
Feasibility Study of an Iron-Based Composite Added with Al2O3/ZrO2 as an Oxygen Carrier in the Chemical Looping Applications


Abstract
:1. Introduction
1.1. Background for Carbon Reduction
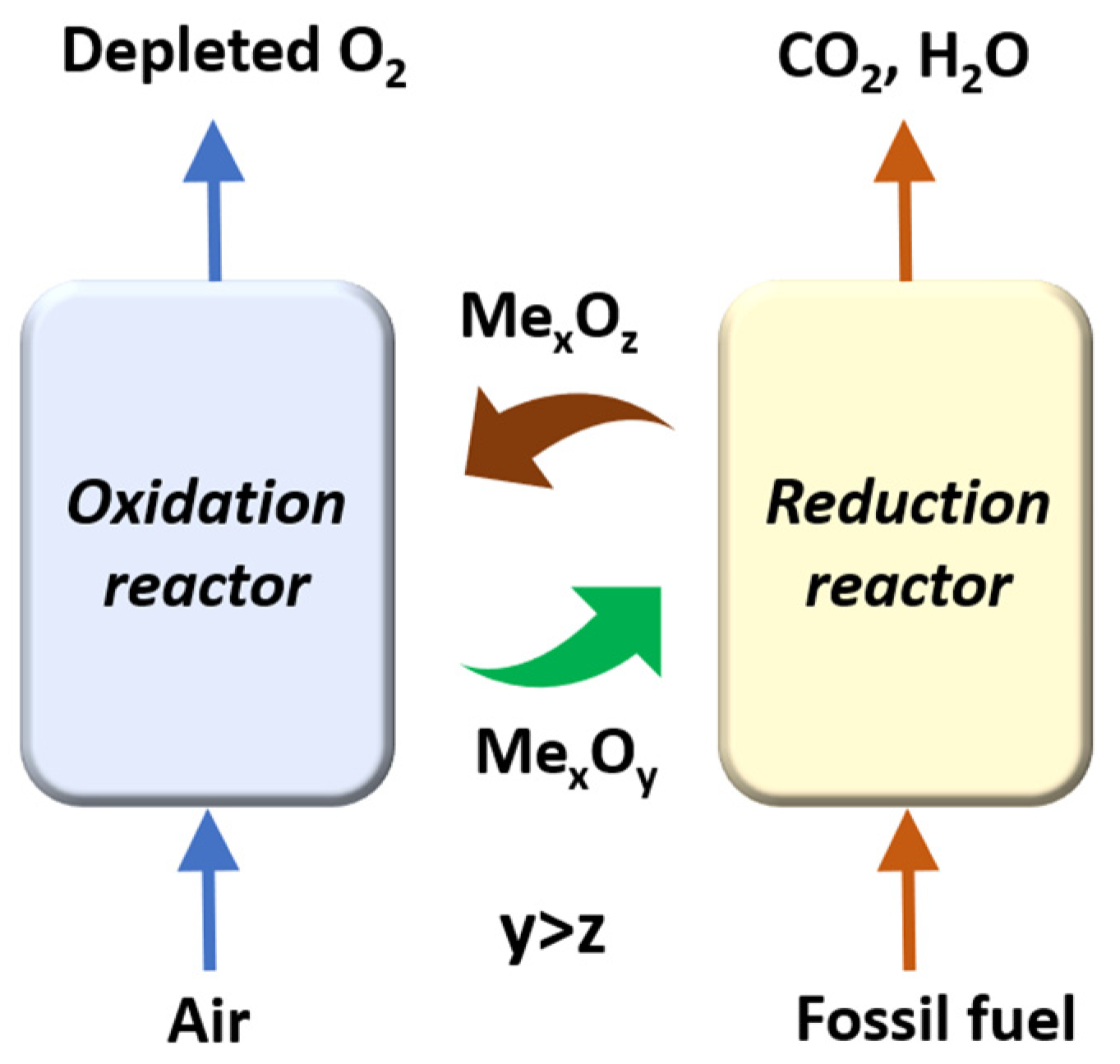
1.2. Chemical Looping Process (CLP)
1.2.1. Chemical Looping Combustion (CLC)
1.2.2. Chemical Looping Oxygen Uncoupling (CLOU)
1.2.3. Chemical Looping Air Separation (CLAS)
1.2.4. Syngas Chemical Looping (SCL) and Chemical Looping Hydrogen Generation (CLHG)
1.3. Selection for Oxygen Carrier
2. Materials and Methods
2.1. Samples Preparation
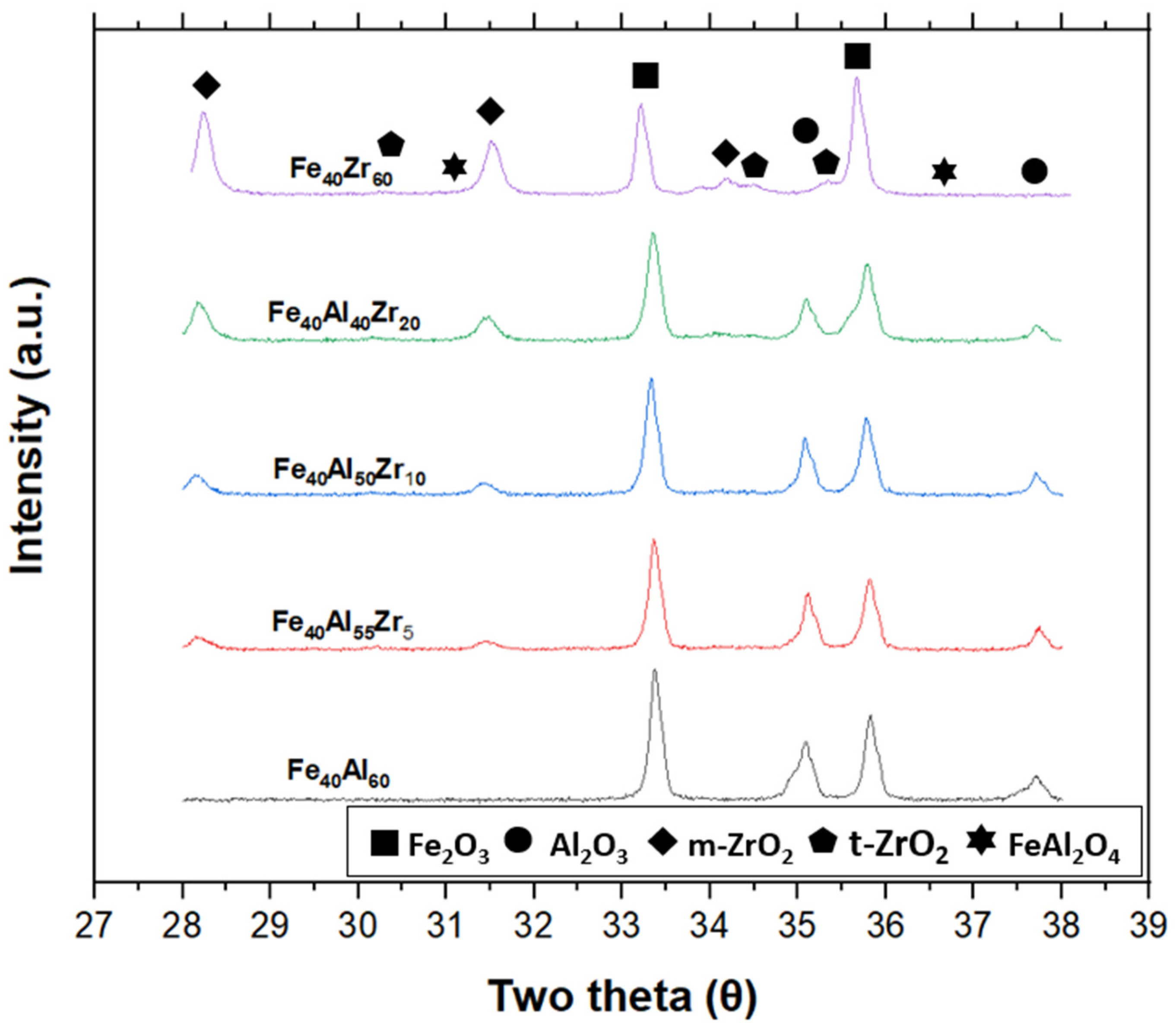
2.2. Phase Analysis
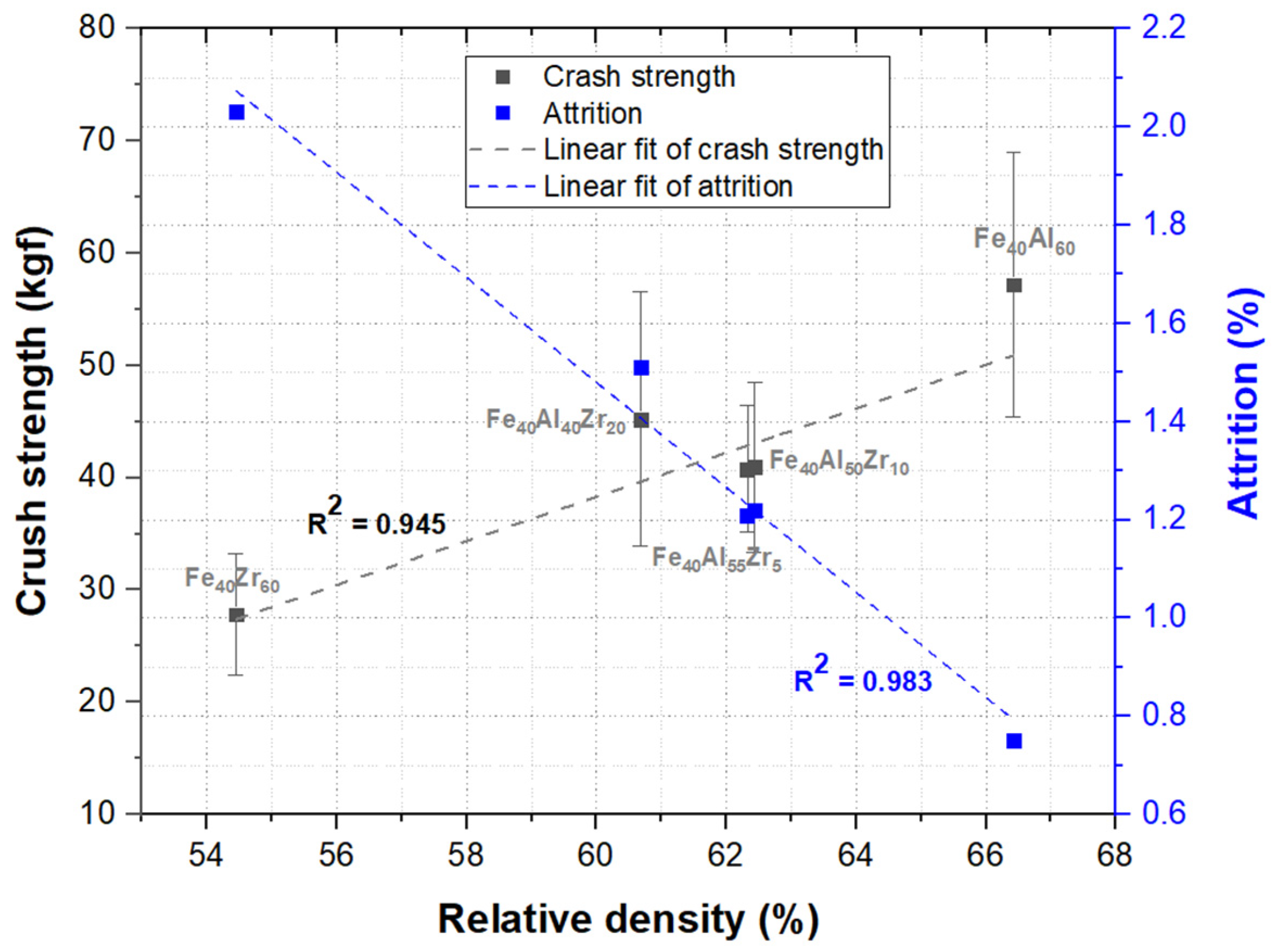
2.3. Mechanical Properties Measurement
2.4. Measurement for the Capacity of Oxygen
3. Results and Discussion
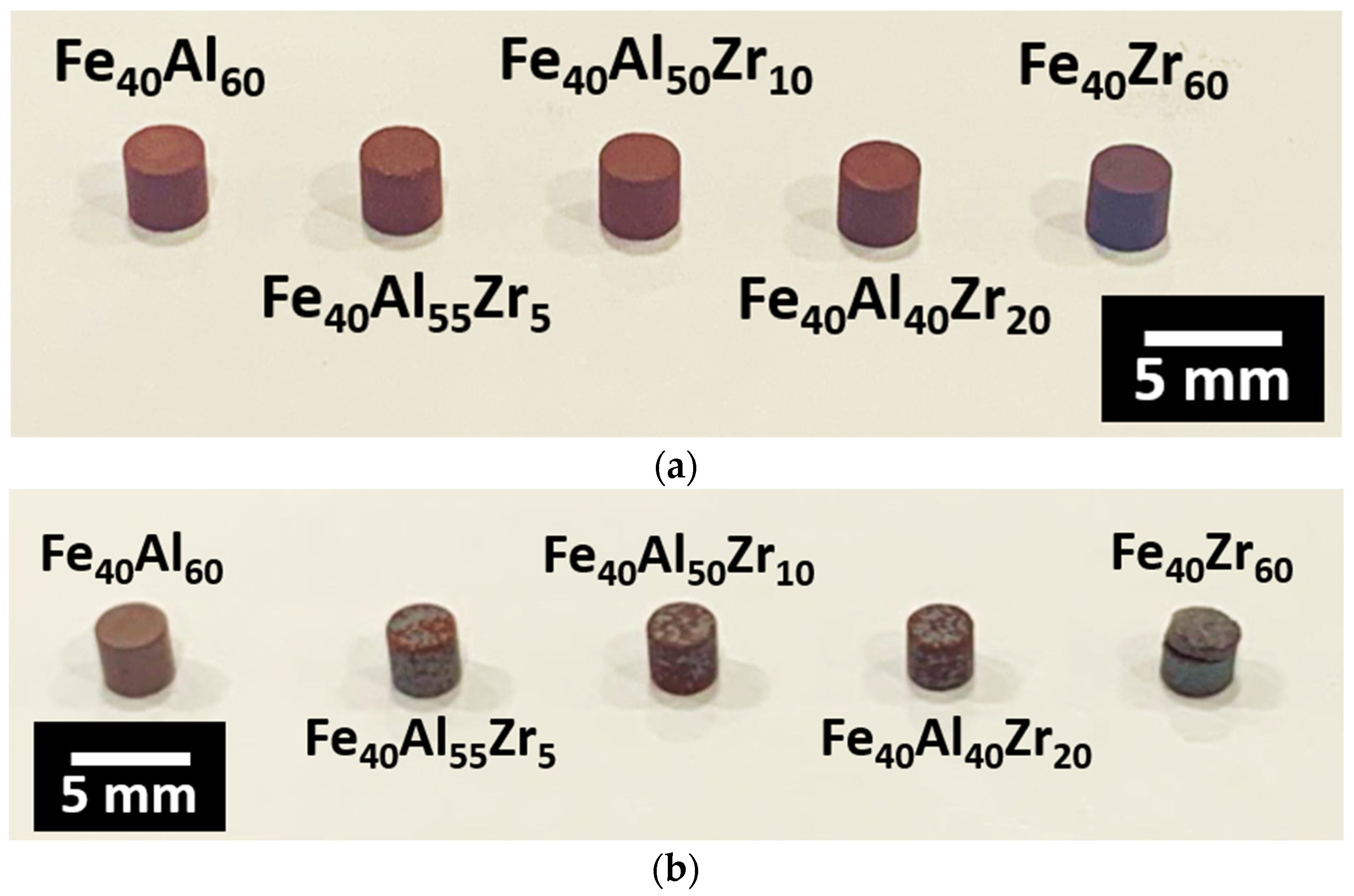
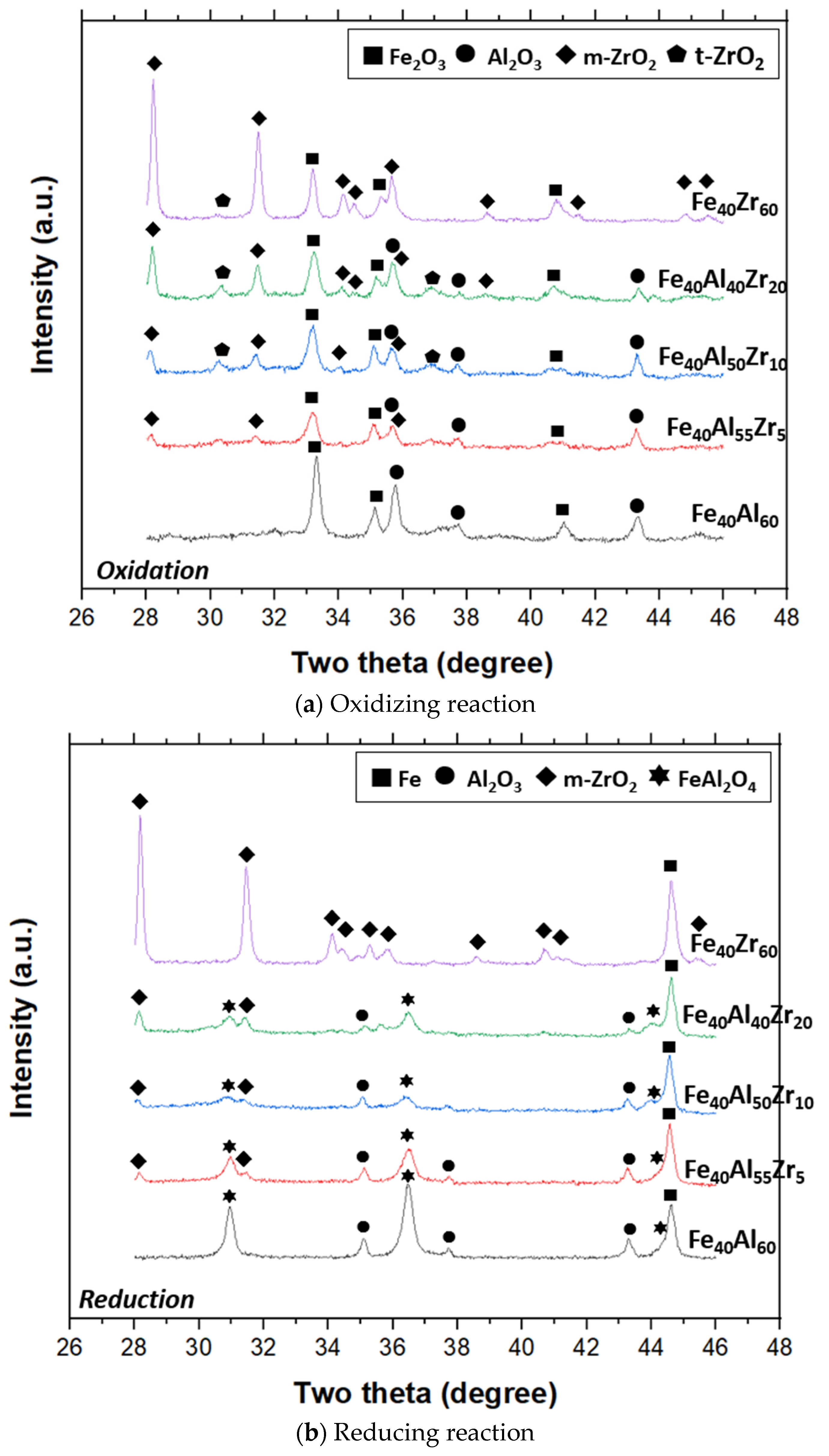
3.1. Characterization of the As-Sintered Composites
3.2. Mechanical Properties
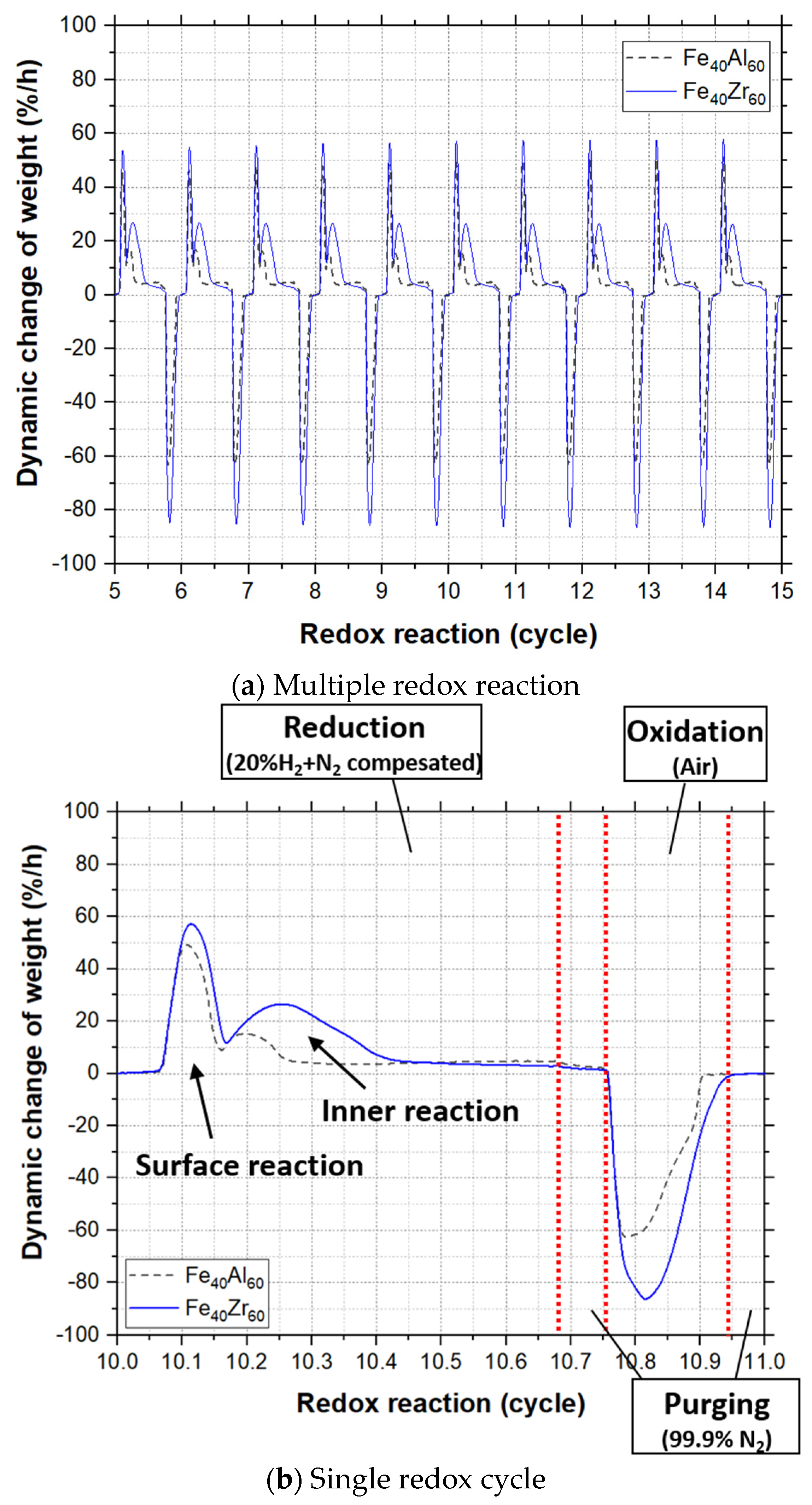
3.3. Capacity of Oxygen for the Composites
3.4. Influence of the Microstructure on Oxygen Carrier
3.5. Kinetic Analysis for Redox Reaction
