
Direct Conversion of Carbohydrates into Ethyl Levulinate with Potassium Phosphotungstate as an Efficient Catalyst

Abstract
:1. Introduction

2. Results and Discussion
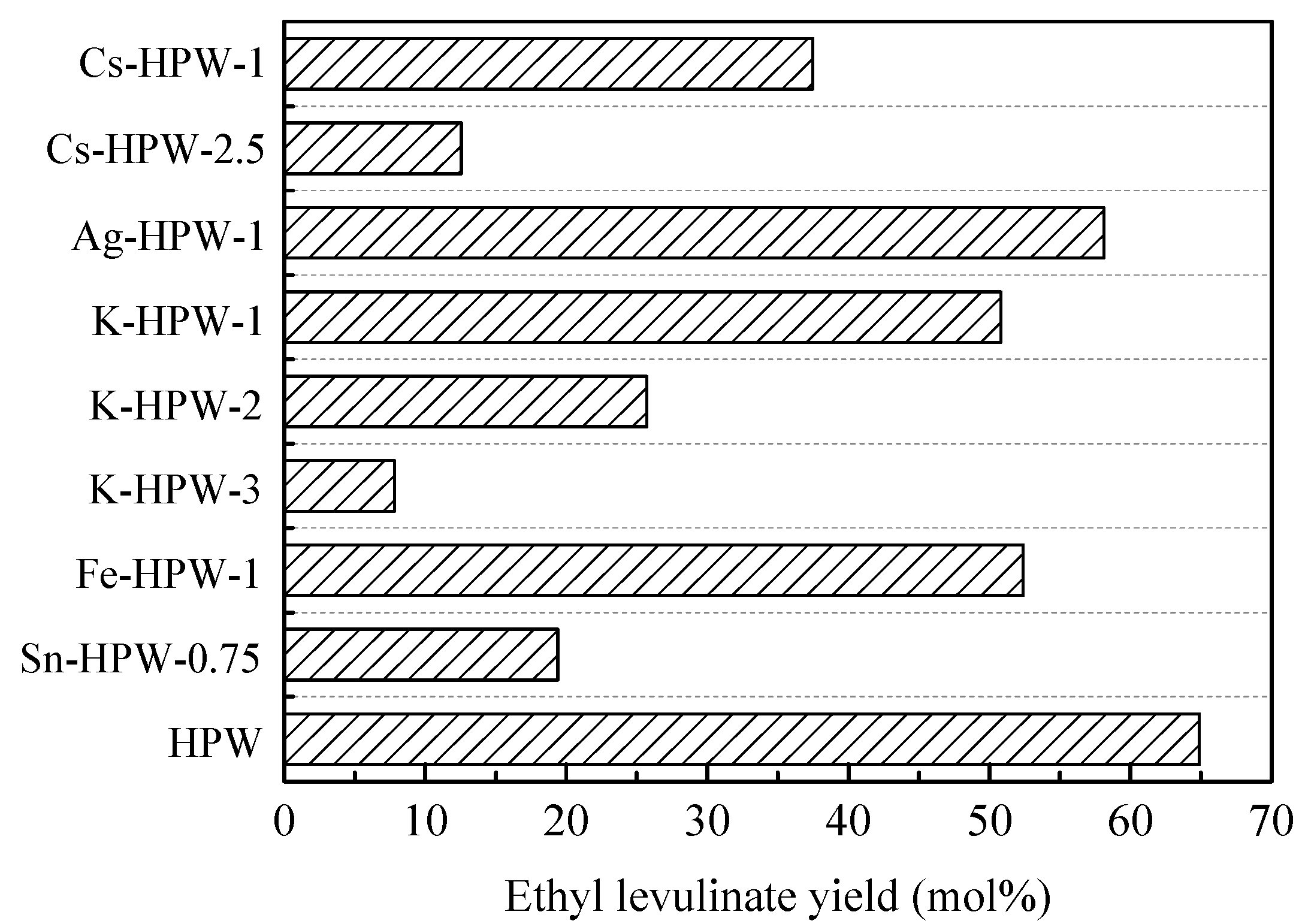
2.1. Synthesis of Ethyl Levulinate from Fructose over Various Catalysts

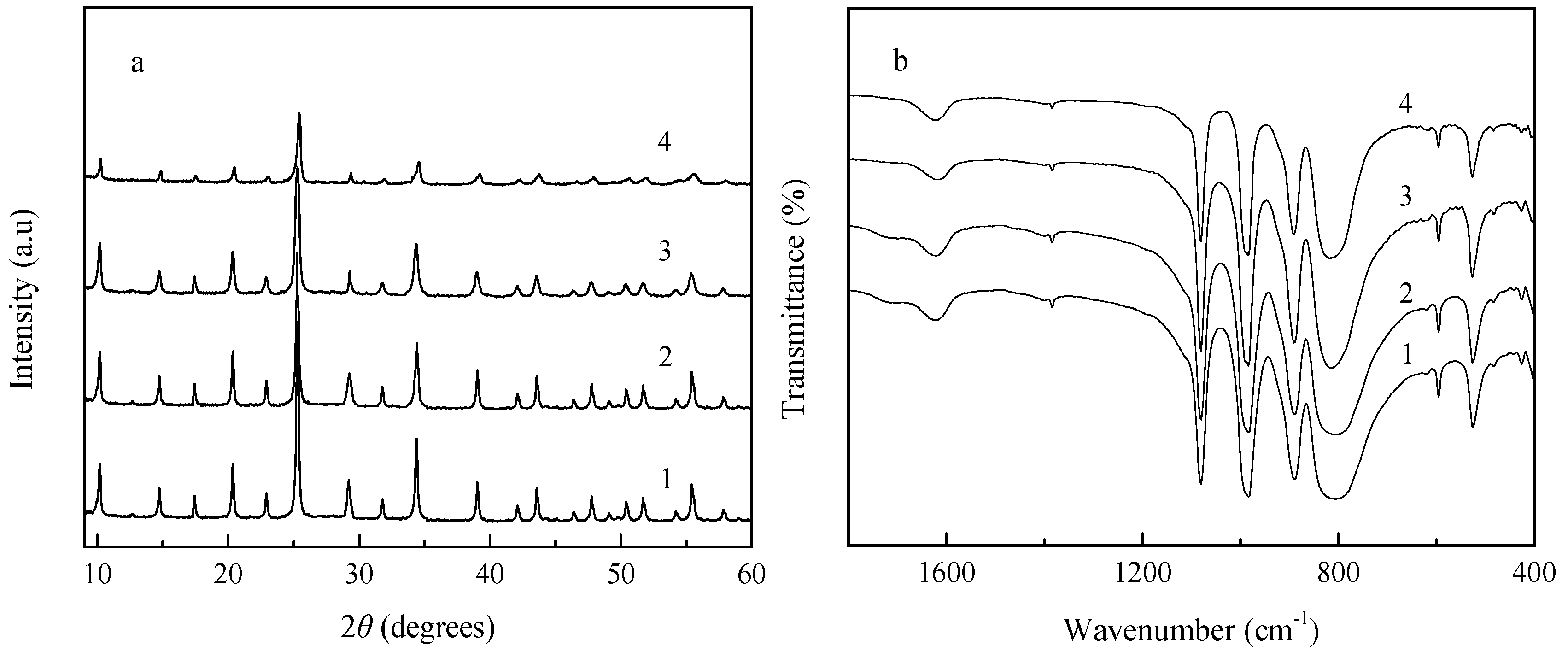
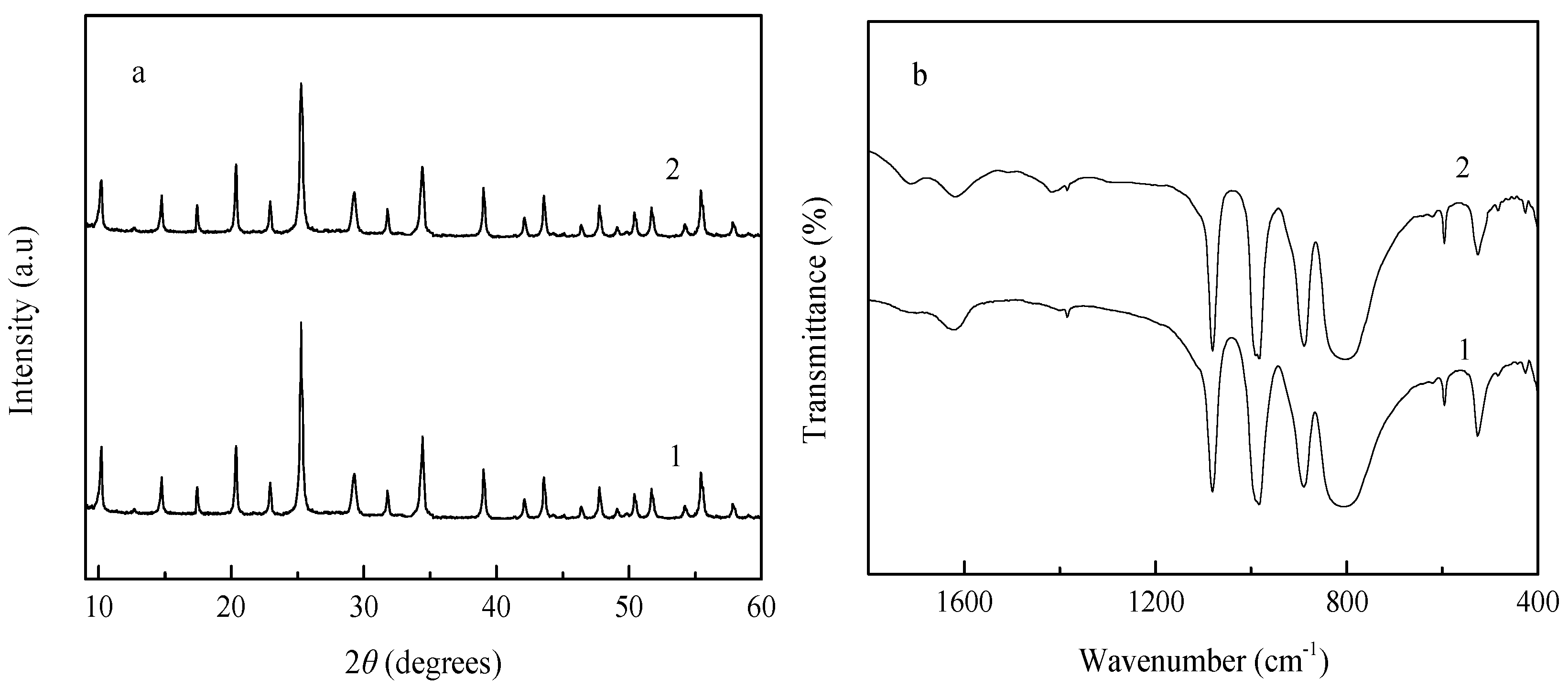
2.2. Catalyst Characterization

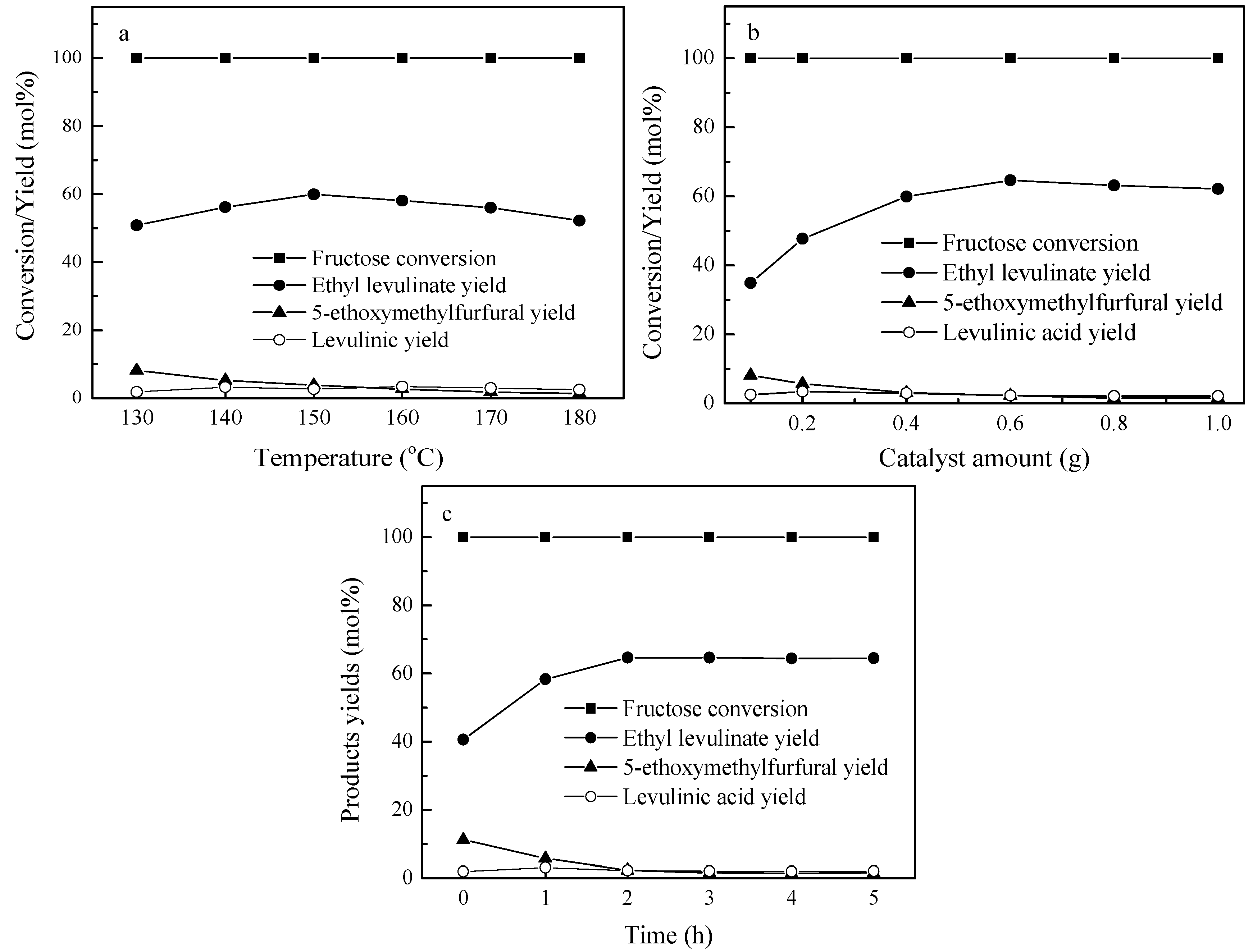
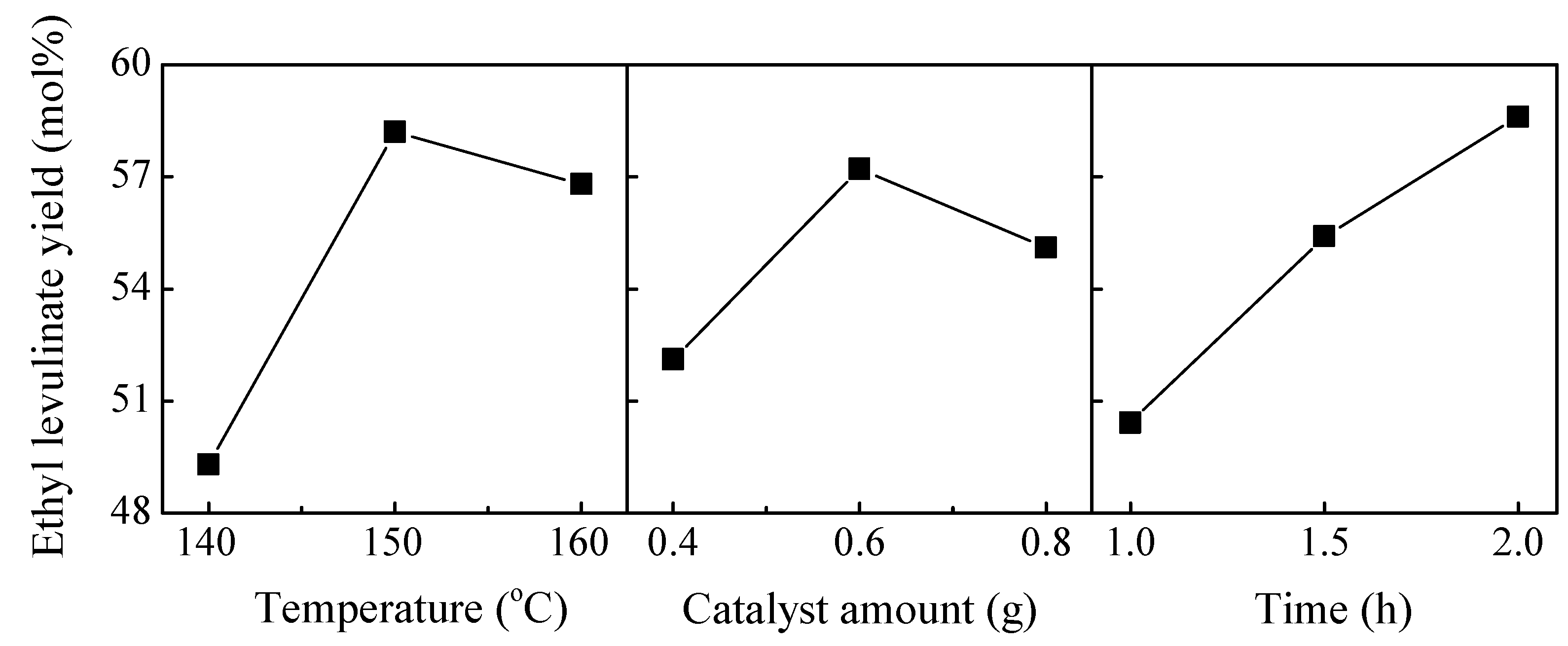
2.3. Effects of Reaction Parameters on Ethyl Levulinate Yield


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry | Temperature (°C) | Catalyst Amount (g) | Time (h) | Ethyl Levulinate Yield (mol%) |
|---|---|---|---|---|
| 1 | 140 | 0.4 | 1.0 | 42.3 |
| 2 | 140 | 0.6 | 1.5 | 52.5 |
| 3 | 140 | 0.8 | 2.0 | 53.1 |
| 4 | 150 | 0.4 | 1.5 | 55.8 |
| 5 | 150 | 0.6 | 2.0 | 64.6 |
| 6 | 150 | 0.8 | 1.0 | 54.3 |
| 7 | 160 | 0.4 | 2.0 | 58.1 |
| 8 | 160 | 0.6 | 1.0 | 54.6 |
| 9 | 160 | 0.8 | 1.5 | 57.8 |
| k1 | 49.3 | 52.1 | 50.4 | - |
| k2 | 58.2 | 57.2 | 55.4 | - |
| k3 | 56.8 | 55.1 | 58.6 | - |
| Range | 8.9 | 5.1 | 8.2 | - |

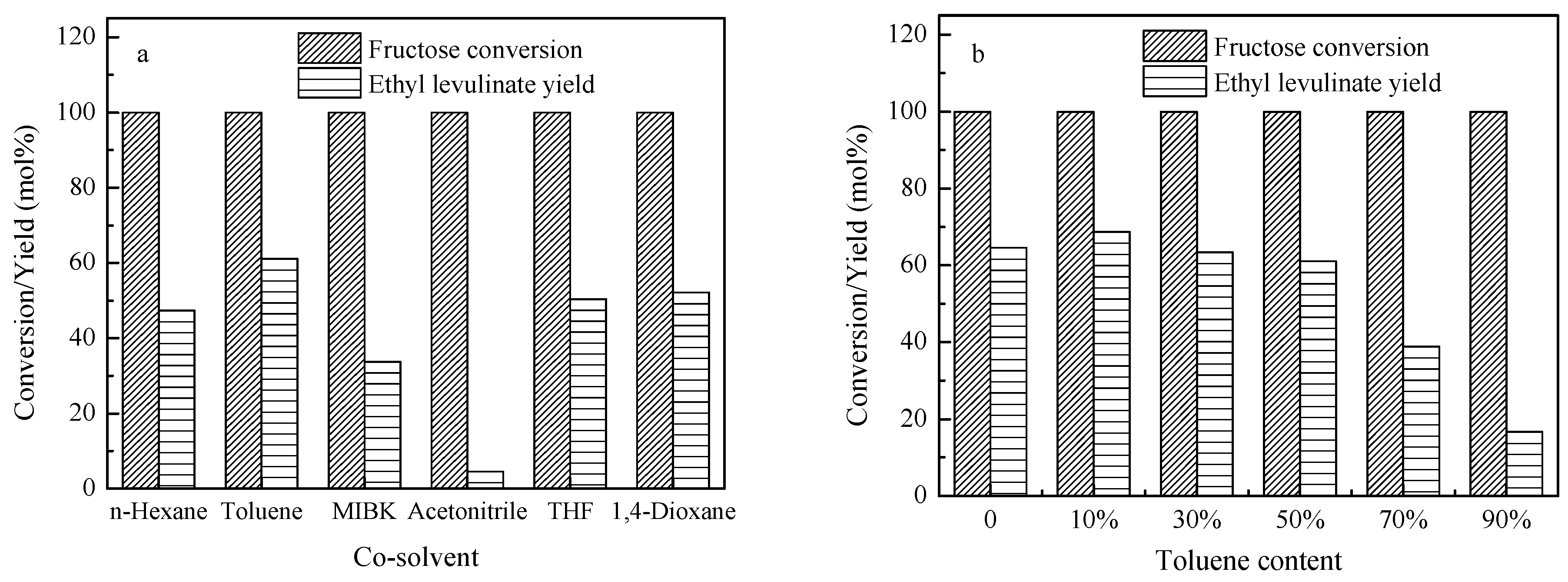
2.4. Effect of Co-Solvents on Synthesis of Ethyl Levulinate from Fructose

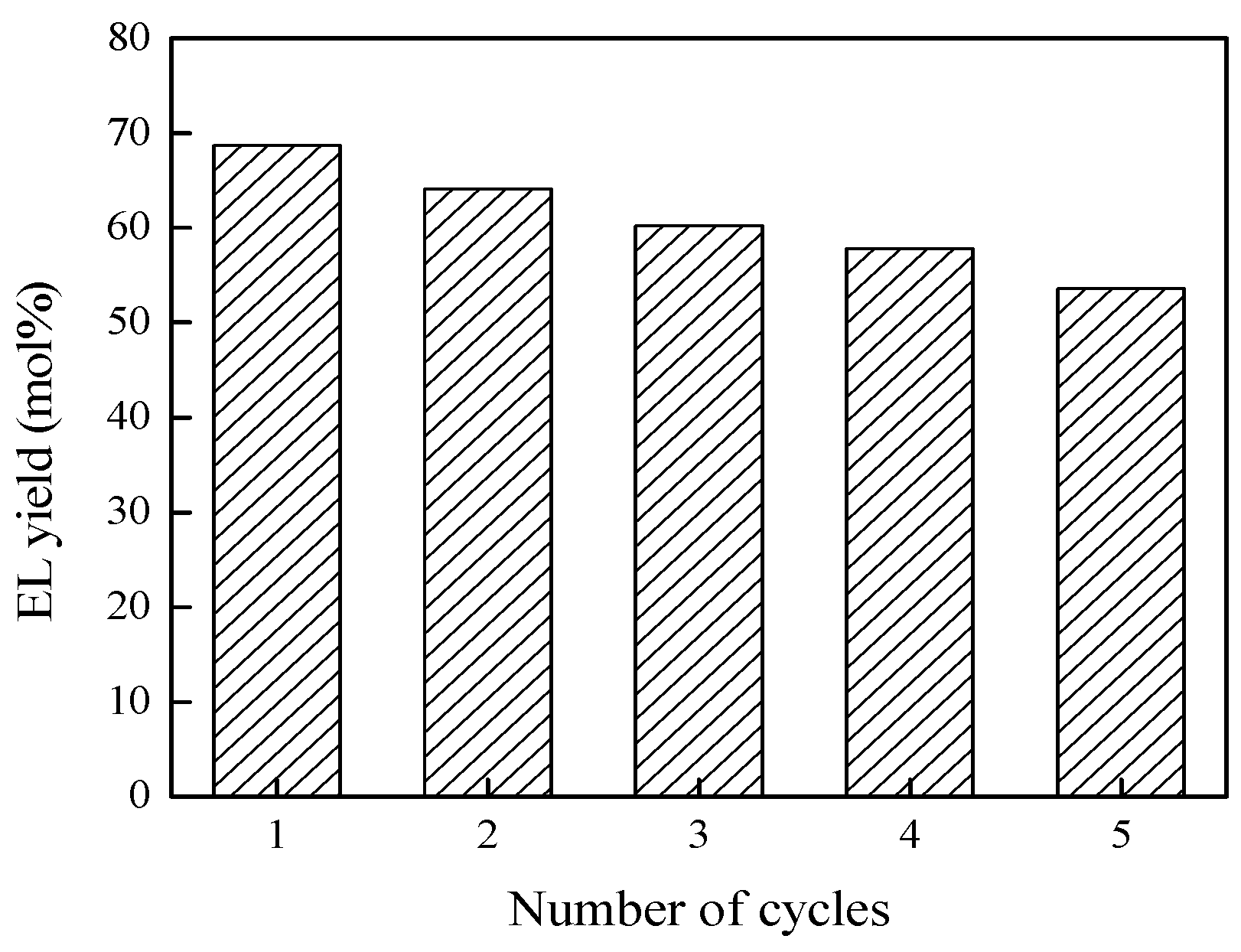
