
Effect of Laser Traverse Speed on the Metallurgical Properties of Fe-Cr-Si Clads for Austenitic Stainless Steel Using Directed Energy Deposition

 , and
, and
Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results and Discussion
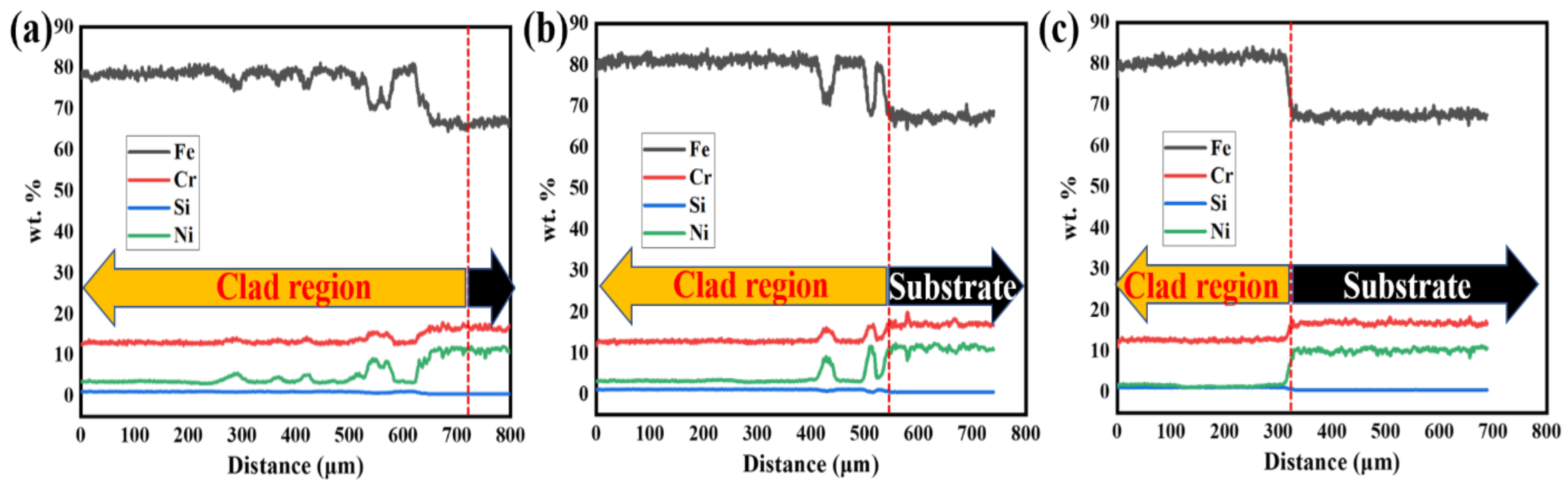
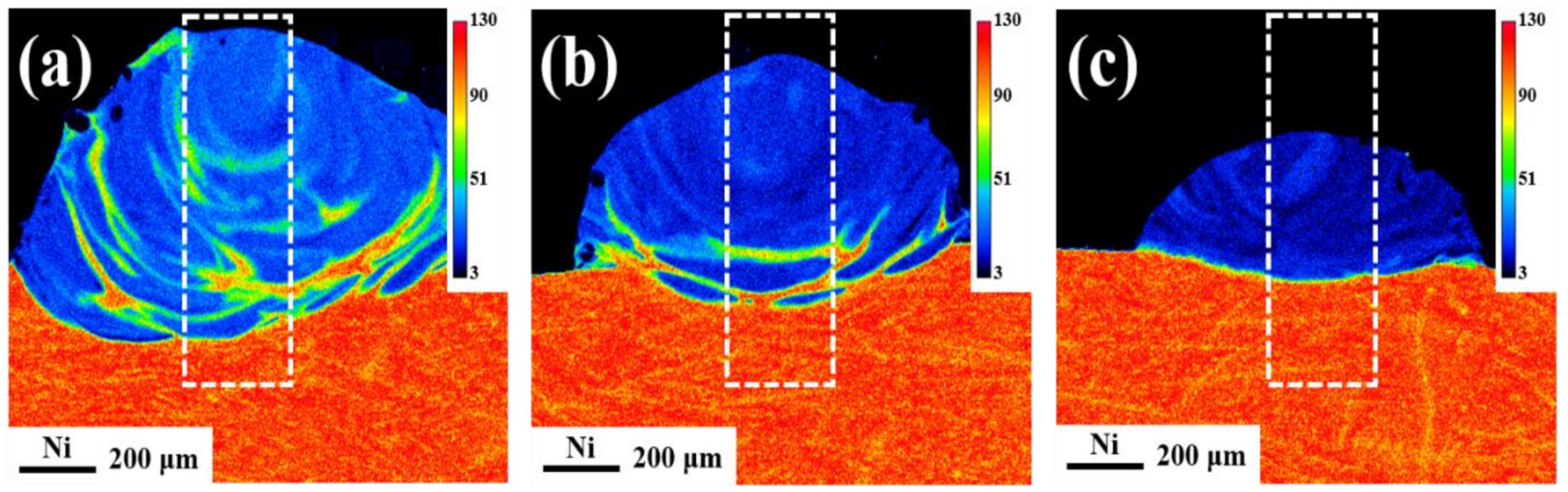
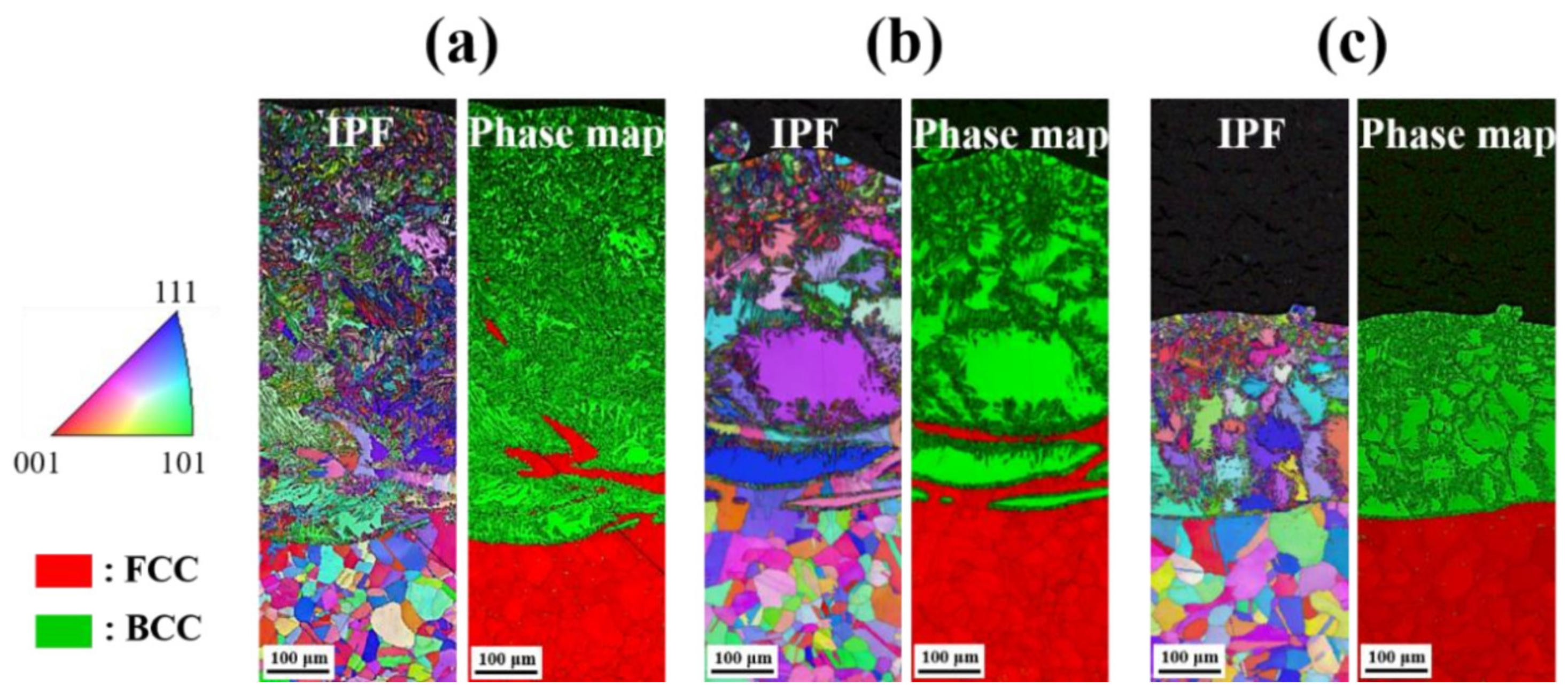
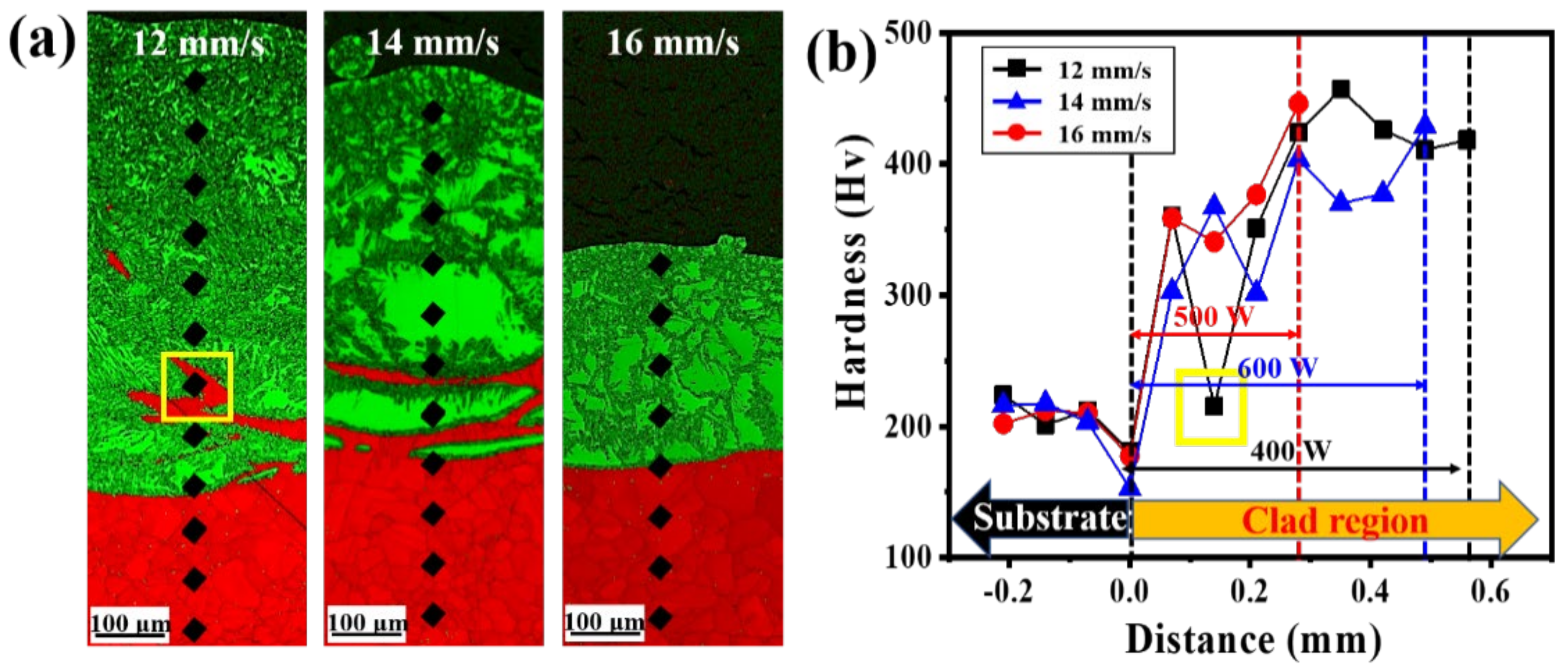
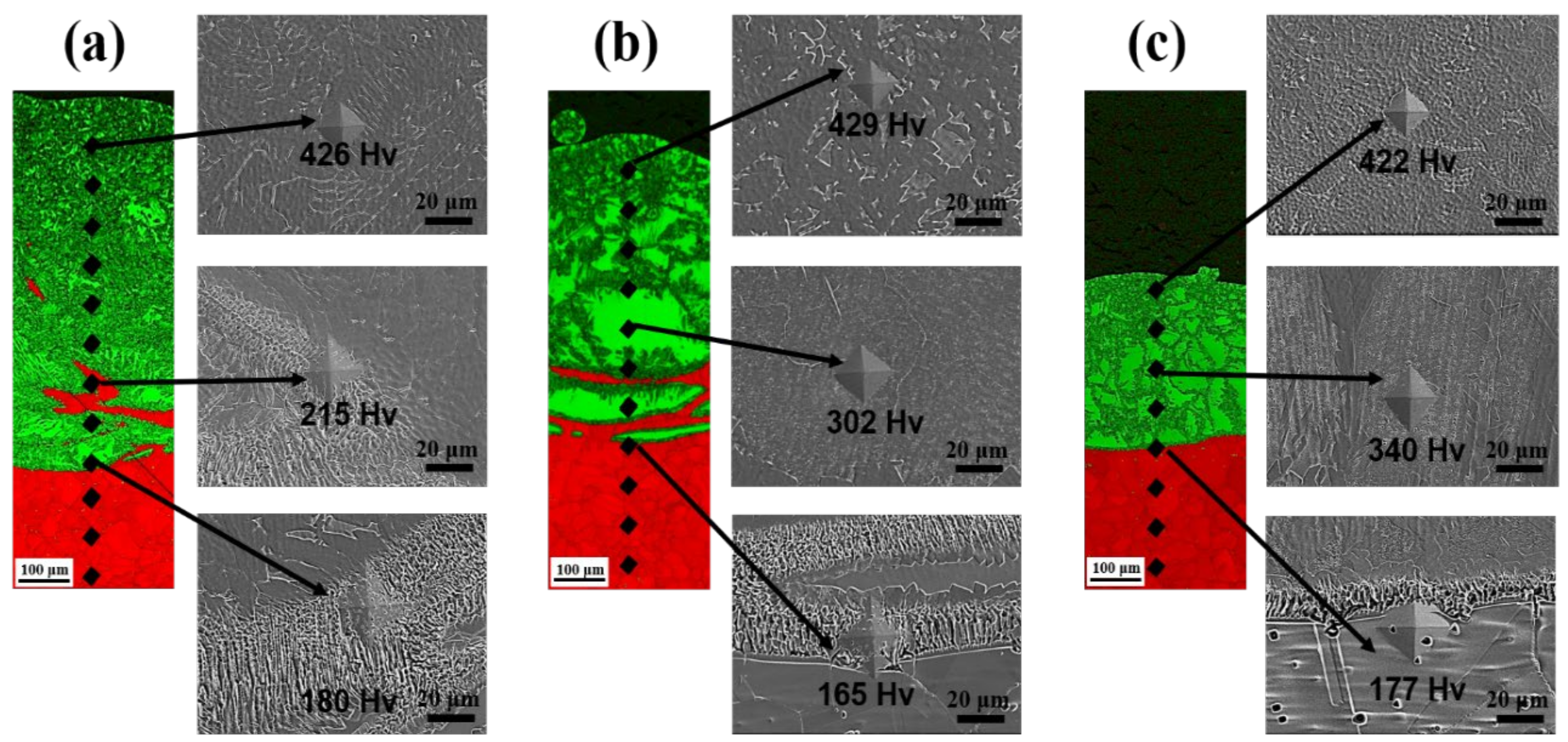
Microstructural and Compositional Behavior of Each Clad by Laser Traverse Speed
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramkumar, K.D.; Patel, S.D.; Praveen, S.S.; Choudhury, D.J.; Prabaharan, P.; Arivazhagan, N.; Xavior, M.A. Influence of filler metals and welding techniques on the structure–property relationships of Inconel 718 and AISI 316L dissimilar weldments. Mater. Des. 2014, 62, 175–188. [Google Scholar] [CrossRef]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Michiuchi, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Sakai, K.J.A.M. Twin-induced grain boundary engineering for 316 austenitic stainless steel. Acta Mater. 2006, 54, 5179–5184. [Google Scholar] [CrossRef]
