1. Introduction
Fossil fuel depletion and environmental concern have boosted the search for renewable energies, one of the possible sources being biomass [
1,
2]. Furfural is a so-called platform molecule from biomass obtained through xylose dehydration [
3,
4] and can be transformed into a wide range of chemicals via hydrogenation, oxidation, decarbonylation, nitration, or condensation processes, just to cite some of them [
5]. For instance, aldol condensation and subsequent hydrogenation and hydrodeoxygenation can lead to liquid hydrocarbons for use as diesel [
6,
7,
8].
Aldol condensation is a well-known C–C bond formation process which can occur in acidic or basic sites, the latter being more frequently reported in the literature [
6,
7,
8,
9,
10,
11,
12,
13,
14,
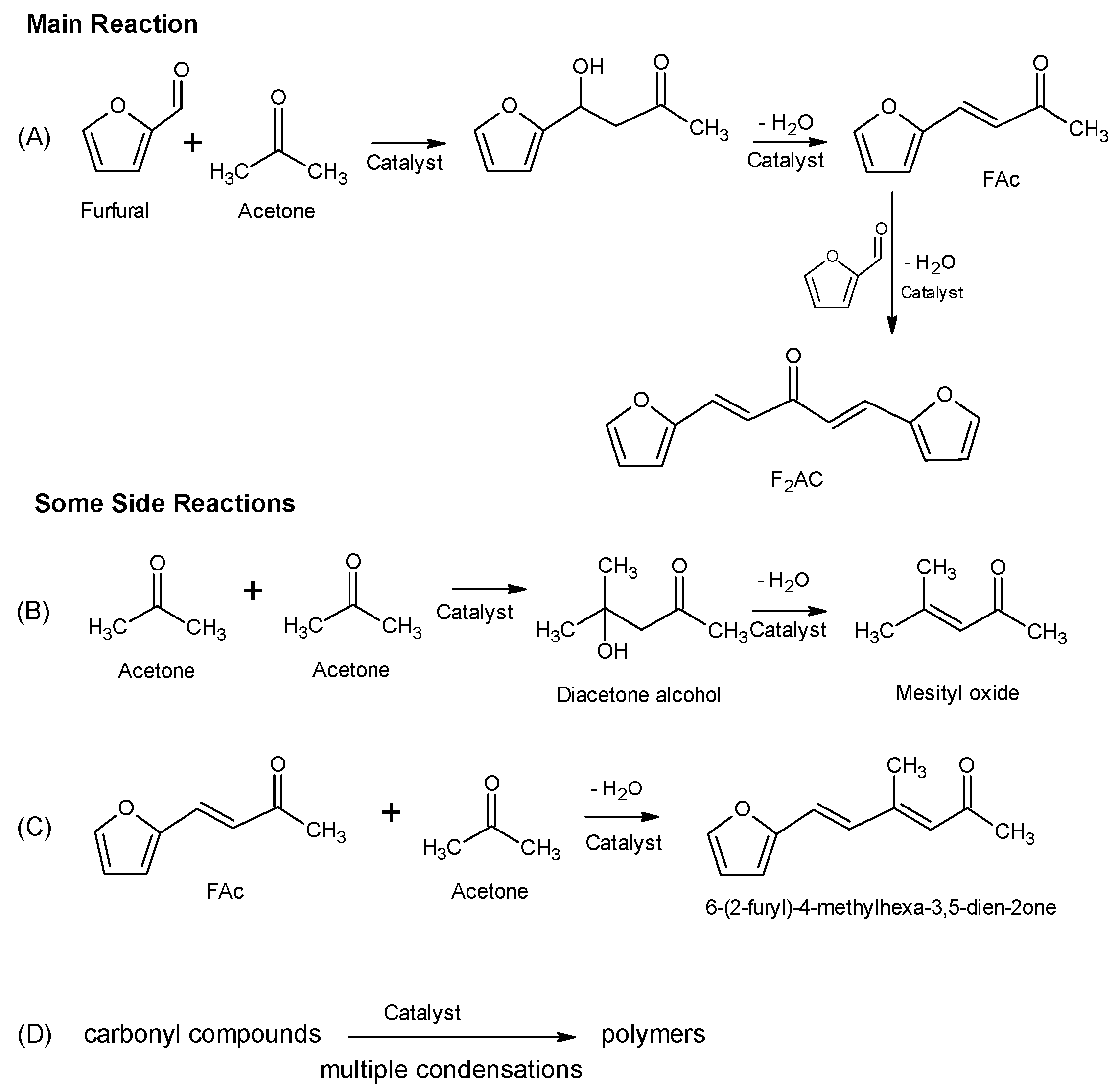
15]. It requires the existence of a reactive hydrogen in alpha position, with respect to a carbonyl compound able to form an enol, which reacts with another carbonyl compound, and after dehydration, yields a conjugated enone. Focusing on aldol condensation between furfural and acetone (
Figure 1), it can initially lead to 4-(2-furanyl)-3-buten-2-one (FAc), a subsequent aldol condensation with another furfural molecule, forming 1,5-bis-(2-furanyl)-1,4-pentadien-3-one (F2Ac) (
Figure 1a) [
16,
17]. Some side reactions include acetone self-condensation to form diacetone-alcohol and mesityl oxide (
Figure 1b), condensation between FAc and acetone (
Figure 1c), and multiple aldol condensations between different carbonyl compounds, thus forming polymers [
18,
19] (
Figure 1d).
Aldol condensations have been traditionally performed in organic media, using base catalysts such as sodium or calcium hydroxides. Nevertheless, the existence of corrosion problems and the difficult reutilization have led to the use of some other base heterogeneous catalysts, such as hydrotalcites and hydrotalcite-derived mixed oxides [
20,
21], amorphous aluminophosphate [
15], and diamine-functionalized MCM-41 [
22], just to cite some examples.