2.5. Catalyst Recycling



2.6. Effect of Various Raw Materials on Synthesis of Ethyl Levulinate
| Raw Meterials | Temperature (°C) | Conversion (%) | Ethyl Levulinate Yield (mol%) | 5-Ethoxymethylfur-fural Yield (mol%) | Levulinic Acid Yield (mol%) |
|---|---|---|---|---|---|
| Fructose | 150 | 100 | 68.7 | 3.5 | 2.1 |
| Glucose | 150 | 99.2 | 14.5 | 1.5 | 1.7 |
| Sucrose | 150 | 98.1 | 35.4 | 2.1 | 2.0 |
| Inulin | 150 | >95 | 52.3 | 2.5 | 2.1 |
| Cellulose | 220 | >95 | 14.8 | 1.2 | 1.4 |
| Research | Catalyst | Medium | Reaction Conditions | Ethyl Levulinate Yield (mol%) |
|---|---|---|---|---|
| [9] | Amberlyst 70 | Ethanol/water | 175 °C 2 h | 37 |
| [15] | SO42−/TiO2 | Ethanol | 200 °C 2 h | 59 |
| [16] | H-USY(6) | Ethanol | 150 °C 20 h | 40 |
| [28] | [NEt3BSO3H][HSO4] | Ethanol | 140 °C 24 h | 77 |
| [29] | IL-POMs a | Ethanol | 120 °C 12 h | 28–80 |
| [30] | SO3H-SBA-15 | Ethanol | 140 °C 24 h | 57 |
| This study | K-HPW-1 | Ethanol/toluene | 150 °C 2 h | 68.7 |
3. Experimental Section
3.1. Materials
3.2. Catalysts Preparation
3.3. Catalytic Reaction Procedure
3.4. Products Analysis
3.5. Catalysts Characterization
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chatterjee, C.; Pong, F.; Sen, A. Chemical conversion pathways for carbohydrates. Green Chem. 2015, 17, 40–71. [Google Scholar] [CrossRef]
