
On Sampling Discrete Orientations from XRD for Texture Representation in Aggregates with Varying Grain Size


Abstract
:1. Introduction and State of the Art
2. Materials and Methods
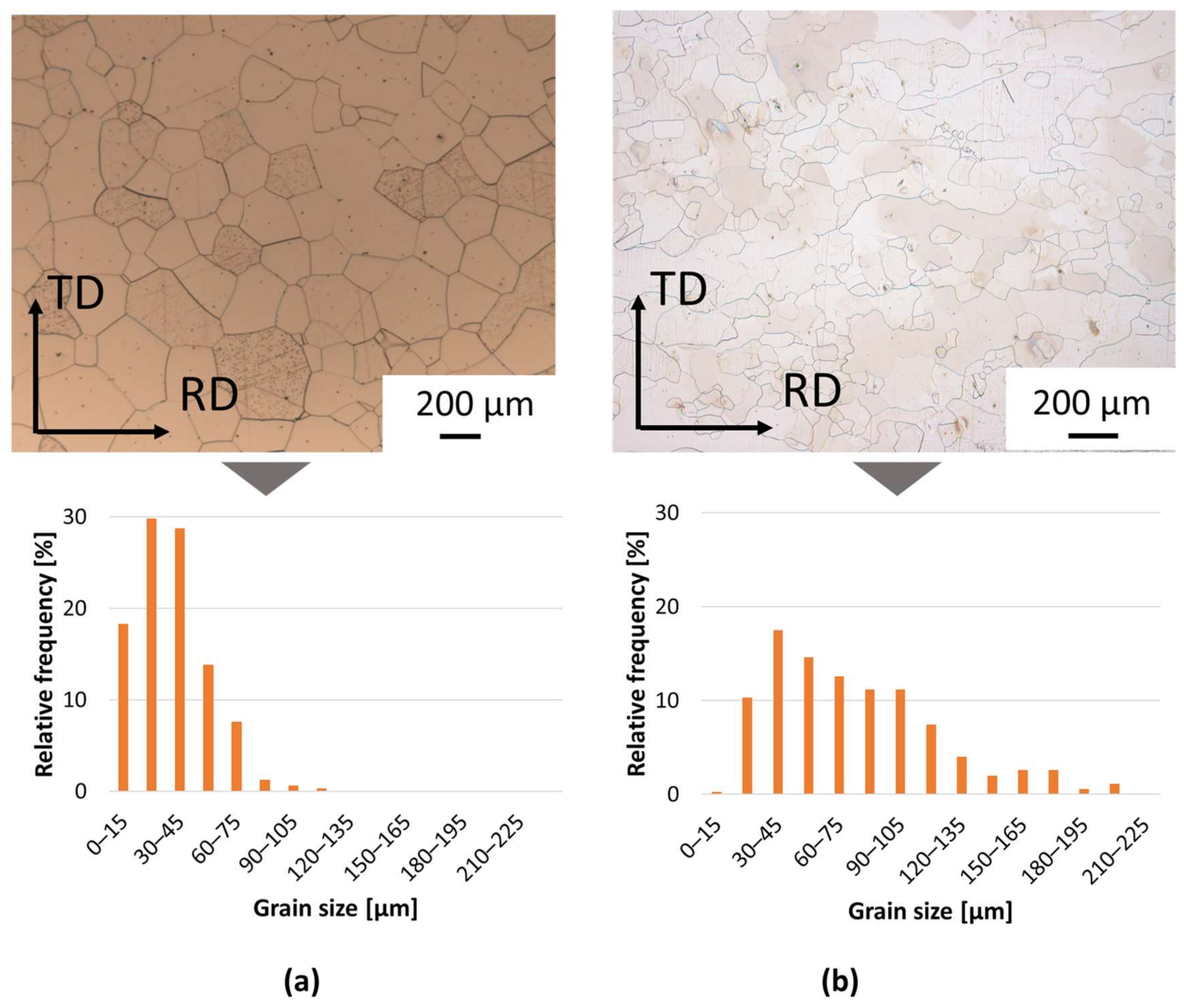
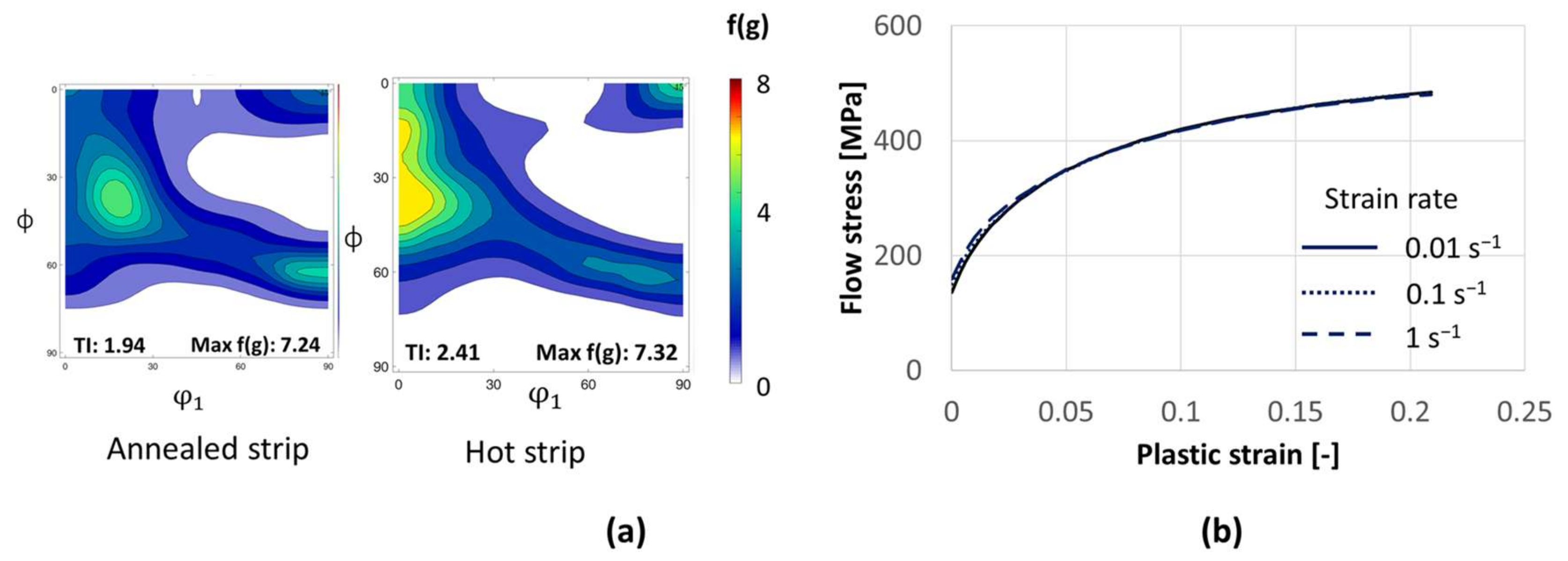
2.1. Materials and Materials Characterization
2.2. ODF Sampling
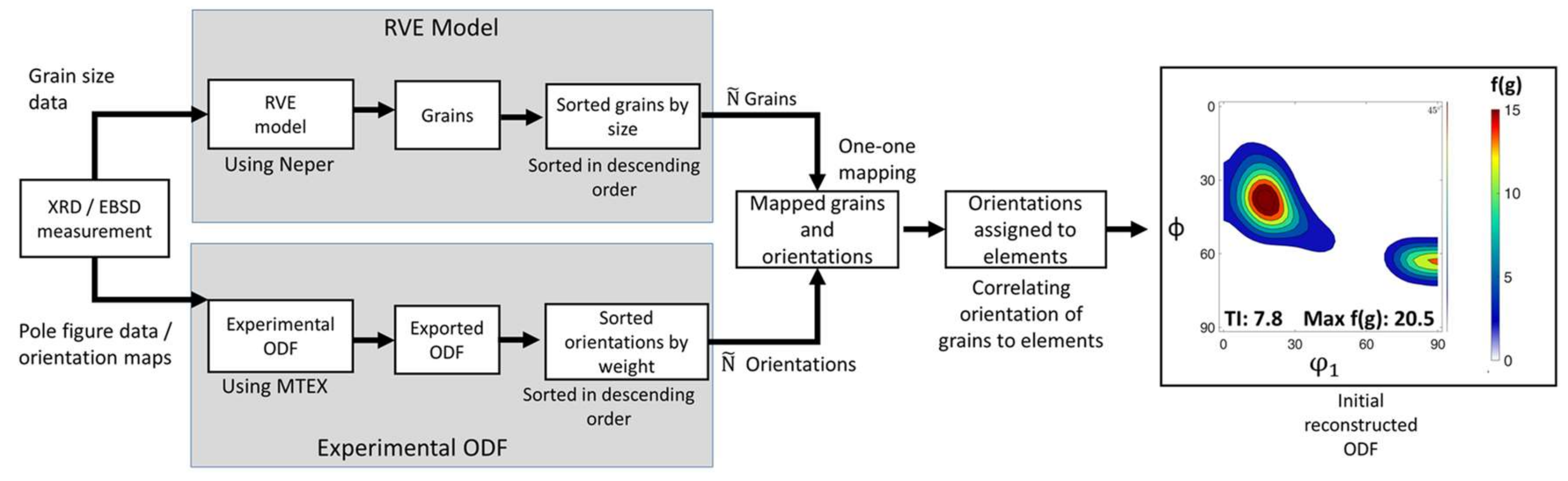
2.2.1. Initial Sampling
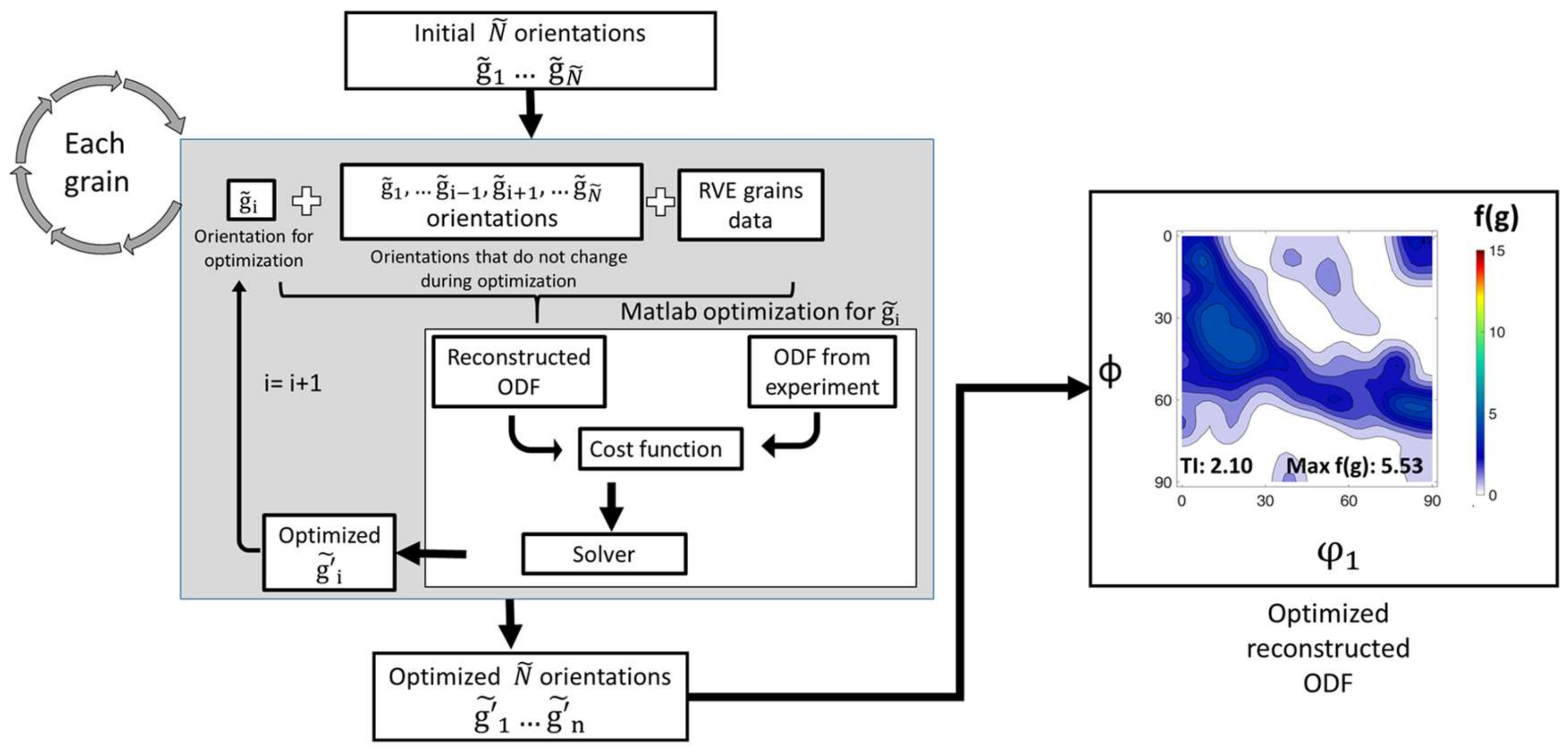
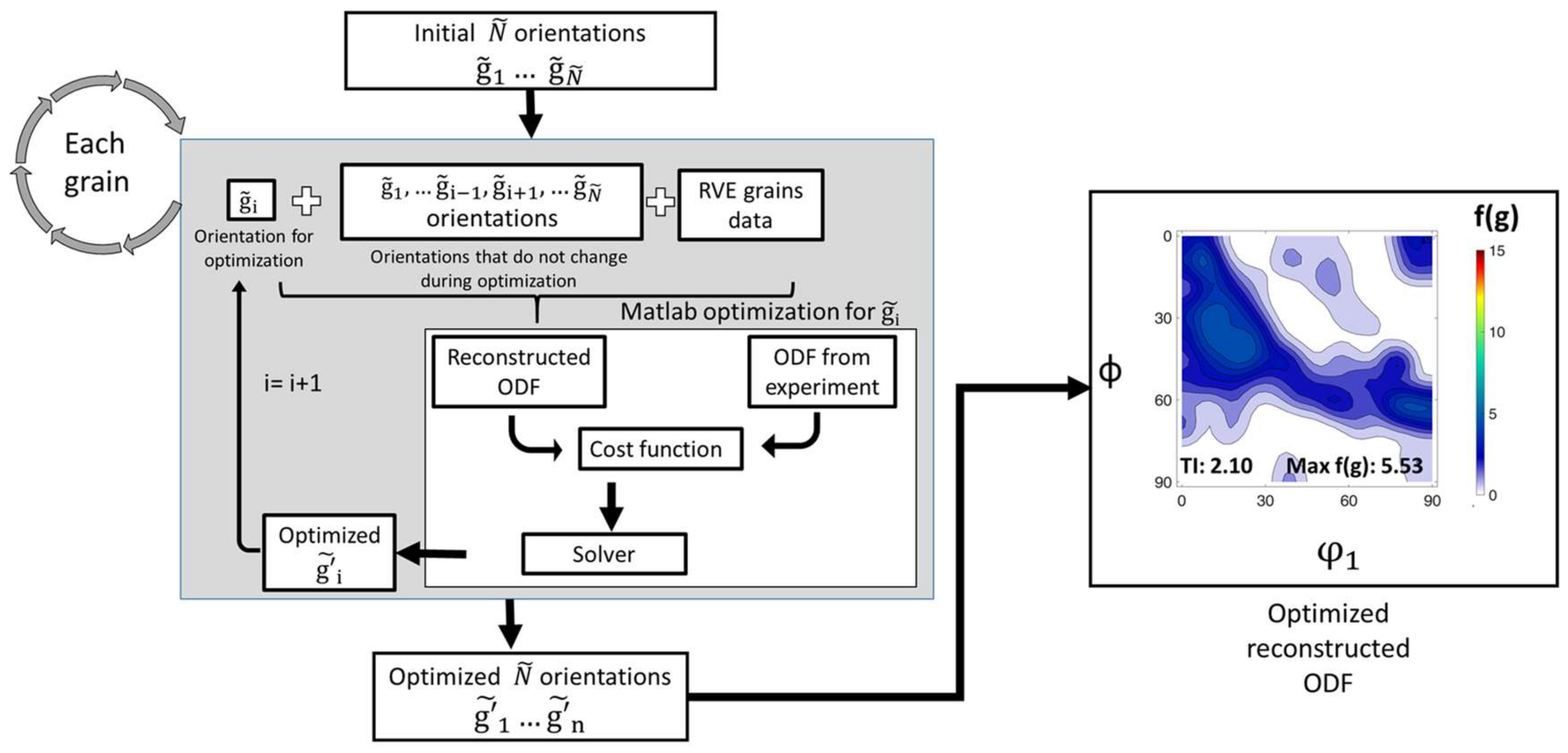
2.2.2. Optimization Step
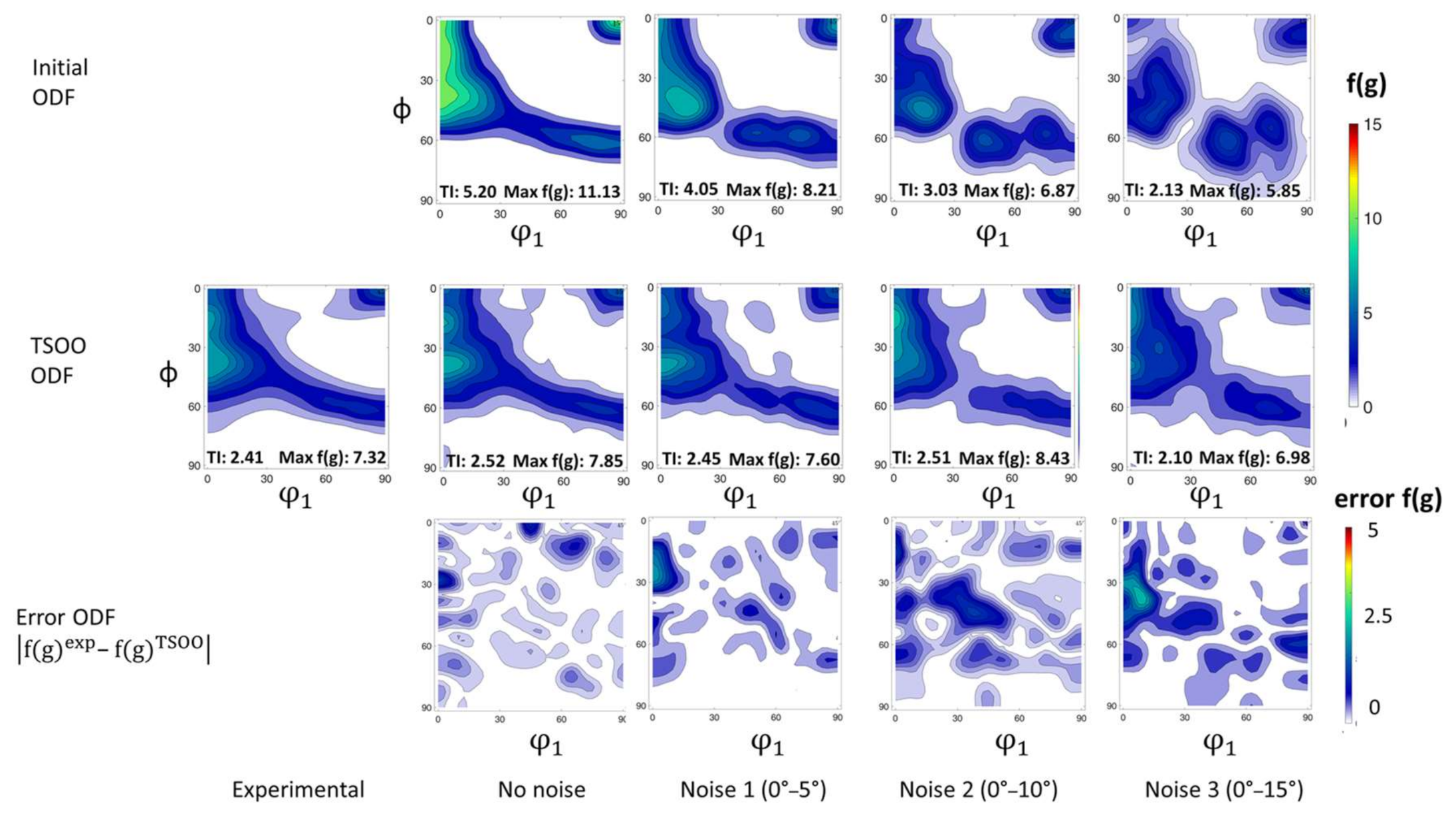
2.2.3. Sensitivity of Initial Sample Selection
2.3. CP-FEM Simulations
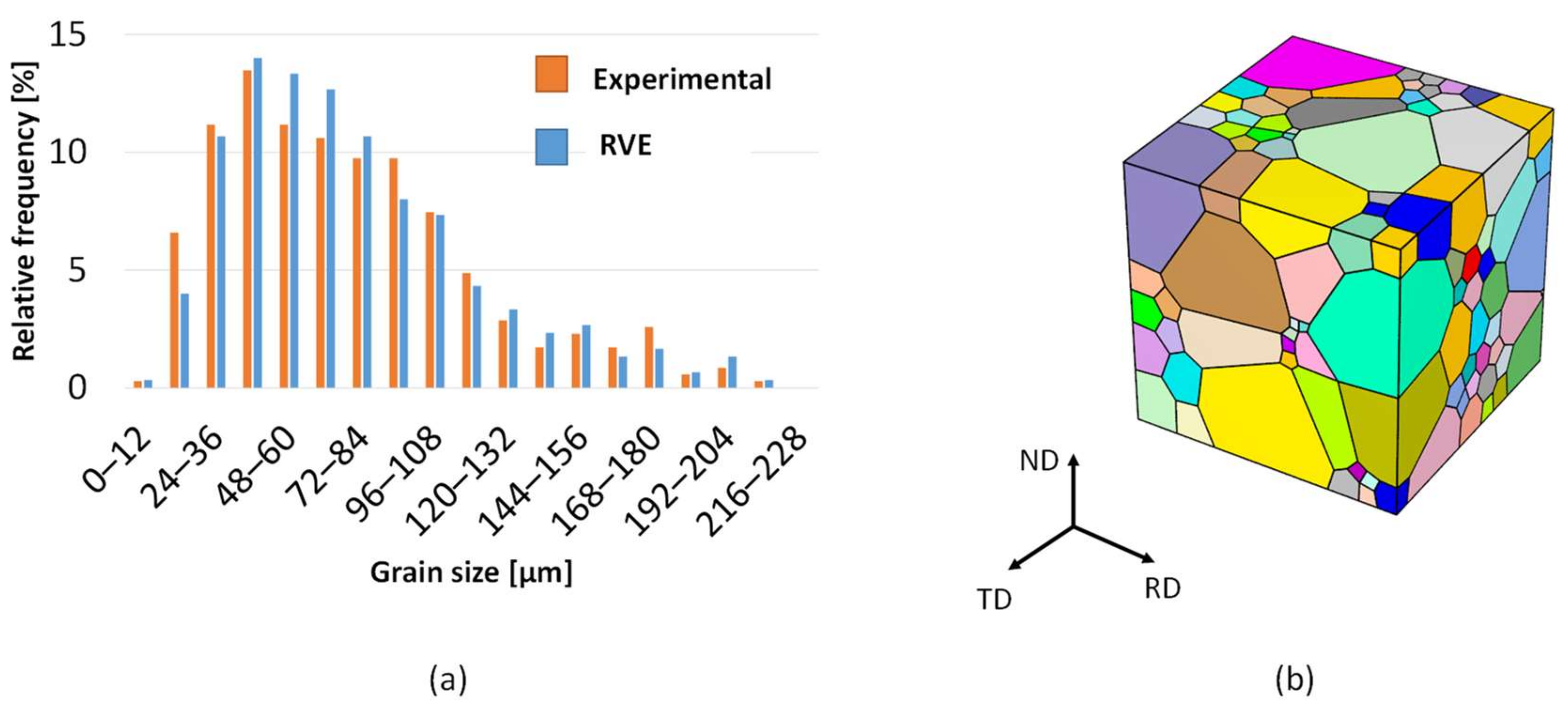
2.4. RVE Construction for Texture Sampling
3. Results
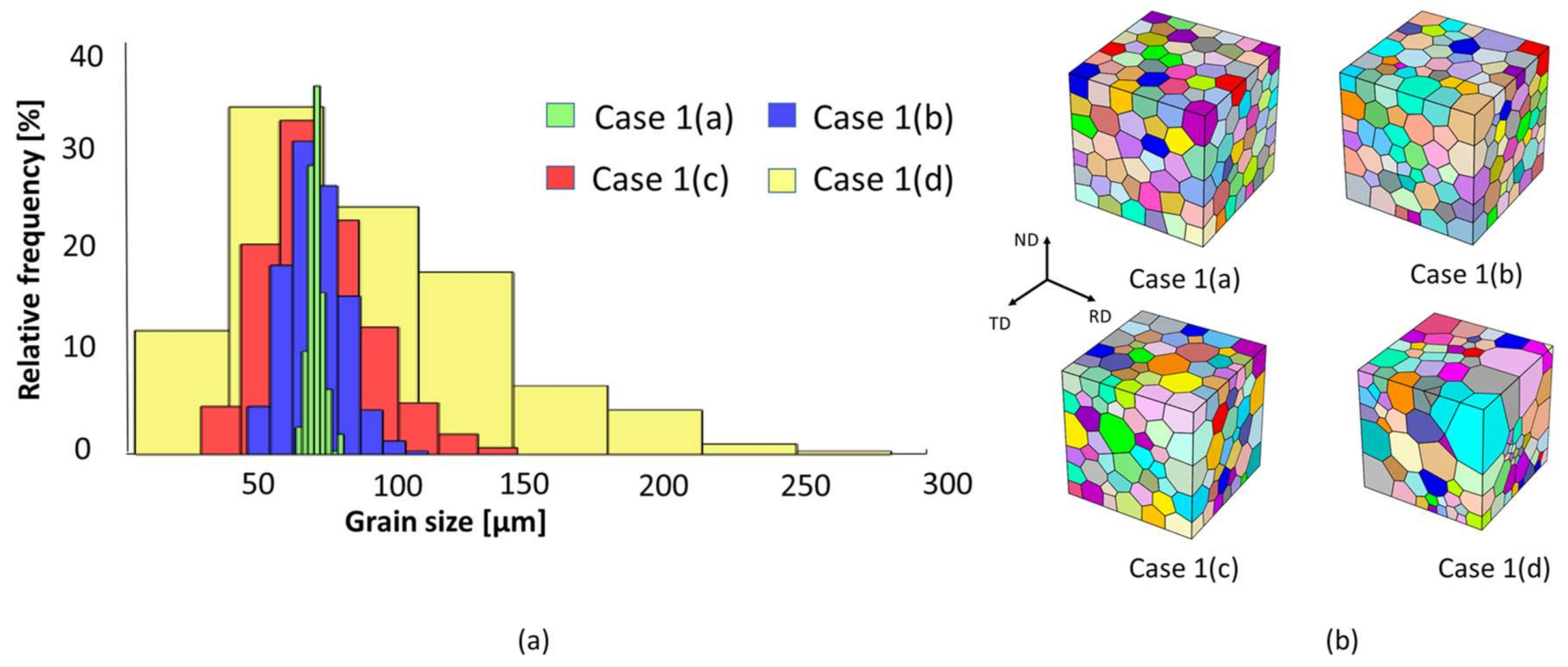
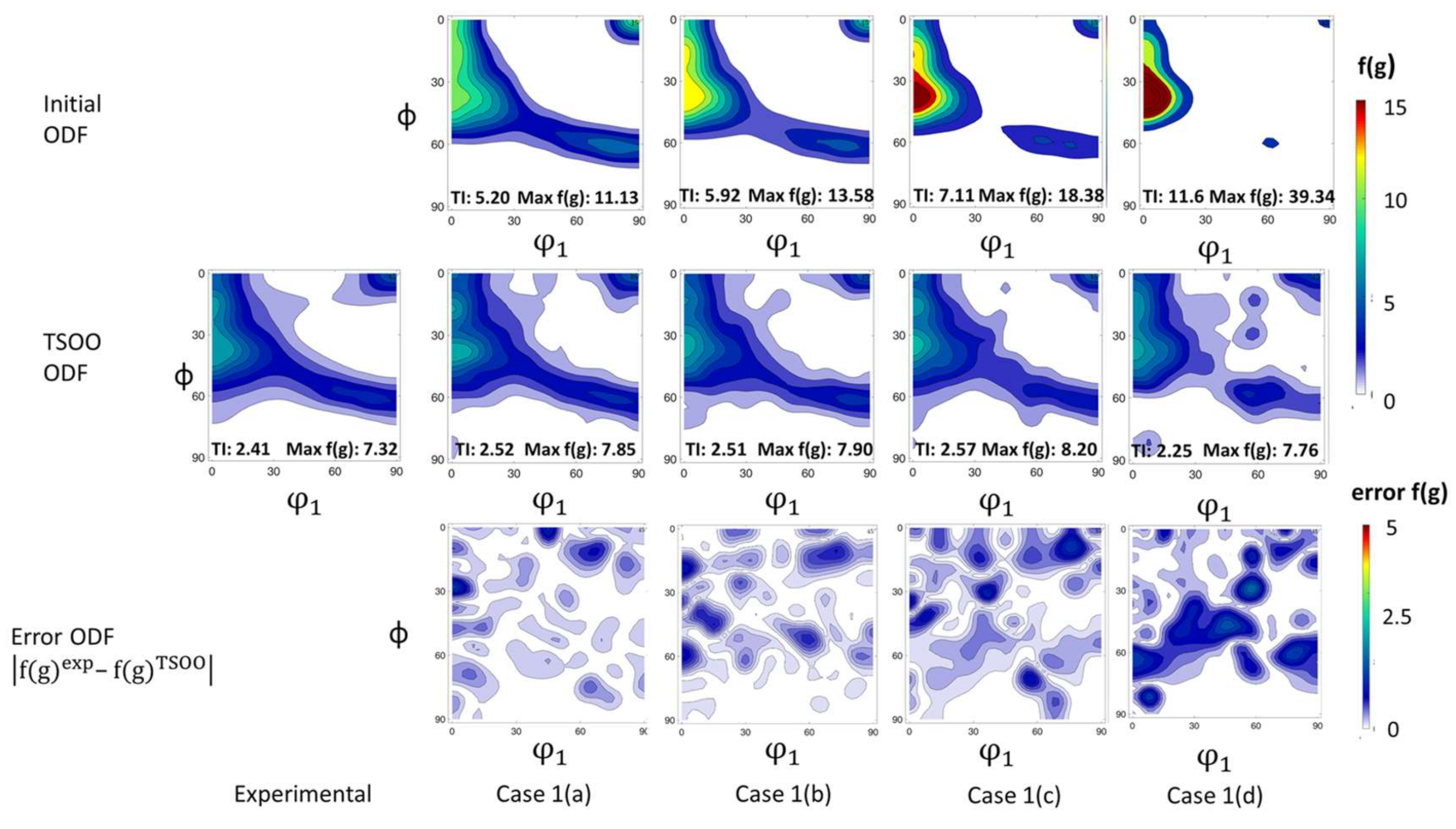
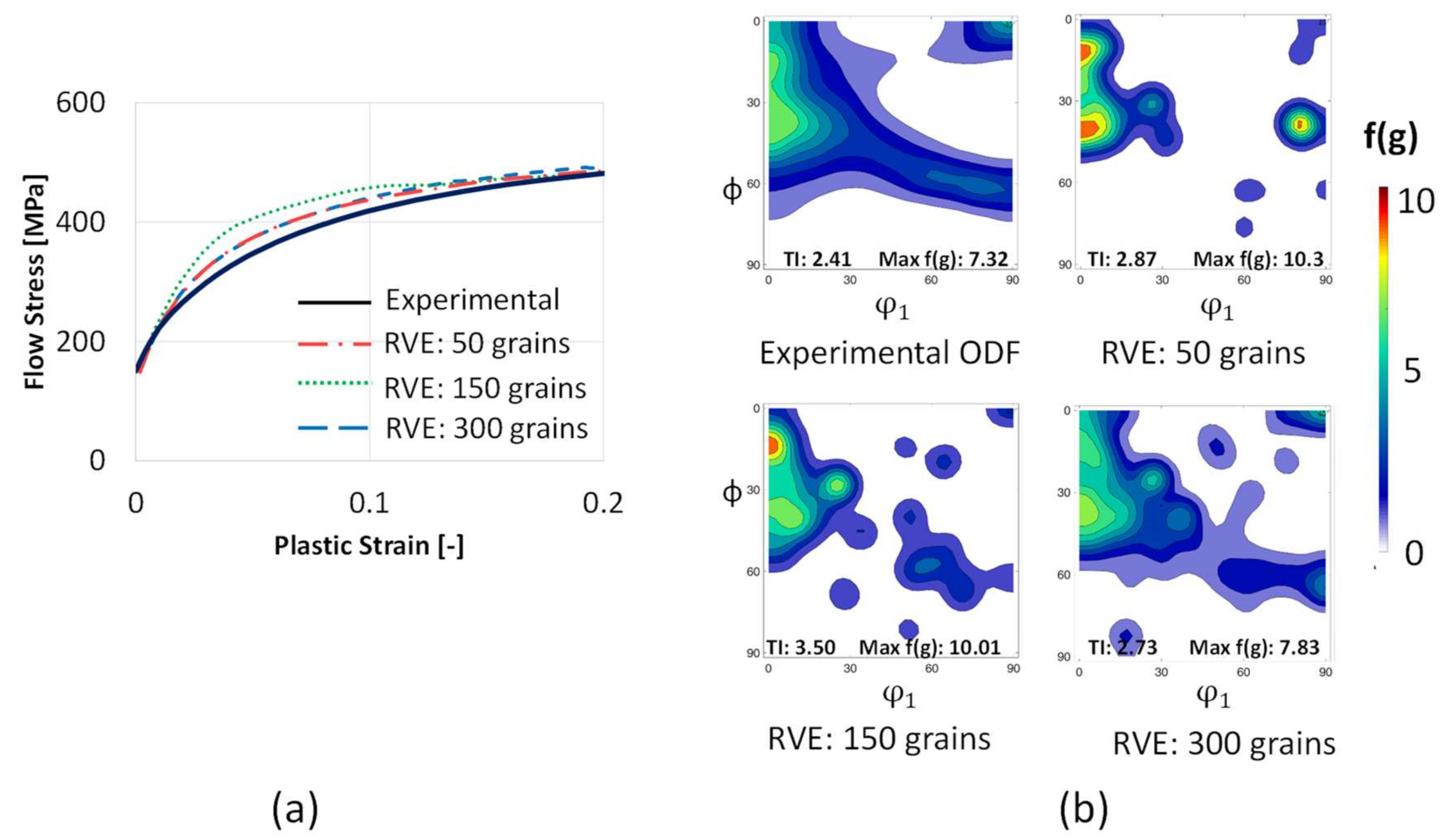
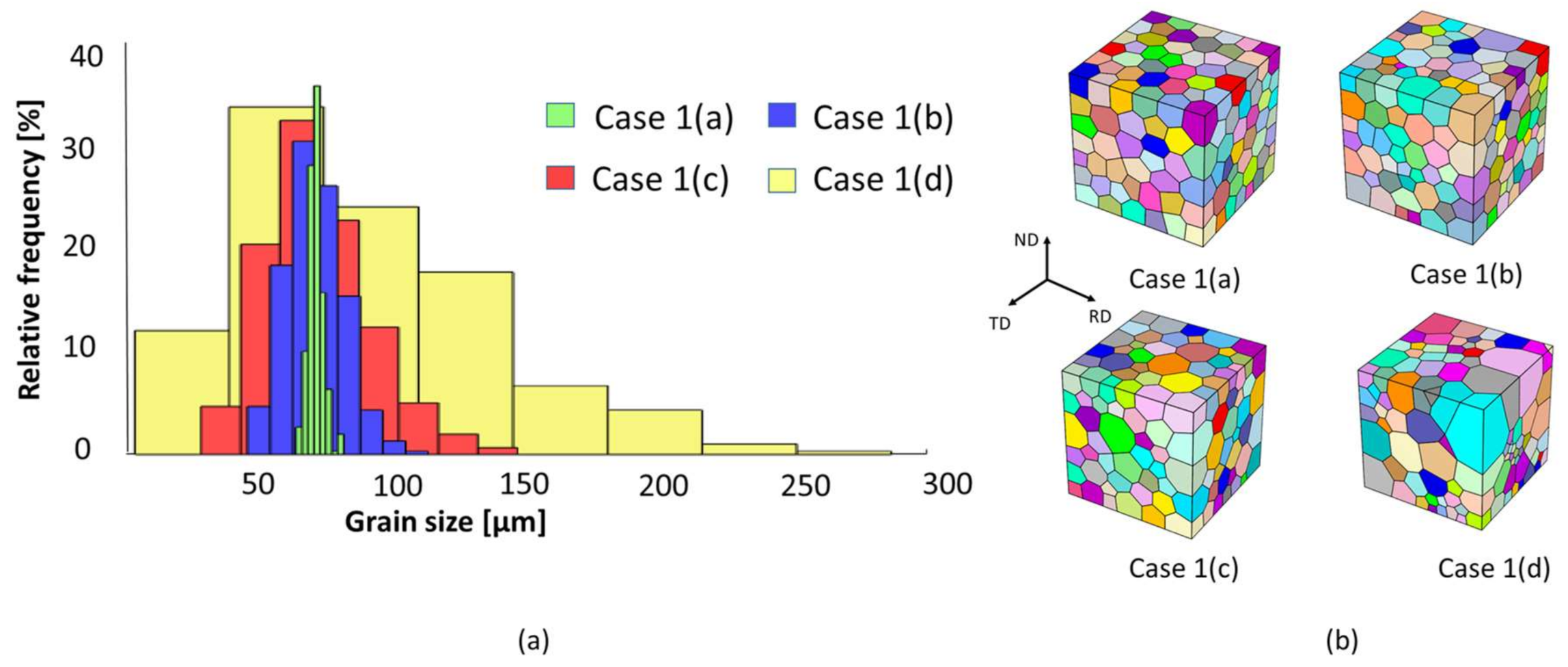
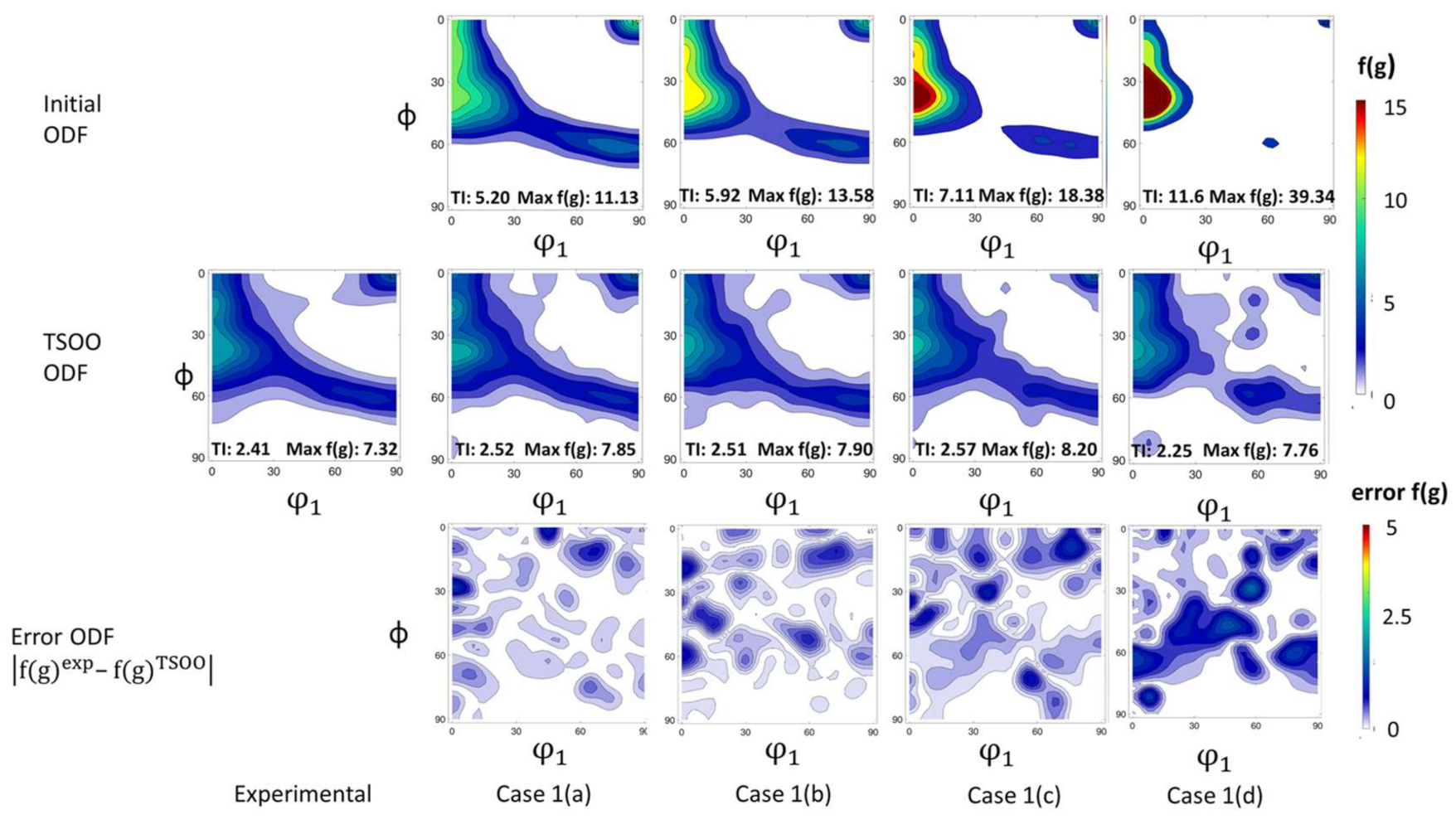
3.1. Texture Representation in Artificial Microstructures with Varying Homogenity (Case 1)
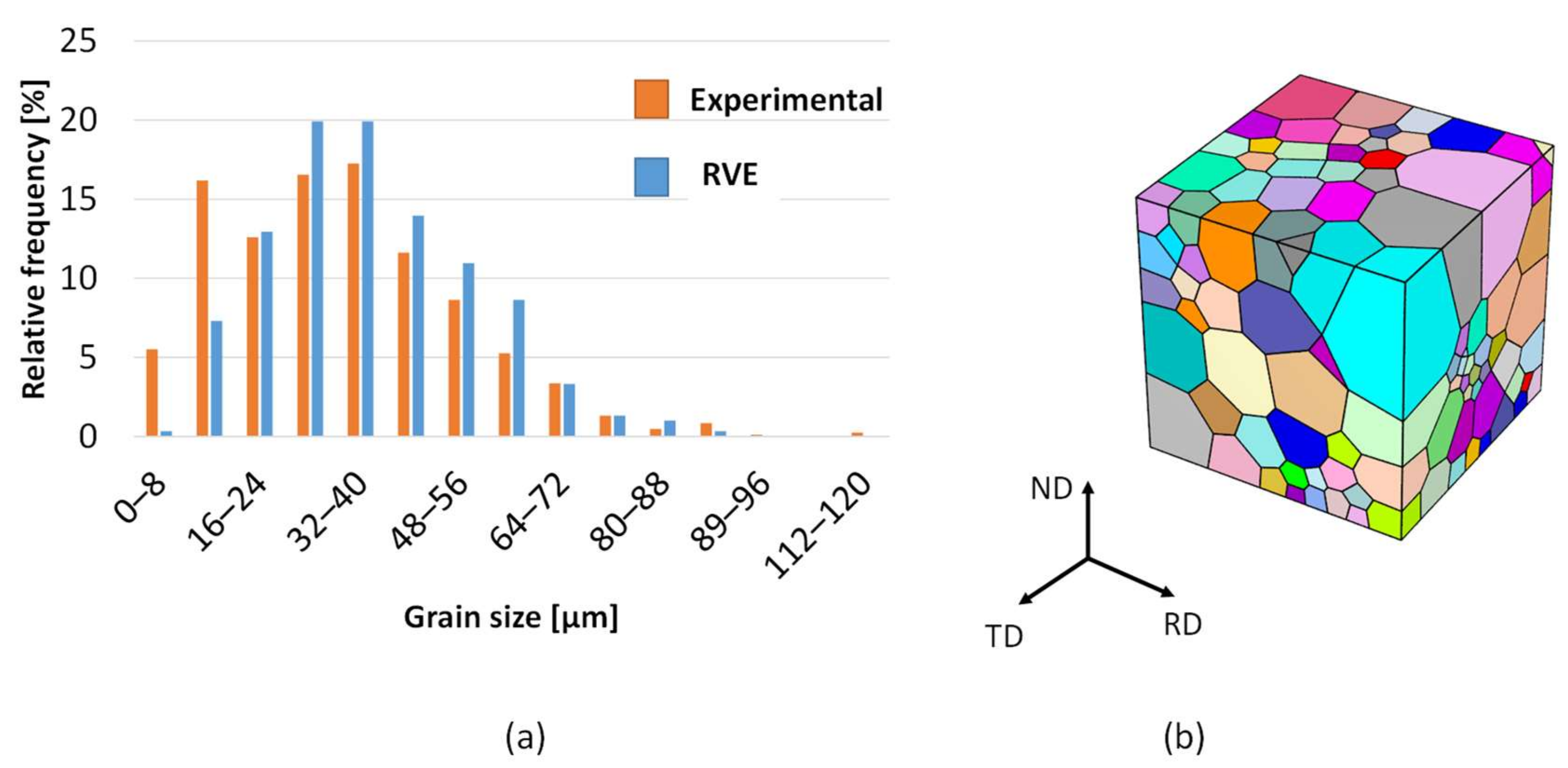
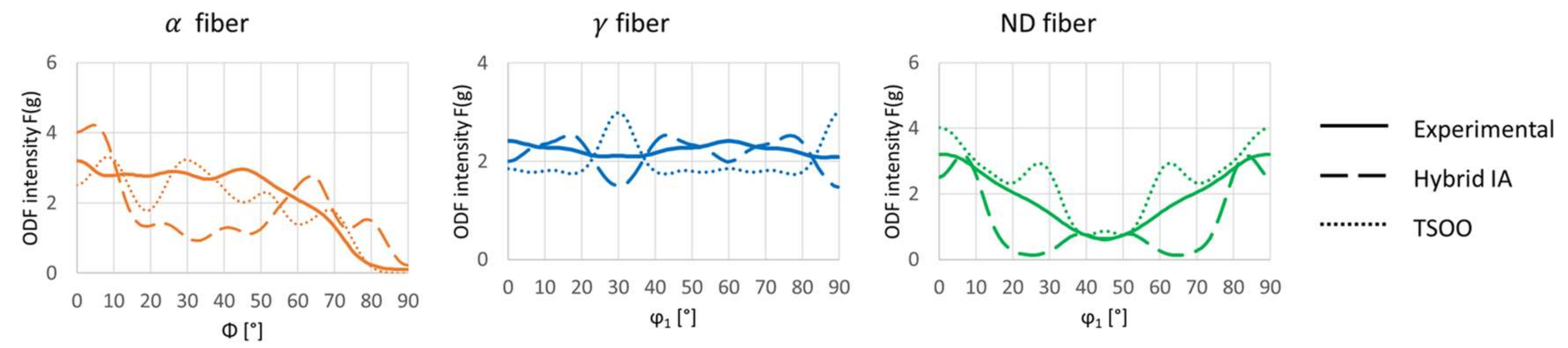
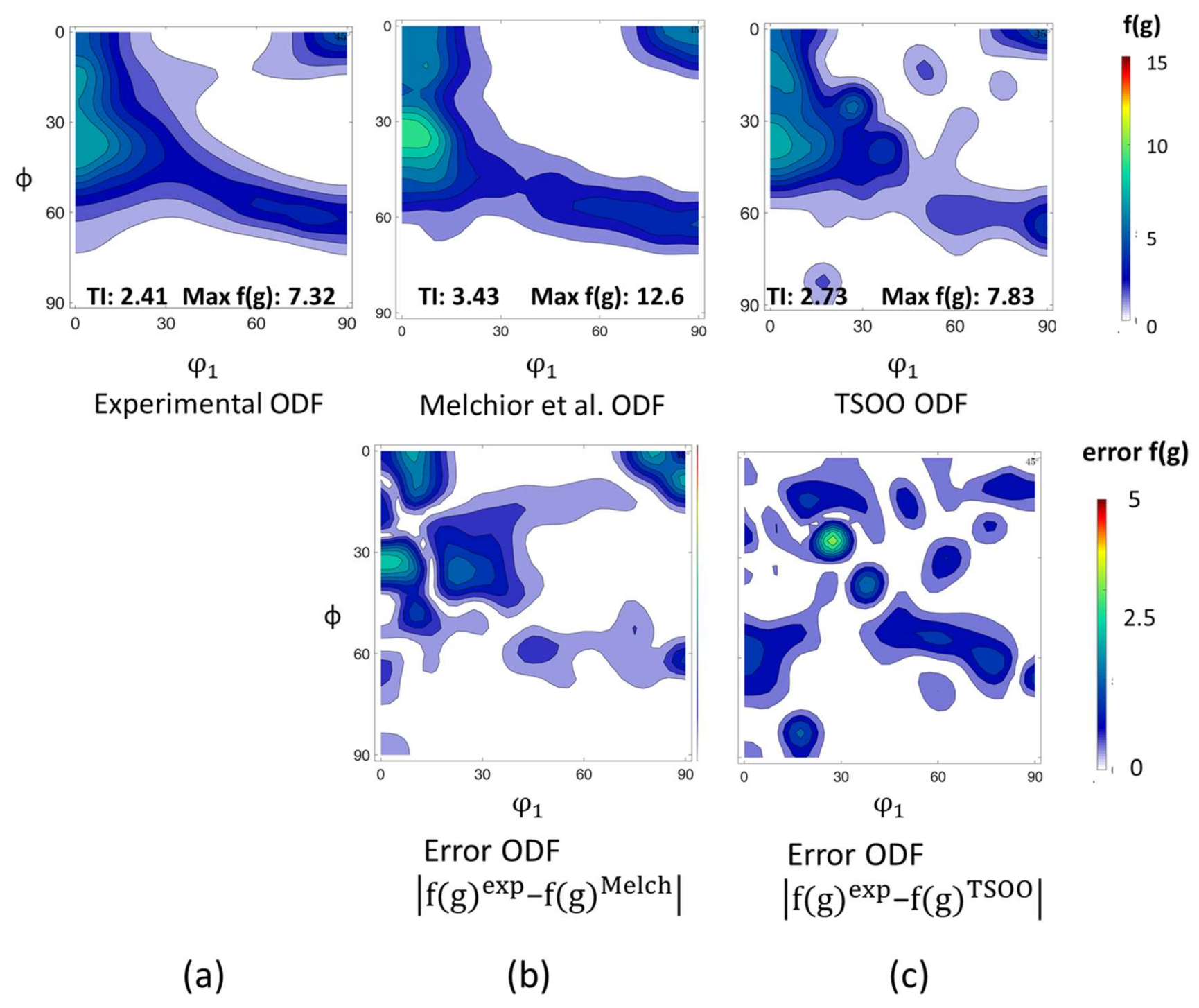
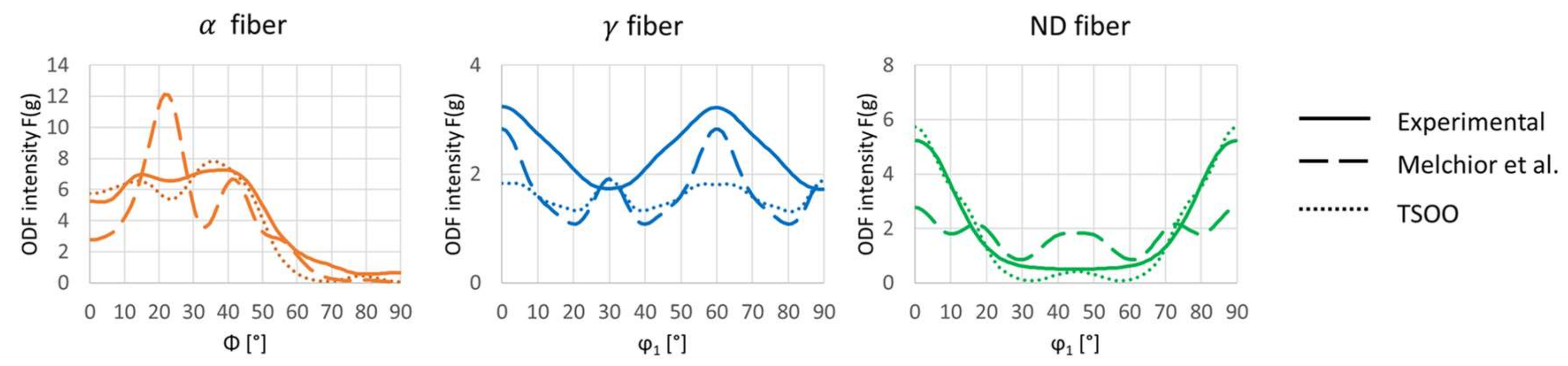
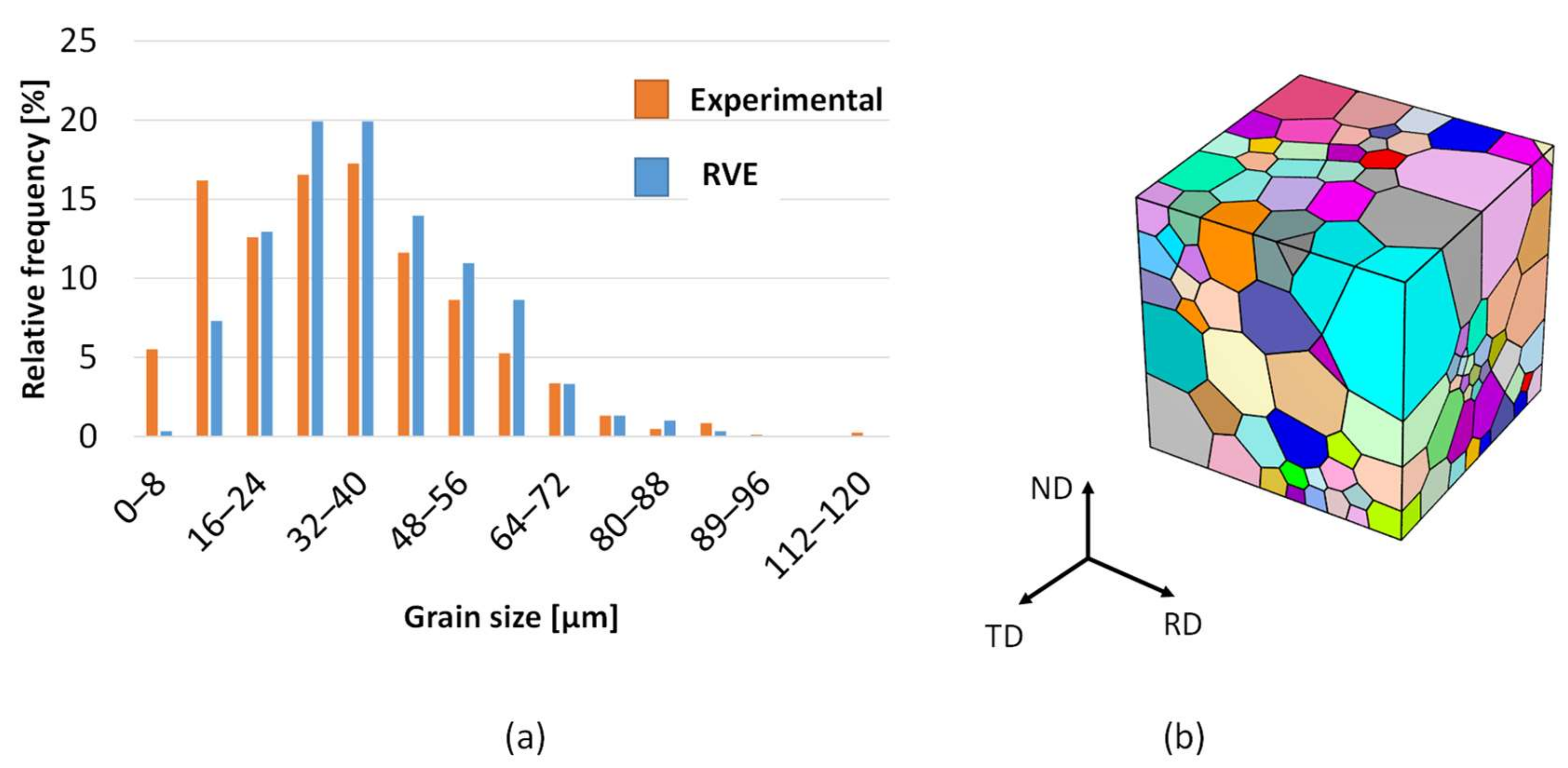