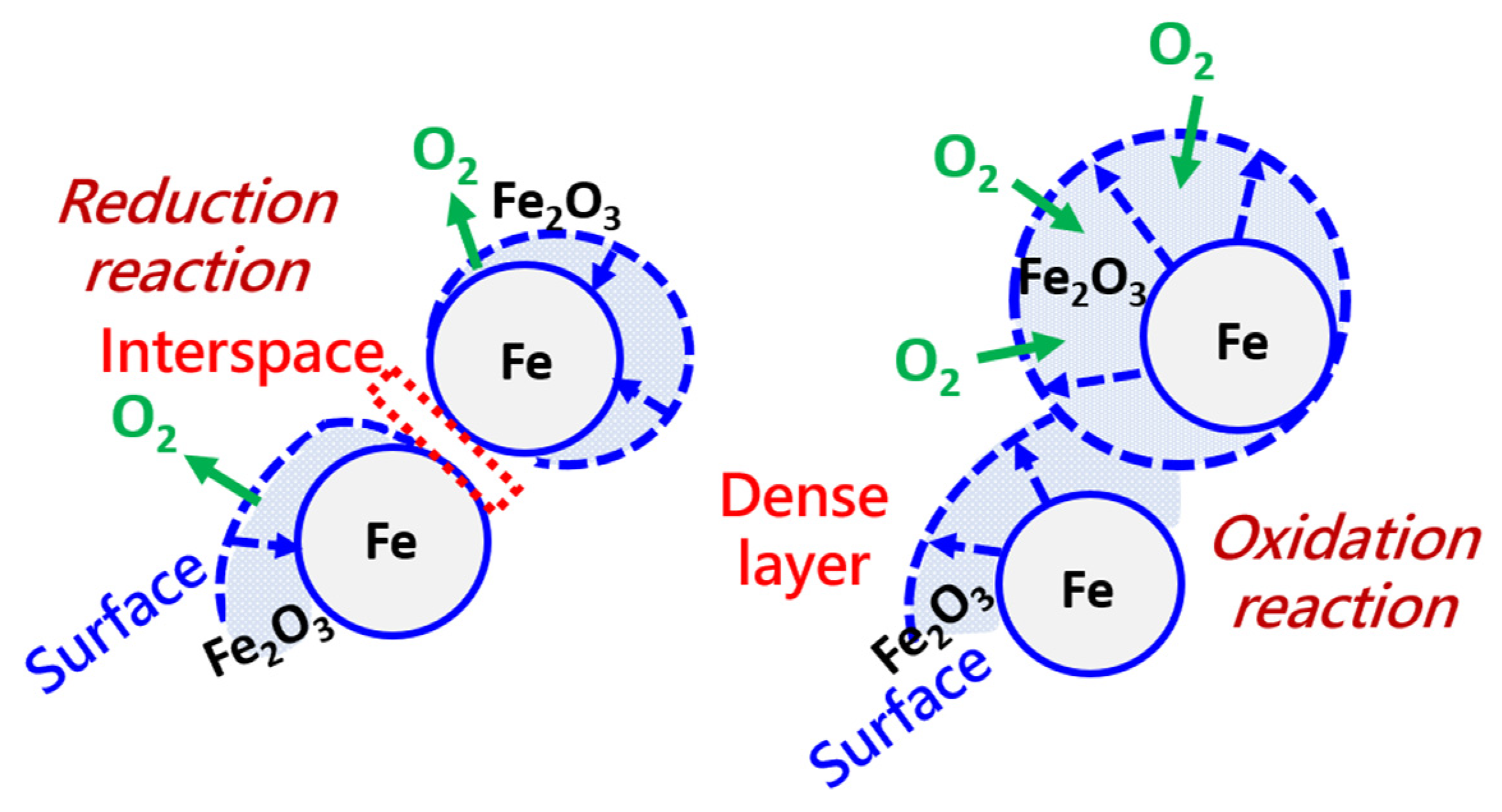
3.6. Formation of the Fe2O3 Layer
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Figueroa, J.D.; Fout, T.; Plasynski, S.; McIlvried, H.; Rameshwar, D. Srivastava Advances in CO2 capture technology-The U.S. Department of Energy’s Carbon Sequestration Program. Int. J. Greenh. Gas Control 2008, 2, 9–20. [Google Scholar] [CrossRef]
- Taiwan Power Company. Taiwan Power Company Sustainability Report. 2019. Available online: https://www.taipower.com.tw (accessed on 1 December 2020).
- International Energy Agency. Key World Energy Statistics. 2020. Available online: https://www.iea.org/ (accessed on 1 May 2021).
- Fang, H.; Haibin, L.; Zengli, Z. Advancements in development of chemical-looping combustion: A review. Int. J. Chem. Eng. 2009, 2009, 710515. [Google Scholar] [CrossRef]
- Fan, L.S. Chemical Looping Systems for Fossil Energy Conversions; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Jerndal, E.; Mattisson, T.; Lyngfelt, A. Investigation of different NiO/NiAl2O4 particles as oxygen carriers for chemical-looping combustion. Energy Fuels 2009, 23, 665–676. [Google Scholar] [CrossRef]