- Mielenz, J.R.; Rodriguez, M.; Thompson, O.A.; Yang, X.; Yin, H. Development of Agave as a dedicated biomass source: Production of biofuels from whole plants. Biotechnol. Biofuels 2015, 8, 79. [Google Scholar] [CrossRef] [PubMed]
- Bozell, J.J.; Moens, L.; Elliott, D.C.; Wang, Y.; Neuenscwander, G.G.; Fitzpatrick, S.W.; Bilski, R.J.; Jarnefeld, J.L. Production of levulinic acid and use as a platform chemical for derived products. Resour. Conserv. Recycl. 2000, 28, 227–239. [Google Scholar] [CrossRef]
- Chang, C.; Cen, P.; Ma, X. Levulinic acid production from wheat straw. Bioresour. Technol. 2007, 98, 1448–1453. [Google Scholar] [CrossRef] [PubMed]
- Verevkin, S.P.; Emel’yanenko, V.N. Renewable platform-chemicals and materials: Thermochemical study of levulinic acid. J. Chem. Thermodyn. 2012, 46, 94–98. [Google Scholar] [CrossRef]
- Cha, J.Y.; Hanna, M.A. Levulinic acid production based on extrusion and pressurized batch reaction. Ind. Crops Prod. 2002, 16, 109–118. [Google Scholar] [CrossRef]
- Chang, C.; Ma, X.; Cen, P. Kinetics of Levulinic Acid Formation from Glucose Decomposition at High Temperature1. Chin. J. Chem. Eng. 2006, 14, 708–712. [Google Scholar] [CrossRef]