In the present work, different AlMg mixed oxides were obtained through calcination of layered double hydroxides (LDHs) and tested for aldol condensation with acetone to form F2Ac. The influence on the catalytic results of two synthetic variables (conventional or microwave heating with the presence or absence of Pluronic 123 as the surfactant) was explored. Furthermore, the effect of water (either pre-hydrating the solids before catalytic studies or in water/toluene mixtures as the reaction medium) is discussed.
3. Materials and Methods
Hydrotalcites were synthesized by a co-precipitation method, starting from two solutions containing 0.2 mol Mg(NO3)2·6H2O and 0.1 mol Al(NO3)3·9H2O in 25 mL deionized water, respectively (Mg/Al = 2). The mixture was slowly added to a pH 10 aqueous solution under continuous stirring and an inert atmosphere (N2), with temperature maintained at 60 °C. During precipitation, the pH value was maintained, adding NaOH 1M. The suspension was divided into four portions for further treatment. One part was kept under conventional heating at 80 °C for 24 h, followed by filtration and washing with deionized water, thus obtaining the solid called HTCON. A second portion was aged under microwave heating at 80 °C for 1 h, thus leading, after filtration and washing, to the solid termed as HTMW. A flexiWave platform for microwave synthesis (22 V, 50 Hz) with an IR temperature sensor (p/n IRT0500) was used. The other two portions were submitted to the same conventional or microwave heating while performing the synthesis in the presence of surfactant Pluronic 123 (2% by weight), thus leading to the solids named HTCONP and HTMWP, respectively. Finally, all four solids were calcined at 450 °C in the air for 8 h (1 °C·min−1 ramp). Nomenclature of these solids include the suffix 450, referring to calcination temperature (HTCON-450, HTMW-450, HTCONP-450, and HTMWP-450). Subsequent treatment of HTCON-450 for 2 h at 450 °C in the presence of a N2 flow (50 mL·min−1) saturated in water at 20 °C led to a solid called HTCON-450-rehydrated.
