1. Introduction
Twinning-induced plasticity (TWIP) steel has been considered as one of most promising structural materials by various industries. Such a reputation arises from remarkable mechanical properties of this steel. For example, the strength–ductility balance of TWIP steels deviates from the trade-off relationship made by traditional ferrous alloys including dual-phase, high-strength and low-alloy, bake-hardening, extra-mild, and complex-phase steels [
1]. TWIP steels also exhibit an excellent capability of strain hardening due to the formation of mechanical twinning during a plastic deformation [
2]. Nevertheless, several material issues have yet to be overcome for the wider application of TWIP steels, such as a low yield strength (YS), relatively poor wet corrosion resistance, and susceptibility to hydrogen embrittlement (HE) [
3].
Among these issues, HE refers to the degradation of mechanical properties owing to hydrogen dissolved in a lattice structure [
4]. The high strength of TWIP steels makes them vulnerable to the HE phenomenon, thereby limiting their potential applications [
5]. Researchers have suggested various strategies to increase the HE resistance of TWIP steels, which can be roughly classified into two categories: the addition of particular alloying elements (e.g., Al, Cu, and V) [
6,
7,
8,
9,
10,
11] and grain refinement [
12,
13]; this study focused on the latter approach. Although grain refinement is an effective way to improve HE resistance, a fine-grained microstructure brings about the acceleration of fatigue crack growth and deterioration in a low-cycle fatigue (LCF) life [
14,
15]. This makes it difficult to adopt the approach of grain refinement in industries that require HE resistance in monotonic and cyclic deformation modes simultaneously, such as gas vessels and pipes. Furthermore, grain refinement of a bulk material is often impractical owing to the expensive and complicated processes as well as limited material dimensions. For example, most severe plastic deformation processes (e.g., equal-channel angular pressing and high-pressure torsion) are inapplicable to mass production due to their intrinsic non-continuous manufacturing procedure [
16]. Fine- or ultrafine-grained metals fabricated by these methods have a significantly limited dimension of a few centimeters as well [
17].
As an alternative approach, the present study suggests exploiting a graded grain structure (GGS) to enhance the HE resistance of TWIP steel in both deformation modes. Fe-17Mn-0.8C steel was chosen to verify this idea, as massive amounts of background data, particularly with respect to HE [
7,
8,
18], were expected to assist in interpreting the results obtained in this work. The logical basis for the present strategy is the fact that hydrogen cannot penetrate deeply into the face-centered cubic (FCC) structure, which leads to a high hydrogen concentration at a surface layer of the material [
7,
8]. Accordingly, grain refinement was induced only at the surface layer in this strategy, while leaving the interior microstructure relatively unchanged. The HE resistance of the developed GGS steel has been discussed in terms of its microstructure as compared to a conventional steel with a uniform grain structure (UGS).
2. Materials and Methods
An austenitic TWIP steel was produced by vacuum induction melting, of which the chemical composition is Fe-17.0Mn-0.80C-0.21Si-0.22Cr-0.20Ni-0.02N- < 0.02P- < 0.001S (numbers in mass percentage). The cast ingot was solution treated at 1473 K and hot-rolled into plates with a thickness of 15 mm, followed by heat treatment at 1373 K for 1 h. The steel manufactured by such a conventional procedure has been referred to UGS steel hereafter. The GGS steel was fabricated by applying a shot-peening process to UGS steel. The process was performed in all directions of the sample, using 0.4-mm metallic balls for 8 min under a pressure of 20 MPa, followed by annealing at 1123 K for 3 min.
Hydrogen was electrochemically charged into the investigated steels at a current density of 30 A·m−2 in an aqueous solution of 3% NaCl and 0.3% NH4SCN. The charging temperature and time varied in ranges of 298–360 K and 6–24 h, respectively. Sections of these specimens were directly subjected to thermal desorption analysis (TDA); they were heated up to 1000 K at a heating rate of 100 K·h−1, during which the released hydrogen gas was transferred to a gas chromatograph per 4 min. The other sections were Zn-coated immediately after the hydrogen charging to prevent the internal hydrogen from diffusing out during the mechanical tests introduced below.
Grain structure was investigated by electron backscatter diffraction (EBSD) analysis. The EBSD samples were mechanically ground with #400- to #2400-grit SiC paper, and then electro-polished at 45 V in a solution of 95% acetic acid and 5% perchloric acid. The EBSD analysis was performed at a step size of 0.5 μm. The data with a high (≥0.1) confidence index were processed using TSL OIM Ver. 7 software. The fracture surface was characterized using scanning electron microscopy (SEM) at 15 kV.
The slow-strain-rate test (SSRT) and LCF test were employed to investigate the mechanical properties in the monotonic and cyclic deformation modes, respectively. For both tests, the loading direction was aligned with the rolling direction of the initial hot-rolled plate. The SSRT was conducted at an initial strain rate of 5 × 10−5 s−1 using a plate-type specimen of 25 mm in gage length, 6 mm in gage width, and 3 mm in gage thickness. The LCF test was performed with similar plate-type specimens with a gage length of 7.5 mm. The strain-controlled test adopted a triangular waveform with a frequency of 1 Hz and a fixed strain amplitude of 5 × 10−3.