- Girisuta, B.; Janssen, L.P.B.M.; Heeres, H.J. Kinetic Study on the Acid-Catalyzed Hydrolysis of Cellulose to Levulinic Acid. Ind. Eng. Chem. Res. 2007, 46, 1696–1708. [Google Scholar] [CrossRef]
- Hu, X.; Wang, S.; Westerhof, R.J.M.; Wu, L.; Song, Y.; Dong, D.; Li, C.Z. Acid-catalyzed conversion of C6 sugar monomer/oligomers to levulinic acid in water, tetrahydrofuran and toluene: Importance of the solvent polarity. Fuel 2015, 141, 56–63. [Google Scholar] [CrossRef]
- Weingarten, R.; Conner, W.C.; Huber, G.W. Production of levulinic acid from cellulose by hydrothermal decomposition combined with aqueous phase dehydration with a solid acid catalyst. Energy Environ. Sci. 2012, 5, 7559–7574. [Google Scholar] [CrossRef]
- Christensen, E.; Williams, A.; Paul, S.; Burton, S.; McCormick, R.L. Properties and performance of levulinate esters as diesel blend components. Energy Fuels 2011, 25, 5422–5428. [Google Scholar] [CrossRef]
- Climent, M.J.; Corma, A.; Iborra, S. Conversion of biomass platform molecules into fuel additives and liquid hydrocarbon fuels. Green Chem. 2014, 16, 516–547. [Google Scholar] [CrossRef]
- Neves, P.; Lima, S.; Pillinger, M.; Rocha, S.M.; Rocha, J.; Valente, A.A. Conversion of furfuryl alcohol to ethyl levulinate using porous aluminosilicate acid catalysts. Catal. Today 2013, 218–219, 76–84. [Google Scholar] [CrossRef]
