 12(2), 206. https://doi.org/10.3390/catal12020206