3. Results and Discussion
The investigated materials showed different grain characteristics (
Figure 1). The microstructure of GGS steel varied significantly depending on the location. The surface layer consisted of grains with an average size of 15.6 μm. This relatively fine-grained area lay approximately 60 μm deep below the surface, which accounted for 6% of the volume fraction. In contrast, the interior showed remarkably coarser (74.6 μm) grains with an equiaxed morphology. UGS steel was composed of uniformly coarse (76.3 μm) grains, of which the size was similar to that of the interior of GGS steel.
Before hydrogen charging, both samples exhibited comparable mechanical properties in the monotonic deformation mode (i.e., SSRT). GGS steel exhibited YS of 310 MPa, an ultimate tensile strength (UTS) of 1060 MPa, and elongation-to-failure (EL) of 135%. UGS steel showed slightly lower strengths (YS of 295 MPa and UTS of 1040 MPa) but higher ductility (EL of 140%). The YS is governed by the Hall–Petch relation: YS =
σ0 +
kH-P/√
d where
σ0 is the friction stress,
kH-P is a constant, and
d is a grain size [
19]. Applying the rule of mixtures, the Hall–Petch relation yielded a negligible difference in the YS values (<10 MPa) between GGS and UGS steels because of the low fraction of fine-grained area in the former. This calculated result was in good agreement with the experimental data.
Meanwhile, in the cyclic deformation mode, GGS steel showed 14% enhanced LCF life (8196 cycles to failure) as compared to that of the UGS sample (7201 cycles). These results are consistent with those reported in a previous study [
20]. The authors attributed the improved LCF properties to the inhibition of crack initiation by the relatively fine-grained area, prevailing geometrically necessary dislocations, and relaxed surface stress because of a core-shell structure.
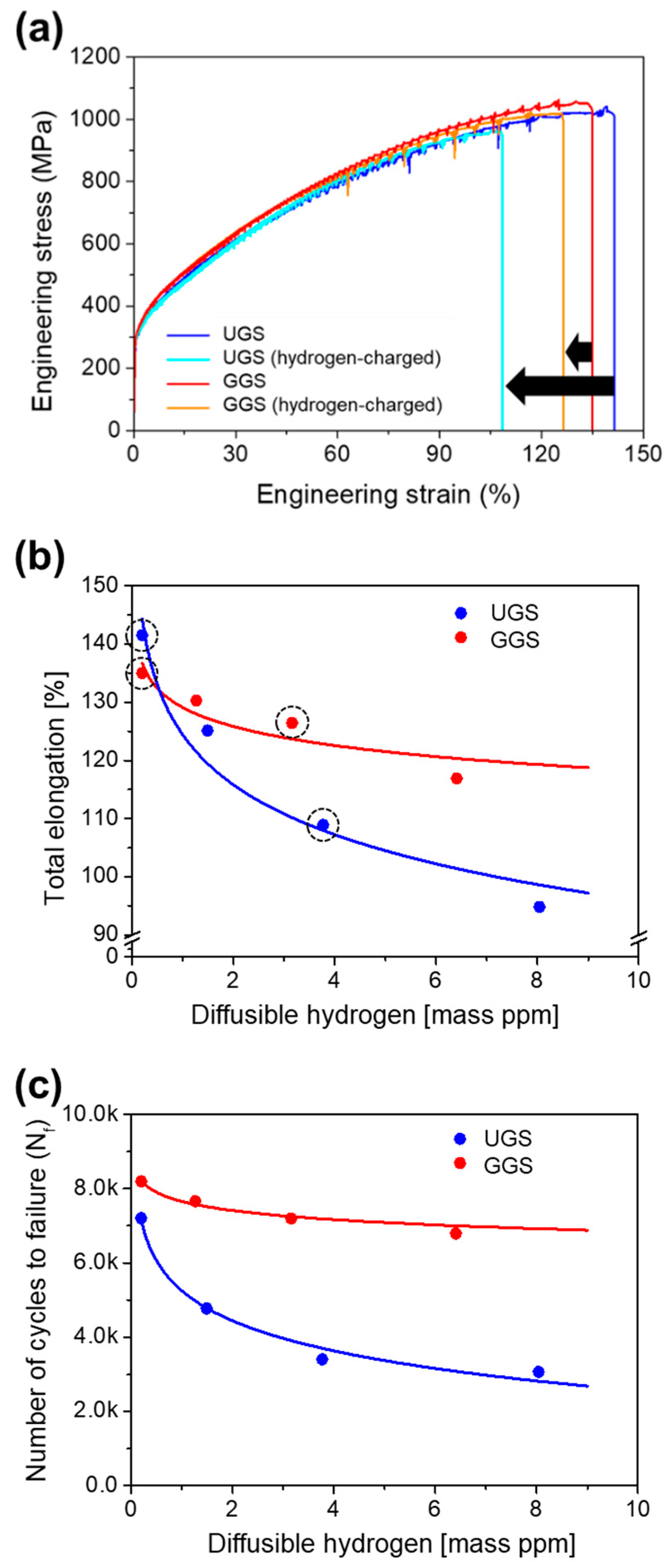
The hydrogen charging gave rise to a significant change in the mechanical properties (
Figure 2). According to previous studies, hydrogen released at temperature lower than 600 K corresponds to diffusible hydrogen trapped at either dislocations or grain boundaries in TWIP steels [
9]. This type of hydrogen diffuses inside a steel due to its relatively low activation energy (<20 kJ·mol
−1) [
4]. Both types of steel showed a loss in ductility with an increasing amount of diffusible hydrogen in the monotonic deformation mode. However, the extent of deterioration was obviously reduced in GGS steel, as is clearly confirmed by the arrows in
Figure 2a; the loss of EL was 6.3% for GGS steel and 23.3% for UGS steel under the same hydrogen-charging conditions. Similar results were confirmed in the cyclic deformation mode. For example, the loss of LCF life was 12% for GGS steel in contrast to 53% for UGS steel under the same condition marked by the dotted circles in
Figure 2c. The number of cycles to failure for UGS steel rapidly decreased, with even a low amount of diffusible hydrogen (<2 mass ppm) resulting in a significant deterioration in LCF life as compared to GGS steel. It is thus concluded that GGS steel exhibited an enhanced HE resistance both in the monotonic and cyclic deformation modes.
The SEM micrographs revealed the transition of fracture behavior owing to diffusible hydrogen (
Figure 3). Hydrogen-uncharged TWIP steels showed the dimple fracture behavior in the monotonic deformation mode, regardless of the grain structure. In the cyclic deformation mode, these steels demonstrated fatigue crack initiation at the surface, as reported elsewhere [