- Chang, C.; Xu, G.; Jiang, X. Production of ethyl levulinate by direct conversion of wheat straw in ethanol media. Bioresour. Technol. 2012, 121, 93–99. [Google Scholar] [CrossRef] [PubMed]
- Peng, L.C.; Lin, L.; Zhang, J.; Shi, J.; Liu, S. Solid acid catalyzed glucose conversion to ethyl levulinate. Appl. Catal. A 2011, 397, 259–265. [Google Scholar] [CrossRef]
- Saravanamurugan, S.; Riisager, A. Zeolite catalyzed transformation of carbohydrates to alkyl levulinates. ChemCatChem 2013, 5, 1754–1757. [Google Scholar] [CrossRef]
- Zhao, S.; Xu, G.; Chang, J.; Chang, C.; Bai, J.; Fang, S.; Liu, Z. Direct Production of Ethyl Levulinate from Carbohydrates Catalyzed by H-ZSM-5 Supported Phosphotungstic Acid. Bioresource 2015, 10, 2223–2234. [Google Scholar] [CrossRef]
- Chang, C.; Xu, G.; Zhu, W.; Bai, J.; Fang, S. One-pot production of a liquid biofuel candidate—Ethyl levulinate from glucose and furfural residues using a combination of extremely low sulfuric acid and zeolite USY. Fuel 2015, 140, 365–370. [Google Scholar] [CrossRef]