- Imtiaz, Q.; Hosseini, D.; Muller, C.R. Review of Oxygen Carriers for Chemical Looping with Oxygen Uncoupling (CLOU): Thermodynamics, Material Development, and Synthesis. Energy Technol. 2013, 1, 633–647. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Wall, T. Selection of Suitable Oxygen Carriers for Chemical Looping Air Separation: A Thermodynamic Approach. Energy Fuels 2012, 4, 2038–2045. [Google Scholar] [CrossRef]
- Farooq, S.; Ruthven, D.M.; Boniface, H.A. Numerical simulation of a pressure swing adsorption oxygen unit. Chem. Eng. Sci. 1989, 44, 2805–2816. [Google Scholar] [CrossRef]
- Fan, J.; Zhu, L. A novel technique based on coal gasification integrated with chemical looping air separation. J. Fundam. Renew. Energy Appl. 2015, 5, 150. [Google Scholar]
- Zhou, C.; Shah, K.; Moghtader, B. Techno-Economic Assessment of Integrated Chemical Looping Air Separation for Oxy-Fuel Combustion: An Australian Case Study. Energy Fuels 2015, 29, 2074–2088. [Google Scholar] [CrossRef]
- Tong, A.; Bayham, S.; Kathe, M.V.; Zeng, L.; Luo, S.; Fan, L.S. Iron-based syngas chemical looping process and coal-direct chemical looping process development at Ohio State University. Appl. Energy 2014, 113, 1836–1845. [Google Scholar] [CrossRef]