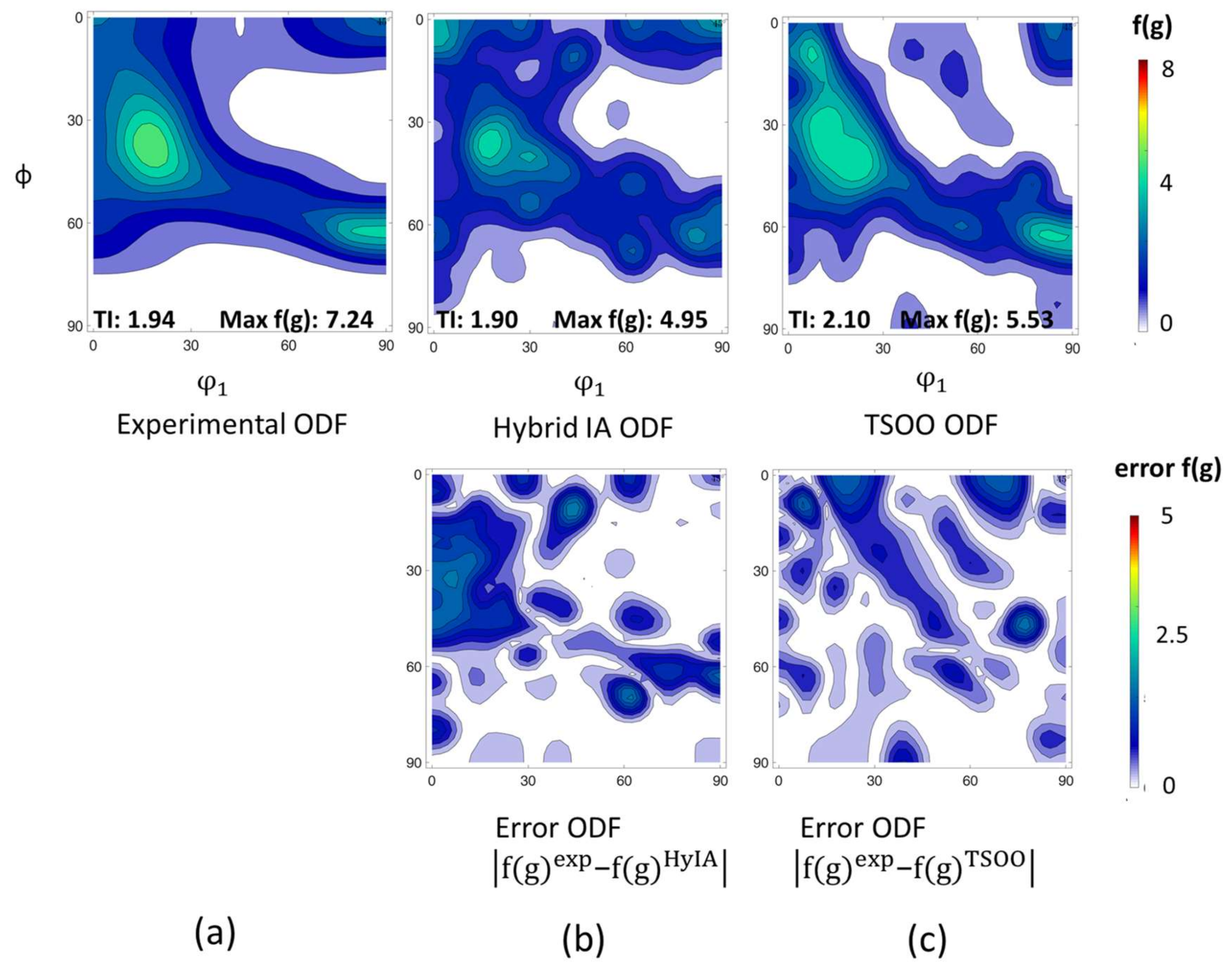
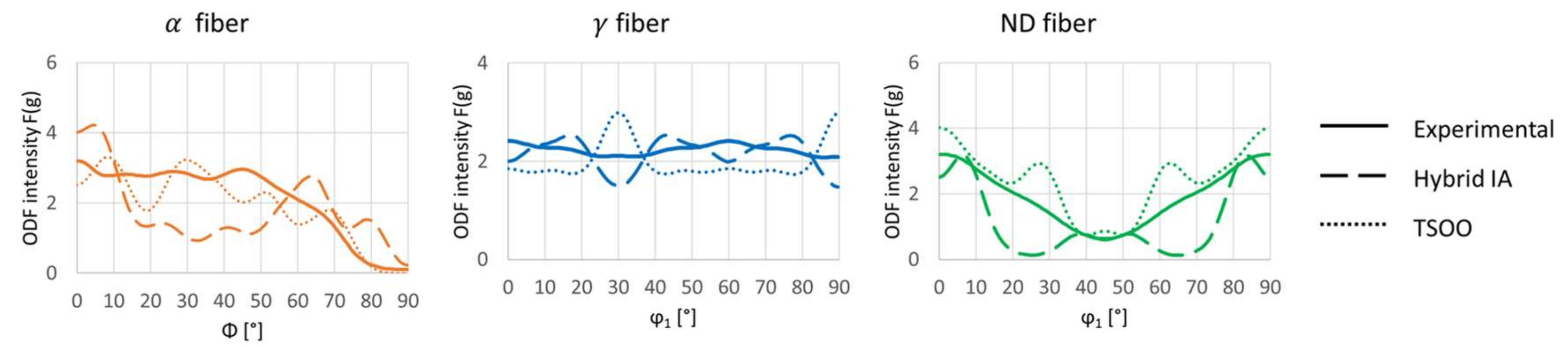
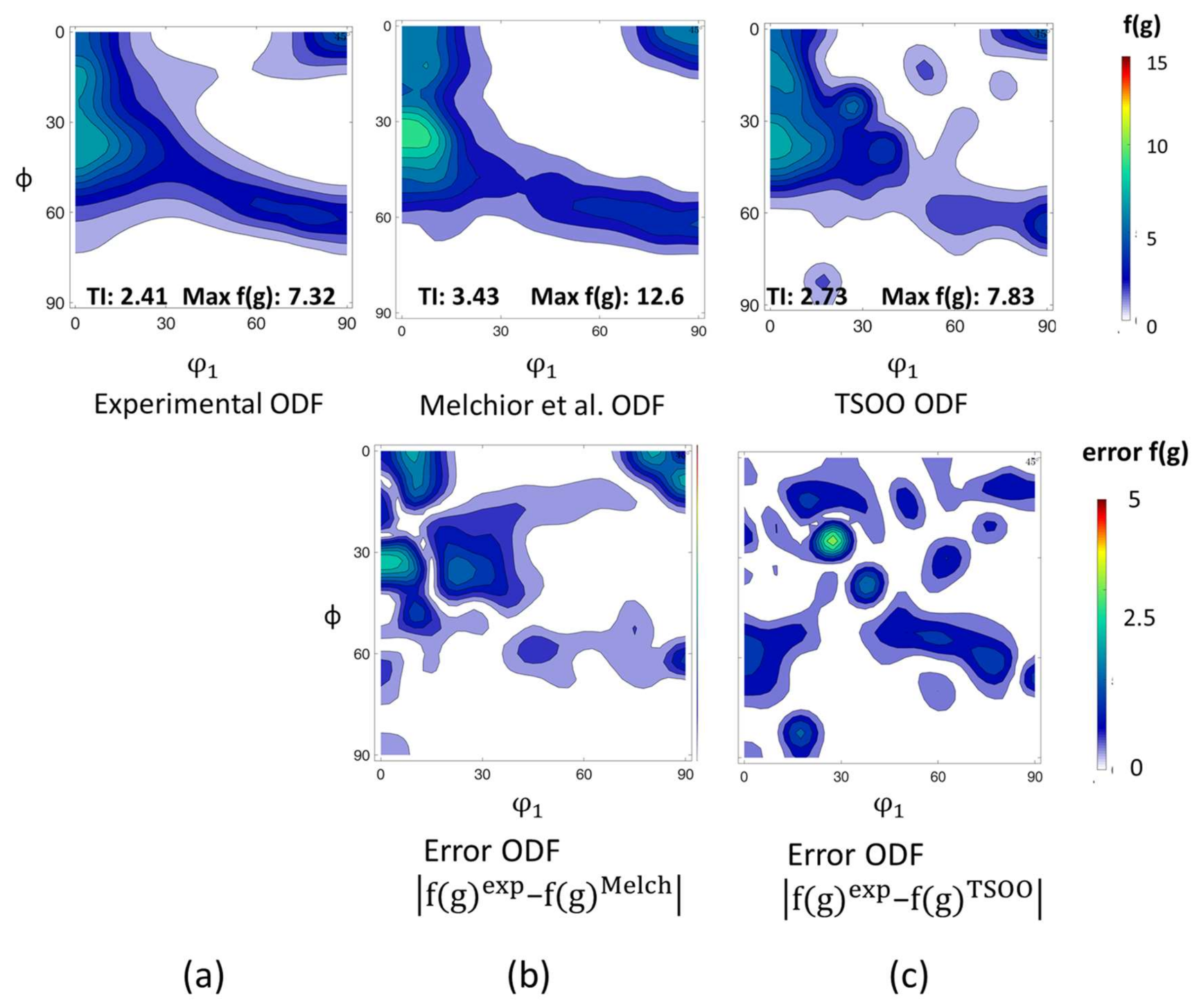
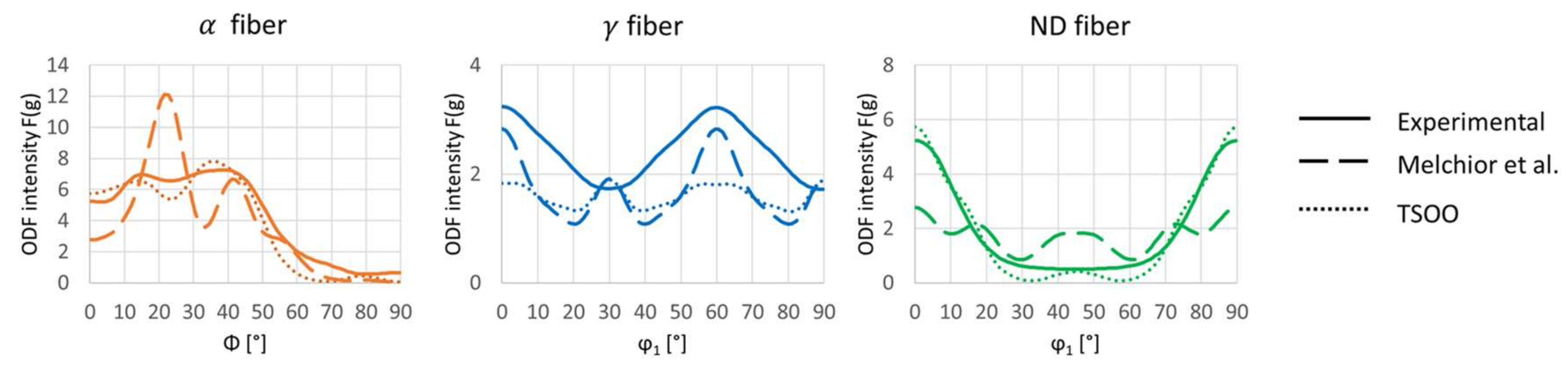
3.2. Texture Representation in the Annealed Microstructure (Case 2)
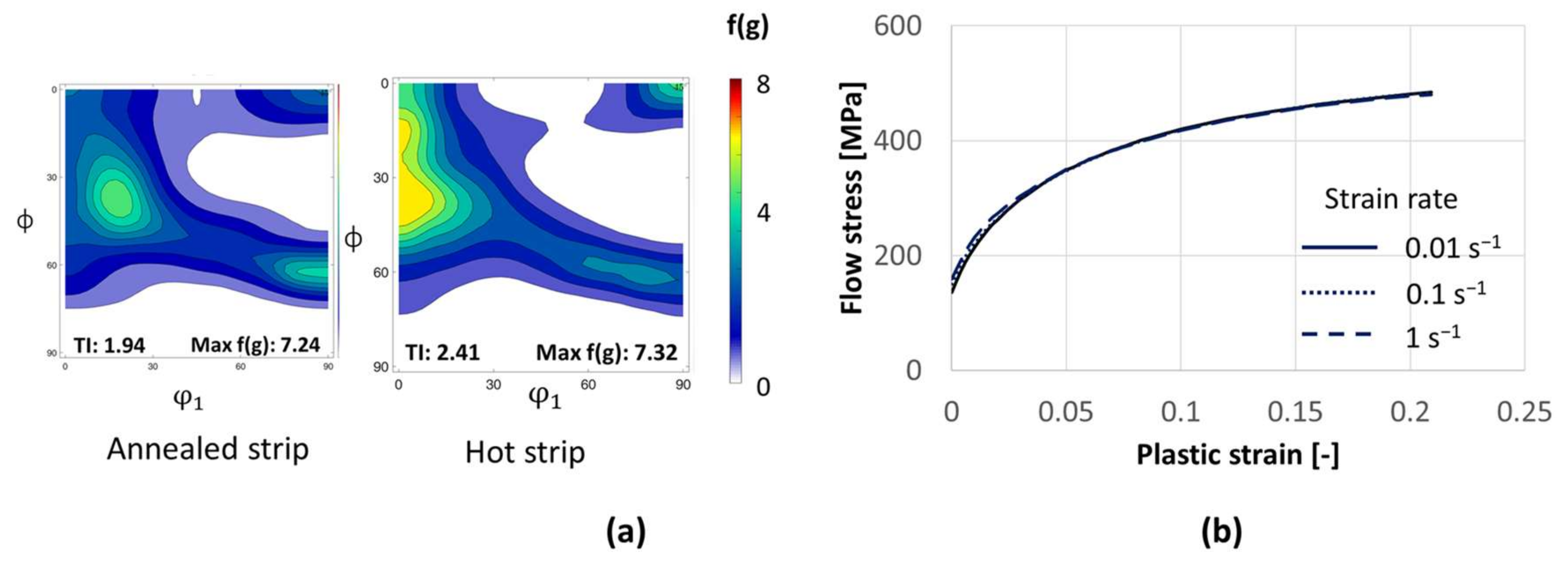
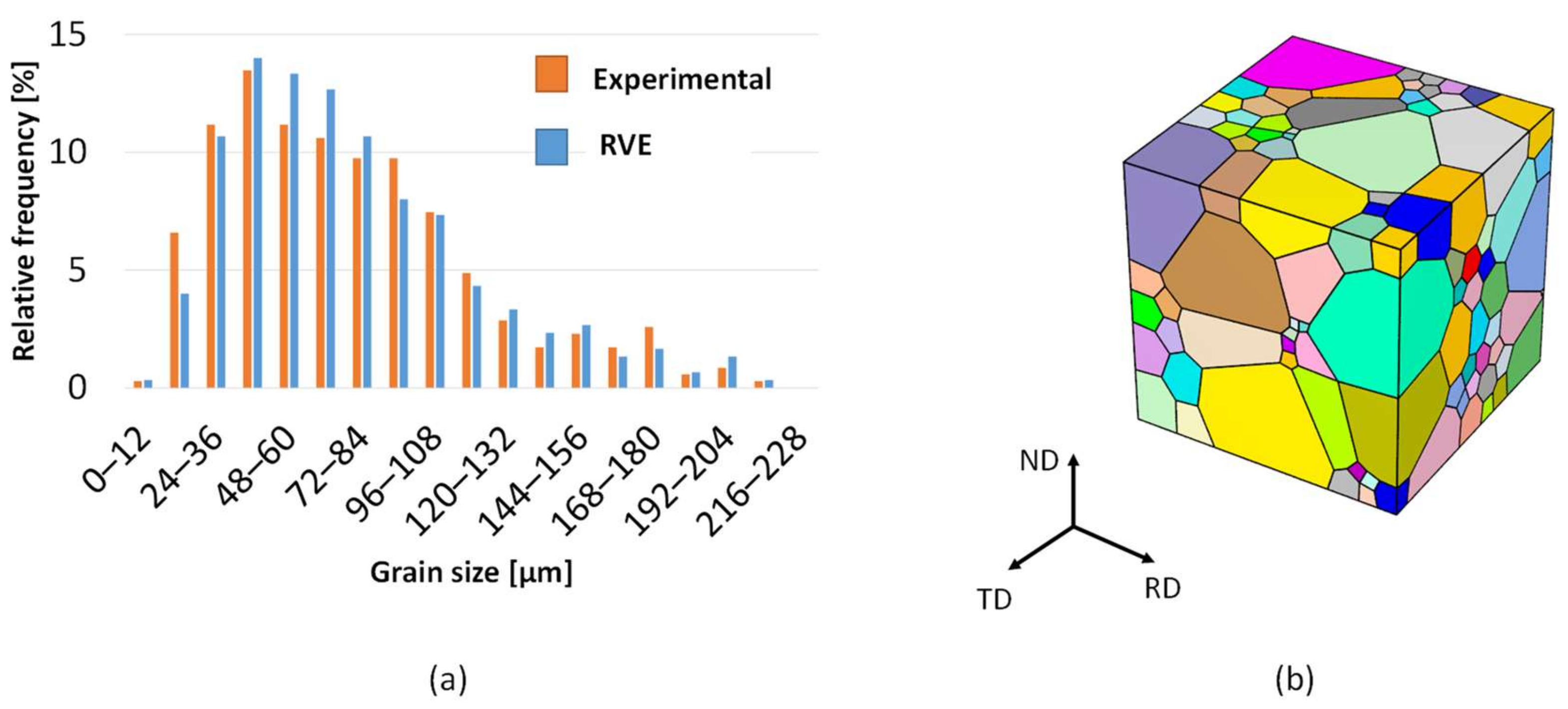
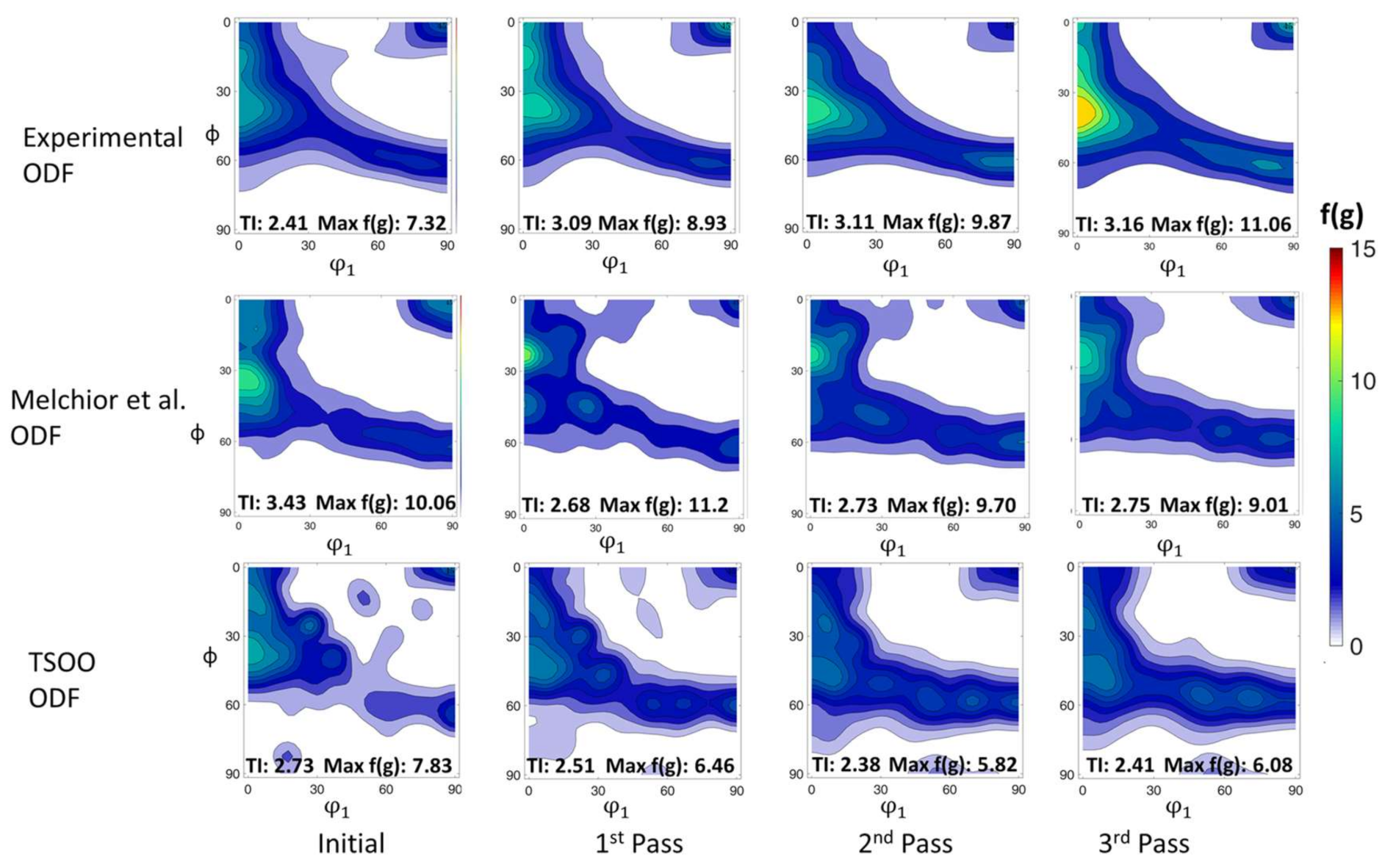
3.3. Texture Representation in the Deformation Microstructure (Case 3)
4. Discussion
4.1. Sensitivity of Resulting Texture on the Orientations Used in the Initial Sampling
4.2. Assessment of Texture Evolution Prediction Based on CP-FEM Simulations
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghosh, P.; Chromik, R.R.; Knight, A.M.; Wakade, S.G. Effect of metallurgical factors on the bulk magnetic properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2014, 356, 42–51. [Google Scholar] [CrossRef]
- Bunge, H.J. Texture and Magnetic Properties. Textures Microstruct. 1970, 11, 75–91. [Google Scholar] [CrossRef] [Green Version]
- Roters, F.; Diehl, M.; Shanthraj, P.; Eisenlohr, P.; Reuber, C.; Wong, S.L.; Maiti, T.; Ebrahimi, A.; Hochrainer, T.; Fabritius, H.O.; et al. DAMASK—The Düsseldorf Advanced Material Simulation Kit for modeling multi-physics crystal plasticity, thermal, and damage phenomena from the single crystal up to the component scale. Comput. Mater. Sci. 2019, 158, 420–478. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Tomé, C.N. A self-consistent anisotropic approach for the simulation of plastic deformation and texture development of polycrystals: Application to zirconium alloys. Acta Metall. Et Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Castañeda, P.P.; Brenner, R.; Castelnau, O. Full-Field vs. Homogenization Methods to Predict Microstructure–Property Relations for Polycrystalline Materials; Springer: Boston, MA, USA, 2011. [Google Scholar]
- Salih, M.Z.; Weidenfeller, B.; Al-hamdany, N.; Brokmeier, H.-G.; Gan, W.M. Magnetic properties and crystallographic textures of Fe 2.6% Si after 90% cold rolling plus different annealing. J. Magn. Magn. Mater. 2014, 354, 105–111. [Google Scholar] [CrossRef]
- Swaminathan, S.; Ghosh, S.; Pagano, N.J. Statistically Equivalent Representative Volume Elements for Unidirectional Composite Microstructures: Part I—Without Damage. J. Compos. Mater. 2006, 40, 583–604. [Google Scholar] [CrossRef]
- Galán López, J.; Kestens, L.A.I. A multivariate grain size and orientation distribution function: Derivation from electron backscatter diffraction data and applications. J. Appl. Crystallogr. 2021, 54, 148–162. [Google Scholar] [CrossRef] [PubMed]
- Hielscher, R. Kernel density estimation on the rotation group and its application to crystallographic texture analysis. J. Multivar. Anal. 2013, 119, 119–143. [Google Scholar] [CrossRef]
- Qayyum, F.; Chaudhry, A.A.; Guk, S.; Schmidtchen, M.; Kawalla, R.; Prahl, U. Effect of 3D Representative Volume Element (RVE) Thickness on Stress and Strain Partitioning in Crystal Plasticity Simulations of Multi-Phase Materials. Crystals 2020, 10, 944. [Google Scholar] [CrossRef]
- Engler, O.; Randle, R. Introduction to Texture Analysis Macrotexture, Microtexture, and Orientation; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Hielscher, R.; Schaeben, H. A novel pole figure inversion method: Specification of the MTEX algorithm. J Appl Cryst. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Eisenlohr, P.; Roters, F. Selecting a set of discrete orientations for accurate texture reconstruction. Comput. Mater. Sci. 2008, 42, 670–678. [Google Scholar] [CrossRef]