- Costa, V.V.; da Silva Rocha, K.A.; Kozhevnikov, I.V.; Kozhevnikova, E.F.; Gusevskaya, E.V. Heteropoly acid catalysts for the synthesis of fragrance compounds from biorenewables: Isomerization of limonene oxide. Catal. Sci. Technol. 2013, 3, 244–250. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, C.-L.; Wu, H.-Z.; Dong, W.-S. An Efficient Catalyst for the Conversion of Fructose into Methyl Levulinate. Catal. Lett. 2013, 143, 1346–1353. [Google Scholar] [CrossRef]
- Guo, Y.; Hu, C. Heterogeneous photocatalysis by solid polyoxometalates. J. Mol. Catal. A 2007, 262, 136–148. [Google Scholar] [CrossRef]
- Hernández-Cortez, J.G.; Martinez, L.; Soto, L.; López, A.; Navarrete, J.; Manríquez, M.; Lara, V.H.; López-Salinas, E. Liquid phase alkylation of benzene with dec-1-ene catalyzed on supported 12-tungstophosphoric acid. Catal. Today 2010, 150, 346–352. [Google Scholar] [CrossRef]
- Chai, F.; Cao, F.; Zhai, F.; Chen, Y.; Wang, X.; Su, Z. Transesterification of Vegetable Oil to Biodiesel using a Heteropolyacid Solid Catalyst. Adv. Synth. Catal. 2007, 349, 1057–1065. [Google Scholar] [CrossRef]
- Ghanbari-Siahkali, A.; Philippou, A.; Dwyer, J.; Anderson, M.W. The acidity and catalytic activity of heteropoly acid on MCM-41 investigated by MAS NMR, FTIR and catalytic tests. Appl. Catal. A 2000, 192, 57–69. [Google Scholar] [CrossRef]