- Sorgenfrei, M.; Tsatsaronis, G. Design and evaluation of an IGCC power plant using iron-based syngas chemical-looping (SCL) combustion. Appl. Energy 2014, 113, 1958–1964. [Google Scholar] [CrossRef]
- Luo, M.; Yi, Y.; Wang, S.; Wang, Z.; Du, M.; Pan, J.; Wang, Q. Review of hydrogen production using chemical-looping. Renew. Sust. Energy Rev. 2018, 81, 3186–3214. [Google Scholar] [CrossRef]
- Kathe, M.V.; Empfield, A.; Na, J.; Blair, E.; Fan, L.S. Hydrogen production from natural gas using an iron-based chemical looping technology: Thermodynamic simulations and process system analysis. Appl. Energy 2016, 165, 183–201. [Google Scholar] [CrossRef]
- Kang, K.S.; Kim, C.H.; Bae, K.K.; Cho, W.C.; Kim, S.H.; Park, C.S. Oxygen-carrier selection and thermal analysis of the chemical-looping process for hydrogen production. Int. J. Hydrogen Energy 2010, 35, 12246–12254. [Google Scholar] [CrossRef]
- Aghaie, M.; Mehrpooya, M.; Pourfayaz, F. Introducing an integrated chemical looping hydrogen production, inherent carbon capture and solid oxide fuel cell biomass fueled power plant process configuration. Energy Convers. Manag. 2016, 124, 141–154. [Google Scholar] [CrossRef]