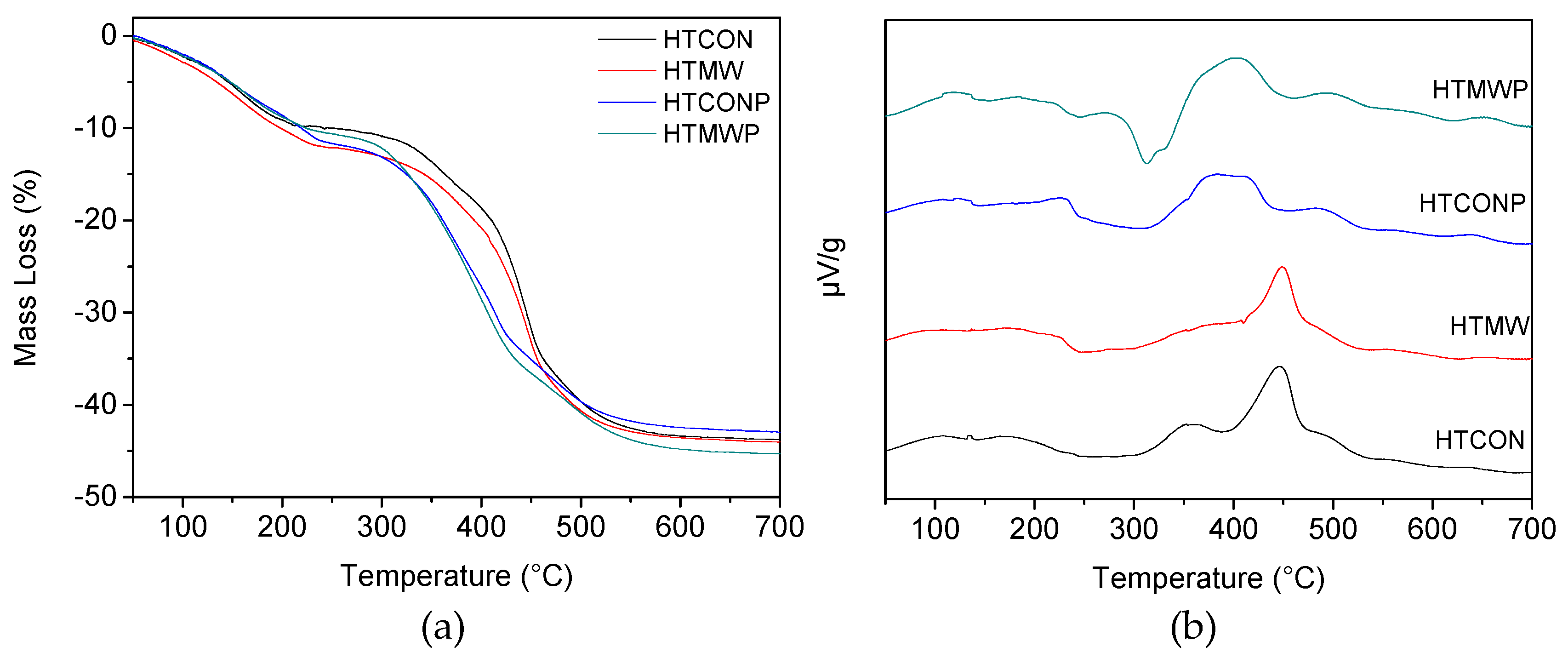
A Setaram SetSys 12 instrument (SETARAM Instrumentation, Caluire, France) was used for thermogravimetric analyses (TGA). Experiments were performed on 20 mg samples placed in an alumina crucible and heated in the 30–600 °C range (10 °C·min−1, 50 mL·min−1 air stream).