- Yang, Y.; Abu-Omar, M.M.; Hu, C. Heteropolyacid catalyzed conversion of fructose, sucrose, and inulin to 5-ethoxymethylfurfural, a liquid biofuel candidate. Appl. Energy 2012, 99, 80–84. [Google Scholar] [CrossRef]
- Garves, K. Acid Catalyzed Degradation of Cellulose in Alcohols. J. Wood Chem. Technol. 1988, 8, 121–134. [Google Scholar] [CrossRef]
- Tang, X.; Sun, Y.; Zeng, X.; Hao, W.; Lin, L.; Liu, S. Novel Process for the Extraction of Ethyl Levulinate by Toluene with Less Humins from the Ethanolysis Products of Carbohydrates. Energy Fuels 2014, 28, 4251–4255. [Google Scholar] [CrossRef]
- Saravanamurugan, S.; Nguyen van Buu, O.; Riisager, A. Conversion of Mono- and Disaccharides to Ethyl Levulinate and Ethyl Pyranoside with Sulfonic Acid-Functionalized Ionic Liquids. ChemSusChem 2011, 4, 723–726. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Zhao, G.; Chen, L. Efficient production of 5-hydroxymethylfurfural and alkyl levulinate from biomass carbohydrate using ionic liquid-based polyoxometalate salts. RSC Adv. 2014, 4, 4194–4202. [Google Scholar] [CrossRef]
- Saravanamurugan, S.; Riisager, A. Solid acid catalysed formation of ethyl levulinate and ethyl glucopyranoside from mono- and disaccharides. Catal. Commun. 2012, 17, 71–75. [Google Scholar] [CrossRef]