- Chen, S.; Xue, Z.; Wang, D.; Xiang, W. An integrated system combining chemical looping hydrogen generation process and solid oxide fuel cell/gas turbine cycle for power production with CO2 capture. J. Power Sources 2012, 215, 89–98. [Google Scholar] [CrossRef]
- Nurdiawati, A.; Zaini, I.N.; Irhamna, A.R.; Sasongko, D.; Aziz, M. Novel configuration of supercritical water gasification and chemical looping for highly-efficient hydrogen production from microalgae. Renew. Sust. Energy Rev. 2019, 112, 369–381. [Google Scholar] [CrossRef]
- Chisalita, D.A.; Cormos, C.C. Techno-economic assessment of hydrogen production processes based on various natural gas chemical looping systems with carbon capture. Energy 2019, 181, 331–344. [Google Scholar] [CrossRef]
- Gupta, G.; Velazquez-Vargas, L.G.; Fan, L.-S. Syngas Redox (SGR) Process to Produce Hydrogen from Coal Derived Syngas. Energy Fuels 2007, 21, 2900–2908. [Google Scholar] [CrossRef]
- Hossain, M.M.; de Lasa, H.I. Chemical-looping combustion (CLC) for inherent separations-a review. Chem. Eng. Sci. 2008, 63, 4433–4451. [Google Scholar] [CrossRef]
- Ada´nez, J.; de Diego, L.F.; García-Labiano, F.; Gayán, P.; Abad, A.; Palacios, J.M. Selection of oxygen carriers for chemical-looping combustion. Energy Fuels 2004, 18, 371–377. [Google Scholar] [CrossRef]
- Piran, R.K.; Cleeton, J.P.E.; Stuart, A.S.; John, S.D.; Christopher, D.B. Interaction of Iron Oxide with Alumina in a Composite Oxygen Carrier during the Production of Hydrogen by Chemical Looping. Energy Fuels 2012, 26, 603–617. [Google Scholar]
- Zhao, H.B.; Mei, D.F.; Ma, J.C.; Zheng, C.G. Comparison of preparation methods for iron–alumina oxygen carrier and its reduction kinetics with hydrogen in chemical looping combustion. Asia-Pac. J. Chem. Eng. 2014, 9, 610–622. [Google Scholar] [CrossRef]
- Ma, S.W.; Chen, S.Y.M.; Ahsanullah, S.W.G. Effects of CeO2, ZrO2, and Al2O3 Supports on Iron Oxygen Carrier for Chemical Looping Hydrogen Generation. Energy Fuels 2017, 31, 8001–8013. [Google Scholar] [CrossRef]
- Zeng, D.; Kang, F.; Qiu, Y.; Cui, D.; Li, M.; Ma, L.; Zhang, S.; Xiao, R. Iron oxides with gadolinium-doped cerium oxides as active supports for chemical looping hydrogen production. Chem. Eng. J. 2020, 396, 125153. [Google Scholar] [CrossRef]