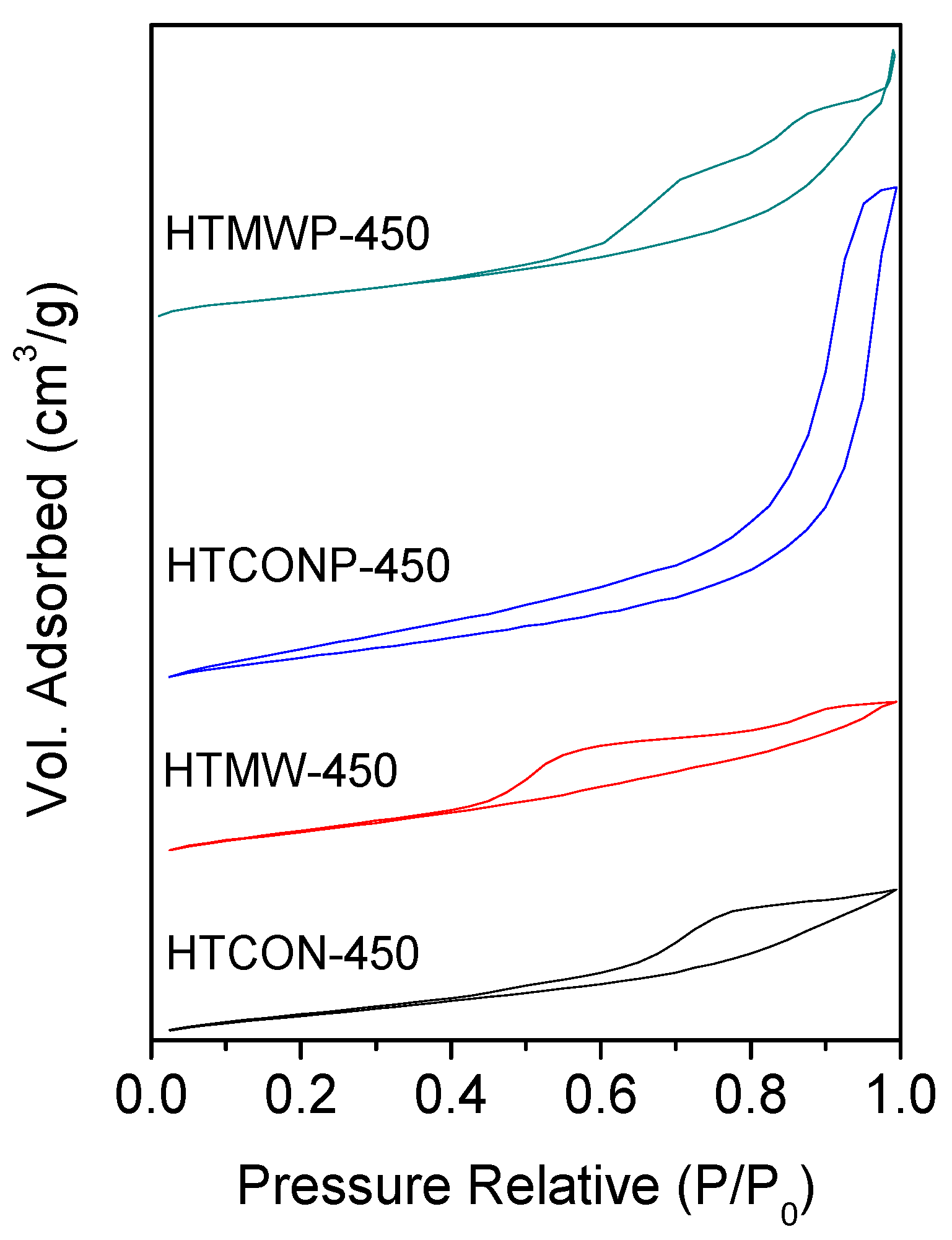
Textural properties (BET surface area, cumulative pore volume, and average pore diameter) were measured in a Micromeritics ASAP-2010 instrument (Micromeritics, Norcross, GA, USA.). Samples were heated at 120 °C and degassed to 0.1 Pa before measurement.
The measure of magnesium or aluminium leaching (presence in filtered reaction medium) was performed by inductively coupled plasma mass spectrometry (ICP-MS) on a Perkin–Elmer ELAN DRC-e instrument.
The Mg/Al ratio of solids was measured by X-ray fluorescence (XRF) spectroscopy (Rigaku ZSK PrimusIV wavelength X-ray spectrometer (Rigaku, The Woodlands, TX, USA). Further details are given elsewhere [
30].
Raman spectra were recorded on a Renishaw spectrometer (InVia Raman Microscope, Renishaw, Gloucestershire, UK), equipped with a Leica microscope with various lenses, monochromators, filters, and a CCD detector. Spectra were recorded over the 150–4000 cm−1 range, using green laser light excitation (532 nm) and gathering 32 scans.
