
Extrusion Dwell Time and Its Effect on the Mechanical and Thermal Properties of Pitch/LLDPE Blend Fibres


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
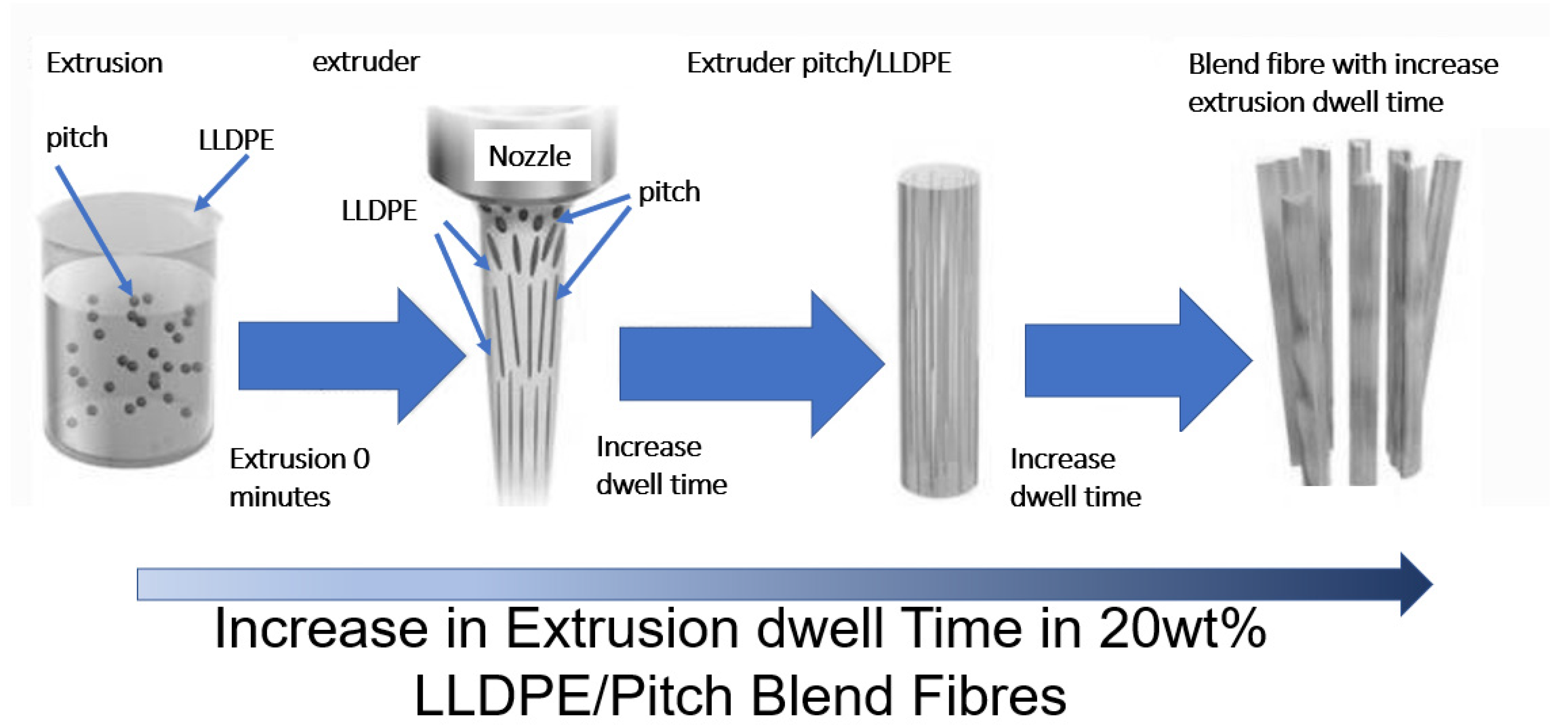
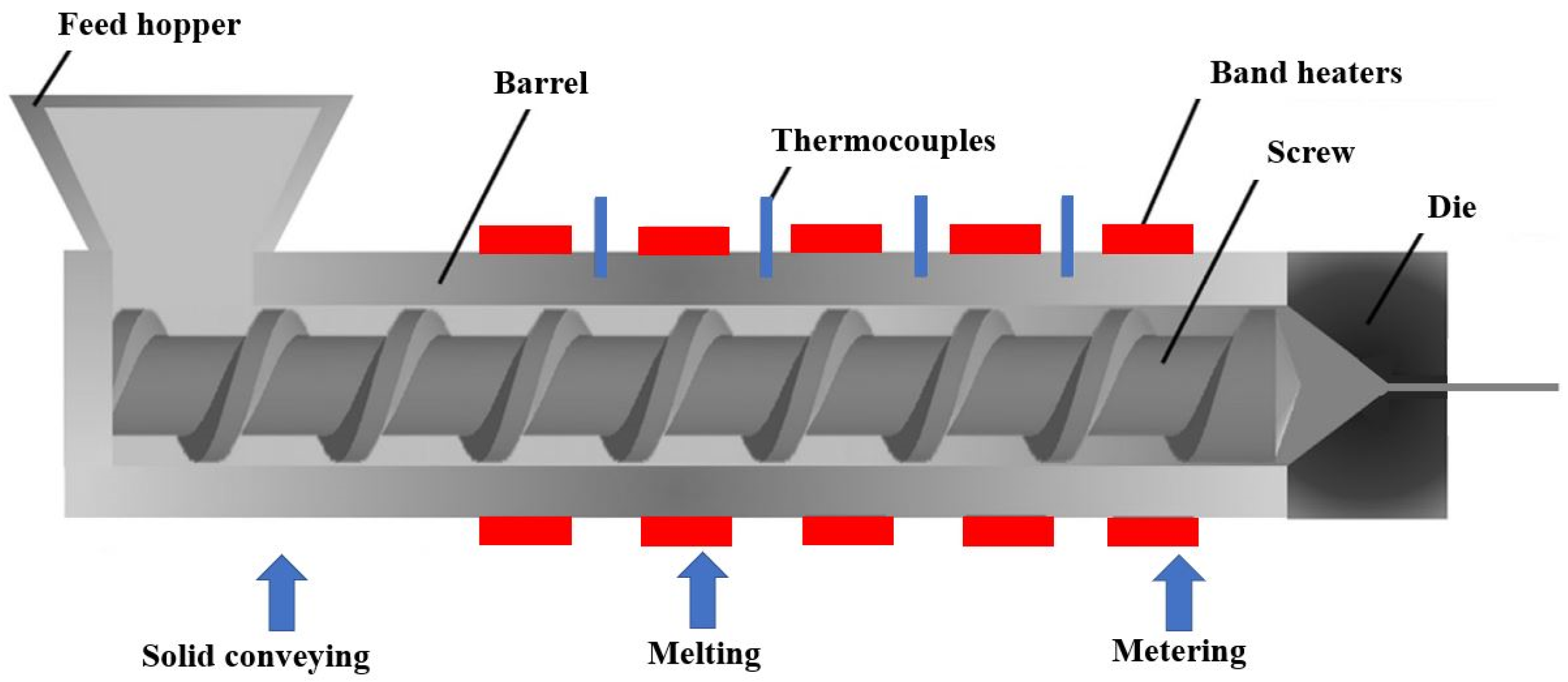
2.2. Materials Processing
3. Measurement Techniques
3.1. Scanning Electron and Optical Microscopy
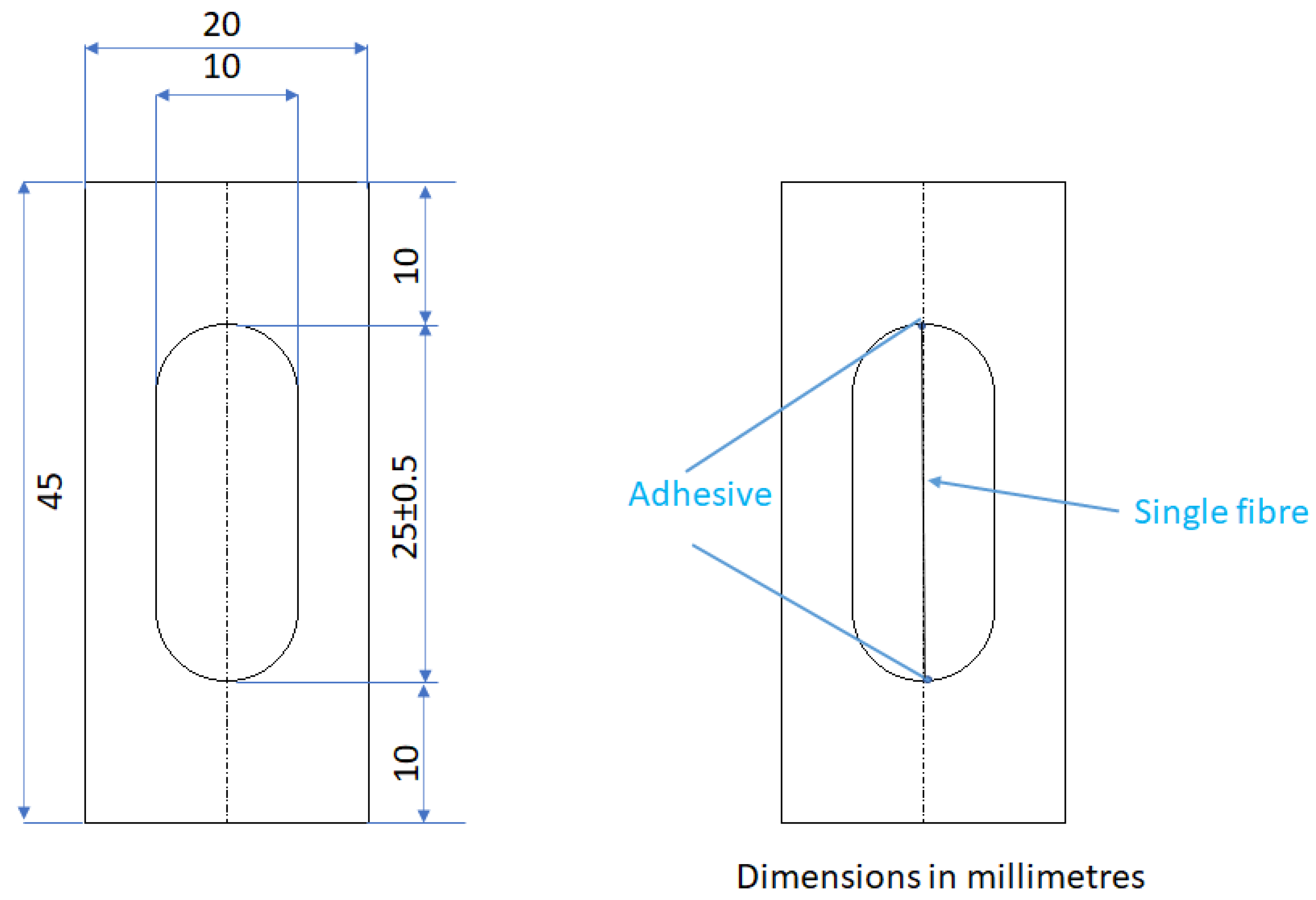
3.2. Mechanical Tests
3.3. Differential Scanning Calorimetry and Thermogravimetric Analysis
4. Results and Discussion
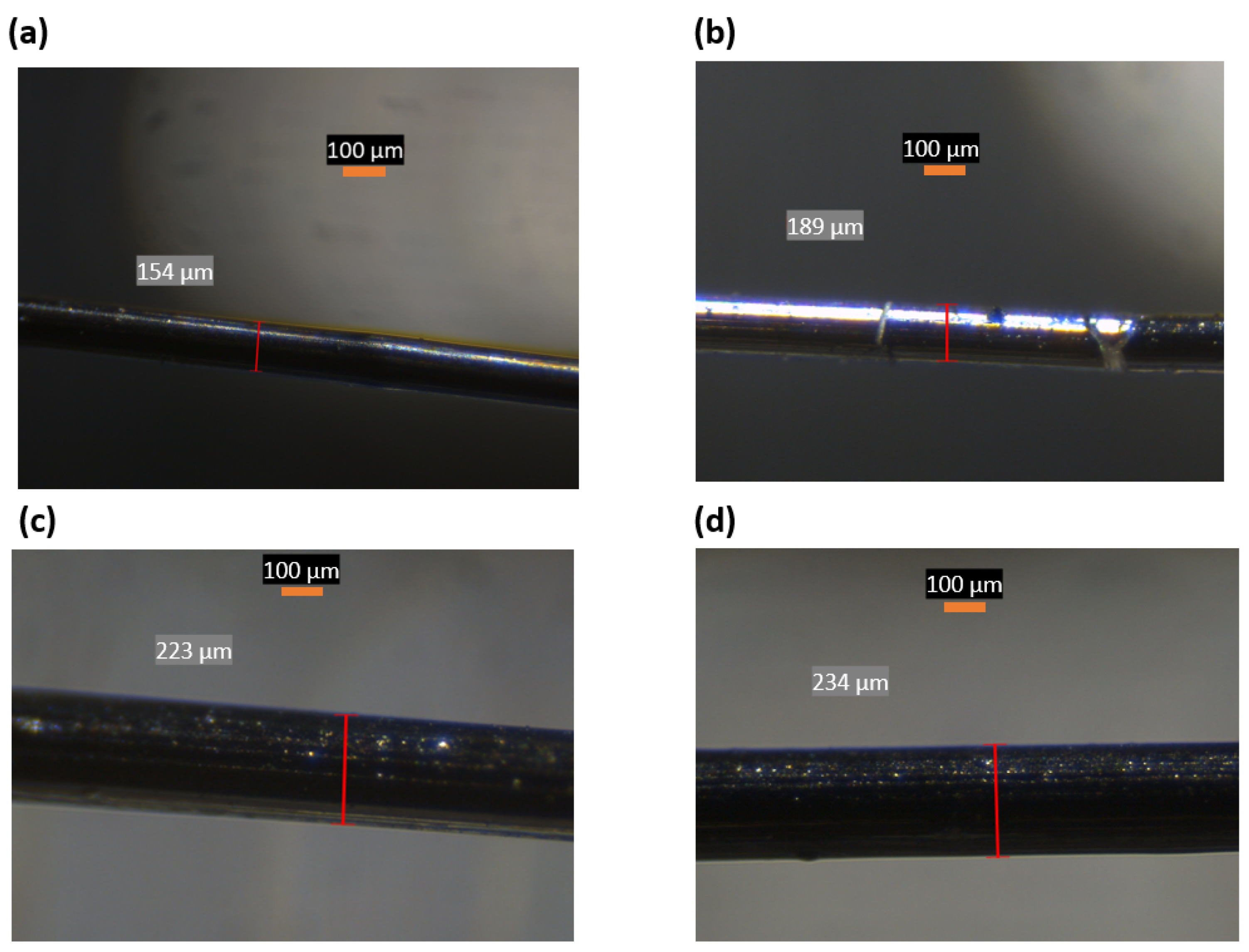
4.1. Optical Microscopy
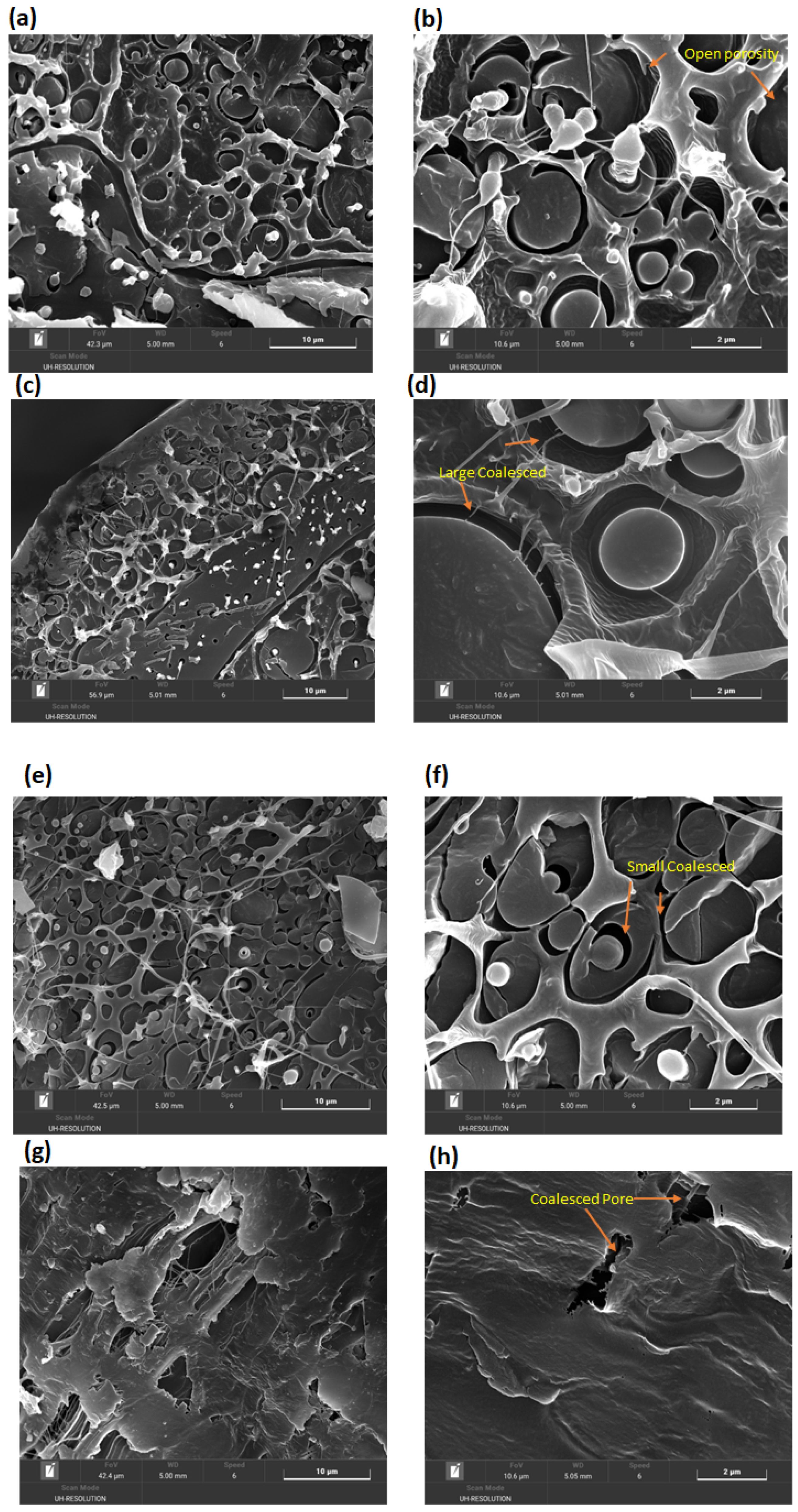
4.2. SEM of LLDPE/MP Fibres
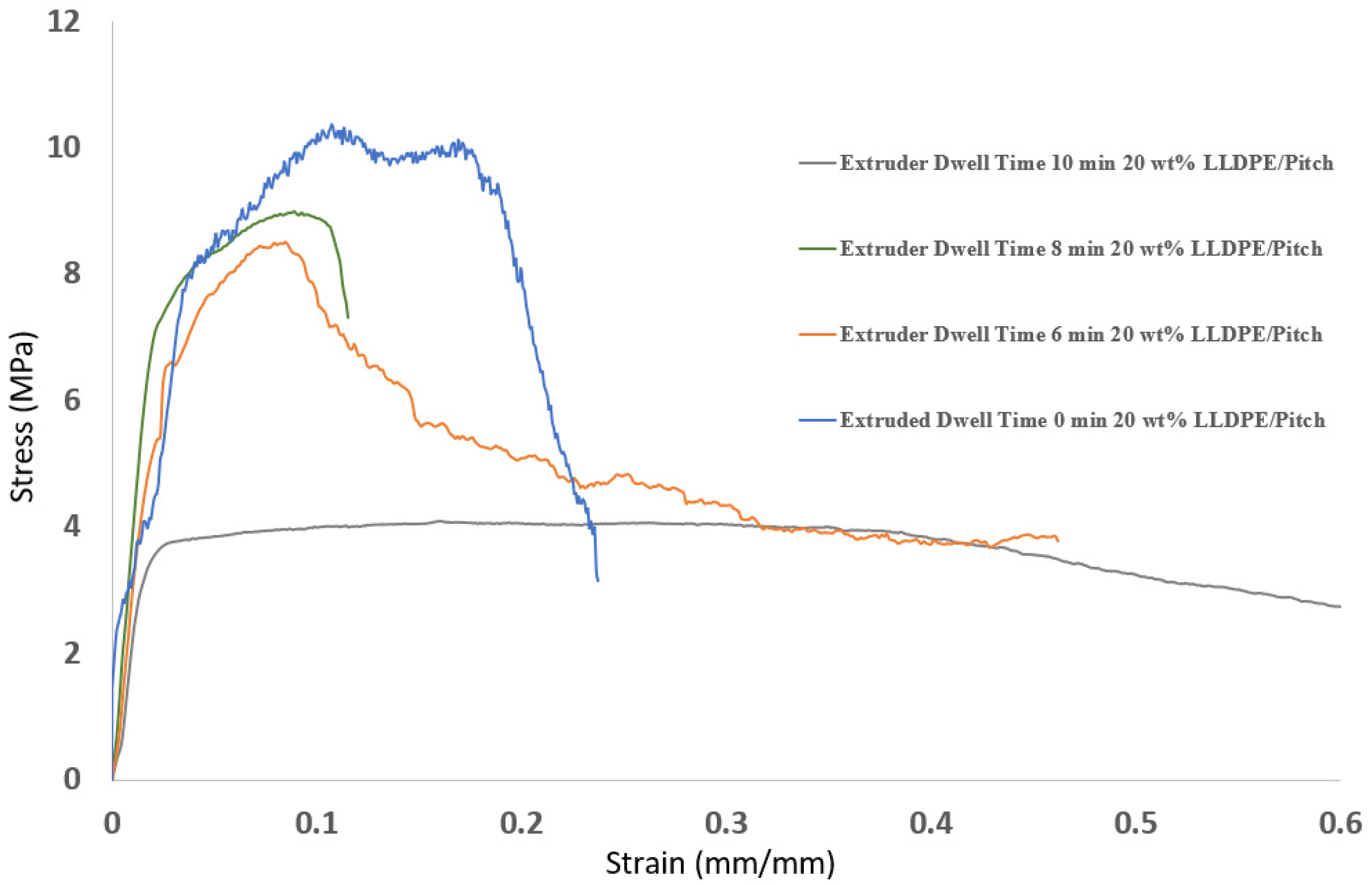
4.3. Effect of Extrusion Dwell Time on the Tensile Strength
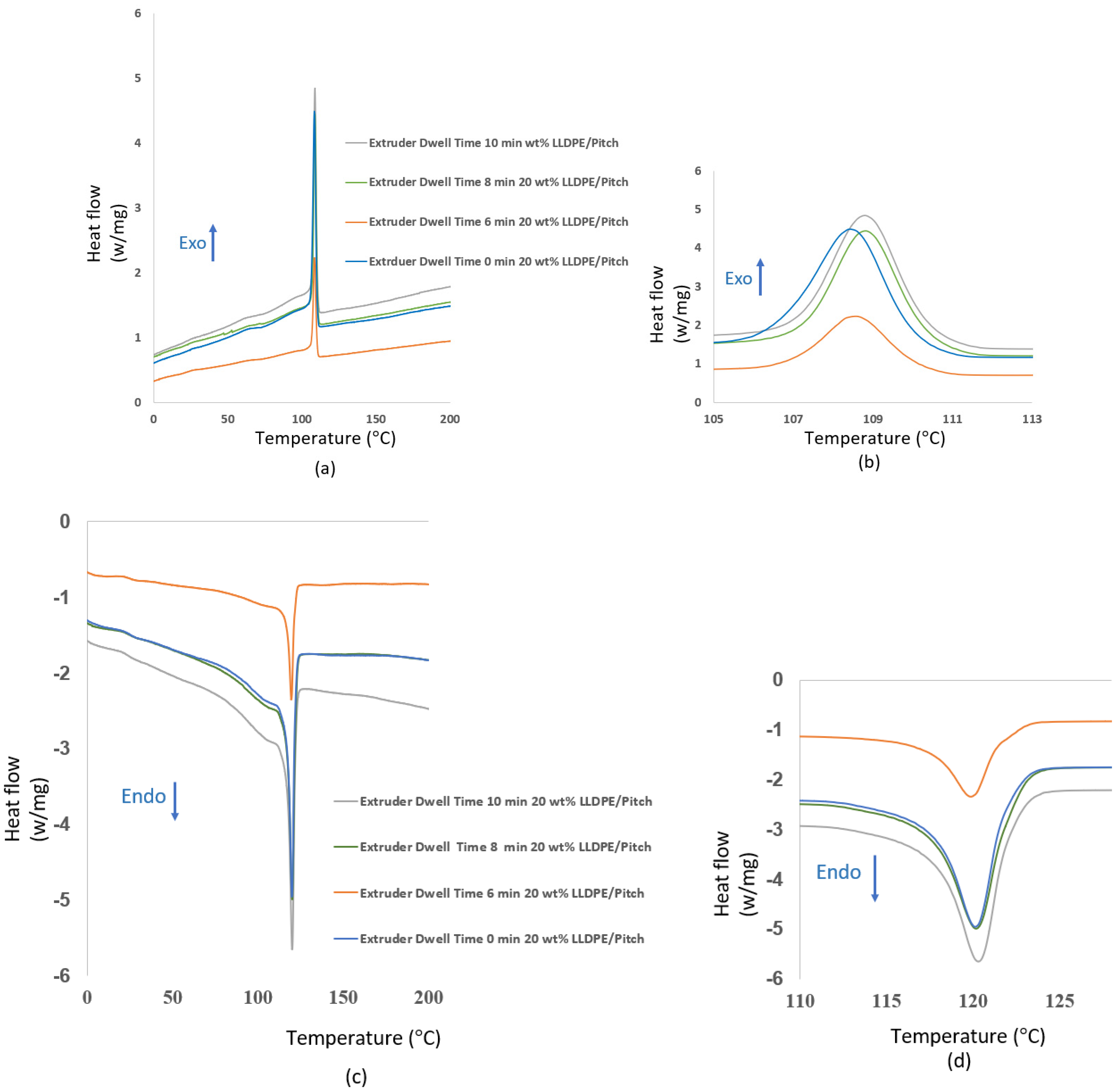
4.4. Differential Scanning Calorimetry for LLDPE/MP Blend
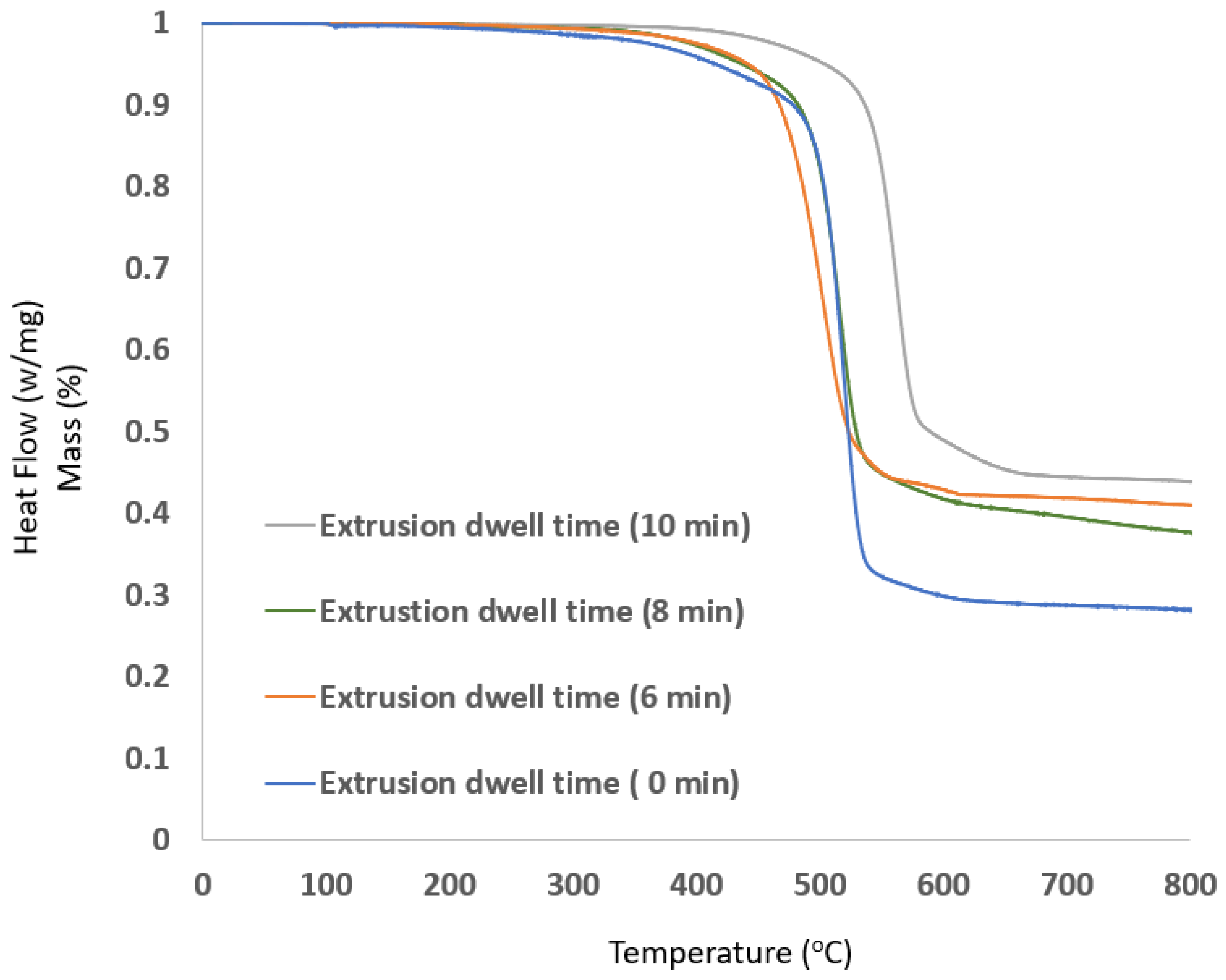
4.5. Thermogravimetric Analysis of the LLDPE/MP Blend
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Toh, H.W.; Toong, D.W.Y.; Ng, J.C.K.; Ow, V.; Lu, S.; Tan, L.P.; En HouWong, P.; Venkatraman, S.; Huang, Y.; YingAng, H.; et al. Polymer blends and polymer composites for cardiovascular implants. Eur. Polym. J. 2021, 146, 1–15. [Google Scholar] [CrossRef]