- Tóth, L.S.; Van Houtte, P. Discretization techniques for orientation distribution functions. Textures Microstruct. 1970, 19, 224–229. [Google Scholar] [CrossRef]
- Leffers, T.; Juul Jensen, D. Evaluation of the effect of initial texture on the development of deformation texture. Textures Microstruct. 1970, 6, 231–254. [Google Scholar] [CrossRef] [Green Version]
- Biswas, A.; Vajragupta, N.; Hielscher, R.; Hartmaier, A. Optimized reconstruction of the crystallographic orientation density function based on a reduced set of orientations. J. Appl. Crystallogr. 2020, 53, 178–187. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Helming, K.; Tamm, R.; Fels, B. An Automated Component Method. MSF 1998, 273–275, 119–124. [Google Scholar] [CrossRef]
- Schaeben, H.; Bachmann, F.; Fundenberger, J.-J. Construction of weighted crystallographic orientations capturing a given orientation density function. J. Mater. Sci. 2017, 52, 2077–2090. [Google Scholar] [CrossRef]
- Melchior, M.A.; Delannay, L. A texture discretization technique adapted to polycrystalline aggregates with non-uniform grain size. Comput. Mater. Sci. 2006, 37, 557–564. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. SSP 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Quey, R.; Dawson, P.R.; Barbe, F. Large-scale 3D random polycrystals for the finite element method: Generation, meshing and remeshing. Comput. Methods Appl. Mech. Eng. 2011, 200, 1729–1745. [Google Scholar] [CrossRef] [Green Version]
- Wei, X.; Krämer, A.M.; Hirt, G.; Stöcker, A.; Kawalla, R.; Heller, M.; Korte-Kerzel, S.; Leuning, N.R.; Hameyer, K. Cold Rolling Strategies for Improving the Magnetic Properties of Non-Grain-Oriented Electrical Steel. In Proceedings of the METEC & 4th ESTAD 2019, European Steel Technology and Application Days: CCD Congress Center Düsseldorf, Düsseldorf, Germany, 24–28 June 2019. [Google Scholar]
- Wei, X.; Hojda, S.; Dierdorf, J.; Lohmar, J.; Hirt, G. Model for Texture Evolution in Cold Rolling of 2.4 wt.-% Si Non-Oriented Electrical Steel. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1896, pp. 1–6. [Google Scholar]
- Vuppala, A.; Wei, X.; Hojda, S.; Teller, M.; Hirt, G. Investigation of texture evolution during rolling simulation of non-oriented SI based electrical steels with 2D and 3D RVE. In Proceedings of the 6th European Conference on Computational Mechanics (ECCM 6), Glasgow, UK, 11–15 June 2018. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Si | Al | Mn | P | S | C | Fe |