- Yüzbasi, N.S.; Kierzkowska, A.; Müller, C. Development of Fe2O3-based, Al2O3-stabilized oxygen carriers using sol-gel technique for H2 production via chemical looping. Enrgy. Proced. 2017, 114, 436–445. [Google Scholar] [CrossRef]
- Bechta, S.V.; Krushinov, E.V.; Almjashev, V.I.; Vitol, S.A.; Mezentseva, L.P.; Petrovc, Y.B.; Lopukh, D.B.; Khabensky, V.B.; Barrachin, M.; Hellmann, S.; et al. Phase diagram of the ZrO2–FeO system. J. Nucl. Mater. 2006, 348, 114–121. [Google Scholar] [CrossRef]
- Jones, T.S.; Kimura, S.; Muan, A. Phase Relations in the System FeO-Fe2O3-ZrO2-SiO2. J. Am. Ceram. Soc. 1967, 50, 137–142. [Google Scholar] [CrossRef]
- Feng, Y.; Wang, N.; Guo, X.; Zhang, S. Dopant screening of modified Fe2O3 oxygen carriers in chemical looping hydrogen production. Fuel 2020, 262, 116489. [Google Scholar] [CrossRef]
- Technical Data-Coefficient of Thermal Expansion, Kyocera Global. 2020. Available online: https://global.kyocera.com/prdct/fc/list/tokusei/bouchou/index.html (accessed on 1 December 2020).