- Iqbal, A.; Saeed, A.; Ul-Hamid, A. A review featuring the fundamentals and advancements of polymer/CNT nanocomposite application in aerospace industry. Polym. Bull. 2020, 78, 539–557. [Google Scholar] [CrossRef]
- Sharma, N. Polymers and Textiles: You Are What You Wear; American Institute of Chemical Engineers: New York, NY, USA, 2020. [Google Scholar]
- Fitzer, E. Carbon Fibres Present State and Future Expectations. In Carbon Fibers Filaments and Composites; Figueired, J., Bernardo, C.A., Baker, R.T., Huttinger, K.J., Eds.; Kluwer Academic: Karlsruhe, Germany, 1990; pp. 3–41. [Google Scholar]
- Liu, Y.; Kumar, S. Recent progress in fabrication, structure, and properties of carbon fibers. Polym. Rev. 2012, 52, 234–258. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, S.Y. History and Structure of Carbon Fibers. In Carbon Fibers; Springer: Incheon, Korea, 2015; pp. 1–30. [Google Scholar] [CrossRef]
- Aldosari, S.M.; Khan, M.; Rahatekar, S. Manufacturing carbon fibres from pitch and polyethylene blend precursors: A review. J. Mater. Res. Technol. 2020, 9, 7786–7806. [Google Scholar] [CrossRef]
- Ko, S.; Choi, J.E.; Lee, C.W.; Jeon, Y.P. Preparation of petroleum-based mesophase pitch toward cost-competitive high-performance carbon fibers. Carbon Lett. 2020, 30, 35–44. [Google Scholar] [CrossRef]