- Walczak, M.; Pineda, F.; Fernandez, A.G.; Mata-Torres, C.; Escobar, R.A. Materials corrosion for thermal energy storage systems in concentrated solar power plants. Renew. Sustain. Energy Rev. 2018, 86, 22–44. [Google Scholar] [CrossRef]
- Oh, E.J.; Lee, D.H.; Cho, S.W.; Choi, Y.I.; Nam, K.W. Effect of the Holding Time during Solution Heat Treatment on Intergranular Corrosion of Unstabilized Austenitic Stainless Steel. J. Weld. Join. 2020, 38, 278–288. [Google Scholar] [CrossRef]
- Latha, S.; Mathew, M.D.; Parameswaran, P.; Rao, K.B.S.; Mannan, S.L. Thermal creep properties of alloy D9 stainless steel and 316 stainless steel fuel clad tubes. Int. J. Press. Vessels Pip. 2008, 85, 866–870. [Google Scholar] [CrossRef]
- Williams, R.J.; Al-Lami, J.; Hooper, P.A.; Pham, M.S.; Davies, C.M. Creep deformation and failure properties of 316 L stainless steel manufactured by laser powder bed fusion under multiaxial loading conditions. Addit. Manuf. 2021, 37, 101706. [Google Scholar] [CrossRef]
- Chao, Q.; Cruz, V.; Thomas, S.; Birbilis, N.; Collins, P.; Taylor, A.; Fabijanic, D. On the enhanced corrosion resistance of a selective laser melted austenitic stainless steel. Scr. Mater. 2017, 141, 94–98. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, L.; Li, S.; Wang, R.; Guo, P.; Wang, A.; Ke, P. Accelerated deterioration mechanism of 316L stainless steel in NaCl solution under the intermittent tribocorrosion process. J. Mater. Sci. Technol. 2022, 121, 67–79. [Google Scholar] [CrossRef]
- Zhou, Y.; Liu, Y.; Zhou, X.; Liu, C.; Yu, J.; Huang, Y.; Li, W. Precipitation and hot deformation behavior of austenitic heat-resistant steels: A review. J. Mater. Sci. Technol. 2017, 33, 1448–1456. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ. Int. 2013, 53, 1224–1230. [Google Scholar] [CrossRef] [Green Version]
- Zhai, W.; Zhou, W.; Zhu, Z.; Nai, S.M.L. Selective Laser Melting of 304L and 316L Stainless Steels: A Comparative Study of Microstructures and Mechanical Properties. Steel Res. Int. 2022, 93, 2100664. [Google Scholar] [CrossRef]
- Tak, K.G.; Schulz, U.; Eggeler, G. On the effect of micrograin crystallography on creep of FeCr alloys. Mater. Sci. Eng. A 2009, 510, 121–129. [Google Scholar] [CrossRef]
- Jun, S.Y.; Im, S.Y.; Moon, J.; Lee, C.H.; Hong, H.U. Technical Issues in Fusion Welding of Reduced Activation Ferritic/Martensitic steels for Nuclear Fusion Reactors. J. Weld. Join. 2020, 38, 45–55. [Google Scholar] [CrossRef] [Green Version]