|---|---|---|---|---|---|---|---|
| Annealed strip weight-% | 3.16 | 0.89 | 0.17 | 0.012 | 0.001 | 0.002 | balance |
| Hot strip weight-% | 2.4 | 0.39 | 0.30 | 0.021 | 0.003 | 0.002 | balance |
| Elastic Parameters | ||||||
| C11 | C12 | C24 | ||||
| 232.2 GPa | 135.6 GPa | 117.0 GPa | ||||
| Plastic Parameters | ||||||
| n | a | |||||
| <111> {110} | 0.01 s−1 | 77 | 145.05 MPa | 314.60 MPa | 2.77 × 109 | 2.12 |
| <111> {211} | 0.01 s−1 | 77 | 140.30 MPa | 323.16 MPa | 2.77 × 109 | 2.12 |
| α-Fiber | γ-Fiber | ND-Fiber | ||||
|---|---|---|---|---|---|---|
| Mean Error | Max Error | Mean Error | Max Error | Mean Error | Max Error | |
| Experimental vs. Hybrid IA | 1.06 | 1.84 | 0.48 | 0.90 | 0.79 | 1.83 |
| Experimental vs. TSOO | 0.40 | 0.99 | 0.24 | 0.61 | 0.49 | 1.35 |
| α-Fiber | γ-Fiber | ND-Fiber | ||||
|---|---|---|---|---|---|---|
| Mean Error | Max Error | Mean Error | Max Error | Mean Error | Max Error | |
| Experimental vs. Melchior | 1.52 | 5.53 | 0.77 | 1.16 | 1.09 | 2.54 |
| Experimental vs. TSOO | 0.67 | 1.47 | 0.86 | 1.41 | 0.29 | 0.50 |
| α-Fiber | γ-Fiber | ND-Fiber | ||||