- Singer, L.S.; Bacon, R. Carbon Fibres From Mesophase Pitch. Fuel 1979, 60, 839–847. [Google Scholar] [CrossRef]
- Edie, D.D.; Dunham, M.G. Melt spinning pitch-based carbon fibers. Carbon 1989, 27, 647–655. [Google Scholar] [CrossRef]
- Edie, D.D. The effect of processing on the structure and properties of carbon fibers. Carbon 1998, 36, 345–362. [Google Scholar] [CrossRef]
- Gallego, N.C.; Edie, D.D. Structure-property relationships for high thermal conductivity carbon fibers. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1031–1038. [Google Scholar] [CrossRef]
- Lim, T.H.; Yeo, S.Y. Investigation of the degradation of pitch-based carbon fibers properties upon insufficient or excess thermal treatment. Sci. Rep. 2017, 7, 4733. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aldosari, S.; Khan, M.; Rahatekar, S. Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors. Polymer 2021, 13, 1445. [Google Scholar] [CrossRef]
- Huang, X. Fabrication and properties of carbon fibers, Review. Materials 2009, 2, 2369–2403. [Google Scholar] [CrossRef]
- Horikiri, S.; Amagasaki, J.; Minobe, M. Process for Production of Carbon Fiber. US4070446, 24 January 1978. [Google Scholar]
- Buser, M.D.; Abbas, H.K. Effects of Extrusion Temperature and Dwell Time on Aflatoxin Levels in Cottonseed. J. Agric. Food Chem. 2002, 50, 2556–2559. [Google Scholar] [CrossRef] [PubMed]