- Paczkowska, M.; Selech, J. Microstructure and Soil Wear Resistance of a Grey Cast Iron Alloy Reinforced with Ni and Cr Laser Coatings. Materials 2022, 15, 3153. [Google Scholar] [CrossRef] [PubMed]
- Romedenne, M.; Pillai, R.; Harris, B.; Pint, B.A. Compatibility of Fe-Cr-Al and Fe-Cr-Al-Mo oxide dispersion strengthened steels with static liquid sodium at 700 °C. J. Nucl. Mater. 2022, 569, 153919. [Google Scholar] [CrossRef]
- Regina, J.R.; Dupont, J.N.; Marder, A.R. The effect of chromium on the weldability and microstructure of Fe-Cr-Al weld cladding. Weld. J. N. Y. 2007, 86, 170–178. [Google Scholar]
- Park, S.Y.; Kang, Y.; Oh, D.; Song, S.; Hong, H.U. Solidification cracking susceptibility of the weld metal of additively manufactured 316L stainless steel. J. Weld. Join. 2021, 39, 45–50. [Google Scholar] [CrossRef]
- Sam, S.; Das, C.R.; Ramasubbu, V.; Albert, S.K.; Bhaduri, A.K.; Jayakumar, T.; Kumar, E.R. Delta ferrite in the weld metal of reduced activation ferritic martensitic steel. J. Nucl. Mater. 2014, 455, 343–348. [Google Scholar] [CrossRef]