X-ray diffraction (XRD) analysis was performed on a Siemens D-5000 diffractometer (Bruker Corporation, Billerica, MA, USA) using CuKα radiation over the range 5–80°.
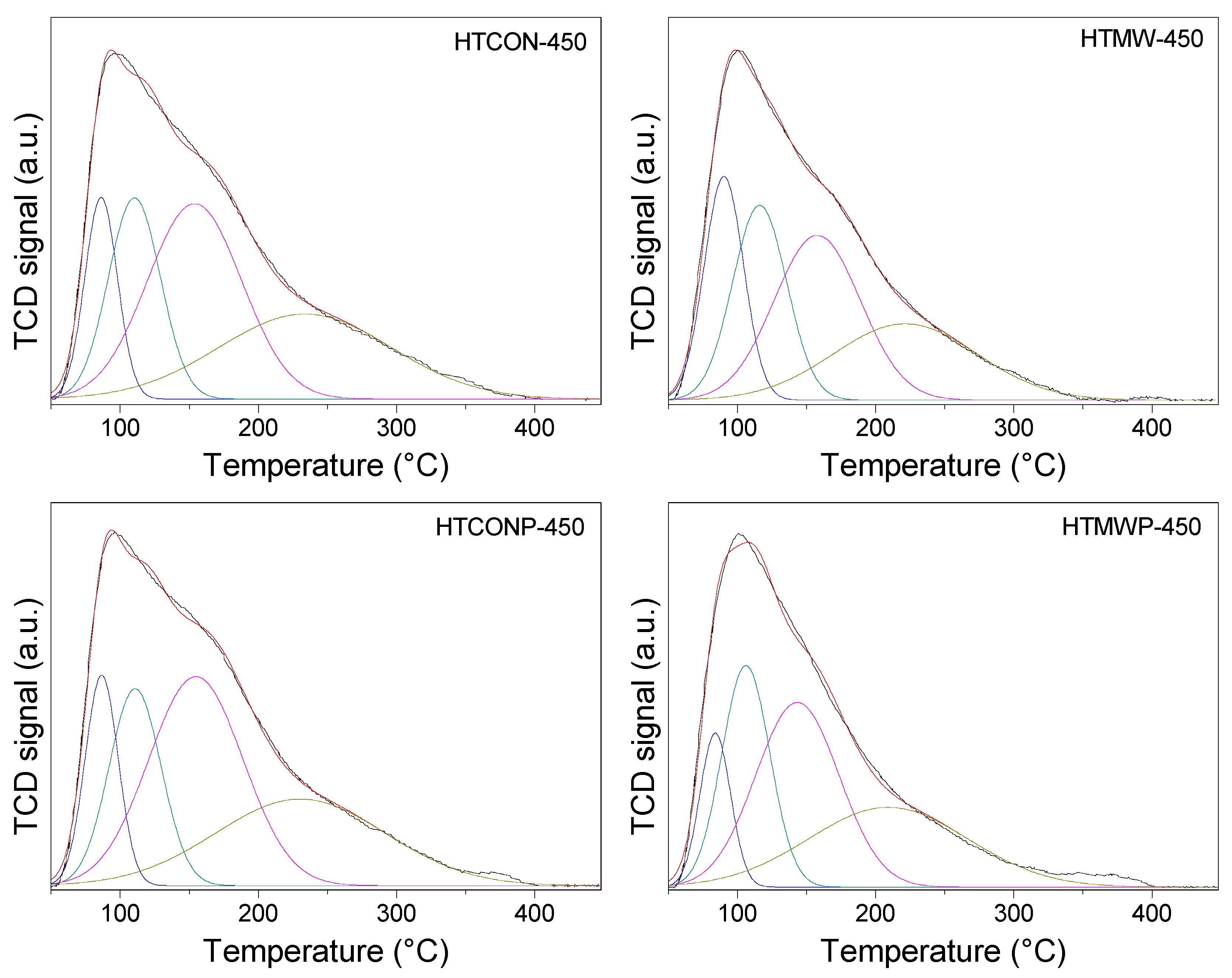
Surface acidity of samples was measured by thermal programmed desorption of pre-adsorbed pyridine (Py-TPD) using TC detection. Samples (30 mg) were cleaned by heating to 450 °C (10 °C·min−1 ramp) under He flow (75 mL·min−1) and then cooled down to 50 °C. The catalysts were subsequently saturated with pyridine for 30 min, cleaned for 60 min with He and TPD monitored from 50 to 450 °C (10 °C·min−1), the final temperature being held for 45 min.