- Takeda, M.; Onishi, T.; Nakakubo, S.; Fujimoto, S. Physical properties of iron-oxide scales on Si-containing steels at high temperature. Mater. Trans. 2009, 50, 2242. [Google Scholar] [CrossRef] [Green Version]
- Chiu, P.C.; Ku, Y.; Wu, Y.L.; Wu, H.C.; Kuo, Y.L. Characterization and evaluation of prepared Fe2O3/Al2O3 oxygen carriers for chemical looping process. Aerosol Air Qual. Res. 2014, 14, 981–990. [Google Scholar] [CrossRef] [Green Version]
- Chevalier, J.; Gremillard, L.; Virkar, A.V.; David, R. Clarke the Tetragonal-Monoclinic Transformation in Zirconia: Lessons Learned and Future Trends. J. Amer. Ceram. Soc. 2009, 92, 1901–1920. [Google Scholar] [CrossRef]
- Xie, Z.P.; Yang, J.L.; Huang, Y. Densification and grain growth of alumina by microwave processing. Mater. Lett. 1998, 37, 215–220. [Google Scholar] [CrossRef]
- Li, D.; Liu, Y.S.; Zhong, Y.; Liu, L.F.; Erik, A.; Shen, Z.J. Dense and strong ZrO2 ceramics fully densified in <15 min. Adv. Appl. Ceram. 2019, 118, 23–29. [Google Scholar] [CrossRef] [Green Version]
- Dreval, L.; Zienert, T.; Fabrichnaya, O.J. Calculated phase diagrams and thermodynamic properties of the Al2O3–Fe2O3–FeO system. J. Alloys Compd. 2016, 657, 192–214. [Google Scholar] [CrossRef]
- Enhessari, M. FeAl2O4 Nanopowders; Structural Analysis and Band Gap Energy. High Temp. Mat. Proc. 2017, 36, 789–793. [Google Scholar] [CrossRef]
- Wei, K.; Peng, Y.; Qu, Z.L.; He, R.; Cheng, X.M. High temperature mechanical behaviors of lightweight ceramic corrugated core sandwich panel. Compos. Struct. 2017, 176, 379–387. [Google Scholar] [CrossRef]
- Gaskell, D.R. Introduction to the Thermodynamics of Materials; Taylor & Francis: Boca Raton, FL, USA, 2012. [Google Scholar]
- Qin, L.; Majumder, A.; Fan, J.A.; Kopechek, D.; Fan, L.S. Evolution of nanoscale morphology in single and binary metal oxide microparticles during reduction and oxidation processes. J. Mater. Chem. A 2014, 2, 17511–17520. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe2O3 Content (wt%) | Al2O3 Content (wt%) | ZrO2 Content (wt%) |
|---|---|---|---|
| Fe40Al60 | 40 | 60 | 0 |
| Fe40Al55Zr5 | 40 | 55 | 5 |
| Fe40Al50Zr10 | 40 | 50 | 10 |
| Fe40Al40Zr20 | 40 | 40 | 20 |
| Fe40Zr60 | 40 | 0 | 60 |
| ZrO2 Content (wt%) | Relative Density (%) | Porosity (%) | Dimension | |
|---|---|---|---|---|
| Height (mm) | Diameter (mm) | |||
| 0 | 66.42 ± 1.96 | 33.58 | 2.55 ± 0.02 | 2.85 ± 0.03 |
| 5 | 62.32 ± 0.99 | 37.68 | 2.65 ± 0.04 | 2.85 ± 0.02 |
| 10 | 62.43 ± 5.49 | 37.57 | 2.68 ± 0.03 | 2.87 ± 0.03 |
| 20 | 60.68 ± 1.45 | 39.32 | 2.58 ± 0.02 | 2.85 ± 0.01 |
| 60 | 54.45 ± 5.81 | 45.55 | 2.38 ± 0.04 | 2.77 ± 0.02 |
| Composites | Phase Composition | ||
|---|---|---|---|
| As-Sintered | Oxidation | Reduction | |
| Fe40Al60 | Fe2O3, Al2O3 | Fe2O3, Al2O3 | FeAl2O4, Al2O3, Fe |
| Fe40Al55Zr5 | Fe2O3, Al2O3, m-ZrO2 | Fe2O3, Al2O3, m-ZrO2 | FeAl2O4, Al2O3, Fe, m-ZrO2 |
| Fe40Al50Zr10 | Fe2O3, Al2O3, m-ZrO2 | Fe2O3, Al2O3, m-ZrO2, t-ZrO2 | FeAl2O4, Al2O3, Fe, m-ZrO2 |
| Fe40Al40Zr20 | Fe2O3, Al2O3, m-ZrO2 | Fe2O3, Al2O3, m-ZrO2 t-ZrO2 | FeAl2O4, Al2O3, Fe, m-ZrO2 |
| Fe40Zr60 | Fe2O3, m-ZrO2, t-ZrO2 | Fe2O3, Al2O3, m-ZrO2 | Fe, m-ZrO2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kao, C.-T.; Shen, C.-H.; Hsu, H.-W. Feasibility Study of an Iron-Based Composite Added with Al2O3/ZrO2 as an Oxygen Carrier in the Chemical Looping Applications. Crystals 2021, 11, 971. https://doi.org/10.3390/cryst11080971
Kao C-T, Shen C-H, Hsu H-W. Feasibility Study of an Iron-Based Composite Added with Al2O3/ZrO2 as an Oxygen Carrier in the Chemical Looping Applications. Crystals. 2021; 11(8):971. https://doi.org/10.3390/cryst11080971
Chicago/Turabian StyleKao, Ching-Ti, Cheng-Hsien Shen, and Heng-Wen Hsu. 2021. "Feasibility Study of an Iron-Based Composite Added with Al2O3/ZrO2 as an Oxygen Carrier in the Chemical Looping Applications" Crystals 11, no. 8: 971. https://doi.org/10.3390/cryst11080971
APA StyleKao, C.-T., Shen, C.-H., & Hsu, H.-W. (2021). Feasibility Study of an Iron-Based Composite Added with Al2O3/ZrO2 as an Oxygen Carrier in the Chemical Looping Applications. Crystals, 11(8), 971. https://doi.org/10.3390/cryst11080971