- Jung, N.; Ahn, J.; Lee, M.; Kang, N.; Cho, K.M. Formation Behavior of δ ferrite Within LB and GTA Weld Zones of Mod. 9Cr-1Mo Steel in Terms of Thermal History. Korean J. Met. Mater. 2018, 56, 93–102. [Google Scholar] [CrossRef] [Green Version]
- Ahn, S.Y.; Kang, N. The Effects of δ-ferrite on Weldment of 9–12% Cr Steels. J. Weld. Join. 2013, 31, 8–16. [Google Scholar] [CrossRef]
- Koga, G.Y.; Ferreira, T.; Guo, Y.; Coimbrão, D.D.; Jorge, A.M.; Kiminami, C.S.; Botta, W.J. Challenges in optimizing the resistance to corrosion and wear of amorphous Fe-Cr-Nb-B alloy containing crystalline phases. J. Non-Cryst. Solids 2021, 555, 120537. [Google Scholar] [CrossRef]
- Pang, S.; Zhang, T.; Asami, K.; Inoue, A. New Fe-Cr-Mo-(Nb, Ta)-CB glassy alloys with high glass-forming ability and good corrosion resistance. Mater. Trans. 2001, 42, 376–379. [Google Scholar] [CrossRef] [Green Version]
- Idczak, R. High-temperature atmospheric corrosion of Fe-Cr-Si alloys studied by Mössbauer spectroscopy. Corrosion 2018, 74, 1083–1092. [Google Scholar] [CrossRef]
- Jeon, Y.T.; Park, Y.S. Effects of Alloying Elements on Corrosion Resistance and Microstructure of Fe-Cr Martensitic Stainless Steel. J. Corros. Sci. Soc. Korea 1997, 26, 368–380. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | Fe | Cr | Ni | Mo | Mn | Si | Al | Ti | C |