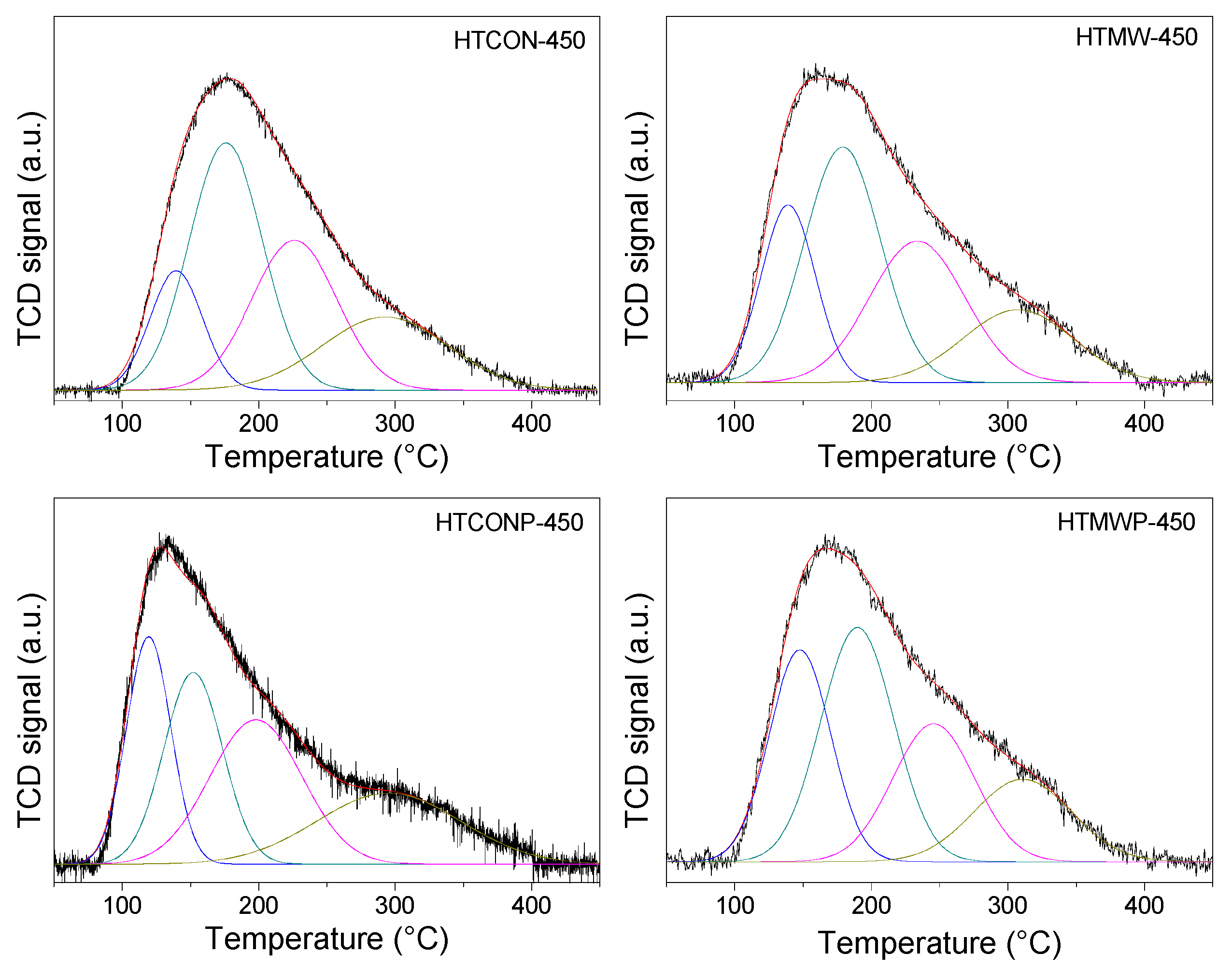
Surface basicity of the catalysts was determined on a Micromeritics Autochem II instrument by thermal programmed desorption of pre-absorbed CO2 (CO2-TPD) with TCD detection. Samples (100 mg) were cleaned in an Air stream (20 mL·min−1 Ar, heating at 450 °C at a rate of 10 °C·min−1 for 60 min and then cooled down to 40 °C). Then, solids were saturated with CO2 (5% CO2/Ar flow at 20 mL·min−1 for 60 min), physisorbed CO2 removed with Ar flow (20 mL·min−1 for 30min) and TPD monitored from 50 to 450 °C (5 °C·min−1), the final temperature being held for 60 min.