7]. In contrast, the hydrogen-charged steels presented a mixed microstructure of intergranular fracture at the surface layer and dimple fracture in the interior. It should be noted that the size of the intergranular facet in GGS steel was notably finer than that in UGS steel, as marked by the red arrows in
Figure 3c,d. Fatigue cracks were initiated at intergranular cracking sites in the subsurface area after the hydrogen charging, as marked by the yellow arrows in
Figure 3g,h.
The presence of diffusible hydrogen leads to reduced bonding energy of the grain boundaries and eventually causes intergranular fracture [
8]. The intergranular fracture in the hydrogen-charged samples indicates the concentration of diffusible hydrogen near the surface layer. The extremely low diffusivity of hydrogen in the FCC structure hinders its penetration into TWIP steel [
21]. Accordingly, the intergranular-fractured region can be recognized as a hydrogen-affected zone. It is worth noting that these zones were significantly narrow; they lay approximately 50 and 90 μm deep below the surface in the GGS and UGS steels, respectively. Hence, the relatively fine-grained area in GGS steel (i.e., approximately 60 μm deep below the surface) was wide enough to cover the hydrogen-affected zone despite its low volume fraction.
Both steels exhibited TDA peaks at similar temperatures less than 600 K, regardless of the grain structure (
Figure 4). These peaks correspond to the diffusible hydrogen trapped at grain boundaries and dislocations, as mentioned earlier, suggestive of the same type of hydrogen-trapping sites in GGS and UGS steels. The relevant area of the TDA spectrum of GGS steel was lower than that of UGS steel, resulting in 20% less diffusible hydrogen (3.7 mass ppm) than its counterpart (4.6 mass ppm). This result was also consistent with the lower fraction of the hydrogen-affected zone in the GGS steel. An active hydrogen trapping caused by grain refinement decreased the effective diffusivity coefficient during the electrochemical permeation of hydrogen [
22], suggesting that the grain boundaries acted as a barrier to hydrogen penetration. This mechanism explains the inhibited hydrogen penetration by the relatively fine-grained surface layer in GGS steel, which resulted in a lower amount of diffusible hydrogen and improvement in HE resistance. Apart from this effect, it is noted that mechanical twinning was suppressed in the fine-grained area. The reduced density of hydrogen-enriched twin boundaries and junctions further contributed to the enhanced HE sensitivity [
13].
The surface layer in GGS steel gave rise to the suppressed initiation of fatigue cracks as well as the improvement in HE resistance due to their relatively finer grains as compared with those in the interior. However, these beneficial effects were irrelevant to the grain structure of the material interior. A fine-grained interior instead decreases the LCF resistance by accelerating the growth of fatigue cracks [
14,
15]. The novelty of the current approach was that a fine-grained area just as wide as the hydrogen-affected zone was induced in the steel, leaving the coarse-grained sample interior unchanged. Consequently, mechanical deterioration in the cyclic deformation mode that is typically shown in fine-grained steels was successfully avoided in the GGS TWIP steel.




{kind=link}
{kind=link}
{kind=link}
{kind=link}