|---|---|---|---|---|---|---|---|---|---|
| Powder (Fe-Cr-Si) | 85.07 | 12.25 | - | - | - | 2.5 | - | - | - |
| Substrate (STS 316L) | 67.17 | 16.86 | 10.96 | 2.89 | 1.54 | 0.55 | 0.02 | 0.001 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, T.; Kim, G.-D.; Kim, S.-W.; Moon, Y.H.; Nam, H.; Song, S. Effect of Laser Traverse Speed on the Metallurgical Properties of Fe-Cr-Si Clads for Austenitic Stainless Steel Using Directed Energy Deposition. Crystals 2022, 12, 1531. https://doi.org/10.3390/cryst12111531
Hwang T, Kim G-D, Kim S-W, Moon YH, Nam H, Song S. Effect of Laser Traverse Speed on the Metallurgical Properties of Fe-Cr-Si Clads for Austenitic Stainless Steel Using Directed Energy Deposition. Crystals. 2022; 12(11):1531. https://doi.org/10.3390/cryst12111531
Chicago/Turabian StyleHwang, Taewoo, Gi-Dong Kim, Seo-Wan Kim, Young Hoon Moon, Hyunbin Nam, and Sangwoo Song. 2022. "Effect of Laser Traverse Speed on the Metallurgical Properties of Fe-Cr-Si Clads for Austenitic Stainless Steel Using Directed Energy Deposition" Crystals 12, no. 11: 1531. https://doi.org/10.3390/cryst12111531