- Swolfs, Y.; Zhang, Q.; Baets, J.; Verpoest, I. The influence of process parameters on the properties of hot compacted self-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2014, 65, 38–46. [Google Scholar] [CrossRef] [Green Version]
- Boparai, K.S.; Singh, R.; Singh, H. Modeling and optimization of extrusion process parameters for the development of Nylon6–Al–Al2O3 alternative FDM filament. Prog. Addit. Manuf. 2016, 1, 115–128. [Google Scholar] [CrossRef] [Green Version]
- Baird, D.G. Polymer Processing. In Encyclopedia of Physical Science and Technology. Third; Meyers, R.A., Ed.; Academic Press: New York, NY, USA, 2003; pp. 611–643. [Google Scholar] [CrossRef]
- Chung, C.I. Physical Description of Single-Screw Extrusion. Extrusion of Polymers Theroy and Practice, 2nd ed.; Hanser: Munich, Germany, 2019; pp. 14–57. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, J.; Zeng, H. Polymer processing and rheology. In Polymer Science and Nanotechnology: Fundamentals and Applications, 1st ed.; Narain, R., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2020; pp. 149–178. [Google Scholar] [CrossRef]
- British Standards. BS ISO 11566: Carbon Fibre-Determination of the Tensile Properties of the Tensile-Filament Specimens; British Standards Institute: London, UK, 1996. [Google Scholar]