The solids were tested for aldol condensation of furfural using a Berghof HR-100 stainless steel high-pressure autoclave equipped with a 75 mL PTFE insert vessel. Under standard conditions, 10 mmol of furfural, 20 mmol acetone, 20 mL toluene, and a 400 mg catalyst were introduced in the vessel. Reactor was purged with nitrogen and pressurized to 5 bar of N
2. The reaction temperature was set to 100 °C and started by switching on the stirring at 750 rpm. To stop the reaction, the vessel was submerged in an ice bath. The choice of toluene as the organic medium was motivated by a previous paper [
3] on xylose dehydration to furfural where toluene was found to give the highest yield to furfural. The final strategy would be to make the one-pot transformation of xylose to furfural and then F2Ac.
Experiments to evaluate the influence of the presence of water in the reaction medium were conducted varying the water/toluene ratio (0%, 5%, 10%, and 50% volume) while keeping the total solvent volume constant (20 mL).
Once the reactions were finished, the products were analyzed by gas chromatography (Agilent 7890) with a flame ionization detector (GC-FID), using a Supelco NukolTM capillary column. In the case of using biphasic media (toluene/water mixtures), products were extracted from the aqueous phase with dichloromethane before GC-FID analysis. Quantification of furfural and condensation products was performed using the appropriate calibration curves. In all cases, mass balance considering unreacted furfural, FAc, and F2Ac was over 95%.
For reutilization experiments, after the reaction, the solids were filtered, washed with ethanol, and dried at 100 °C, followed by calcination at 450 °C under the same conditions as described in the synthesis. Nomenclature of reused catalysts include the suffix R (one reuse) or R2 (two reuses).
Furfural conversion and FAc and F2Ac selectivity were defined by Equations (1)–(3):
4. Conclusions
The synthesis of hydrotalcites in the presence of Pluronic 123 led, after calcination, to MgAl mixed oxides with bigger pore sizes than untreated solids. On the other hand, microwave irradiation led to smaller pore sizes as compared to conventional thermal treatment. As far as acid–base characteristics are concerned, the use of both microwave irradiation and Pluronic 123 during the synthesis resulted in a decrease of total basicity and an increase in total acidity.
Rehydration of mixed oxides by treating them with a nitrogen flow saturated with water led to solids exhibiting lower catalytic activity in aldol condensation of furfural, probably as a result of the partial blocking (solvation) of active sites. By contrast, the increase in the percentage of water in water/toluene biphasic media resulted in an increase in conversion values, though selectivity to FAc also increased at the expense of the desired product F2Ac. A plausible explanation is that water weakens the C=O bond in furfural, thus favoring its transformation. Moreover, once FAc is produced, its higher solubility in toluene, as compared to water, favors its transfer to the organic medium, thus avoiding its subsequent reaction with another furfural molecule to yield F2Ac. The fact that the produced FAc is retired to the organic phase could also account for the observed increase in conversion.
A comparison of catalytic activity of the reference material (HTCON-450) with that of the other solids allows us to conclude that the use of Pluronic 123 during synthesis (especially in combination with microwave irradiation) resulted in solids exhibiting higher F2Ac yields at long reaction times. This could be the result of the combination of two factors: The above-mentioned larger pore size achieved with the surfactant and the increase in total acidity which could favor aldol condensation.
HTMWP-450 exhibited a good stability without any significant loss of activity after three uses.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}