|---|---|---|---|---|---|---|
| Mean Error | Max Error | Mean Error | Max Error | Mean Error | Max Error | |
| Experimental vs. Melchior | 1.43 | 5.53 | 1.53 | 2.00 | 0.65 | 4.83 |
| Experimental vs. TSOO | 1.99 | 5.87 | 0.87 | 1.36 | 0.92 | 3.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vuppala, A.; Krämer, A.; Lohmar, J. On Sampling Discrete Orientations from XRD for Texture Representation in Aggregates with Varying Grain Size. Crystals 2021, 11, 1021. https://doi.org/10.3390/cryst11091021
Vuppala A, Krämer A, Lohmar J. On Sampling Discrete Orientations from XRD for Texture Representation in Aggregates with Varying Grain Size. Crystals. 2021; 11(9):1021. https://doi.org/10.3390/cryst11091021
Chicago/Turabian StyleVuppala, Aditya, Alexander Krämer, and Johannes Lohmar. 2021. "On Sampling Discrete Orientations from XRD for Texture Representation in Aggregates with Varying Grain Size" Crystals 11, no. 9: 1021. https://doi.org/10.3390/cryst11091021
APA StyleVuppala, A., Krämer, A., & Lohmar, J. (2021). On Sampling Discrete Orientations from XRD for Texture Representation in Aggregates with Varying Grain Size. Crystals, 11(9), 1021. https://doi.org/10.3390/cryst11091021