- Drobny, J.G. (Ed.) Processing Methods Applicable to Thermoplastic Elastomers. In Handbook of Thermoplastic Elastomers, 2nd ed.; William Andrew Publishing: Oxford, UK, 2014; pp. 33–173. [Google Scholar] [CrossRef]
- Fakirov, S.; Bhattacharyya, D.; Lin, R.J.T.; Fuchs, C.; Friedrich, K. Contribution of Coalescence to Microfibril Formation in Polymer Blends during Cold Drawing. J. Macromol. Sci. Part B 2007, 46, 183–194. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, H.; Wang, W. Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers 2020, 12, 860. [Google Scholar] [CrossRef] [Green Version]
- Durmus, A.; Kaşgöz, A.; Macosko, C.W. Mechanical properties of linear low-density polyethylene (LLDPE)/clay nanocomposites: Estimation of aspect ratio and interfacial strength by composite models. J. Macromol. Sci. Part B Phys. 2008, 47, 608–619. [Google Scholar] [CrossRef]
- Tai, J.H.; Liu, G.Q.; Caiyi, H.; Shangguan, L.J. Mechanical properties and thermal behaviour of LLDPE/MWNTs nanocomposites. Mater. Res. 2012, 15, 1050–1056. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ahmad, I.; Abdullah, I. Mechanical Properties of Epoxy-Rubber Blends. In Handbook of Epoxy Blends; Springer International: Cham, Switzerland, 2015; pp. 1–36. [Google Scholar] [CrossRef]