- Ren, Y.; Liu, B.; Zhang, Z.; Lin, J. Silver-exchanged heteropolyacid catalyst (Ag1H2PW): An efficient heterogeneous catalyst for the synthesis of 5-ethoxymethylfurfural from 5-hydroxymethylfurfural and fructose. J. Ind. Eng. Chem. 2015, 21, 1127–1131. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, S.; Xu, G.; Chang, C.; Fang, S.; Liu, Z.; Du, F. Direct Conversion of Carbohydrates into Ethyl Levulinate with Potassium Phosphotungstate as an Efficient Catalyst. Catalysts 2015, 5, 1897-1910. https://doi.org/10.3390/catal5041897
Zhao S, Xu G, Chang C, Fang S, Liu Z, Du F. Direct Conversion of Carbohydrates into Ethyl Levulinate with Potassium Phosphotungstate as an Efficient Catalyst. Catalysts. 2015; 5(4):1897-1910. https://doi.org/10.3390/catal5041897
Chicago/Turabian StyleZhao, Shiqiang, Guizhuan Xu, Chun Chang, Shuqi Fang, Ze Liu, and Fengguang Du. 2015. "Direct Conversion of Carbohydrates into Ethyl Levulinate with Potassium Phosphotungstate as an Efficient Catalyst" Catalysts 5, no. 4: 1897-1910. https://doi.org/10.3390/catal5041897
APA StyleZhao, S., Xu, G., Chang, C., Fang, S., Liu, Z., & Du, F. (2015). Direct Conversion of Carbohydrates into Ethyl Levulinate with Potassium Phosphotungstate as an Efficient Catalyst. Catalysts, 5(4), 1897-1910. https://doi.org/10.3390/catal5041897