- Unnikrishnan, K.P.; Thachil, E.T. Toughening of epoxy resins. Des. Monomers Polym. 2006, 9, 129–152. [Google Scholar] [CrossRef] [Green Version]
- Abadyan, M.; Bagheri, R.; Kouchakzadeh, M.A. Fracture Toughness of a Hybrid-Rubber-Modified Epoxy. I. Synergistic Toughening. J. Appl. Polym. Sci. 2012, 125, 2467–2475. [Google Scholar] [CrossRef]
- Barcia, F.L.; Amaral, T.P.; Soares, B.G. Synthesis and properties of epoxy resin modified with epoxy-terminated liquid polybutadiene. Polymer 2003, 44, 5811–5819. [Google Scholar] [CrossRef]
- Bucknall, C.B.; Yoshii, T. Relationship between structure and mechanical properties in Rubber-Toughened Epoxy Resins. Br. Polym. J. 1978, 10, 53–59. [Google Scholar] [CrossRef]
- Bhardwaj, I.S.; Kumar, V.; Palanivelu, K. Thermal characterisation of LDPE and LLDPE blends. Thermochim. Acta 1988, 131, 241–246. [Google Scholar] [CrossRef]
- Drummond, K.M.; Hopewell, J.L.; Shanks, R.A. Crystallization of low-density polyethylene- and linear low-density polyethylene-rich blends. J. Appl. Polym. Sci. 2000, 78, 1009–1016. [Google Scholar] [CrossRef]
- Bottom, R. Thermogravimetric Analysis. In Principles and Applications of Thermal Analysis, 1st ed.; Gabbott, P., Ed.; Blackwell Publishing Ltd.: Oxford, UK, 2008; pp. 87–118. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Y.; Yang, M.; Huang, J.; Cao, D.; Chen, S.; Xie, Q.; Lou, W.; Wu, H. Dielectric properties and thermal conductivity of epoxy composites using core/shell structured Si/SiO2/Polydopamine. Compos. Part B Eng. 2018, 140, 83–90. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Relevant Property | MP Precursor | LLDPE |
|---|---|---|
| Softening Point | 268 °C | 99 °C |
| Melting point | 298 °C | 121 °C |
| Density | 1.425 g/cm3 | 0.918 g/cm3 |
| Extrusion Dwell Time (min) | Fibre Diameter, µm |
|---|---|
| 0 | 154 (±0.51) |
| 6 | 189 (±0.26) |
| 8 | 223 (±0.54) |
| 10 | 234 (±0.30) |
| Extrusion Dwell Time Duration (min) | Average Pitch Domain Size (µm) |
|---|---|
| 0 | 1.38 (±0.2) |
| 6 | 1.16 (±0.4) |
| 8 | 1.08 (±0.3) |
| 10 | 0.92 (±0.2) |
| Extrusion Dwell Time (Min) | Tensile Strength (MPa) | Tensile Modulus (MPa) | Strain at Failure |
|---|---|---|---|
| 0 | 10.3 (±0.87) | 763 (±5.3) | 0.23 (±0.025) |
| 6 | 8.36 (±0.83) | 823 (±4.5) | 0.46 (±0.022) |
| 8 | 8.98 (±0.57) | 842 (±3.8) | 0.11 (±0.036) |
| 10 | 4.08 (±0.65) | 857 (±5.6) | 0.60 (±0.028) |
| Extrusion Dwell Time (min) | Fusion Temperature (°C) | Crystallization Temperature (°C) | Enthalpy of Fusion (kJ/mol) | Enthalpy of Crystallisation (kJ/mol) |
|---|---|---|---|---|
| 0 | 123.0 | 102.0 | 350 | 1750 |
| 6 | 122.8 | 101.6 | 271 | 1355 |
| 8 | 123.5 | 102.7 | 372 | 1860 |
| 10 | 123.6 | 102.9 | 406 | 2030 |
| Extrusion Dwell Time (min) | Onset Degradation Temperature * (°C) | Final Degradation Temperature (°C) | Final Residue (%) |
|---|---|---|---|
| 0 | 492.7 | 576.4 | 31 |
| 6 | 485.3 | 609.5 | 43 |
| 8 | 501.1 | 598.4 | 40 |
| 10 | 553.2 | 634.4 | 45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldosari, S.M.; Rahatekar, S. Extrusion Dwell Time and Its Effect on the Mechanical and Thermal Properties of Pitch/LLDPE Blend Fibres. Crystals 2021, 11, 1520. https://doi.org/10.3390/cryst11121520
Aldosari SM, Rahatekar S. Extrusion Dwell Time and Its Effect on the Mechanical and Thermal Properties of Pitch/LLDPE Blend Fibres. Crystals. 2021; 11(12):1520. https://doi.org/10.3390/cryst11121520
Chicago/Turabian StyleAldosari, Salem Mohammed, and Sameer Rahatekar. 2021. "Extrusion Dwell Time and Its Effect on the Mechanical and Thermal Properties of Pitch/LLDPE Blend Fibres" Crystals 11, no. 12: 1520. https://doi.org/10.3390/cryst11121520
APA StyleAldosari, S. M., & Rahatekar, S. (2021). Extrusion Dwell Time and Its Effect on the Mechanical and Thermal Properties of Pitch/LLDPE Blend Fibres. Crystals, 11(12), 1520. https://doi.org/10.3390/cryst11121520